Специальная плавка - это особый и эффективный метод производства специальной стали, высокотемпературных сплавов, прецизионных сплавов и высоколегированных сталей.
Металлические материалы, представленные сталью, широко используются в народном хозяйстве, оборонном строительстве, научно-технической сфере и т.д.
Стремительный прогресс в современной электронной технике, аэрокосмических технологиях, навигационных и энергетических технологиях и других областях предъявляет все более высокие требования к качеству и разнообразию стали и сплавов.
Например, требуется, чтобы сталь или сплавы могли надежно работать в условиях высокой температуры, высокого давления, высокой скорости, динамической нагрузки, высокой радиации и агрессивной среды.
Однако традиционные методы выплавки, такие как конвертер, мартеновская и дуговая печь, с трудом отвечают реальным требованиям и не могут обеспечить продукцию столь высокого качества, что требует применения специальных методов выплавки.
К распространенным методам специальной плавки относятся индукционная плавка, электрошлаковая металлургия, плазменная дуга плавление, вакуумно-дуговой переплав и электронно-лучевое плавление.
(1) Индукционная плавка
Индукционная плавка - это метод нагрева и плавления металлов с использованием принципа электромагнитной индукции.
По частоте она может быть разделена на силовую, среднечастотную и высокочастотную печь; по атмосфере и структуре она может быть классифицирована на вакуумную индукционную печь, плазменную индукционную печь и другие печи для различных целей.
Печи силовой частоты используются в основном для выплавки чугуна, высокочастотные печи - для лабораторных исследований, а среднечастотные - для производства высококачественной стали и сплавов. Их преимущества - высокая скорость плавки, высокая эффективность производства, высокая адаптивность, гибкость использования, хороший эффект электромагнитного перемешивания и удобство ввода в эксплуатацию.
В настоящее время выплавка в индукционных печах стала важным методом производства специальных сплавов, таких как специальные стали, прецизионные сплавы, электронагревательные сплавы, высокотемпературные сплавы и коррозионностойкие сплавы.
(2) Электрошлаковая металлургия
Электрошлаковая металлургия - это особый метод плавки, при котором для нагрева и рафинирования металла используется тепло, возникающее при сопротивлении шлака, вызванном прохождением тока через жидкий шлак.
Ее суть - электрошлаковый переплав (ЭШП), который направлен на дальнейшую очистку стали и сплавов и улучшение кристаллической структуры слитков на основе первичного рафинирования, что позволяет получать высококачественную металлопродукцию.
Электрошлаковый переплав подходит для производства средних и крупных поковок. Продукт после переплавки имеет низкое содержание фосфора и серы, низкую неметаллические Включения, плотная структура переплавленного слитка и отливки без усадки, значительно улучшающие качество изделия, а также его механические свойства, технологические характеристики и удобство использования.
(3) Вакуумно-дуговая плавка
Вакуумно-дуговая плавка позволяет создать условия низкого кислородного потенциала и высокой температуры плавления, поэтому еще в прошлом веке она использовалась для плавки тугоплавких или окисляемых металлов, таких как платина, тантал и вольфрам.
С развитием машиностроения метод дугового переплава с использованием вакуумных расходуемых электродов успешно применяется для производства титана и его сплавов, прецизионных сплавов, высокотемпературных сплавов и тугоплавких металлов.
В 1940-1950-х годах этот метод плавки быстро развивался, и мощности становились все более крупными. До сих пор в специализированной металлургии вакуумно-дуговая плавка остается одним из основных методов переплава и рафинирования.
(4) Электронно-лучевое плавление
Электронно-лучевой переплав (ЭЛП) - это метод плавки, при котором в качестве источника тепла для расплавления металлов в условиях высокого вакуума используется электронная пушка, испускающая высокоскоростные электронные пучки.
Она началась с выплавки тугоплавких металлов (тантала, ниобия, гафния, вольфрама, молибдена и т.д.) и в настоящее время расширилась до производства полупроводниковых материалов, высокоэффективных магнитных сплавов и некоторых специальных сталей, таких как подшипниковая сталькоррозионностойкая нержавеющая сталь и чистое железо с ультранизким содержанием углерода.
Кроме того, печи электронно-лучевого переплава могут использоваться для выплавки некоторых жаропрочных сплавов, особенно вольфрам- и молибденсодержащих сплавов с ниобием или танталом в качестве основного компонента.
(5) Плазменно-дуговая плавка
Плазменная плавка - это новый метод плавки, при котором плазменная дуга используется в качестве источника тепла для расплавления, рафинирования и переплавки металлов.
Потенциальные преимущества использования плазменной дуги в качестве металлургического источника тепла: концентрированная энергия, высокая температура (5000-300 000 К), высокая скорость потока ионов (100-500 м/с), быстрый нагрев и быстрая реакция и т.д. Газ находится в ионизированном состоянии, и реакционная активность сильна.
Газ можно выбирать в зависимости от потребностей, например, использовать восстановительные газы (водород, монооксид углерода, алканы, алкены и т.д.) для непосредственного уменьшения или рафинирования шихты, а также раскислять, чтобы освободить слитки от остаточных продуктов раскисления.
Под действием высокотемпературной плазменной дуги легко улетучиваются такие примеси, как S, P, Pb, Bi, Sn и As. Они могут расплавиться металлические материалы а также плавить неметаллические материалы.
1.2 Основные продукты, производимые специальным плавильным заводом
Специальная плавка - это особый и эффективный метод производства современных сплавов, таких как специальная сталь, высокотемпературный сплав, прецизионный сплав, высоколегированная сталь, тугоплавкие металлы и сплавы, титан и титановые сплавы, электронагревательные сплавы и т.д.
(1) Прецизионный сплав, вид металла и сплава с особыми физическими свойствами, в основном используется для производства важных материалов, таких как прецизионные приборы, средства управления, телеметрии, электроприборы, аксессуары и электронные устройства в аэрокосмической отрасли, а также датчики и преобразователи в системах вооружения, основанные на его физических свойствах, а не на структурных компонентах.
В Китае буква "J" используется перед номером для обозначения категории сплава; например, "1J" обозначает магнитомягкий сплав, "2J" - сплав с постоянным магнитом, "3J" - эластичный сплав, "4J" - сплав для термического расширения, "5J" - термический биметалл, а "6J" - сплав для сопротивления.
(2) Высокотемпературный сплав (жаропрочный сплав или жаропрочный суперсплав) является важной металлический материал для авиационных газовых турбин, судовых газовых турбин и ракетных двигателей. Он обладает повышенной стойкостью к деформации ползучести и разрушению при ползучести, а также стойкостью к коррозии и тепловому удару.
1.3 Показатели оценки качества выплавки стали и сплавов
(1) Контроль компонентов:
В дополнение к контролю C, Mn, Si, P, S, которые обычно контролируются при производстве стали, контроль компонентов также включает в себя контроль элементы сплава такие как Cr, Ni, Mo, W, Nb, V, Al, Ti, а также микроэлементы B, Ce, La, Zr, Mg, Ca, Hf, Y, Sm. Возможность оптимального контроля состава во многом зависит от процесса выплавки.
(2) Чистота:
Под чистотой стали и сплавов понимается количество вредных примесей и содержание газов, в основном включающее следующие аспекты.
1. Неметаллические примеси
К неметаллическим примесям обычно относят S, P, Ce, Br, I и т.д. Различные марки стали имеют разные требования к содержанию S и P.
Например, для обычной стали w(S)≤0,055%, w(P)≤0,045%; для высококачественной стали w(S)≤0,045%, w(P)≤0,040%; для легированная стальS и P менее 0,04%; для высококачественной стали w(S)≤0,030%, w(P)≤0,035%; а для некоторых высокотемпературных сплавов w(S)≤0,030%.
Для Ce, Br, I и т.д. некоторые технические стандарты предусматривают, что они должны быть ниже 0,0025%.
2. Газ
Как правило, чем ниже содержание кислорода, водорода и азот в стали и сплавов, тем лучше их эксплуатационные характеристики.
3. Неметаллические включения
Влияние неметаллических включений на характеристики стали и сплавов связано не только с их количеством, но и с их типом, размером, морфологией и распределением.
Поэтому содержание и распределение неметаллических включений являются одним из важных показателей для оценки качества стали и сплавов, и при обычном контроле используется стандартный метод сравнения марок.
4. Металлические примеси
Металлические примеси в основном относятся к Pb, Sn, As, Sb, Bi и другим микроэлементам, содержащимся в стали и сплавах. Содержание металлических примесей оказывает значительное влияние на эксплуатационные характеристики стали и сплавов.
5. Литейная конструкция
Литая структура слитков из стали и сплавов оказывает большое влияние на пластичность слитков при горячей обработке и механические свойства стали.
Литая структура хорошей металлургической продукции должна иметь следующие условия: технические характеристики соответствуют требованиям; качество поверхности хорошее; усадка небольшая; слиток плотный; состав и организационная структура однородные, степень сегрегации небольшая; кристаллическая структура хорошая.
1.4 Влияние технологического процесса на микроструктуру и свойства стали и сплавов
(1) Контроль компонентов влияет на характеристики стали и сплавов.
Различные методы выплавки имеют разную степень контроля компонентов, при этом вакуумные дуговые печи лучше контролируют легкоокисляемые элементы, а электрошлаковый переплав имеет меньшие потери летучих элементов.
(2) Чистота влияет на характеристики стали и сплавов.
Вакуумная плавка отличается низким содержанием вредных металлических примесей и кислорода, а электрошлаковый переплав - хорошей способностью к десульфурации и удалению оксидных включений.
(3) Контроль микроструктуры влияет на эксплуатационные характеристики стали и сплавов.
Слитки электрошлакового переплава имеют столбчатое развитие кристаллической оси и низкую сегрегацию пористости.
2. Плавление в индукционной печи
2.1 Принцип работы индукционной печи и оборудование
2.1.1 Принцип работы индукционной печи
Все типы индукционных печей, независимо от того, являются ли они стержневыми или безстержневыми, а также работают ли они на низкой частоте, промежуточной частоте или высокой частоте, их базовая схема состоит из переменного источника питания, конденсаторов, индукционной катушки и металлических материалов печи в тигле (Рисунок 2-1).
(1) Принцип индукционного нагрева
Принцип индукционного нагрева основан на следующих двух основных законах электричества: во-первых, закон Фарадея об электромагнитной индукции.
E=B-L-v-sin∠(v-B) (2-1)
где L - длина провода в магнитном поле;
(v-B) - угол между направлением силы магнитной индукции и направлением скорости.
Другой фундаментальный закон - закон Джоуля-Ленца. Этот закон также известен как принцип электрического теплового эффекта. Закон Джоуля-Ленца можно выразить в виде уравнения (2-3):
Q = I2 R t (2-2)
где Q - теплота Джоуля-Ленца, в Дж; I - сила тока, в А;
R - сопротивление проводника, в Ω; t - время нахождения проводника под напряжением, в с.
Когда переменный ток с частотой f проходит через индукционную катушку индукционной печи без сердечника, в пространстве, окружающем индукционную катушку и ее окрестности, возникает переменное магнитное поле.
Полярность, сила магнитной индукции и частота переменного магнитного поля изменяются в зависимости от переменного тока, который генерирует это переменное магнитное поле. Если тигель выложен индукционной катушкой и заполнен металлической печью, часть линий магнитного поля переменного магнитного поля пройдет через металлические материалы печи.
Чередование линий магнитного поля эквивалентно относительному движению линий магнитного поля резки между металлическими материалами печи и линиями магнитного поля.
Поэтому в материалах металлической печи будет возникать индуцированная электродвижущая сила (E), величина которой может быть определена следующим уравнением:
E = 4,44 Ф- f - n (2-3)
где Ф - магнитный поток переменного магнитного поля в индукционной катушке, в Вб;
f - частота переменного тока, в Гц;
n - количество витков петли, образованной печными материалами, обычно n=1;
Из приведенного выше уравнения видно, что для создания большего индуцированного напряжения в материалах печи теоретически можно использовать увеличение магнитного потока, частоты и числа витков.
Однако, поскольку силовые линии магнитного поля, возникающие после подачи напряжения на индукционную катушку, вынуждены проходить через воздух (в случае индукционной печи без сердечника), а воздух обладает высоким магнитным сопротивлением, магнитный поток относительно мал, что затрудняет увеличение магнитного потока, а число витков материалов печи обычно равно l.
Поэтому для увеличения наведенного напряжения лучше использовать метод повышения частоты.
Поскольку сами материалы металлической печи образуют замкнутый контур t, в материалах металлической печи возникает индукционный ток (I):
где R - эффективное сопротивление материала металлической печи, в Ω;
Скорость нагрева материала печи зависит от величины индуцированного тока, эффективного сопротивления материала печи и времени включения. Индуцированный ток зависит от величины индуцированной электродвижущей силы, то есть от величины магнитного потока, проходящего через материал печи, и частоты переменного тока, протекающего через него. Величина индукционного тока зависит от размера блока материала печи.
(2) Электромагнитное перемешивание
Когда через материал печи протекает индукционный ток, на него неизбежно действуют электромагнитные силы, вызывающие направленное движение металлического материала печи, то есть эффект "электромагнитного перемешивания". Его преимущества заключаются в следующем:
1) равномерная температура металлической жидкости.
2) Гомогенизация металлической жидкости.
3) Улучшение кинетических условий физических и химических реакций.
2.1.2 Рабочее оборудование индукционной печи
Индукционные печи можно разделить на два типа: бескерновые и стержневые, причем последние редко используются в сталеплавильном производстве и здесь не рассматриваются. Что касается индукционных печей без сердечника, то в целом их можно разделить на три типа в зависимости от частоты питания: линейно-частотная печь (с частотой 50 или 60 Гц), которая напрямую подключается к электросети через трансформатор и используется в основном для плавки чугуна; высокочастотная печь (с диапазоном частот от 10 до 300 КГц), которая использует высокочастотный электронный ламповый генератор и применяется в основном для небольших лабораторных исследований; и среднечастотная печь (с диапазоном частот от 150 до 10000 Гц), которая использует среднечастотную генераторную установку, триплер или тиристорный статический генератор. преобразователь частоты.
Полный комплект оборудования для среднечастотных индукционных печей включает в себя: источник питания и электрическую часть управления, корпус печи, передаточное устройство и систему водяного охлаждения.
2.2 Характеристики плавки в индукционной печи
(1) Электромагнитный индукционный нагрев. Поскольку метод нагрева иной, индукционные печи не требуют ни графитовых электродов, необходимых для электродугового нагрева, ни локальных зон перегрева под дугой, что исключает возможность увеличения углерода электродов. В индукционных печах можно плавить низкоуглеродистую сталь и сплавы, которые трудно плавить в электродуговых печах, что создает благоприятные условия для производства продукции с низким содержанием газов.
(2) В расплавленном бассейне существует определенный уровень электромагнитного перемешивания. Перемешивание металла, вызванное электромагнитной индукцией, способствует равномерному составу и температуре, коалесценции, росту и всплыванию включений в стали. Потери элементов сплава в процессе плавки в индукционной печи относительно невелики, поэтому прогнозируемый состав более точен, что способствует контролю компонентов и сокращает время плавки.
(3) Площадь поверхности расплавленного бассейна мала. Это благоприятно для снижения потерь легко окисляемых элементов в расплавленном металле и уменьшения поглощения газов. Поэтому в индукционных печах созданы относительно благоприятные условия для плавки высоколегированных сталей и сплавов, особенно содержащих титан, алюминий или бор. Однако она склонна к образованию плохой текучести, низкой реакционной способности, что не способствует металлургической реакции на границе раздела шлака и стали. По этой причине требования к сырью при плавке в индукционных печах относительно строгие.
(4) Удобная регулировка входной мощности. В процессе плавки в индукционной печи можно удобно регулировать входную мощность. Таким образом, можно более точно контролировать температуру плавления расплава, изолировать печь и производить сталь несколько раз, создавая условия для выплавки изделий с различным составом в одной партии.
(5) Один и тот же источник питания может подавать энергию на несколько печей разной мощности (но не одновременно), поэтому гибкость индукционных печей в плане плавильной мощности выше, чем у электродуговых печей.
(6) Высокая тепловая эффективность. Метод нагрева индукционных печей и малая площадь поверхности приводят к меньшей теплоотдаче, поэтому термический КПД индукционных печей выше, чем у дуговых электрических печей. Однако электрический КПД индукционных печей ниже, чем у дуговых печей, поэтому общий КПД двух типов электрических печей одинаков.
(7) Меньше дыма и небольшое загрязнение окружающей среды. При плавлении в индукционных печах практически не образуется пламени и продуктов сгорания.
(8) Потребляет больше огнеупорного материала, чем электродуговые печи, и имеет более короткий срок службы тигля. Требования к огнеупорным материалам в тигле высоки, поэтому стоимость огнеупорных материалов на тонну стали также выше, чем у электродуговых печей.
2.3 Принципы плавления в индукционной печи
2.3.1 Окисление и раскисление элементов
Кислород в расплавленной стали существует в двух состояниях. Одно из них - растворенный кислород, обозначаемый [O], растворимость которого увеличивается с повышением температуры. Другое состояние - это кислород, который существует в виде включений в расплавленную сталь. Когда в расплавленной стали присутствуют раскисляющие элементы, растворенный в ней кислород соединяется с ними, образуя оксидные включения. Источниками кислорода в расплавленной стали в основном являются поступление кислорода из атмосферы во время плавки и разливки, кислород, поступающий с сырьем, и кислород, поступающий из огнеупорных материалов.
(1) Способность элементов к раскислению
Степень сложности окисления различных элементов называется состоянием окисления, также известным как способность к раскислению. Под ней понимается остаточное содержание кислорода, растворенного в стали в равновесии с определенной концентрацией раскисляющих элементов при определенной температуре и давлении. Чем ниже содержание кислорода, тем сильнее раскисляющая способность данного элемента. Общая формула реакции раскисления элемента выглядит следующим образом:
x[M]+y[O]=MxOy (2-5)
Если оксиды металлов считаются чистыми веществами, которые не растворяются в расплавленной стали, и содержание металлические элементы а кислорода в расплавленной стали мало, то мы имеем:
В формуле aMxOy представляет собой активность оксида, полученного при раскислении элемента, a[M] представляет собой активность раскисляющего элемента в стали, а a[O] представляет собой активность кислорода в стали. Когда продукт раскисления представляет собой чистый оксид или находится в насыщенном состоянии, aMxOy равна 1. Если fM=1, f0=1, или fMx.f0y=постоянная, то,
Пусть KM = 1/K. Тогда, KM = [%M]x.[%O]y (2-8).
Величина KM может использоваться для определения способности элемента к раскислению. Чем меньше значение KM, тем сильнее способность элемента к раскислению. На рисунке 2-7 и в таблице 2-8 представлено сравнение способности элементов к раскислению в расплавленном железе и никеле при температуре 1600℃. В целом, в расплавленном железе при температуре 1600℃ раскисление происходит в порядке от сильнейшего к слабейшему: Ba → Ca → Ce → La → Mg → Zr → Al → Ti → B → Si → Mn → W → Fe.
(2) Эффекты раскисления и факторы влияния элементов
1. Сродство элементов к кислороду: Чем сильнее сродство элемента к кислороду, тем выше его способность к раскислению, что является более выгодным для улучшения эффекта раскисления.
2. Физические свойства раскисляющих элементов: К ним относятся температура плавления, удельный вес, температура кипения (давление паров) и растворимость в стальной жидкости.
3. Физические характеристики продуктов раскисления: Температура плавления, удельный вес, межфазное натяжение стальной жидкости, способность образовывать жидкие композитные оксиды с низкой температурой плавления и оксидами с высокой температурой плавления, а также растворимость в стальной жидкости - все это оказывает значительное влияние на эффект раскисления.
(3) Характеристики раскисляющих элементов и композиционных раскислителей:
1. Раскисление алюминием и одновременное раскисление алюминием, марганцем или кремнием и марганцем: Алюминий является сильным раскислителем с высоким сродством к кислороду, но его способность к раскислению ниже, чем у кальция, магния, бария, редкоземельных элементов, и выше, чем у кремния, марганца, титана и других элементов.
2. Характеристика кальция и кальциевых сплавов для раскисления: Кальций является очень сильным раскислителем, а также высокоэффективным десульфурирующим элементом. Однако из-за низкой температуры кипения (1484℃) он существует в парообразном состоянии в расплавленном железе, что снижает его эффективность. Кроме того, растворимость кальция в расплавленном железе очень низкая, что влияет на его раскисление и десульфуризацию, снижая эффективность его использования.
2.3.2 Диффузионное раскисление и раскисление осаждением
(1) Диффузионное раскисление
Принцип диффузионного раскисления: Согласно закону распределения энергии, в процессе диффузионного раскисления кислород может одновременно растворяться как в шлаке, так и в стальной жидкости. При определенной температуре существует следующее равновесное соотношение:
(FeO) = Fe(l) + [O] (2-9)
В это время соотношение концентрации кислорода между шлаком и стальной жидкостью должно быть постоянным, т.е.
Факторы, влияющие на диффузионное раскисление:
a) Влияние температуры на эффективность диффузионного раскисления. Влияние температуры на максимальное содержание насыщенного кислорода в расплавленном железе двояко, и эта зависимость выражается следующей формулой: Log [%O]насыщенный = -6320/T + 2,734 (2-11).
b) Влияние условий контакта со стальным шлаком.
c) Влияние состава шлака.
(2) Раскисление осадков:
Принцип раскисления осаждением: Раскисление осадком - это добавление в расплавленную сталь элементов, имеющих сродство к кислороду большее, чем у железа, с целью реакции с растворенным кислородом для образования оксида, нерастворимого в расплавленной стали. Затем оксид удаляется из расплавленной стали за счет плавучести, тем самым снижая содержание кислорода в расплавленной стали.
Виды и область применения раскислителей осадков: Обычно используемые раскислители осаждения в основном включают раскислители чистых металлов, раскислители на основе никеля, раскислители на основе алюминия, раскислители на основе кремния-марганца и раскислители на основе кремния-кальция. При использовании композитных раскислителей, содержащих сильные раскисляющие элементы, такие как кальций, барий и магний, для снижения общего содержания кислорода, можно получить стальную жидкость с общим содержанием кислорода ≤0,003%. Только комбинированное использование различных раскислителей позволяет получить высокочистую сталь.
2.3.3 Десульфурация сплавов
По сути, десульфурация сплава заключается в преобразовании растворенной в расплавленном железе серы в соединения с высокой температурой плавления (такие как CaS, MgS, CeS) или сульфидный оксид. Растворимость этих сульфидов в расплавленном железе гораздо ниже, чем у сульфида железа, что обеспечивает удаление или диспергирование серы из стали. Основными методами десульфурации являются использование рафинирующих агентов или шлаковая реакция.
(1) Десульфурация агента нефтепереработки
Основной принцип десульфурации рафинирующего агента заключается в использовании веществ с высоким сродством к сере для образования сульфидов. Эти сульфиды нерастворимы или имеют очень низкую растворимость в расплавленном железе и обладают меньшей плотностью, чем жидкость сплава. Относительное сродство различных элементов к сере можно определить по стандартному изменению свободной энергии каждого элемента, реагирующего с 1 моль серы. При одной и той же температуре, чем меньше значение стандартной свободной энергии, тем больше сродство между элементом и серой. Относительное сродство различных элементов к сере уменьшается в порядке La, Ca, Ba, Mg, Mn, Fe.
(2) Реакционная сероочистка шлака
Реакционная десульфурация шлака может быть проведена только в щелочной индукционной печи. Процесс сероочистки можно разделить на следующие три этапа:
1. Ионы серы в металлической жидкости диффундируют к границе раздела шлаков, а ионы кислорода в шлаке диффундируют к границе раздела шлак - сталь;
2. На границе раздела шлаков происходит следующая реакция: [S] + (O2-) = (S2-) + [O] (2-12)
3. Образовавшиеся атомы серы диффундируют в шлак, а образовавшиеся атомы кислорода диффундируют в сталь. Эмпирически скорость реакции десульфурации определяется диффузией ионов серы в шлак. Константа равновесия K, представленная в уравнении 2-12, является константой, изменяющейся в зависимости от температуры. Способность шлака к десульфуризации обычно выражается коэффициентом распределения Ls, который
NO2- представляет собой щелочность шлака, и более высокая щелочность является более благоприятной для десульфуризации. Однако, если щелочность слишком высока, скорость десульфурации может быть ограничена из-за повышения температуры плавления и вязкости шлака, что не способствует десульфурации. Когда содержание кислорода в металлическом расплаве низкое, содержание оксида железа в шлаке также низкое, что благоприятно для десульфурации. Эксперименты показали, что существует зависимость между равновесным содержанием серы и кислорода в чистом расплавленном железе при температуре 1600℃: [S]/[O] = 4. Повышение температуры благоприятно для десульфурации не только потому, что оно увеличивает Ls, но и потому, что оно может улучшить текучесть стального шлака.
2.3.4 Удаление неметаллических включений
Наличие большого количества неметаллических включения в стали могут нарушить целостность стальной матрицы, ослабить межатомные силы, способствовать концентрации напряжений и привести к образованию трещин. Они серьезно ухудшают механические свойства стали, особенно снижая ее пластичность, ударную вязкость, усталостные характеристики и даже некоторые физические свойства при холодной и горячей обработке сплавов. Этот эффект связан не только с их содержанием, но и с их формой и размером.
Остаточный водород и азот в сплавах не только образуют гидриды и нитриды, но и способны вызывать такие явления, как белые пятна, водородное охрупчивание, и старение. [H] и [N], осажденные в газовой форме, могут образовывать поры в стальной слитоки могут легко вызвать такие дефекты, как подкожные пузыри при прокатке полосы. В атмосферных индукционных печах для удаления включений используются методы всплытия. Когда плотность неметаллических включений ниже плотности расплавленного металла, включения под действием плавучести всплывают на границу расплавленного металла и шлака и поглощаются шлаком.
Скорость восходящего движения включений можно рассчитать с помощью закона Стокса.
2.4 Сырьевые материалы для плавки в индукционных печах
Требования к сырью: Химический состав исходных материалов должен быть точным; металлические материалы должны быть чистыми, сухими, без масла и ржавчины; размер блока должен соответствовать; все материалы должны храниться в сухом помещении.
Виды сырья: Стальные материалы: чугун, чистое промышленное железо, стальной лом, возвратные материалы. Легированные материалы: W, Mo, Nb и их железные сплавы; Ni Cr, Co и их сплавы; Si, Mn и их сплавы; V, B и их сплавы; Al, Ti и их сплавы; редкоземельные металлы и их сплавы; специальные добавки. Шлакообразующие материалы: известь, флюорит, обломки глиняного кирпича.
Расчет ингредиентов:
Исходя из состава шихты и целевого состава выплавляемого продукта, рассчитайте вес каждого вида сырья, которое необходимо добавить в печь.
Поскольку индукционная печь в основном ориентирована на процессы плавления и нагрева, требования к расчету ингредиентов более точные. Для расчета степени восстановления легирующих элементов необходимы точные методы расчета.
2.5 Котлы для индукционных печей (Урок 4)
2.5.1 Классификация и требования к качеству огарков для индукционных печей
(1) Классификация тиглей:
Тигли для индукционных печей можно разделить на три типа в зависимости от материала: щелочные, кислотные и нейтральные. Наиболее широко используемым связующим является борная кислота.
Роль борной кислоты в производстве кислых (кварцевый песок) или щелочных (магнезия) тиглей включает:
a. Понижение температуры спекания.
b. Способствует образованию шпинели.
c. Уменьшение скорости изменения объема тигля.
Тигли также можно классифицировать по методам их изготовления: сборные тигли, тигли, сформированные на месте, и тигли, облицованные огнеупорным кирпичом.
(2) Требования к качеству тиглей
Основные требования к огнеупорным материалам тиглей включают:
Высокая огнеупорность и прочность при высоких температурах.
Хорошая устойчивость к быстрому нагреву/охлаждению.
Хорошая устойчивость к шлаковой коррозии.
Как можно более низкая теплопроводность.
Хорошие изоляционные характеристики.
Отсутствие загрязнения, безвредность, низкая летучесть, сильная устойчивость к гидратации и низкая стоимость.
2.5.2 Приготовление кристаллов
(1) Соотношение размеров частиц:
Разумное соотношение размеров частиц позволяет достичь наилучшей объемной плотности, чтобы тигель имел минимальный уровень пористости, обычно около 20%. Диапазон размеров частиц крупного, среднего и мелкого песка зависит от производительности печи.
Соотношение размеров частиц в магнезиальных тиглях одинаковой емкости
Существует два основных метода формирования тигля индукционной печи: внешнее и внутреннее формование. В зависимости от различия связующих веществ метод внутренней формовки можно разделить на мокрую и сухую формовку.
(3) Производство тиглей
Для тиглей внешней формовки производство означает, как тигель устанавливается в индукционную катушку и как ремонтируется устье печи. Здесь мы представляем процесс изготовления тиглей внутренней формовки. Подготовительные работы перед производством включают в себя подготовку и смешивание песка, очистку и проверку индукционной катушки, подготовку формы для тигля, а также подготовку формовочных инструментов и оборудования.
Перед изготовлением каждого тигля индукционная катушка проверяется на наличие протечек, просачивания воды, повреждения изоляции, а также на надежность и прочность креплений между индукционной катушкой и витками.
Форма в основном относится к сердцевине тигля, которая используется для контроля формы и объема внутри тигля. Сердечник тигля индукционной печи либо сваривается со стальными пластинами, либо изготавливается из графита.
Графитовый стержень Вибрационная формовочная машина
(4) Спекание в тигле
Назначение: Улучшение компактности, прочности и стабильности объема тигля.
Процесс: Контактная поверхность песчаного материала нагревается до высокой температуры, образуя непрерывную сеть спекания за счет жидкофазного склеивания, которое соединяет весь песчаный материал в единое целое.
Методы спекания: высокотемпературное спекание и низкотемпературное спекание.
A. Высокотемпературное спекание магнезиальных тиглей (разделено на четыре стадии)
Этап 1: Температура спекания 850℃, в основном для реакции дегидратации песчаного материала и разложения карбоната.
Стадия 2: температура спекания 850-1500℃, соединения с низкой температурой плавления начинают плавиться, начинает формироваться сеть спекания, а объем тигля значительно уменьшается. На этой стадии скорость нагрева может быть соответствующим образом увеличена.
Стадия 3: температура спекания 1500-1700℃, магниевый оливин и магниево-алюминиевая шпинель начинают плавиться, образуются новые соединения, формируется сеть спекания, объем тигля резко сокращается, при этом значительно увеличивается плотность и прочность. На этом этапе следует снизить скорость нагрева.
Этап 4: Температура спекания 1700-1850℃, в основном для содействия непрерывному росту форстерита и получения идеальной толщины спекаемого слоя и структуры спекания в поперечном сечении тигля.
B. Низкотемпературное спекание магнезиальных тиглей (разделено на три стадии)
Стадия 1: Температура 850℃, в основном для реакции дегидратации и разложения карбоната, с медленной скоростью нагрева.
Этап 2: Температура между 850℃-1400℃, сеть спекания соединений с низкой температурой плавления, содержащих B2O3, быстро формируется, и прочность тигля увеличивается.
Этап 3: Температура между 850℃-1400℃, чтобы продолжать увеличивать толщину спекаемого слоя предварительно спеченного тигля и достичь идеальной структуры спекания.
2.6 Процесс плавления в индукционной печи
2.6.1 Процесс плавления
Стальной лом, используемый для плавки, обычно содержит определенное количество влаги и масляных загрязнений. Непосредственно добавлять такой материал в печь, особенно в случае уже сформировавшегося бассейна с расплавом, небезопасно, так как это часто приводит к разбрызгиванию. В то же время это один из основных источников кислорода в продукте.
Поэтому некоторые заводы устанавливают системы предварительного нагрева или сушки стального лома, используя методы нагрева для удаления влаги и масляных загрязнений, приставших к стальному лому, чтобы обеспечить безопасность использования и предотвратить попадание водорода. Кроме того, добавление предварительно нагретого стального лома позволяет сократить время плавки и снизить потребление энергии.
(1) Зарядка
Требования к сырью:
a. Химический состав заряженного материала должен быть точным;
b. Металлический материал должен быть чистым, сухим, без масла и с небольшим количеством ржавчины;
c. Подходящий размер блоков материала;
d. Сухое хранение.
Требования к зарядке:
Нижний слой материала печи должен быть компактным, а верхний слой - рыхлым, чтобы предотвратить образование мостиков в верхнем слое материала печи во время процесса плавления;
Перед загрузкой крупных материалов на дно печи следует уложить слой мелких и легких материалов;.
Некоторые сплавы или стальные материалы с более низкой температурой плавления, чем другие, следует загружать сначала на дно печи;.
Материалы с высокой температурой плавления и не поддающиеся окислению должны быть загружены в верхнюю часть слоистых материалов, т.е. в высокотемпературную зону;.
Низкотемпературная зона в верхней части тигля должна в основном заполняться стальными материалами;.
Для предотвращения образования мостиков материалы следует заряжать неплотно.
(2) Плавление
Плавка материала печи напрямую связана с изменением содержания газов в жидком металле и восстановлением элементов сплава, а также влияет на такие технические показатели, как время плавки, срок службы тигля и расход энергии. Период плавки является важным этапом выплавки в индукционной печи и включает в себя следующие основные задачи:
Быстро расплавить материал печи, обессерить его, уменьшить потери элементов сплава и оперативно добавить шлак, чтобы расплав металла не поглощал газ.
(3) Переработка
Период рафинирования является важным звеном в плавке индукционной печи, выполняя такие задачи, как раскисление, легирование и регулирование состава и температуры стальной жидкости путем рафинирования.
Регулировка состава шлака для снижения содержания в нем легирующих элементов.
Раскисление и легирование стальной жидкости.
(4) Нарезка и отливка
Если выплавляемая сталь или сплав отвечают требованиям для нарезания резьбы, их можно нарезать. В печах малой мощности ее можно разливать напрямую. Для печей большей емкости ее можно сначала залить в разливочный ковш, а затем отлить. В зависимости от требований к продукту его можно отливать в слитки, отливки или расходные электроды. Сайт процесс нарезания резьбы Также необходимо выбрать метод литья в зависимости от качества и технологического процесса изготовления изделия, например, использовать вакуумное или невакуумное литье, а также верхнюю или нижнюю заливку.
Как правило, электронагревательные и высокотемпературные сплавы требуют дальнейшего совершенствования, поэтому их обычно отливают в расходные электроды, в то время как прецизионные сплавы обычно отливают в вакууме. Вакуумное литье позволяет избежать вторичного окисления и повторного впитывания стальной жидкости во время процесс литьяи может эффективно удалять водород и часть азота, что позволяет получать сталь с меньшим количеством примесей и более высокой чистотой.
2.7 Контроль состава при плавке в индукционной печи (Урок 5)
Химический состав оказывает значительное влияние на качество и эксплуатационные характеристики стали. Для некоторых виды сталиДля того чтобы удовлетворить повышенные требования к качеству и эксплуатационным характеристикам, химический состав необходимо контролировать в более строгих пределах, чем это предусмотрено техническими условиями. Контроль химического состава проходит через каждый процесс выплавки стали в печи и тесно связан с потерей элементов сплава, физико-химическими свойствами, физико-химическим состоянием шлака, температурой стальной жидкости, методом выплавки и т.д.
(1) Основные факторы, влияющие на степень извлечения элементов сплава
Физико-химические свойства самих элементов сплава.
Время плавки. Чем дольше время плавки, тем больше потери C и Si, и тем выше потери элементов сплава, когда добавляются активные элементы и увеличивается время наплавки.
Температура плавки. С повышением температуры свободная энергия легирующих элементов в стали уменьшается, что способствует растворению легирующих элементов. Однако слишком высокая температура усугубляет потерю легирующих элементов.
Шлаковая система. Физико-химическое состояние шлака оказывает значительное влияние на скорость восстановления элементов сплава. Особенно большое влияние оказывают вязкость и щелочность шлака. Чем выше содержание FeO и SiO2 в шлаке, тем больше потери элементов.
Летучие потери элементов. Следует обратить внимание на летучие потери, вызванные оксидами для W, Mo и Mn.
Содержание [O], [N] и [S] в стальной жидкости. Чем выше содержание [O], [N] и [S] в стали, тем больше потери элементов. Перед добавлением легирующих элементов стальная жидкость должна быть полностью раскислена, десульфурирована и денитрифицирована.
Время, размер блока и метод добавления элементов сплава. Чем раньше добавляются активные элементы, тем больше потери. Скорость восстановления легирующих элементов выше при добавлении легирующих элементов в виде блоков, чем при добавлении порошкообразных элементов. Также существует небольшая разница в скорости восстановления при добавлении в печь или в ковш.
(2) Методы повышения степени извлечения элементов сплава
1. Метод контроля элементов с низкими потерями: Элементы сплава с уровнем потерь ниже 5% при нормальных условиях плавки называются элементами с низкими потерями, включая Ni, Co, Mo, W, Cu и т.д. Элементы с низкими потерями обычно добавляют вместе с шихтой печи, а электролитическую медь следует добавлять в конце плавки из-за ее низкой температуры плавления. Потери Mo и W при выплавке в основном связаны с летучими потерями их оксидов.
Кроме того, сплавы, содержащие вольфрам, нельзя выплавлять в новом тигле, так как это приведет к потере вольфрама и несоответствию химического состава из-за поглощения вольфрама тиглем. Вольфрамсодержащие материалы также могут вызвать "явление дна", когда большое количество вольфрамсодержащего материала оседает на дно тигля и не может расплавиться в течение длительного времени. Чтобы уменьшить потери W и Mo, необходимо обеспечить достаточное плавление и перемешивание во время плавки.
2. Метод контроля элементов со средними потерями: Элементы со средними потерями относятся к элементам со скоростью потери от 5% до 20%, включая Cr, V, Si, Mn, Nb и т.д., и их добавление зависит от ситуации в печи. Как правило, Nb добавляют в конце рафинирования и достаточно перемешивают. При выплавке стали, содержащей Cr, необходимо следить за тем, чтобы хром не окислялся в шлак. Если содержание хрома невелико, лучше добавлять его после полного раскисления. При добавлении Mn для устранения эффекта термического охрупчивания FeS следует контролировать Mn/S>8.
3. Метод контроля для элементов с большими потерями: Легирующие элементы, такие как Ti, Al, Re, Zr и т.д., имеют скорость потери более 20% при нормальных условиях плавки и являются элементами с высокими потерями. Как правило, их следует добавлять после окончательного раскисления. Метод добавления зависит от системы раскисления.
Кроме того, необходимо всесторонне продумать метод и время добавления легирующих элементов, чтобы контролировать степень извлечения легирующих элементов. Например, при выплавке высокотемпературных сплавов необходимо добавлять Ti. Если титан добавляется в виде титановой губки, даже если он добавляется после окончательного раскисления, коэффициент восстановления составит всего около 70%. Однако если титан превращается в промежуточный сплав Ni-Ti и добавляется в него, коэффициент восстановления может достигать более 95%.
3. Вакуумно-индукционная плавка (VIM)
3.1 Обзор
Вакуумно-индукционная плавка (ВИМ) - это метод плавления материалов в условиях вакуума с использованием электромагнитной индукции для создания вихревых токов для нагрева в металлических проводниках. Новая технология вакуумной индукционной дегазации и заливки (VIDP) обладает такими преимуществами, как небольшой объем плавки, короткое время вакуумной откачки и цикла плавки, простое управление температурой и давлением, легкое извлечение летучих элементов, точный контроль состава и т.д. С момента своего появления в 1988 году она была включена в список ключевых объектов выбора для крупномасштабных вакуумных индукционных печей в развитых странах.
3.1.1 Оборудование вакуумной индукционной печи
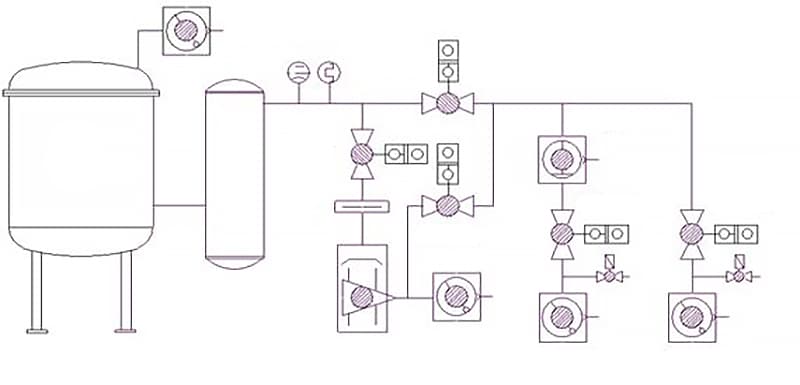
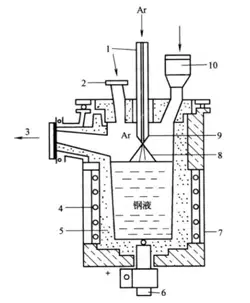
Вакуумная индукционная печь - это оборудование, используемое для производства суперсплавов. По режиму работы она может быть разделена на печи периодического и полунепрерывного действия. Вакуумная индукционная печь может использоваться для рафинирования суперсплавов, а также для литья специальных сплавов. Вспомогательное оборудование вакуумной индукционной печи можно разделить на четыре части: источник питания и электрическое управление, корпус печи, вакуумная система и система водяного охлаждения, как показано на рисунках 3-1 и 3-2.
Рисунок 3-1 Оборудование для плавления в вакуумной индукционной печи
3.1.2 Электропитание вакуумной индукционной печи
К источнику питания вакуумной индукционной печи предъявляются следующие требования:
(1) Потенциал клемм индуктора должен быть низким. Рабочее напряжение, используемое вакуумной индукционной печью, ниже, чем у среднечастотной индукционной печи, обычно ниже 750 В, чтобы предотвратить газовый разряд под вакуумом, вызванный слишком высоким напряжением, и повреждение изоляции, приводящее к несчастным случаям.
(2) Предотвращение попадания гармоник высокого порядка в цепь нагрузки. При использовании тиристорной схемы преобразования частоты гармоники высокого порядка часто попадают в цепь нагрузки, что приводит к повышению напряжения на индукторе и разряду корпуса печи. Поэтому необходимо добавить среднечастотный разделительный трансформатор на выходном конце источника питания, чтобы предотвратить попадание гармоник высокого порядка.
(3) Ток колебательного контура должен быть большим;
Рисунок 3-2 Типичное лабораторное вакуумное плавильное устройство
3.1.3 Структура корпуса вакуумной индукционной печи
Традиционная структура вакуумной индукционной печи может быть разделена на однокамерную вертикальную печь и двухкамерную горизонтальную печь в соответствии с формой открытия и закрытия корпуса печи. Корпус вакуумной индукционной печи в основном состоит из корпуса печи, индуктора, тигля, механизма наклона, системы литья, системы водяного охлаждения и устройства электропитания. Структура корпуса печи включает в себя два типа: тигель вращающегося типа литья и корпус печи опрокидывающегося типа литья.
Корпус вакуумной индукционной печи оснащен такими приспособлениями, как устройства подачи, перемешивания, измерения температуры и отбора проб. Главная особенность вакуумной индукционной печи заключается в том, что процессы плавки и литья осуществляются внутри корпуса печи. Корпус печи делится на неподвижный корпус и подвижный корпус. Корпус печи должен выдерживать сильное давление, создаваемое внутренним вакуумом, и обладать достаточной структурной прочностью.
Корпус печи малых вакуумных индукционных печей имеет двухслойную структуру, с немагнитной нержавеющей стальная пластина для внутреннего слоя и обычная стальная пластина, приваренная к внешнему слою, а между ними течет охлаждающая вода. В больших вакуумных индукционных печах используется двухслойная структура в некоторых частях, с однослойной стальной пластиной, охлаждаемой водопроводными трубами снаружи. Поверхность контакта между подвижной и неподвижной частями корпуса печи должна быть уплотнена вакуумными резиновыми деталями. Принцип работы вакуумной системы показан на рисунке 3-3.
Рисунок 3-3 Принципиальная схема вакуумной системы
3.1.4 Характеристики плавки в вакуумной индукционной печи
(1) Низкое содержание газа и высокая чистота продукта;
(2) Точный контроль состава продукта;
(3) Сильная адаптация к сырью;
(4) Из него можно отливать слитки в условиях вакуума, а также отливки сложной формы.
Однако при плавке в вакуумной индукционной печи возникают и некоторые проблемы. В процессе плавки расплавленный металл долгое время находится в контакте с огнеупорным материалом тигля, что неизбежно приводит к загрязнению металла огнеупорным материалом. Во-вторых, условия затвердевания расплавленного металла и общий метод литья ничем не отличаются, поэтому все равно остаются такие дефекты, как рыхлость и сегрегация.
Таблица 3-1 Содержание газа в стали SAE4340, полученной различными методами плавки
Методы плавления
[O]/%
[H]/%
[N]/%
Зарядный материал
0.0251
0.00018
0.0029
Электродуговая печь
0.0031
0.00017
0.0039
Невакуумная индукционная печь
0.0030
0.00010
0.0053
Вакуумная индукционная печь
0.0003
0.00001
0.0005
Таблица 3-2 Содержание газа в стали SAE4340, полученной различными методами плавки
Сталь и сплавы
Оксидные включения, %
Невакуумная индукционная печь
Вакуумная индукционная печь
Cr20 Cr16Ni25W5AlTi2 Cr10Ni65Co10W5Mo5VAl4
0.034~0.044 0.025 0.013~0.044 0.012 0.006~0.010
0.006~0.010 0.006 0.003~0.010 0.0046 0.005~0.010
3.2 Теоретические основы вакуумной плавки
(1) Раскисление углерода под вакуумом
Способность к раскислению углерода в вакууме значительно увеличивается с повышением степени вакуума. При температуре 1600℃, когда степень вакуума составляет 10-3 атм, способность раскисления углерода превышает способность раскисления алюминия; когда степень вакуума в системе составляет 10-5 атм, способность раскисления углерода в 105 раз превышает способность раскисления в атмосферных условиях. Раскисление углерода в основном используется в вакууме.
(2) Растворение газа в стали и факторы, влияющие на него
Растворимость молекул двухатомных газов в расплавленном металле пропорциональна квадратному корню из давления газа в атмосфере. Поэтому чем выше степень вакуума, тем меньше растворимость газа в металле.
При температуре 1600℃ и PH2=100 кпа следует учитывать влияние элементов сплава на растворимость азота в расплавленном железе, а также влияние на растворимость водорода в расплавленном железе при температуре 1600℃ и PN2=100 кпа.
3.3 Процесс плавки в вакуумной индукционной печи
Весь цикл плавки в вакуумной индукционной печи можно разделить на несколько основных этапов, включая загрузку, плавку, рафинирование, легирование и раскисление, заливку и т.д.
3.3.1 Зарядка
(1) Требования к сырью
В качестве шихтового материала для вакуумной индукционной печи обычно используется чистое сырье, прошедшее поверхностную обработку обеспыленный и обезжиренной, с добавлением большинства элементов сплава в виде чистого металла. Во избежание ухудшения качества готовой продукции и образования брызг при плавке не следует использовать влажные шихтовые материалы. При загрузке верхняя часть шихтового материала должна быть свободной, а нижняя - плотной, чтобы предотвратить образование "мостиков", вызванных застреванием или свариванием верхнего шихтового материала в процессе плавки. Перед загрузкой крупногабаритных материалов на дно тигля следует уложить слой небольшого легкого материала. Высокоплавкие, трудноокисляемые шихтовые материалы следует загружать в высокотемпературную зону в средней и нижней частях тигля. Несколько активных элементов, таких как Al, Ti, Mn, B и редкие земли, могут быть загружены в отдельные питатели.
(2) Требования к зарядке
I. Нижний слой шихтового материала должен быть компактным, а верхний - рыхлым, чтобы предотвратить образование мостиков в верхнем слое шихтового материала в процессе плавления; перед загрузкой крупногабаритных материалов на дно тигля следует уложить слой небольшого легкого материала.
II. Высокоплавкие, трудноокисляемые шихтовые материалы следует загружать в высокотемпературную зону в средней и нижней частях тигля.
III. Легко окисляемые шихтовые материалы следует добавлять при хороших условиях для раскисления металла.
IV. Чтобы уменьшить потерю летучих элементов, в металлический расплав можно добавить сплав в виде легирующей добавки или ввести в плавильную камеру инертный газ для поддержания определенного давления в печи.
3.3.2 Фаза плавления
Для вакуумной печи, работающей в прерывистом режиме, после загрузки шихтового материала вакуумная камера закрывается и вакуум откачивается. Когда давление в вакуумной камере достигает 0,67 Па (5×10-3 мм рт. ст.), можно включить питание для нагрева шихтового материала. Для печей непрерывного производства с загрузкой шихтовых материалов в условиях вакуума мощность может быть подана для перехода к фазе плавления сразу после завершения загрузки. Учитывая эффект дегазации шихтового материала во время плавления, на начальном этапе плавления не требуется максимальная потребляемая мощность. Вместо этого следует постепенно увеличивать мощность в соответствии с ситуацией дегазации шихтового материала, чтобы избежать чрезмерной дегазации, вызывающей разбрызгивание. Если происходит бурное кипение или разбрызгивание, можно уменьшить мощность или немного увеличить давление в печи, чтобы контролировать его. Признаком чистого расплава является спокойная поверхность расплавленного бассейна, без выходящих пузырьков. После этого можно переходить к фазе рафинирования.
3.3.3 Фаза рафинирования
Основные задачи этапа рафинирования - повышение чистоты жидкого металла и проведение легирования. При этом необходимо регулировать температуру расплава и легирования. Цель этапа рафинирования - снизить содержание газов, удалить вредные примеси и сделать состав стали качественным. Температура на этапе рафинирования должна контролироваться выше 100 ℃ от температуры плавления выплавляемого металла. Степень вакуума для больших вакуумных индукционных печей обычно составляет 15-150 Па; для малых печей - 0,1-1 Па. Время рафинирования составляет 15-25 минут для печи весом 200 кг и 60-100 минут для печи весом около одной тонны.
3.3.4 Легирование
Легирование - это корректировка состава, которая осуществляется в условиях хорошего раскисления и дегазации путем добавления легирующих элементов. Тип и количество добавляемых элементов определяются требованиями к свойствам сплава, а порядок и условия добавления определяются сродством и летучестью элементов сплава по отношению к кислороду. После добавления каждого элемента необходимо увеличить мощность и перемешивать в течение определенного времени, чтобы ускорить плавление и обеспечить равномерное распределение.
3.3.5 Разливка и заливка стали
После этапа легирования, когда металлическая жидкость в тигле достигает заданного состава и температуры, и прямолинейность Если вакуумная камера соответствует техническим требованиям, сталь можно разливать. При заливке в изоляционный колпак вакуум немедленно нарушается, добавляются нагревательный агент и изоляционный агент, чтобы избежать попадания усадочной пористости в тело слитка. Для высокотемпературных сплавов со сложным составом их следует оставить в вакууме на 15-20 минут после разливки, прежде чем нарушать вакуум. В больших непрерывных вакуумных индукционных печах слиткам можно дать остыть под вакуумом.
3.4 Непостоянство элементов и контроль состава
Все металлы (включая некоторые неметаллы) имеют равновесное давление пара Poi, которое зависит от физических свойств металла, формы газообразного состояния (одноатомная, двухатомная или многоатомная молекула) и температуры. Зависимость между давлением пара Po вещества i и температурой выглядит следующим образом: (P0 - стандартное давление, не требующее изменения)
lg(Poi/133.3)=AT-1+BlgT+TC×10-3+D (3-1)
где единицей измерения Poi является Па. Параметры A, B, C, D и другие соответствующие физические свойства элементов, относящихся к металлургии стали, перечислены в таблице 3-5. Чем выше давление паров элемента, тем больше вероятность его улетучивания при вакуумной плавке. Согласно данным, приведенным в табл. 3-5, порядок убывания Poi для каждого элемента при 1873 К можно рассчитать следующим образом: Zn, Mg, Ca, Sb, Bi, Pb, Mn, Al, Sn, Cu, Cr, Fe, Co, Ni, Y, Ce, Sl, La, Ti, V, B, Zr, Mo, Nb, W, Ta.
Давление паров Pi компонента i в сплаве или сыром металле не равно давлению паров Poi чистого вещества i, поскольку концентрация i в сплаве обязательно ниже, чем в чистом веществе. Кроме того, взаимодействие между молекулами i и другими компонентами в сплаве не равно взаимодействию между молекулами i. Формула для расчета Pi имеет вид:
Pi= ai .Poi,= r i .N i .Poi (3-2)
В формуле:
ai: активность компонента i в сплаве
ri: коэффициент активности i
Ni: молярная фракционная концентрация i
В черных сплавах легирующие элементы можно разделить на три категории: нелетучие, легколетучие и примесные элементы, которые могут быть удалены путем улетучивания. К нелетучим элементам относятся Ti, V, B, Zr, Mc (Hf), Nb, Ta и W. К легколетучим элементам относятся Mn, Al, Cr, Fe, Co, Ni, Cu, Ca и Mg. В условиях вакуумной плавки эти элементы улетучиваются в разной степени. Сталь и сплавы содержат некоторые микроэлементы, которые оказывают значительное влияние на эксплуатационные характеристики стали и сплавов. Их трудно удалить обычными химическими методами. Если эти элементы имеют высокое давление пара, они могут быть удалены путем улетучивания во время вакуумной плавки. К таким металлическим элементам относятся Sn, Pb, Bi, Sb и Zn.
Микроэлементы, такие как магний, цирконий, бор и т. д., используются для микролегирования; микропримеси, такие как Pb, Bi, As, Sb и Sn, вредны для стали и сплавов. Чистый магний имеет высокое давление пара при температуре плавления, низкую плотность и сильное сродство к кислороду, что затрудняет легирование магния.
При вакуумной выплавке магний добавляют в виде бинарных или тройных сплавов на поздней стадии плавки. Чтобы повысить степень извлечения магния, при его добавлении следует обратить внимание на следующие моменты:
(1) Температура расплавленной стали перед добавлением магния должна быть примерно на 20°C ниже, чем температура отвода.
(2) После добавления магния необходимо контролировать время выдержки, обычно его добавляют в течение 1-5 минут до налива.
(3) Перед добавлением магния в печь следует ввести аргоновый газ, чтобы обеспечить высокую степень извлечения магния.
Вредные следы стальные элементы и сплавов обычно являются низкоплавкими примесями, накапливающимися при многократном использовании лома или содержащимися в некоторых видах железной руды. Вакуумное рафинирование является наиболее эффективным методом удаления этих вредных примесей, поскольку они обычно имеют высокое давление паров. Из-за разного давления паров и влияния других компонентов скорость улетучивания этих элементов сильно различается.
3.5 Взаимодействие между расплавами металлов и огнеупорными материалами под вакуумом
С непрерывным развитием технологии индукционных печей мощность индукционных печей без сердечника увеличивается, а мощность вакуумных и традиционных индукционных печей, запущенных в производство, достигла 60 т и 40 т соответственно. В 1960-х годах в США последовательно выпускались печи VIM (Vacuum Induction Melting Furnace) емкостью 15 т, 30 т и даже 60 т. С увеличением мощности электропечей соответственно растет и спрос на высокочистые огнеупорные материалы с особыми физическими свойствами.
Условия эксплуатации огнеупорных материалов, используемых в вакуумной плавке, обычно более жесткие, чем при обычной плавке. Это связано с тем, что многие огнеупорные материалы разлагаются в соответствии со своим составом и реагируют с расплавленным металлом в условиях вакуума. С одной стороны, это загрязняет расплавленный металл, а с другой - усиливает коррозию огнеупорного материала. Это особенно заметно для огнеупорных материалов, содержащих большое количество кремнезема и оксида железа.
Усадочные трещины, возникающие в огнеупорных материалах, используемых при вакуумной плавке, более серьезны, чем при обычной плавке, особенно в индукционных печах большой мощности (>2,5 т) без сердечника. Поэтому огнеупорные материалы для крупных индукционных печей должны обладать следующими характеристиками:
(1) Необратимое расширение, отсутствие усадочных трещин;
(2) Высокая чистота;
(3) Хорошая стабильность в вакуумной среде;
(4) Способны выдерживать эрозию расплавленного металла и шлака.
К огнеупорным материалам с такими характеристиками относятся высокочистые магнезиально-алюмошпинелевые и глиноземистые. В последние годы значительно развилась технология производства шихты из этих огнеупорных материалов, а также соответствующих ремонтных материалов и связующих.
Магнезия и глинозем вступают в реакцию, образуя высокочистый магнезиально-алюмошпинель с низкой плотностью. Футеровка из магнезиально-алюминиевого шпинеля может использоваться при температуре 1647℃, а после охлаждения до комнатной температуры или заполнения холодными материалами она может быть нагрета и использована при температуре 1647℃ без образования трещин после десятков циклов. Согласно соответствующим отчетам, футеровка индукционной печи номинальной емкостью 6 тонн изготавливается путем трамбовки глинозема 95%. При производстве нержавеющей стали серий 300 и 400 футеровка печи может непрерывно использоваться в течение 150 печей без какой-либо обработки.
3.6 Применение новых технологий при выплавке в индукционных печах
За почти 80 лет, прошедших с момента изобретения индукционной печи, произошел значительный прогресс как в оборудовании, так и в технологических процессах. В результате были приняты меры по улучшению выплавки в индукционных печах с точки зрения объема производства, производительности, качества продукции и ассортимента. Эти меры включают в себя обработку сплавов магнием, дефосфоризацию с низким кислородным потенциалом, продувку аргоном, вдувание порошка, водородно-кислородный смешанный газ обезуглероживание, и водородное рафинирование жидкой стали.
3.6.1 Обработка сплавов магнием
Высокотемпературные сплавы на основе никеля или железа, а также прецизионные сплавы с высоким содержанием легирующих элементов, некоторые из которых более реакционноспособны, чем другие, такие как алюминий и титан, не могут гарантировать удовлетворительных свойств, таких как термопластичность, свариваемость, высокотемпературную прочность и сопротивление ползучести даже при выплавке в условиях вакуума. Поэтому в конце рафинирования добавляют определенное количество магния. Остаточный магний в металле может значительно улучшить эти свойства.
Специфические физико-химические свойства магния обуславливают сложность контроля метода добавления и скорости извлечения в процессе добавления магния. Для решения этой проблемы используются магниевые сплавы, такие как Ni-Mg и Ni-Mg-Me, которые снижают давление паров магния и повышают его температуру плавления и кипения. Процесс обработки магния выглядит следующим образом:
(1) После окончания периода рафинирования, если необходимо добавить B и Ce, отрегулируйте температуру расплава так, чтобы она была на 20℃ ниже, чем температура отвода после добавления B и Ce;
(2) Заполните вакуумную камеру высокочистым газом аргоном до давления 13-27 кПа;
(3) Добавьте в металлический расплав магний в виде промежуточного сплава, содержащего магний в форме блока;
(4) Сразу же после добавления магния энергично перемешайте, избегая слишком долгого перемешивания, чтобы уменьшить потерю магния. Сталь следует перемешивать в течение 1-5 минут после добавления магния.
3.6.2 Дефосфоризация с низким кислородным потенциалом
При выплавке легированной стали, особенно при использовании возвратных материалов в качестве шихты печи, необходимо контролировать кислородный потенциал печного газа и шлака в процессе плавки и рафинирования, чтобы уменьшить потери легирующих элементов. Поэтому окислительные методы не могут быть использованы для дефосфоризации в процессе выплавки. Когда требуется сталь с низким содержанием фосфора, можно использовать только сырье с содержанием фосфора ниже, чем требуется по спецификации, что увеличивает производственные затраты. Для решения проблемы дефосфоризации при выплавке исходных материалов из высоколегированной стали в последние годы были предложены теория и практика дефосфоризации с низким кислородным потенциалом, которые также применяются при выплавке в индукционных печах.
Кальций и фосфор в стали могут реагировать в условиях достаточного раскисления и десульфуризации стальной жидкости следующим образом:
3Ca+2[P] = Ca3P2 (3-3)
Образующийся продукт - фосфид кальция. Кальций, участвующий в реакции, может быть металлическим кальцием, кальциевыми сплавами (например, кремниево-кальциевыми сплавами) или соединениями кальция (например, CaC2). Из-за низкой температуры плавления (839℃), высокого давления пара (P = 1,775×105 Па при 1600℃) и низкой растворимости в стальной жидкости металлического кальция, он быстро испаряется в виде пара после добавления в стальную жидкость и всплывает вверх и наружу в виде пузырьков. В процессе всплытия пары кальция могут реагировать с фосфором в стали с образованием Ca3P2, но коэффициент использования кальция очень низок. Вместо него обычно используются сплавы или соединения кальция.
Ка3P2 образующийся в результате реакции, является нерастворимым соединением в стальной жидкости, с температурой плавления 1320℃ и плотностью 3,3 г/см³. Он всплывает в жидком виде и попадает в шлак при температуре выплавки стали. Однако фосфид кальция нестабилен в условиях сталеплавильного производства и является сильным восстановителем. Когда кислородный потенциал атмосферы печи высок и в шлаке присутствуют легко восстанавливаемые оксиды, происходит следующая реакция:
(Ca3P2) + 4O2 = 3 (CaO)+ (P2O5) ; (3-4)
y (Ca3P2) + 8 (MexOy) = 3y (CaO) + y (P2O5) + 8x [Me] (3-5)
Когда в печном газе присутствует водяной пар:
(Ca3P2)十3H2O= 3 (CaO) + 2PH3 ↑; (3-6)
PH3 - это газ, который уносит фосфор с печным газом при наличии водяного пара, но этот газ токсичен, и необходимо принять меры предосторожности, чтобы предотвратить эту реакцию во время работы. Необходимо принять специальные меры для обеспечения безопасности при переработке печного шлака, содержащего Ca3P2. Если шлак имеет высокую щелочность, CaO.P2O5 с повышенной стабильностью.
3 (CaO) + (P2 O5)= (3 CaO.P2 O5) (3-7)
Однако и кремниевый кальций, и CaC2 используемые для дефосфоризации с низким кислородным потенциалом, обладают сильными восстановительными свойствами. Поэтому при избытке кремниевого кальция или CaC2 в шлаке, фосфат кальция будет разлагаться, а P2O5 уменьшится, что приведет к возвращению фосфора в сталь и снижению эффективности дефосфоризации при низком потенциале кислорода.
В реальных условиях эксплуатации ключевыми факторами повышения эффективности дефосфоризации кальция являются поддержание низкого кислородного потенциала стали и своевременное удаление фосфорсодержащего шлака. При добавлении кальция следует принять меры предосторожности, чтобы предотвратить сильную газификацию кальция, которая может вызвать разбрызгивание. Когда CaC2 используется в качестве дефосфорирующего агента, необходимо накрыть тигель и заполнить его восстановительным или инертным газом, чтобы избежать окисления CaC2 в шлаке. При выплавке Cr12MoV формовочной стали, количество используемого порошка составляет 10-15 кг/т, а скорость дефосфоризации составляет около 0,005%. После окончания напыления порошка необходимо немедленно удалить шлак и изготовить новый шлак.
3.6.3 Продувка аргоном
Продувка аргоном в ковше - это уже отработанная технология выплавки обычной и низколегированной стали. Она основана на всплытии пузырьков аргона, которые перемешивают расплавленную сталь, способствуют углеродно-кислородной реакции, прилипанию и столкновению, росту и всплытию включений на поверхности пузырьков, а также могут дегазировать при определенных условиях.
Когда чистота аргона высока и он очень сухой, продувка аргоном может удалить некоторые газы, особенно водород. Когда время продувки аргоном составляет около 20 минут, скорость дегидрогенизации может достигать примерно 50%. Вредные микроэлементы с высоким давлением пара при температуре выплавки стали, такие как свинец и мышьяк, также могут быть удалены в разной степени с помощью продувки аргоном. Согласно отчетам, продувка аргоном в течение 20 минут может удалить 70-80% свинца в стали, но скорость удаления мышьяка составляет всего 10%.
3.6.4 Впрыскивание порошка
Инжекционная металлургия с использованием порошка - это новая технология, разработанная в последнее время для рафинирования расплавленной стали. Впрыск порошка в ковш широко используется в традиционном сталеплавильном производстве, и различные порошковые агенты могут применяться для выполнения таких металлургических задач, как дефосфоризация, десульфуризация, раскисление, контроль морфологии включений, легирование или добавление углерода. Технология вдувания порошка - это, по сути, технология добавления твердых материалов в расплавленную сталь.
Поскольку порошок транспортируется газом-носителем, газ-носитель, поступающий одновременно с порошком, вызывает перемешивание расплава, тем самым улучшая кинетические условия металлургических реакций. Поэтому введение порошка более эффективно, чем традиционная технология добавления твердых материалов. Разумеется, эта технология добавления может быть использована и для плавки в индукционной печи.
При плавке в индукционной печи можно вдувать дефосфорирующий агент (сплав кальция или соединение кальция) или десульфурирующий агент. В качестве десульфурирующего агента обычно используется порошок на основе извести (w(CaO) 60-80%, w(CaF2) 20-40%). Этот десульфурирующий агент прост в получении, дешев, не влияет на контроль состава расплавленной стали, а скорость десульфурации составляет около 30-50%.
Другим широко используемым десульфурирующим агентом является Ca-Si-CaF2 (где w(CaF2) составляет 20-30%), большая часть кремния в этом десульфурирующем агенте будет поглощена расплавленной сталью, что может увеличить содержание кремния, и скорость десульфурации может достичь 40-80%. Для сталей, не требующих добавления углерода, хороший эффект десульфурации также может быть достигнут путем добавления определенной доли CaC2 к десульфурирующим агентам на основе извести.
В качестве газа-носителя для впрыска порошка обычно используется баллонный аргон. Азот также может использоваться для марок стали, не требующих содержания азота, что позволяет снизить затраты. Рабочее давление обычно составляет 0,2-0,3 МПа. При условии обеспечения равномерной подачи порошка рабочее давление должно быть максимально снижено. В качестве инжекционного пистолета используется стальная труба с внешним огнеупорным материалом, которая вставляется на глубину, равную глубине бассейна расплава минус глубина проникновения.
3.6.5 Аргонокислородное обезуглероживание
Компания United Carbide Corporation из США изучила равновесные соотношения четвертичной системы Fe-Cr-C-O в индукционной печи и обнаружила, что существует соответствующая зависимость между содержанием углерода и хрома, растворенных в железе, и парциальным давлением монооксида углерода (PCO) в газовой фазе от температуры. При определенном содержании хрома равновесное содержание углерода уменьшается с повышением температуры или снижением PCO в газовой фазе. Поэтому, пока PCO в контакте с расплавленной сталью может быть уменьшено, углерод в расплавленной стали может быть уменьшен до низкого уровня при не слишком высокой температуре, и хром не будет подвергаться слишком большим потерям при окислении.
На основании этого был предложен метод AOD разбавления парциального давления PCO аргоном, то есть аргонно-кислородная смешанная газовая продувка обезуглероживания. Этот метод позволяет преодолеть такие недостатки, как высокая температура, большие потери хрома, повышенная содержание углерода графитовые электроды, низкий срок службы футеровки печи, большой расход низкоуглеродистого хромистого железа или металлического хрома при выплавке хромистой нержавеющей стали методом кислородного дутья в дуговых печах, быстро развивается и широко используется.
Поскольку метод AOD был разработан для индукционной печи, метод аргонно-кислородного обезуглероживания должен быть применим и для плавки в индукционной печи. При выплавке хромистой или никель-хромовой нержавеющей стали в индукционной печи для удаления углерода из стали можно продувать смешанный газ аргон-кислород.
4. Электрическая переплавка шлака
4.1 Оборудование для электрошлаковой переплавки и основные принципы работы
Электрошлаковый переплав (ЭШП) - это широко используемый метод вторичного рафинирования для производства высококачественной стали и сплавов. В этом процессе используется тепло, выделяемое электрическим сопротивлением шлака, для переплава расходуемого электрода в водоохлаждаемом кристаллизаторе. По сравнению с вакуумной дуговой плавкой с расходуемым электродом, ESR не требует вакуумной системы и часто использует источник переменного тока, что делает этот процесс более простым и легко выполнимым при производстве компактных и высококачественных слитков.
4.1.1 Электрическое оборудование для переплавки шлака
По сравнению с вакуумной дуговой плавкой с расходуемыми электродами, оборудование для электрошлакового переплава относительно простое и состоит из нескольких компонентов, включая силовой трансформатор и устройство короткого замыкания, систему подъема расходуемых электродов, кристаллизатор с нижним водяным баком, систему измерения и управления, а также систему подачи и удаления пыли. Здесь мы представим только силовой трансформатор, кристаллизатор, бак с нижней водой и различные типы электрических шлаковых печей.
(1) Силовой трансформатор
Уникальной особенностью процесса электрошлакового переплава является использование источников переменного или постоянного тока с высоким током и низким напряжением. Поэтому необходимо выбрать подходящий трансформатор для преобразования входного высокого напряжения в выходное низкое напряжение (40-100 В), соответствующее мощности электрошлаковой печи.
(2) Кристаллизатор
Кристаллизатор - важнейший компонент электрошлаковой печи. В процессе ЭШП расходуемый электрод плавится внутри кристаллизатора, а жидкий металл принудительно охлаждается и кристаллизуется, образуя металлический слиток или отливку. Кристаллизатор является одновременно плавильной камерой печи и формой для затвердевания металла. Он имеет сложную форму и структуру, и существует три основных типа: кристаллизатор типа слитка, кристаллизатор раздвижного типа и кристаллизатор комбинированного типа (как показано на рисунке 4-4).
Рисунок 4-4 Однофазная электродуговая печь биполярной серии
Рисунок 4-5 Трехфазная электродуговая печь
4.1.2 Основные принципы электродуговой переплавки
(1) Основной принцип переплавки
В процессе электродугового переплава ток проходит через расходуемый электрод, шлак, бассейн расплава металла, затвердевший слиток металла и нижний водяной ящик, и, наконец, проходит через короткое замыкание, трансформатор и т.д., образуя петлю (см. Рисунок 4-6). В биполярной последовательной электродуговой печи ток проходит от одного из расходуемых электродов через шлак (небольшая часть тока также проходит через бассейн расплава металла, а затем возвращается в шлак), затем проходит через другой расходуемый электрод и, наконец, возвращается в трансформатор, образуя петлю.
Процесс электродугового переплава включает в себя образование шлаковой ванны, плавление расходуемого электрода, затвердевание переплавленного металла, ремонт и усадку переплавленного слитка, которые осуществляются в непрерывном режиме.
Когда ток проходит через шлак, из-за высокого сопротивления шлака в шлаковом бассейне возникает сильное Джоулево тепло. Тепло Q, выделяющееся в шлаковом бассейне в единицу времени, выражается следующим образом:
Q = I2R (4-1)
Где: Q - Джоуль тепла, выделяемого за единицу времени, Дж/с;
I - сила тока в электропроводящем шлаке, А;
R - сопротивление шлакового бассейна при температуре плавления, Ω.
Когда расходуемый электрод вставляется в слой шлака, вставляемая часть расходуемого электрода нагревается под воздействием высокой температуры шлака и превышает свою собственную температуру плавления. В результате поверхностный слой наконечника электрода начинает плавиться, образуя тонкий слой жидкого металла, который прилипает к верхней части наконечника электрода. В то же время под действием силы тяжести g, электромагнитной силы R и размывающей силы движения шлакового бассейна F он стекает вниз по поверхности конца электрода и концентрируется в центральной части электрода, образуя расплавленные капли. Под действием силы тяжести расплавленные капли падают вниз, а межфазное натяжение δ между шлаком и расплавленными каплями препятствует их падению (см. Рисунок 4-7).
Плавление расходуемого электрода и переход капель металла в процессе переплавки можно разделить на следующие три этапа:
1) На конце расходуемого электрода образуется пленка жидкого металла;
2) Агрегация в расплавленные капли и переход в бассейн расплава металла через слой шлака;
3) Попадает на поверхность бассейна расплава металла.
По сравнению с общими методами плавки, электродуговой переплав отличается тем, что процесс переплава, включая образование шлакового бассейна, плавление расходуемого электрода, затвердевание переплавленного металла, ремонт и усадку переплавленного слитка, происходит непрерывно. Поэтому он обладает рядом преимуществ.
(1) Переплавленный металл может быть эффективно рафинирован шлаком.
(2) Улучшение условий кристаллизации металлического слитка и увеличение выхода металла.
(3) Оборудование простое, стоимость производства низкая, а управление легко освоить.
(4) Существует множество разновидностей продукции и широкий спектр применения.
(5) Электродуговой переплав также обладает большим преимуществом, позволяя получать металлические слитки различного сечения, например, круглые, квадратные, прямоугольные, а также слитки с большим соотношением ширины и длины. Кроме того, с ее помощью можно производить полые трубы и отливки различной формы, такие как заготовки полых труб, заготовки для прокатных станов, сосуды высокого давления, большие клапаны высокого давления и коленчатые валы.
Однако электродуговой переплав имеет ряд недостатков, таких как низкая производительность, высокий расход электроэнергии, плохой эффект дегазации, сложность точного контроля химического состава при переплавке сталей с высоким содержанием Ti и Al, а также более высокая стоимость производства по сравнению с общими методами плавки.
4.3 Выбор сырья, системы шлака и параметров процесса для электродуговой переплавки
4.3.1 Сырье для электродуговой переплавки
(1) Расходный электрод
Расходный электрод, используемый в электродуговом переплаве, обычно представляет собой металлический слиток, выплавленный в дуговой или индукционной печи, который после прокатки или ковки превращается в металлический стержень. Его поперечное сечение может быть круглым, квадратным или прямоугольным, а его сорт должен быть таким же, как у готового продукта после переплавки. Во избежание окисления и возгорания легко окисляемых элементов в процессе переплава необходимо, чтобы на поверхности расходуемого электрода не было ржавчины и окисной корки, особенно при переплаве сталей и сплавов, содержащих Al, Ti, B и другие элементы. В процессе переплава, за исключением легко окисляемых элементов (таких как Ti, Al и т.д.), которые могут сгореть, другие элементы в основном не изменяются. Что касается этих легко окисляемых элементов, то их содержание должно контролироваться в определенном диапазоне при подготовке расходуемого электрода в соответствии с количеством сжигания в процессе переплавки. Чтобы избежать эксцентриситета расходуемого электрода в процессе переплавки, он должен быть как можно более прямым, с радиус изгиба не более 6 мм на метр.
(2) Защитная пластина для слитков
В начале переплава, чтобы предотвратить прогорание нижнего водяного ящика, под кристаллизатором и над нижним водяным ящиком может быть установлена металлическая пластина, называемая защитной пластиной для слитка. Пластина для защиты слитка изготовлена из того же материала, что и расходуемый электрод. Поверхность защитной пластины не должна иметь окислов и ржавчины, она должна быть очень ровной, чтобы обеспечить плотный контакт с поверхностью нижнего водяного ящика и добиться хорошего проводящего эффекта. Толщина защитной пластины слитка обычно выбирается равной 12-18 мм.
(3) Материал зажигательного шлака
Как мы все знаем, при электродуговом переплаве расплавленный шлак обладает определенной проводимостью. Когда шлак находится в твердом состоянии, его проводимость низкая, и он не может быть использован для проведения тепла и создания шлакового бассейна напрямую. Если твердый шлак используется в качестве материала для зажигательного шлака, необходимо найти шлак с достаточной проводимостью в твердом состоянии. На практике было установлено, что если твердый шлак содержит определенное количество TiO2ное, оно может соответствовать этому требованию. Поэтому в течение значительного периода времени твердый шлак, содержащий TiO2 использовался в качестве материала зажигательного шлака для электродугового переплава.
(4) Материал для переплавки шлака
Шлак играет важную роль в процессе электродугового переплава. Обычно используемые шлаковые системы состоят в основном из флюорита (CaF2), глинозем (Al2O3), известь (CaO), магнезия (MgO) и т.д. (см. табл. 4-1).
4.3.2 Выбор параметров процесса электродуговой переплавки
(1) Размер слитка электрошлака
Связь между весом и размером слитка удовлетворяет уравнению 4-2.
Масса шпинделя G, т; диаметр шпинделя D, см; высота шпинделя h, см; удельный вес γ-расплавленного металла, г/см3.
Таблица 4-1: Распространенные шлаковые системы и их плотности в жидком состоянии, а также температуры плавления.
Состав шлаковой системы в процентах (%).
Плотность шлака в граммах на кубический сантиметр (г/см3)
Температура плавления в градусах Цельсия (℃).
CaF2
CaO
A12O3
1450℃
1650℃
–
100
–
–
2.52
2.42
–
90
10
–
2.57
–
1390~1410
80
20
–
2.63
2.50
1200~1220
70
30
–
2.66
–
–
60
40
–
2.69
–
–
70
–
30
2.88
2.80
1320~1340
80
10
10
2.69
–
60
20
20
2.90
–
1240~1260
(2) Размеры кристаллизатора и самозатухающего электрода
Диаметр D кристаллизатора определяется по следующей формуле:
где D - средний диаметр кристаллизатора в миллиметрах (мм); D_pro - диаметр изделия в миллиметрах (мм); M - припуск на механическую обработку заготовки (для слитков M=0, для отливок M=10-15 мм); δ% - усадка слитка (обычно 3±0,5%).
Высота H кристаллизатора определяется по следующей формуле:
Если D больше 300 мм, то в качестве нижнего предела следует принять H.
Диаметр саморасходующегося электрода d_pole может быть определен по следующей эмпирической формуле, которая зависит от диаметра D кристаллизатора:
где K - коэффициент заполнения, обычно выбираемый в пределах 0,4-0,6; d_pole - диаметр саморасходующегося электрода в миллиметрах (мм); D - диаметр кристаллизатора в миллиметрах (мм).
В настоящее время разные страны мира выбирают различные коэффициенты заполнения K в зависимости от реальной ситуации. Большее значение K лучше подходит для снижения энергопотребления, повышения производительности и качества слитков, обеспечивая при этом качество переплавляемого металла и безопасность работы. Диаметр саморасходующегося электрода не может быть слишком большим, так как это повлияет на безопасность работы.
Длина L_полюса самопотребляющего электрода может быть рассчитана по следующей формуле:
где G - масса слитка металла в тоннах (т); n - количество саморасходующихся электродов, необходимых для получения одного слитка металла; γ - плотность переплавленного металла, которая обычно принимается равной 7,9 г/см3 для обычной стали; Z - плотность электрода, которая принимается равной 0,95 для литых электродов и приблизительно равной 1 для кованых и прокатных электродов; ΔL - длина хвоста электрода, которая должна быть определена на основании зажим метод, обычно принимаемый за (2-3)d.
(3) Напряжение плавки
Напряжение плавки представляет собой сумму рабочего напряжения и падения напряжения в линии во время переплавки. Рабочее напряжение близко к напряжению шлакового слоя и более точно отражает фактическое напряжение. Оно определяет глубину погружения саморасходующегося электрода, влияет на формирование удовлетворительных осевых кристаллов слитка и качество поверхности, а также связано со степенью окисления элементов. Правильное увеличение напряжения на устье печи может рафинировать капли расплава, повысить температуру шлака и способствовать росту осевых кристаллов слитка. Как правило, для шлаковых систем с хорошей проводимостью и низким сопротивлением следует выбирать более низкое рабочее напряжение. При выплавке сплавов, содержащих легко окисляемые элементы, такие как Al, Ti, а также сталей или сплавов, склонных к сегрегации, также следует выбирать более низкое рабочее напряжение. Рабочее напряжение можно выбрать по следующей эмпирической формуле:
где U - рабочее напряжение в вольтах (В); D - диаметр кристаллизатора в сантиметрах (см); B - постоянная величина, принимаемая равной 27-37 В.
(4) Плавильный ток
Ток плавки - важный параметр, оказывающий существенное влияние на качество продукции и экономико-технические показатели. Увеличение тока плавки приводит к увеличению глубины погружения саморасходующегося электрода, что негативно сказывается на осевых кристаллах слитка. Ток плавки в основном определяется площадью сечения саморасходующегося электрода и плотностью тока.
I = A*J (4-8)
где A - площадь сечения самопотребляющего электрода в квадратных миллиметрах (мм2); J - плотность тока в амперах на квадратный миллиметр (А/мм2).
Плотность тока J может быть выбрана по следующей эмпирической формуле:
где d - диаметр саморасходующегося электрода в миллиметрах (мм).
(5) Входная мощность
Входная мощность используется для проверки соответствия значений напряжения и тока или для обоснования выбора трансформаторов для оборудования. Потребляемая мощность определяется исходя из потребляемой мощности на единицу объема шлакового бассейна. При D =400-800 мм эффективная потребляемая мощность составляет 0,15-0,30 кВт/см2; если D =200-400 мм, то эффективная потребляемая мощность составляет 0,30-0,60 кВт/см2; если D < 200 мм, эффективная входная мощность превышает 0,60 кВт/см2.
(6) Количество шлака и глубина шлакового бассейна
Количество шлака определяется по следующей формуле, а обычно используемые системы и плотности шлака приведены в таблице 4-3:
где G - масса шлака в килограммах (кг); D - диаметр кристаллизатора в сантиметрах (см); h - глубина шлакового бассейна в сантиметрах (см); γ - плотность переплавленного металла в килограммах на кубический сантиметр (кг/см3).
Глубина шлакового бассейна может быть определена по следующей эмпирической формуле:
Примите верхний предел, если D ≤250 мм, и нижний предел, если D >350 мм. Согласно литературным данным, количество шлака для однофазных электропечей в Китае составляет 30-40 кг/т, количество шлака для трехфазных электропечей в Китае составляет 60-70 кг/т, а количество шлака за рубежом составляет 3-5% от веса слитка.
(7) Температура охлаждающей воды
Для того чтобы способствовать кристаллизации слитка и предотвратить несчастные случаи, требуется более высокая интенсивность охлаждения кристаллизатора и нижнего водяного бака. Давление охлаждающей воды обычно должно составлять 1,5-2,0 кг/мм2, а температура воды на выходе из кристаллизатора должна контролироваться на уровне 40-60℃.
4.4 Металлургические характеристики электрошлакового переплава (Урок 11)
Процесс электрошлакового переплава включает в себя образование шлакового бассейна, плавление саморасходующегося электрода, затвердевание переплавленного металла, а также доплавку и усадку переплавленного слитка. Эти процессы осуществляются в непрерывном режиме.
4.4.1 Формирование шлакового бассейна электрошлакового переплава
(1) Функция шлака
Источник тепла для процесса переплавки.
Эффективная доработка.
Защита переплавленного металла слоем шлака.
Кроме того, в процессе затвердевания переплавленного металла на поверхности слитка образуется тонкая и равномерная шлаковая оболочка, защищающая кристаллизатор от прямого контакта с высокотемпературным шлаком и делающая поверхность слитка гладкой и легко поддающейся распалубке.
(2) Свойства шлака
Определенная электропроводность.
Низкая вязкость и температура плавления.
Низкое давление паров.
Подходящее межфазное натяжение шлака.
Умеренная плотность шлака.
Соответствующая проницаемость шлака.
(3) Выбор шлаковой системы
Шлак следует выбирать на основе анализа физических свойств шлака, упомянутых выше. Часто используемые системы шлаков приведены в таблице 4-1.
Температура плавления шлаковой системы должна быть на 100-200℃ ниже температуры плавления переплавляемого металла, а вязкость шлака также должна быть небольшой. Это обеспечит хорошую текучесть шлака в процессе переплава, что благоприятно для десульфурации и удаления неметаллических включений. Это также поможет сформировать тонкую и однородную шлаковую оболочку на поверхности слитка, что облегчит затвердевание слитка и позволит получить гладкую поверхность.
Шлаковая система CaF2-CaO обладает значительной способностью к десульфурации, причем способность к десульфурации возрастает с увеличением основности шлака. При переплаве серосодержащей свободно режущейся стали для обеспечения содержания серы в стали необходимо использовать кислый шлак с R<1.
При электрошлаковом переплаве лучше, чтобы в шлаке было меньше нестабильных оксидов (FeO, MnO и т.д.) и оксидов металлов переменной валентности (MexOy), чтобы предотвратить увеличение содержания [O] в металле и потерю элементов при горении. При выплавке сталей и сплавов, содержащих такие элементы, как Al, Ti и B, шлак не должен содержать SiO2.
Поскольку оксиды щелочных металлов, такие как Na2O и K2O, имеют низкие точки плавления и легко улетучиваются, шлак не должен содержать эти оксиды.
(4) Создание шлакового бассейна
В начале процесса переплавки необходимо быстро создать бассейн переплавленного шлака, чтобы обеспечить бесперебойное протекание процесса электрошлакового переплава. Существует два метода создания шлакового бассейна: метод видимой дуги и метод невидимой дуги, причем последний в основном используется в современном производстве. При использовании метода невидимой дуги в основном применяются метод зажигания твердого проводящего шлака и метод жидкого шлака.
4.4.2 Плавление самозатухающего электрода
В процессе каплепадения капель переплавленного металла характеристики перехода проявляются в основном в виде частоты каплепадения и величины диаметра капель, которые оказывают значительное влияние на рафинирование металла.
Во-первых, состав шлака оказывает существенное влияние на размер капель. При использовании для переплава саморасходующегося электрода из стали ЭП65 диаметром d_полюс=200 мм, кристаллизатора диаметром D_про=425 мм и шлаковой системы CaF2-Al2O3 с различным количеством добавленного Al2O3 изменение качества капель приведено в таблице 4-2.
Таблица 4-2 Изменения в слиянии капель.
Эл2O3 Содержание в CaF2-Ал2O3 Шлак, /%.
Напряжение, /V
Ток, /A
Частота падения капель, капель/с
Средняя масса капель, /г
1
61
7500
5.07
6.90
5
61
7500
6.53
7.50
15
61
7500
7.01
7.95
30
61
7500
7.06
11.70
Кроме того, существует определенная зависимость между глубиной шлакового бассейна и частотой падения капель и их размером. При использовании саморасходующегося электрода малого сечения увеличение глубины шлакового бассейна приводит к уменьшению частоты падения капель и увеличению их диаметра (см. табл. 4-3).
Таблица 4-3 Взаимосвязь между глубиной шлакового бассейна, частотой падения капель и диаметром капель.
Глубина шлакового бассейна, /мм
30
50
70
Частота падения капель, капель/с
21.5
14.8
11.5
Средняя масса капель, /г
0.11
0.16
0.21
Средний диаметр капель, /мм
3.12
3.54
3.86
Примечание: Скорость подъема электрода составляет 1,55 м/ч; напряжение 45 В.
Стабильность процесса переплава в электрошлаковом производстве тесно связана со скоростью опускания саморасходующегося электрода. Когда электрод опускается медленно, электрошлаковый процесс переходит в дуговой. В это время торец электрода плоский, а капли обычно распределены по краю торца электрода (см. Рисунок 4-18a). В момент падения капель можно наблюдать образование дуги, и электрошлаковый процесс становится неустойчивым. При увеличении скорости опускания электрода на его торце появляется конический выступ (см. Рисунок 4-18b), а в центре торца электрода (вершина выступа) образуются капли. При дальнейшем увеличении скорости опускания электрода размер конической части электрода, введенного в шлак, увеличивается, а вогнутость боковой поверхности конуса уменьшается.
Рисунок 4-8 Характеристики плавления электродов
a - низкая скорость опускания электрода; b - умеренная скорость опускания электрода; c - высокая скорость опускания электрода.
При дальнейшем увеличении скорости опускания электрода боковая поверхность конического тела на конце электрода становится выпуклой, а часть цилиндрической части электрода также погружается в шлаковый бассейн. В это время с увеличением скорости опускания электрода можно наблюдать медленное увеличение тока (см. рис. 4-19).
Рисунок 4-9 Зависимость между скоростью опускания электрода и током
1 - диаметр электрода 180 мм, U=80 В; 2 - диаметр электрода 180 мм, U=51 В;
3 - диаметр электрода 100 мм, U=51 В; 4 - диаметр электрода 80 мм, U=51 В;
Если скорость опускания электрода слишком велика, между концом электрода и поверхностью бассейна расплавленного металла периодически возникает дуга из-за отрыва капель, что приводит к закипанию шлака на дне бассейна. Иногда между электродом и бассейном расплавленного металла может возникнуть короткое замыкание, что делает процесс переплава нестабильным.
Таким образом, при использовании электрода большого сечения для электрошлакового переплава конец электрода должен иметь форму правильного конуса, что делает процесс переплава наиболее стабильным.
4.4.3 Затвердевание переплавленного металла
Различия между процессом затвердевания электрошлаковых слитков и обычных слитков методы литья следующие:
(1) Сегрегация слитков, переплавленных электрошлаком, меньше, чем при других методах;
(2) В процессе электрошлакового переплава новый жидкий металл может непрерывно поступать во внутреннюю часть кристаллизатора за счет непрерывного плавления саморасходующегося электрода, в то время как при обычном литье в формы этого не требуется;
(3) На поверхности электрошлакового слитка имеется тонкая шлаковая оболочка, из-за чего осевая скорость охлаждения значительно превышает радиальную, а кристаллическая структура имеет тенденцию к аксиальному расположению;
(4) Кристаллическая структура электрошлакового слитка связана не только со шлаковой оболочкой на поверхности слитка, но и с формой бассейна расплавленного металла.
Практика показала, что основными факторами, влияющими на формирование формы бассейна расплавленного металла, являются скорость опускания саморасходующегося электрода, рабочий ток, рабочее напряжение, глубина шлакового бассейна и теплопроводность переплавляемого металла.
4.4.4 Компенсационная усадка, распаковка и охлаждение
Компенсационная усадка: Компенсационную усадку следует проводить за 10-15 минут до окончания процесса переплава, чтобы получить гладкий слиток без усадочных отверстий и повысить выход металла из слитка.
Распалубка и охлаждение: После завершения переплавки металлическому слитку необходимо дать остыть в течение 10 минут перед распалубкой. Время охлаждения кристаллизатора обычно определяется в зависимости от марки стали и размера слитка. После распалубки легированные стали, как правило, следует охлаждать медленно, и методы медленного охлаждения включают воздушное охлаждение, охлаждение песком, охлаждение в кожухе и охлаждение в яме.
4.5 Металлургическое качество электрошлакового переплава
4.5.1 Десульфуризация и дефосфоризация в электрошлаковом процессе
Эффект десульфурации при электрошлаковом переплаве значителен, а степень десульфурации обычно достигает 50-80%, что является одним из преимуществ электрошлакового переплава. При обычных методах выплавки стали для эффективного удаления серы из металла необходимо соблюдение следующих условий:
(1) Шлак должен обладать высокой щелочностью;
(2) Чтобы шлак хорошо растекался, температура шлака должна быть высокой;
(3) Контактная поверхность между металлом и шлаком должна быть как можно больше.
Существует три формы десульфурации в процессе электрошлакового переплава:
(1) Это десульфурация шлака, что означает перенос серы из металла в шлак.
Формула реакции: [S]+(O2-)→(S2-)+[O] (4-12)
Константа равновесия реакции равна: (4-13)
Таким образом, уравнение 4-13 дает:
Если содержание ионов кислорода в шлаке выше, а активность кислорода в металле ниже, то из металла в шлак перейдет больше серы. Чтобы увеличить содержание ионов кислорода в шлаке, можно использовать шлак с высокой щелочностью. Из формулы химической реакции десульфурации шлака видно, что по мере удаления серы содержание кислорода в металле должно увеличиваться.
(2) В процессе переплавки также происходит газификационное обессеривание, в результате которого сера переходит из шлака в атмосферу.
(S2-) + 3/2{O2} = (O2-) + {SO2} (4-15)
Константа равновесия этой реакции равна:
Уравнение 4-16 дает:
Из уравнения 4-17 видно, что чем выше парциальное давление кислорода в атмосфере и чем ниже активность ионов кислорода в шлаке, тем благоприятнее для газификационной десульфурации в процессе переплава. Между этими двумя реакционными процессами существует определенное противоречие. Однако оба процесса протекают в одной системе, поэтому конечный эффект десульфурации должен быть комплексным результатом взаимодействия этих двух реакций.
(3) Сера в металле переходит в шлак.
Различные полярности тока и напряжения также оказывают определенное влияние на удаление серы в металле. При использовании обратного постоянного тока (т.е. электрода самопотребления, подключенного к положительному электроду) сера в металле может перейти в шлак, что позволяет достичь лучших результатов десульфурации. При использовании положительного постоянного тока эффект десульфурации практически не наблюдается. При электродуговом переплаве газификационная десульфурация составляет значительную долю среди трех вышеупомянутых методов десульфурации. В целом, наилучший эффект десульфурации достигается при использовании источника переменного тока и шлака с высокой щелочностью для переплава в атмосферных условиях. При использовании источника переменного тока CaF2-Шлаковая система с CaO обладает наилучшим эффектом десульфурации в системе с фтористым шлаком.
Что касается дефосфоризации в металле, то традиционный метод заключается в создании условий "три высоких и один низкий" (высокая щелочность, высокое содержание (FeO), большое количество шлака и низкая температура), насколько это возможно в процессе выплавки. Однако в процессе электродугового переплава трудно добиться хороших результатов дефосфоризации из-за неокисляющей природы шлака и высокой температуры расплавленного бассейна.
4.5.2 Удаление неметаллических включений при электродуговой переплавке
Электродуговой переплав очень эффективен для удаления неметаллических включений из металла. В следующей таблице показаны изменения содержания неметаллических включений в шарикоподшипниковой стали после электродугового переплава.
Таблица 4-4 Изменения оксидных включений в шарикоподшипниковой стали после электродугового переплава
Место отбора проб
Количество образцов
Количество полей
Средняя площадь оксидных включений на поле, мкм2
Электрод самопотребления
3
36
254
Капли на кончике электрода
3
38
59
Капающие расплавленные капли
5
51
33
Бассейн для расплава металла
5
63
47
Переплавленная сталь
5
60
37
Таблица 4-10: Потери при выгорании [Ti] во время электрошлакового переплава при различных условиях.
Самородки
Атмосфера
Количество печей
-△[Ti],%
Максимальный
Среднее
Колебания тела заготовки
1,0 тонна
Окружающая атмосфера
6
0.47
0.22
0.46
Аргоновый газ
2
0.15
0.11
0.08
4.6 Области применения электрошлакового переплава
(1) Новые области применения электрошлакового переплава
Электрошлаковое напыление E.S. Osprey; прямая электрошлаковая плавка Direct ESM;
(2) Перспективы развития электрошлаковой продукции
I. В производстве средних и крупных поковок переплавка будет занимать монопольное положение.
II. На полях высококачественной инструментальной стали, штамповая сталь, дуплексной нержавеющей жаропрочной стали, азотосодержащей сверхвысокопрочной стали, трубных заготовок и холоднокатаных рулонов, электрошлаковый переплав имеет абсолютное преимущество и заменит вакуумно-дуговой переплав в этой области.
III. В области сверхпрочных сплавов (высокотемпературные сплавы, коррозионно-стойкие сплавы, прецизионные сплавы, электронагревательные сплавы) электрошлаковый переплав и вакуумно-дуговой переплав находятся в конкурентной ситуации. К концу 1980-х годов объем производства электрошлакового переплава превзошел объем производства вакуумно-дугового переплава. Многие материалы, применяемые после вакуумно-дугового переплава, являются старыми материалами, ограниченными предыдущими техническими оценками, в то время как новые электрошлаковые материалы имеют абсолютное преимущество.
IV. В производстве цветных металлов электрошлаковый переплав находится в стадии становления.
5. Вакуумно-дуговая переплавка
5.1 Обзор
Вакуумно-дуговой переплав - это процесс, в котором используется дуга постоянного тока, возникающая между металлическим электродом и бассейном расплавленного металла в бесшлаковой среде с низким давлением. Высокотемпературное воздействие дуги плавит самозатухающие электроды слой за слоем и образует капли расплава на конце электрода. Эти капли попадают в бассейн расплавленного металла через зону высокотемпературной дуги и быстро нагреваются высокотемпературной дугой, что приводит к очистке и рафинированию, а затем к затвердеванию в водоохлаждаемом кристаллизаторе.
Вакуумная дуговая печь позволяет создать низкий кислородный потенциал и высокотемпературные условия плавления, что делает ее пригодной для плавки тугоплавких или легко окисляемых металлов, таких как платина, тантал и вольфрам. С развитием машиностроения вакуумный саморасходующийся процесс дугового переплава успешно применяется в производстве титана и титановых сплавов, прецизионных сплавов, высокотемпературных сплавов и тугоплавких металлов. Поэтому с 1940-х и 1950-х годов он быстро развивался и увеличивался в размерах. В специальных плавильных процессах вакуумно-дуговая плавка является одним из основных методов переплава и рафинирования. Принципиальная схема вакуумной дуговой плавки показана на рисунке 5-1.
Рисунок 5-1 Вакуумно-дуговая печь
1. Кристаллизатор меди; 2. Рабочая платформа; 3. Система оптического наблюдения; 4. Устройство подъема электрода; 5. Полюс электрода; 6. Корпус печи; 7. Электрод; 8. Вакуумная система; 9. Дуга; 10. Слиток; 11. Электрическая катушка управления.
Вакуумные дуговые печи можно разделить на две категории: самопотребляющие и несамопотребляющие. Последняя относится к типу вакуумных дуговых печей, в которых используются высокотемпературные стойкие проводники, такие как вольфрамовые или графитовые электроды, а металл, подлежащий плавке, помещается в кристаллизатор для расплавления и рафинирования под действием тепла дуги.
В процессе плавки сам электрод не расходуется или расходуется минимально, поэтому такие печи называют несамостоятельными. В саморасходующихся дуговых печах в качестве электрода используется расплавляемый металл, который плавится и рафинируется с определенной скоростью в процессе дуги, что делает этот тип дуговой печи саморасходующимся. Поскольку подавляющее большинство вакуумных дуговых печей, используемых в производстве стали и сплавов, являются самопотребляющими дуговыми печами, если в последующих разделах не указано иное, все ссылки будут относиться к самопотребляющим дуговым печам.
5.2 Введение и классификация структуры вакуумных несамостоятельных дуговых печей
5.2.1 Структурный обзор
Существуют различные типы вакуумных дуговых самопоглощающих печей, но их основные конструкции одинаковы. На рисунке 5-1 показана вакуумная самовсасывающая дуговая печь. Полный комплект оборудования для вакуумной самовсасывающей дуговой печи включает в себя корпус печи, оборудование электропитания, вакуумную систему, систему управления, систему наблюдения, систему водяного охлаждения и другие компоненты. Принципиальная схема вакуумного дугового переплава и структурная схема вакуумной дуговой печи с саморасходующимся электродом показаны на рисунке 5-2 и рисунке 5-3, соответственно.
Существует множество типов печей, которые можно классифицировать в зависимости от различных характеристик дуговой печи. По структуре корпуса печи можно разделить на стационарные и вращающиеся. По форме слитка она может быть разделена на фиксированную и тянущуюся. По режиму работы можно разделить на прерывистый и непрерывный.
5.3 Процесс переплавки стали и сплавов
5.3.1 Этапы дуговой переплавки
Процесс дугового переплава можно разделить на четыре этапа: сварка электродов, дуговое плавление, обычное плавление и доводка.
Сварка производится в вакууме или защитной атмосфере. На конец свариваемого электрода наносится слой исходного материала для дуги (обычно из стружки того же типа), а затем электродный стержень опускается так, чтобы между переходным электродом и саморасходующимся электродом возникла дуга. Когда оба конца зоны дуги нагреваются и дуга становится стабильной с большим количеством образовавшейся жидкой фазы, электродный стержень быстро опускается, чтобы два конца зоны дуги плотно соприкоснулись и сварились вместе.
Целью дугообразования является образование дуги между саморасходующимся электродом и исходным материалом дуги в нижней части кристаллизатора, повышение температуры зоны дуги и образование определенного размера бассейна расплавленного металла в нижней части кристаллизатора, поддержание стабильной дуги между саморасходующимся электродом и бассейном расплавленного металла и переход переплава саморасходующегося электрода в нормальный период плавления.
Нормальная плавка - это основной этап процесса переплава, во время которого сталь или сплавы рафинируются и затвердевают в слитки. При этом из металла удаляются газы и примеси металлов с низкой температурой плавления, удаляются неметаллические включения, уменьшается сегрегация и достигается идеальная кристаллическая структура.
Цель топпинга - уменьшить усадочные пустоты в верхней части переплавленного слитка, снизить пористость зоны сужения "V" в верхней части, способствовать окончательному всплытию и удалению включений, уменьшить объем резки головки и повысить выход годного.
5.3.2 Параметры процесса
(1) Диаметр самозатухающего электрода
Диаметр саморасходующегося электрода напрямую влияет на качество переплавленного слитка. При большом диаметре тепло дуги равномерно распределяется по всей поверхности расплавленного бассейна, поэтому расплавленный бассейн получается плоским. Это позволяет легко получить переплавленный слиток с небольшой сегрегацией, плотной структурой и столбчатой кристаллической ориентацией, что благоприятно для улучшения характеристик термической обработки (угол между направлением столбчатых зерен и осью слитка мал). Как правило, для выбора диаметра электрода используется следующая формула:
d/D=0.65~0.85 (5-1)
где d - диаметр саморасходующегося электрода в мм, а D - диаметр кристаллизатора в мм.
В настоящее время для стали или сплавов d/D обычно выбирается в диапазоне 0,7-0,8. Выберите верхний предел для слитков большего размера и нижний предел для слитков меньшего размера.
Кроме того, диаметр электрода может быть определен по эмпирической формуле следующим образом:
d=D-2δ (5-2)
где δ - расстояние между электродом и кристаллизатором в мм.
Если электрод представляет собой многогранный цилиндр, значение представляет собой расстояние между краями электрода и внутренней стенкой кристаллизатора. При определении значения δ необходимо убедиться, что оно больше длины дуги при нормальной плавке, чтобы исключить риск образования краевых дуг.
При переплавке цветных или тугоплавких металлов и сплавов, особенно при первом вакуумном переплаве (с большим количеством выделяющихся газов), для полного удаления газов и обеспечения безопасной работы δ должен быть больше, чем при переплавке стали. Как правило, δ выбирается в диапазоне от 25 до 50 мм, с верхним пределом для слитков большего размера.
Таблица 5-1 Эмпирическая формула для определения тока плавления
Формула
Единица
Область применения
Ремарка
I или I
d или D
iA/см2
d мм
Сталь, легированная сталь, сплавы на основе железа или никеля.
i - плотность тока I- ток плавления d- диаметр самозатухающего электрода D - диаметр кристаллизатора
IA
D мм
Сталь, легированная сталь D=145~150 d/D=0.7~0.8
IA
d мм
Сплавы на основе железа или никеля d=10~300 d/D=0.65~0.85
(2) Степень вакуума:
Степень вакуума оказывает непосредственное влияние на раскисление, дегазацию, улетучивание элементов, разложение и удаление включений в процессе переплава, а также на поведение дуги и безопасность работы. Поэтому степень вакуума является очень важным параметром процесса. Чтобы улучшить эффект рафинирования, необходимо увеличить степень вакуума в плавильной камере, но для стабилизации дуги степень вакуума не должна быть слишком высокой, особенно избегая диапазона давления, который может вызвать тлеющий разряд. Давление в плавильной камере должно поддерживаться на уровне около 1,3 Па.
(3) Текущий:
Ток плавки определяет скорость плавления саморасходующегося электрода и температуру расплавленного бассейна. Большой ток приводит к высокой температуре дуги и быстрой скорости плавления электрода, что обеспечивает лучшее качество поверхности переплавляемого слитка. Однако высокая температура расплава увеличивает глубину расплавленного бассейна и приводит к тому, что направление кристаллизации переплавленного слитка стремится к горизонтальному. В результате увеличивается рыхлость переплавленного слитка, возрастает отклонение состава, усиливается анизотропия и ухудшаются характеристики термической обработки.
При малом токе плавления, несмотря на низкую скорость плавления, форма бассейна расплава металла неглубокая и плоская, а направление кристаллизации стремится к осевому, что обеспечивает плотность переплавленного слитка с мелкими и рассеянными включениями, которые могут всплывать и выплывать между дендритными кристаллами. При выборе тока плавки следует также учитывать диаметр электрода, размер слитка и физические свойства рафинированного продукта (такие как температура плавления, состав, вязкость, теплопроводность и т.д.). Формульные выражения для выбора тока плавления приведены в таблице 5-1.
(4) Напряжение:
При условии фиксированного тока длина дуги определяется напряжением дуги. Если длина дуги слишком мала (менее 15 мм), возможно возникновение периодических коротких замыканий, вызывающих колебания температуры расплавленного бассейна, что влияет на однородность кристаллической структуры и качество поверхности переплавленного слитка. Если дуга слишком длинная, тепло не концентрируется, тепловое распределение в расплавленном бассейне неравномерно, и однородность кристаллической структуры переплавленного слитка нарушается, увеличивая риск возникновения краевой дуги. При вакуумной дуговой плавке контроль длины дуги в основном такой же. В настоящее время длина дуги в основном контролируется в диапазоне 22-26 мм, что соответствует напряжению 24-26 В. Значение δ в это время должно быть больше 25 мм.
(5) Скорость плавления:
Количество килограммов металлической жидкости, вытекающей из саморасходующегося электрода и поступающей в кристаллизатор за единицу времени, называется скоростью плавления, которая обычно выражается в кг/мин. Скорость плавления (V) можно определить по расстоянию (S, мм/мин), на которое опускается линейка, связанная с движением вверх-вниз саморасходующегося электрода, в единицу времени. Формула расчета выглядит следующим образом
V= K-S (5-3)
где K - коэффициент скорости плавления, кг/мм, т.е. количество килограммов саморасходующегося электрода, расплавленного белым электродом на каждый 1 мм капли. Значение K может быть получено из баланса масс между движением электрода вниз и движением уровня жидкости вверх.
(6) Скорость утечки:
Коэффициент утечки E вакуумной системы означает количество воздуха, проникающего в вакуумную камеру извне за единицу времени, с единицей измерения мкм рт.ст. л/с. Скорость утечки оказывает значительное влияние на качество переплавляемого металла, особенно для трудноплавких сплавов или сплавов, содержащих активные элементы. Газ, просочившийся в вакуумную систему, повышает парциальное давление кислорода, азота и водяного пара в вакуумной камере, тем самым увеличивая количество оксидов и нитридов в переплавляемом металле, что приводит к снижению прочности и пластичности сплава. Поэтому вакуумный дуговой переплав требует, чтобы скорость утечки оборудования контролировалась на уровне ≤ 6,67 Па.Л/с. При плавке трудноплавких металлов и их сплавов требование к E составляет 0,400-0,667 Па.Л/с.
(7) Интенсивность охлаждения:
Интенсивность охлаждения кристаллизатора влияет на процесс затвердевания и структуру отливки переплавленного слитка. В реальном производстве на интенсивность охлаждения влияют такие факторы, как расход, давление, температура охлаждающей воды на входе и выходе, а также тип слитка, его вес, марка стали, структура кристаллизатора и температура плавки. Из-за сложности этих факторов расход охлаждающей воды часто регулируется в зависимости от опыта эксплуатации, чтобы температура воды на входе и выходе находилась в требуемом диапазоне, при этом скорость затвердевания должна соответствовать скорости плавления, а форма бассейна расплава металла должна оставаться стабильной.
Требования к температуре воды на выходе из кристаллизатора следующие: разница температур между входной и выходной водой нижнего кристаллизатора должна быть менее 3°C; разница температур между входной и выходной водой верхнего кристаллизатора должна быть не менее 20°C, а температура воды на выходе должна быть в диапазоне 45-50°C.
5.4 Общие проблемы металлургического качества при вакуумно-дуговой переплавке
К распространенным макроскопическим дефектам в основном относятся низкое качество поверхности и трещины в переплавленных слитках.
(1) Низкое качество поверхности переплавленных слитков.
Особенностью вакуумного дугового переплава является бесшлаковая работа в среде с низким давлением. Металлическая жидкость после переплава быстро застывает в водоохлаждаемом кристаллизаторе, что может привести к появлению на поверхности переплавленного слитка таких дефектов, как шрамы, шлаковые включения, тяжелые следы и выработка кожи.
(2) Трещины
Трещины могут появиться на заготовке или материале во время горячей обработки или после ее завершения. В зависимости от причин возникновения трещины можно разделить на поверхностные, вызванные усадочными отверстиями и межзерновые.
5.4.1 Микроскопические дефекты стали и сплавов
(1) Пористость
В процессе затвердевания между дендритными кристаллами образуются микропоры из-за объемной усадки и недостаточной добавки металлической жидкости. Этот дефект можно устранить, выбрав разумную систему запуска дуги и увеличив на короткое время потребляемую мощность (ток плавления должен быть увеличен на 10-20% выше обычного, чтобы повысить температуру расплава и сделать скорость плавления металла выше скорости затвердевания).
(2) Сегрегация
Сегрегация в основном обусловлена выбранным процессом разделения кристаллов. Различные факторы, влияющие на разделение кристаллов, такие как состав, тип слитка, размер слитка, скорость плавления, форма бассейна расплава, скорость затвердевания и величина магнитного поля, влияют на развитие сегрегации.
5.5 Характеристики вакуумно-дуговой переплавки
(1) Процесс плавки проводится в среде с низким давлением, что не только исключает загрязнение сплавов внешним воздухом, но и снижает содержание газов и вредных примесей с низкой температурой плавления, склонных к улетучиванию в стали и сплавах, тем самым повышая чистоту сплава.
(2) Активные элементы, такие как алюминий и титан, практически не теряют при горении в процессе переплавки, и химический состав сплава остается относительно стабильным.
(3) Плавка осуществляется в среде без шлака и огнеупорных материалов, что позволяет избежать загрязнения сплава посторонними включениями из этих двух источников.
(4) Улучшает тип и распределение включений.
(5) Условия затвердевания при этом методе плавки могут обеспечить производство высококачественных переплавленных слитков с низкой степенью сегрегации и высокой плотностью.
(6) Высокая температура дуги позволяет переплавлять металлы и сплавы с высокой температурой плавления.
(7) Разумная система процесса уплотнения может минимизировать усадочные отверстия в верхней части переплавленного слитка, а кристаллическая структура конечной усадочной области может быть ближе к телу слитка, тем самым улучшая выход.
(8) Атмосфера во время вакуумно-дугового переплава может контролироваться.
(9) По сравнению с электродуговым переплавом, качество поверхности и плотность переплавленных слитков хуже, а усадочные отверстия не могут быть полностью устранены. Из-за плохого качества поверхности переплавленные слитки обычно приходится зачищать, что приводит к снижению выхода металла.
(10) Удаление серы и включений менее благоприятно, чем при электродуговом переплаве.
(11) Для высокотемпературных сплавов характеристики горячей обработки переплавленных слитков, полученных вакуумно-дуговым переплавом, хуже.
(12) При вакуумном дуговом переплаве трудно контролировать состав сплавов, содержащих легко летучие элементы, такие как марганец. При переплавке GCrl5 потеря марганца в стали может достигать 15-18%, а испарившийся марганец конденсируется на внутренней стенке кристаллизатора, вызывая чрезмерное содержание марганца на поверхности переплавленного слитка. Перед горячей обработкой он должен пройти процесс шелушения.
(13) Оборудование сложное, затраты на обслуживание высокие, что приводит к увеличению себестоимости сплавов.
5.6 Разновидности, получаемые в вакуумно-дуговой печи
(1) Тугоплавкие и активные металлы и их сплавы, такие как W, Mo, Ta, Nb, Zr, Hf, Ti и U.
(2) Специальные сплавы: высокотемпературные сплавы и прецизионные сплавы.
(3) Специальная нержавеющая сталь и жаропрочная сталь.
(4) Важные конструкционные стали, особенно крупные литые слитки.
(5) Высококачественная подшипниковая сталь.
(6) Быстрорежущая сталь большого сечения и инструментальная сталь.
(7) Высокочистые цветные металлы и их сплавы.
6. Плазменная плавка
6.1 Характеристики плазменной плавки
Плазма - это мощный высокотемпературный источник тепла, который широко используется не только в сварке, резке, напылении и химической промышленности, но и в металлургической отрасли, а именно в плазменной плавке.
Плазменная плавка использует в качестве источника тепла плазменную дугу, которая может плавить как металлические, так и неметаллические материалы. Впервые она была применена в металлургии в начале 1960-х годов и в основном использовалась для рафинирования металлических материалов и плавки высокочистых и специальных сталей и сплавов, особенно при производстве высокотемпературных и прецизионных сплавов.
6.1.1 Генерация плазмы и характеристики плазменной дуги
Плазменная дуга обладает следующими характеристиками:
Высокая температура плазменной дуги.
Сильная проводимость плазменной дуги.
Высокая скорость потока плазменной дуги.
Стабильное горение плазменной дуги.
6.1.2 Преимущества плазменной плавки
Плазменная печь может не только производить легированную сталь и сплавы, но и плавить некоторые тугоплавкие металлы и активные металлы, такие как W, Mo, Nb, Ta, Zr, Ti и т.д. Это оборудование постоянно совершенствуется, быстро развивается в технологическом плане и имеет сильную экономическую жизнеспособность, поскольку обладает следующими преимуществами:
(1) Быстрая скорость плавления и высокая тепловая эффективность.
(2) Достаточное удаление газа и неметаллических включений.
(3) Небольшая потеря легирующих элементов.
(4) Стабильный рабочий ток и напряжение.
(5) Возможность работы при различных атмосферах и давлениях. При плазменной плавке в печи могут использоваться различные давления и атмосферы (например, восстановительная или инертная) в соответствии с различными технологическими требованиями.
(6) Может проводить рафинирование шлака. Плазменная печь может использовать для плавки не только мелкозернистые материалы, но и крупнозернистые, даже материалы с высоким содержанием серы.
(7) Предотвращает возможность добавления углерода.
(8) Малое количество испарений элементов. Отличие плазменной плавки от других методов плавки (таких как вакуумная дуговая плавка, вакуумная индукционная плавка и электронно-лучевая плавка) заключается в том, что над бассейном расплава существует атмосферное давление, поэтому количество испаряющихся элементов в металле невелико.
(9) Может азотировать металл.
(10) Простое оборудование и легкое регулирование температуры. По сравнению с вакуумной печью, плазменная печь имеет простое оборудование, а температуру дуги относительно легко регулировать.
(11) Широкий диапазон переплавляемых материалов. По сравнению с вакуумной дуговой печью, плазменная печь может переплавлять не только прутки, но и блоки.
6.2 Плазменное плавление
По способу нагрева плазменная плавка включает в себя плазменно-дуговую плавку, плазменно-индукционную плавку, плазменно-дуговой переплав, плазменно-электронно-лучевую плавку и т.д.
(1) Плазменно-дуговая плавка (ПДП) использует сверхвысокую температуру и атмосферу инертного газа плазменной дуги для расплавления тугоплавких металлов и активных элементов в огнеупорном тигле. Этот процесс отличается высокой степенью извлечения сплавов, эффективным обезуглероживанием и получением сплавов высокой чистоты.
(2) Плазменно-индукционная плавка (ПИМ) - это печь, в которой сверхвысокая температура и атмосфера инертного газа плазменной дуги сочетаются с индукционным нагревом и электромагнитным перемешиванием. ПИМ может эффективно десульфурировать, обезуглероживать и дегазировать металлические материалы, а также имеет преимущества в контроле летучих элементов.
(3) Плазменно-дуговой переплав (ПДП) плавит металл и шлак с помощью плазменной дуги в атмосфере инертного газа и затвердевает в водоохлаждаемом кристаллизаторе, получая хорошие металлургические результаты.
(4) Плазменный электронно-лучевой переплав (PER) использует аргоновую плазму для нагрева танталового катода в низком вакууме, заставляя его испускать тепловые электроны. Эти электроны сталкиваются с металлическим материалом анода под воздействием электрического поля, а затем застывают в охлаждаемом водой кристаллизаторе. Этот метод позволяет эффективно плавить губчатый титан и другие тугоплавкие металлы.
Плазменная индукционная печь представляет собой комбинацию обычной индукционной печи и плазменно-дугового нагревательного устройства. Благодаря добавлению плазменного источника тепла в индукционную печь, можно принять плавление шлака и создать высокотемпературный, активный шлак с температурой около 1850℃, что создает благоприятные условия для снижения содержания серы в металлах. Таким образом, это позволяет избежать недостатков холодного шлака и незащищенной атмосферы в обычной индукционной печи и значительно улучшить способность индукционной печи к рафинированию.
Плазменные индукционные печи обычно работают в условиях нормального давления, а также могут работать при отрицательном давлении, если это требуется по условиям процесса.
Для получения металлов с более высоким содержанием [N] в плазменной индукционной печи в качестве рабочего газа может использоваться неактивный газ N2 или N2+Ar. Формируя плазменную дугу в потоке азота и одновременно проводя легирование, содержание азота в металле увеличивается. Иногда, чтобы обезуглеродить стальную жидкость, некоторые заводы также используют воздух в качестве рабочего газа в плазменной индукционной печи.
Важной особенностью данного типа плавильного оборудования является возможность работы как со шлаком, так и без него. Когда в процессе плавки необходимо использовать шлак, можно выполнить задачи по десульфурации, раскислению и обезуглероживанию. При использовании бесшлакового режима поверхность металлической жидкости нагревается непосредственно высокотемпературной плазменной дугой.
Как показано на рисунке 6-1, плазменная индукционная печь состоит из следующих четырех частей: корпуса плазменной индукционной печи, источника питания индукционной печи, плазмотрона и генератора плазменной дуги.
Плазменно-индукционная плавка - это высококонкурентный метод специальной плавки, который близок или превосходит уровень вакуумно-индукционной плавки по десульфурации, удалению неметаллических примесей и снижению содержания газов в стали и сплавах.
Плазменно-дуговая печь использует сверхвысокую температуру и инертную атмосферу плазменной дуги для расплавления тугоплавких металлов и активных элементов в тигле из тугоплавкого материала. Сплав имеет высокую степень восстановления, может эффективно обезуглероживаться и обладает высокой чистотой.
На рисунке 6-2 показана плазменно-дуговая печь, которая внешне похожа на обычную дуговую печь и оснащена крышкой печи 2, дверцей печи 10, стальным патрубком 4, электромагнитным перемешивающим устройством 5, плазмотроном 1 и нижним анодом 7. Для предотвращения загрязнения газом плазменно-дуговая печь может быть также герметичной.
Пушки состоят из медных сопел с водяным охлаждением и вольфрамо-цериевых (или торий-вольфрамовых) катодов с водяным охлаждением. Сопло изолировано от вольфрамо-цериевого катода и пропускает газ аргон. Аргоновый газ поступает в печь из верхней части пушки через рукав пушки и ионизируется в плазму. Корпус печи изготовлен из огнеупорных материалов, а в центральной части дна печи находится графитовый стержень (или сталемедный водоохлаждаемый стержень), заглубленный в качестве нижнего анода. При подаче напряжения нижний анод подключается к положительному полюсу источника постоянного тока.
Из-за высокой температуры и концентрированного тепла плазменной дуги, а также слабого перемешивания, вызванного этим типом дуги, металл в расплавленном бассейне может перегреваться, и иногда на дне печи остаются нерасплавленные куски. Чтобы обеспечить достаточное перемешивание металла в процессе плавки, а также сделать температуру и химический состав расплавленного бассейна однородными, на внешнем слое огнеупорного материала в нижней части печи установлены две медные катушки с водяным охлаждением. Рабочий ток проходит через них, создавая магнитное поле и перемешивая расплавленный металл.
Для негерметичных плазменно-дуговых печей необходимо производить определенное количество шлака, чтобы покрыть поверхность расплавленного металла для предотвращения окисления и поглощения. Если стоит задача десульфуризации, можно производить щелочной печной шлак, а также использовать операцию замены шлака для достижения требуемого содержания серы.
Эффект рафинирования, демонстрируемый плазменно-дуговой печью, очень значителен, и она может использоваться для плавки различных видов стали и сплавов, таких как высокоскоростная инструментальная сталь, жаропрочная сталь, подшипниковая сталь, нержавеющая сталь с ультранизким содержанием углерода, прецизионные сплавы и высокотемпературные сплавы.
Помимо плавки легированной стали, плазменно-дуговая печь может использоваться для выплавки ферросплавов. В процессе выплавки стали, когда расплавляется стальной лом, излучение металлического бассейна на стенки печи усиливается, ускоряя повреждение огнеупорных материалов футеровки печи. Чтобы продлить срок службы футеровки печи, некоторые дуговые электропечи используются только в качестве плавильного оборудования, а задачи рафинирования стальной жидкости выполняются в ковше.
Для нагрева стальной жидкости в ковше был использован принцип работы плазменной дуговой печи и разработано оборудование для нагрева плазменного ковша. Например, устройство вторичного нагрева плазменного ковша емкостью 220 тонн, построенное сегодня в США, печь для нагрева плазменного ковша емкостью 150 тонн, установленная на сталеплавильном заводе Krupp в Германии, и плазмотрон переменного тока с силой тока 12 кА, установленный на этой печи-ковше.
6.2.3 Плазменно-дуговая переплавка (ПДП).
Метод плазменно-дугового переплава - это особый метод плавки, при котором плазменная дуга используется для расплавления металлов в инертной или контролируемой атмосфере. Его также можно рассматривать как процесс переплава металла. В процессе переплава капли расплавленного металла проходят через слой шлака и застывают в кристаллизаторе. Как и при дуговом переплаве с использованием вакуумного расходуемого электрода и электрошлаковом переплаве, плавление и затвердевание происходит одновременно, то есть плавление и разливка металла осуществляются одновременно. Переплавляемый металлический материал может быть как прутковым, так и блочным. При использовании прутковых материалов плазменная дуга непосредственно воздействует на прутковый материал, расплавляя его.
В зависимости от размера слитка плазменный переплав может осуществляться как в однопушечном, так и в многопушечном режиме. При однопушечном режиме плазмотрон устанавливается вертикально в центре камеры печи, а подающий стержень проходит в камеру печи через отверстие для загрузки материала на боковой стороне корпуса печи (как показано на рис. 6-3). При многоствольном режиме работы подающий стержень проходит в печь непосредственно над печью, а несколько плазмотронов (от 4 до 6) расположены вокруг подающего стержня и наклонены от боковой стенки печи.
При переплавке блочных материалов, для того чтобы быстро и полностью расплавить шихту, ее следует добавлять в центр расплавленного бассейна через воронку. Корпус печи плазменно-дугового переплава обычно имеет двухслойную структуру из нержавеющей стали, с водяным охлаждением в центре. Кристаллизатор размещается в центре дна камеры печи, один конец источника питания подключается к электроду в плазмотроне, а другой конец подключается к расплавленному бассейну через затвердевший металлический слиток.
Перед переплавкой печь откачивается, а в качестве рабочего газа для плазмотрона используется газ Ar. Во время работы в камеру печи вводится газ, а газ внутри печи откачивается, и давление внутри печи поддерживается на определенном уровне.
По сравнению с плазменно-дуговыми и плазменно-индукционными печами, отличие плазменного переплава заключается в том, что в нем используются водоохлаждаемые кристаллизаторы для одновременного расплавления и затвердевания металла. Благодаря высокой температуре плазменной дуги на поверхности расплавленного металла может образоваться шлаковый бассейн, а на поверхности слитка - тонкий слой шлаковой оболочки, что позволяет получить хорошую структуру отливки. В процессе переплава металл имеет газовую защиту Ar, поэтому колебания химического состава металла невелики, а содержание газов и неметаллических включений невелико. Общее количество включений и содержание кислорода в стали, переплавленной в плазме, уступают только электронно-лучевому переплаву.
В настоящее время этот метод плавки может использоваться для плавки подшипниковой стали, легированной конструкционной стали, коррозионно-стойкой стали, азотсодержащей легированной стали, тугоплавких металлов и их сплавов, высокотемпературной штамповой стали, прецизионных сплавов и активных металлов.
7. Переплавка в электронно-лучевой печи
7.1 Обзор
Электронно-лучевая плавка (ЭЛП) - это металлургический метод, использующий высокую плотность энергии электронного пучка для расплавления металлов путем их тепловой бомбардировки. Эта технология применяется в различных областях, в основном для плавки, очистки и переработки редких металлов, драгоценных металлов и тугоплавких металлов. Она также может использоваться для производства полупроводниковых материалов и монокристаллов тугоплавких металлов и их сплавов.
Электронно-лучевой переплав (ЭЛП) - это процесс рафинирования, в котором в качестве источника тепла для рафинирования металлических материалов в условиях высокого вакуума используется высокоскоростной электронный луч, испускаемый из электронной пушки. Кинетическая энергия электронного пучка преобразуется в тепловую энергию, которая расплавляет и очищает металл. Затем расплавленный металл охлаждается в кристаллизаторе с водяным охлаждением, образуя застывшие капли.
Поскольку EBM проводится в условиях высокого вакуума, температура перегрева высока, а время пребывания в жидком состоянии велико, что приводит к эффективной очистке и рафинированию металла. Этот процесс позволяет удалить такие примеси, как дегазация, раскисление и летучие примеси металла. Во время процесс литья слитков, примеси всплывают на поверхность и собираются в верхней части слитка, в то время как металлы с высокой температурой плавления концентрируются на поверхности. Удалив верхнюю часть слитка и рафинировав внешний слой, можно получить слиток металла высокой чистоты. Принципиальная схема электронно-лучевой плавильной печи показана на рисунке 7-1.
Процесс электронно-лучевого переплава начался с плавки тугоплавких металлов, таких как тантал, ниобий, гафний, вольфрам и молибден, а теперь распространился на производство полупроводниковых материалов, высокопроизводительных магнитных сплавов и некоторых специальных сталей, таких как подшипниковая сталь, коррозионностойкая нержавеющая сталь и чистое железо с ультранизким содержанием углерода. Кроме того, печь электронно-лучевого переплава может использоваться для плавки некоторых жаропрочных сплавов, особенно тех, которые содержат вольфрам и молибден с ниобием или танталом в качестве основного компонента. По некоторым данным, в бывшем Советском Союзе электронно-лучевые плавильные печи также использовались для плавки меди и никеля. Помимо плавки металлических материалов, таких как сталь и сплавы, электронно-лучевая плавка также может использоваться для плавки керамики и стекла с различными свойствами.
Характеристики технологии электронно-лучевой плавки можно кратко описать следующим образом:
(1) Поскольку электронно-лучевая плавка проводится в условиях вакуума, состояние плавления материала можно контролировать в любое время, что позволяет получать высокочистые огнеупорные материалы.
(2) Высокая плотность энергии электронного пучка позволяет легко регулировать плотность энергии на поверхности расплавленного бассейна, управляя схождением и расхождением пучка, что делает возможным плавление тугоплавких металлов.
(3) Автоматическое управление легко достигается, что делает его безопасным и надежным, особенно с применением современных компьютерных технологий, электронных технологий и технологий автоматизации. Это облегчает извлечение и получение высокочистых материалов из тугоплавких материалов.
(4) Химический состав расплавленного материала можно точно контролировать, что позволяет производить редкие тугоплавкие металлы и высокочистые металлические материалы, отвечающие определенным эксплуатационным требованиям.
Однако этот метод переплавки имеет ряд недостатков, таких как низкая производительность, сложная структура оборудования, требующая использования высоковольтного источника питания постоянного тока, и высокие инвестиционные затраты на оборудование. Поэтому данному методу плавки трудно стать основным методом специальной плавки. С точки зрения себестоимости производства, электронно-лучевой переплав является самым высоким. Если стоимость производства специальной стали обычными методами плавки принять за 1, то стоимость других методов плавки для плавки той же мощности и типа стали составит: 1,75 для электродугового переплава, 2,03 для плазменно-дугового переплава, 2,4 для вакуумно-дугового переплава и 2,72 для электронно-лучевого переплава.
7.2 Основные принципы электронно-лучевого переплава
Принцип работы электронно-лучевого переплава аналогичен принципу работы вакуумного диода, в котором катод и анод помещаются в вакуумную камеру и подключаются к отрицательному и положительному полюсам источника постоянного тока соответственно. Когда катод нагревается от другого источника питания, его температура повышается, и некоторые свободные электроны в материале катода возбуждаются и испускаются под действием тепла.
Если катод и анод подключены к источнику постоянного тока определенного напряжения, возбужденные электроны подвергаются воздействию электрического поля определенной напряженности, ускоряются и направляются к аноду. В печи электронно-лучевого переплава быстро движущиеся электроны бомбардируют металлический материал анода, кинетическая энергия электронов преобразуется в тепловую энергию на аноде, тем самым нагревая и расплавляя его. Принцип процесса электронно-лучевого переплава показан на рисунке 7-2.
Рисунок 7-2 Схематическая диаграмма принципа процесса EBM
7.3 Основное оборудование печи для электронно-лучевого переплава
Печь для электронно-лучевого переплава состоит из трех основных частей: корпуса печи, вакуумной системы и электрической системы. Принципиальная схема плавильного оборудования показана на рисунке 7-3.
Рисунок 7-3 Схема оборудования для электронно-лучевого плавления
1. Система генерации электронного пучка; 2. Вакуумный клапан; 3. Вакуумная система; 4. Система фокусировки и отклонения; 5. Рабочая камера; 6. Заготовка; 7. Высоковольтный источник питания; 8. Источник питания магнитной линзы; 9. Источник питания отклоняющей катушки; 10. Система управления.
В этом разделе будут представлены основные части корпуса печи, при этом основное внимание будет уделено электронной пушке. Кроме того, здесь также представлены вакуумная камера, кристаллизатор, механизм подачи и вытягивания.
7.3.1 Электронная пушка
Электронная пушка является ключевым компонентом для генерации электронного пучка в печи электронно-лучевого переплава. Она имеет различные конструктивные формы, такие как осевая пушка, поперечная пушка и кольцевая пушка. В настоящее время более широко используется осевая пушка.
Внешняя форма осевой пушки напоминает цилиндр, а ее внутренняя структура показана на рисунке 7-4. Принципиальная схема и трехмерная имитационная модель электронной пушки показаны на рисунках 7-5 и 7-6, соответственно. Электронный пучок испускается из катода блока, ускоряется анодом, фокусируется фокусирующей катушкой и направляется на нагретый металл с очень высокой скоростью под контролем отклоняющей катушки, тем самым расплавляя металл.
Электронная пушка состоит из эмиссионного элемента, формирующего пучок катода, ускоряющего анода, коллектора ионов, системы фокусировки электронного пучка и системы отклонения электронного пучка. Эмиссионный элемент электронного пучка состоит из нагревательного катода 3 и эмиссионного катода 4.
Нагревательный катод изготовлен из вольфрамовой проволоки, намотанной в форме двойной спирали. Когда 40-50A (напряжение 5V) переменного тока проходит через вольфрамовую проволоку, она может быть нагрета примерно до 2800℃. Напряжение между нагревательным катодом и излучающим катодом составляет 1500 В постоянного тока, в котором тепловые электроны испускаются из вольфрамовой проволоки и попадают в излучающий катод под действием электрического поля.
Рисунок 7-4 Внутренняя структура осевого пистолета
Рисунок 7-5 Принцип генерации и формирования электронного пучка
1. Источник питания для нагрева нити; 2. Нить накала; 3. Источник питания отклоняющей катушки; 4. Источник питания ускоряющего напряжения; 5. Источник питания фокусирующей катушки;6. Электронный пучок; 7. Фокусирующая катушка; 8. Анод (заземление); 9. Катод.
Рисунок 7-6 Трехмерная модель пушки печи для бомбардировки электронным лучом
1. Держатель свинца; 2. Система генерации электронного пучка; 3. Тройниковый разъем; 4,5. Первая и вторая магнитные линзы; 6. Вакуумный клапан; 7. Система магнитного отклонения.
7.3.2 Кристаллизатор
Кристаллизатор электронно-лучевой печи аналогичен кристаллизатору вакуумной дуговой печи, выполнен из пурпурной меди и охлаждается водой. Дно кристаллизатора бывает двух типов: неподвижное и подвижное (используется для вытягивания слитков). Кроме того, сечение внутренней полости кристаллизатора может быть выполнено в виде круга, кольца или прямоугольника в соответствии с различными требованиями к металлопродукции.
7.3.3 Устройство для кормления
Электронно-лучевая печь - это оборудование, которое одновременно плавит и затвердевает. Когда металлический стержень непрерывно плавится, нерасплавленный стержень должен быть немедленно помещен в зону облучения электронным лучом. Механизм подачи в основном приводится в действие механической передачей. Существует два типа подающих устройств: продольные и поперечные, а также поперечный тип с двусторонней попеременной подачей.
7.3.4 Механизм вытягивания
Для кристаллизатора с подвижным дном необходимо установить тянущий механизм. Это связано с тем, что когда металл в кристаллизаторе продолжает застывать, уже затвердевший слиток металла необходимо постоянно тянуть вниз, чтобы поддерживать определенную высоту расплавленного бассейна. Тянущий механизм электронно-лучевой печи может использовать либо механическую передачу, либо гидравлическая передача.
7.4 Процесс электронно-лучевой переплавки и его металлургические характеристики
7.4.1 Процесс электронно-лучевого переплава
(1) Перед запуском печи необходимо тщательно осмотреть все ее части, чтобы избежать несчастных случаев или горячего обслуживания, вызванных скрытыми опасностями в оборудовании. С другой стороны, необходимо подготовить материалы для печи, которые будут переплавляться.
(2) Перед плавлением установите кристаллизатор и стержневой материал, затем запечатайте печь и откачайте воздух. Когда степень вакуума в печи достигнет (1~3)×10 мм рт. ст. (0,00133~0,00399 Па), начните нагревать катод и одновременно охлаждать водой.
(3) В начале работы мощность не должна быть слишком высокой. Постепенно увеличивайте мощность, когда в кристаллизаторе накопится определенное количество металлической жидкости, а бассейн металла достигнет определенной глубины и нормальной скорости плавления.
(4) В процессе переплавки особое внимание следует уделять тому, чтобы электронный луч не ударялся о стенки кристаллизатора и не повреждал их, вызывая несчастные случаи. В процессе переплавки время вытягивания следует определять в зависимости от уровня жидкости в металлическом бассейне, обращая внимание на согласование скорости вытягивания и скорости плавления металла.
7.4.2 Металлургические характеристики электронно-лучевого переплава
Метод электронно-лучевого переплава - это метод плавки, который очищает и рафинирует сталь или сплавы в условиях высокого вакуума и высокой температуры. По сравнению с другими специальными методами плавки стали и сплавов он обладает следующими характеристиками:
(1) Электронно-лучевой переплав осуществляется в условиях очень высокого вакуума (до ~0,00133 Па). Он имеет гораздо более высокую степень вакуума, чем вакуумная индукционная печь и вакуумная дуговая печь. Поэтому она гораздо полнее и тщательнее удаляет газы, неметаллические включения и некоторые вредные элементы из металлов, а скорость реакции очистки и рафинирования выше, чем в других вакуумных печах.
(2) В процессе переплава можно отдельно регулировать мощность плавления материалов печи и мощность нагрева расплавленного бассейна. Таким образом, при изменении скорости плавки можно поддерживать необходимую температуру расплавленного бассейна.
(3) Поскольку электронный луч, выпущенный на анод, имеет очень высокую энергию, бассейн расплава металла может достигать очень высокой температуры (температура поверхности бассейна расплава может достигать 1850℃). Это не только способствует реакции очистки в процессе переплавки, но и применимо для плавления металлов с высокой точкой плавления, таких как тантал, ниобий, вольфрам и молибден.
(4) Управляемость электронного пучка хорошая, поэтому положение нагрева расплавленного бассейна можно контролировать с помощью управления электронным пучком, что обеспечивает равномерное распределение температуры расплавленного бассейна. Это поможет получить металлические слитки с отличным качеством поверхности и кристаллической структурой.
(5) Электронно-лучевая печь может не только плавить стержневые материалы, но также может быть разработана для плавки блоков, стружки или порошковых металлических материалов.
7.5 Эффект электронно-лучевого переплава
Переплавленные электронным лучом материалы обладают высоким качеством и позволяют снизить содержание низкоплавких и легкоиспаряющихся элементов до очень низкого уровня. Он может быть использован для выплавки и очистки следующих металлов: производство слитков титана и никеля для холодной обработки с гладкой поверхностью и достаточной пластичностью; производство слитков вольфрама и молибдена высочайшей чистоты; по сравнению со свинцом, выплавленным в вакуумной дуговой печи, переплавленный свинец имеет более высокую чистоту, что может быть использовано для изготовления элементов управления ядерными подводными реакторами; рафинированные слитки ванадия могут быть использованы для изготовления деталей ядерного подводного реактора.
Основное преимущество электронно-лучевой плавки стали заключается в том, что она значительно снижает содержание металлических и неметаллических примесей и примесных элементов. Непрерывная плавка или рафинирование в холодной ванне специальных сталей и сверхжаропрочных сплавов позволяет значительно снизить производственные затраты.
7.5.1 Удаление газа и включений в металлах
Главная особенность электронно-лучевой плавки заключается в том, что она может поддерживать высокий вакуум, высокую температуру и жидкий металл в течение длительного времени. Поэтому она очень полезна для удаления газов, примесных элементов и их низковалентных оксидов. В ходе экспериментов с различными материалами было также доказано, что материал, полученный после электронно-лучевого переплава, обладает наивысшей чистотой, что позволяет значительно улучшить и повысить эксплуатационные характеристики металлов. Метод электронно-лучевого переплава обладает хорошей дегазирующей способностью не только для сплавов, но и для чистых металлов. Для некоторых металлов специального назначения можно добиться еще более высокой чистоты с помощью нескольких методов переплавки.
Содержание газов в металле после переплавки зависит от количества переплавок и времени каждой переплавки. Чем дольше время переплавки, тем ниже содержание кислорода и азота в металле. Однако увеличение времени переплавки означает снижение скорости плавления, что снижает производительность и увеличивает производственные затраты, поэтому этот вопрос следует рассматривать комплексно.
Метод электронно-лучевого переплава также идеально подходит для удаления неметаллических включений из металлов.
7.5.2 Улучшение свойств металла
Благодаря способности электронно-лучевого переплава значительно снижать содержание газов и включений в металлах и улучшать условия затвердевания, свойства переплавленных металлов значительно улучшаются. По имеющимся данным, после электронно-лучевого переплава содержание азота, водорода и кислорода в жаропрочных сплавах снижается на 60-70%, 40-50% и 70-80%, соответственно, и характеристики сплава значительно улучшаются. При электронно-лучевом переплаве конструкционной стали по сравнению с обычными методами плавки удлинение материала увеличилось на 35%, поперечная усадка - на 65%, а коэффициент изотропности вырос с 0,6 до 0,9.
8. Сравнение и выбор плавильных процессов
8.1 Типичный процесс выплавки сплавов с расширением
Сплав расширения относится к типу сплава, который уплотняется стеклом или керамическими материалами. В Китае существует 29 марок и различных спецификаций этого типа сплава. Основными сплавами для уплотнения со стеклом являются 4J29, 4J49, 4J52, 4J54 и 4J6, а основными сплавами для уплотнения с керамикой - 4J33 и 4J34.
Среди них 4J29 относится к сплавам с фиксированным расширением, которые имеют определенный коэффициент линейного расширения в диапазоне от -60℃ до +400℃. Он используется для совмещения и уплотнения с твердым стеклом, и широко используется в качестве уплотнительного конструкционного материала в электровакуумной промышленности. Его использование относительно велико, внутренний спрос достигает сотен тонн в год, а основным способом поставки продукции являются полосы.
4J36 - это сплав с низким коэффициентом расширения, который имеет очень низкий коэффициент расширения в диапазоне от 0℃ до +100℃ и от -60℃ до +100℃. Он используется для производства компонентов с размерами, которые приблизительно постоянны в диапазоне изменения температуры, и широко применяется в таких отраслях, как радиотехника, точные приборы, приборостроение и другие.
8.1.1 Соответствующие стандарты на деформационные сплавы
Требования к составу и соответствующие показатели для некоторых марок сплавов для расширения приведены в таблицах 8-1, 8-2, 8-3 и 8-4.
Таблица 8-1 Требования к составу расширительного сплава
Класс
Элементы оценки (не больше, чем) /%
Ссылка Элемент /%
a × 106 /℃
C
P
S
Mn
Si
Ni
Fe
Номер температура ~300 ℃
Номер температура ~400 ℃
4J42
0.05
0.02
0.02
≤0.4
≤0.3
41.5~42.5
Пособие
4.4~4.6
5.4~6.6
4J45
0.05
0.02
0.02
≤0.4
≤0.3
44.5~45.5
Пособие
6.5~7.7
6.5~7.7
4J50
0.05
0.02
0.02
≤0.4
≤0.3
49.5~50.5
Пособие
8.8~10.0
8.8~10.0
4J52
0.05
0.02
0.02
≤0.4
≤0.3
51.5~52.5
Пособие
9.8~11.0
9.8~11.0
4J54
0.05
0.02
0.02
≤0.4
≤0.3
53.5~54.5
Пособие
10.2~11.4
10.2~11.4
Таблица 8-2 Требования к составу сплава 4J36
Химический состав, %
Элементы оценки
Элементы справочника
C
P
S
Mn
Si
Ni
Fe
≤0.05
≤0.02
≤0.02
≤0.6
≤0.3
35.0~37.0
Пособие
Таблица 8-3 Зависимость между проницаемостью и температурой для сплава 4J36
Температура, ℃
-17.8
10.0
37.8
66
93
116
Проницаемость, μ H/м, ×10-3
2.25
2.15
2.04
0.68
1.81
1.70
Таблица 8-4 Механические свойства сплава 4J36 при комнатной температуре
Снабжение круглым прутком
Металлическая лента (толщина 1,0 мм)
σ b, МПа
δ,%
σ 0,2, МПа
σ b, МПа
δ,%
Величина обхвата, мм
490
25
333
519
33
9.8
8.1.2 Переработка деформационного сплава 4J36
Формы выпуска расширяющегося сплава в основном включают проволоку, полосу, трубу и круглый пруток. Наиболее распространенной формой является полоса, а основное оборудование, используемое в производстве, включает электропечи, ковочные молоты (3-5 т), слябинговые станы, печи для отжига, правильные машины, шлифовальные станки, аргонодуговая сварка, четырехвалковые (многовалковые) станы холодной прокатки, печи непрерывного отжига, оборудование для обработки поверхности и т.д.
8.2 Типичные процессы плавления магнитомягких сплавов
С момента первоначального открытия железоникелевых сплавов в XIX веке до последующих серий экспериментальных исследований в XX веке, а также использования вакуумного рафинирования свойства сплавов были значительно улучшены. С углублением исследований и потребностями практического применения в бинарные системы стали добавлять другие элементы, такие как молибден, медь и хром, что позволило создать ряд материалов, таких как знаменитый сплав супер-инвар, медно-пермалловый сплав с более высокой начальной проницаемостью и сплав хром-никель-железо с более высоким электрическим сопротивлением. Два фундаментальных параметра: константа магнитной анизотропии кристалла K и константа магнитострикции λ, определяют процесс технического намагничивания и магнитные свойства сплава.
Железо-никелевые магнитомягкие сплавы. К характеристикам этих сплавов относятся: высокая проницаемость и очень малая коэрцитивная сила в слабых (или средних) магнитных полях; хорошая обрабатываемость, возможность изготовления приборов сложной формы; хорошая стойкость к ржавчине; некоторые материалы обладают особыми магнитными свойствами после специальной обработки, например, прямоугольными петлями гистерезиса, очень низким остаточным магнетизмом или постоянной проницаемостью в значительном диапазоне магнитных полей.
8.2.1 Химический состав соответствующих сплавов
В таблице 8-5 приведены требования к химическому составу некоторых типичных магнитомягких сплавов.
Таблица 8-5 Химический состав (%) магнитомягких сплавов
C
Mn
Si
P
S
Ni
Мо
Cu
Fe
1J77
≤0.03
0.30 ~ 0.60
0.15~0.30
≤0.02
≤0.02
76.00 ~ 78.00
4.80 ~ 5.20
3.80 ~ 4.20
Пособие
1J85
≤0.03
0.30 ~ 0.60
0.15~0.30
≤0.02
≤0.02
79.00 ~ 81.00
4.80 ~ 5.20
≤0.20
Пособие
1J86
≤0.03
≤1.00
≤0.30
≤0.02
≤0.02
80.50 ~ 81.50
5.80 ~ 6.20
≤0.20
Пособие
8.2.2 Эксплуатационные характеристики магнитомягкого сплава 1J86
Сплав 1J86 в основном содержит 81% никеля и 6% молибдена. Этот сплав имеет более высокий μi и более низкий Hc по сравнению с 1J77 и 1J85, а его значение μm близко к ним. Поскольку сплав содержит молибден 6%, его удельное сопротивление выше, что улучшает магнитные характеристики на высоких частотах. Для получения более высоких статических магнитных свойств в сплав не добавляют кремний и марганец, так как их влияние на магнитные свойства менее значительно, чем влияние никеля и молибдена. Добавление в сплав марганца 1% и небольшого количества кремния призвано улучшить температурную стабильность и способность сплава к горячей обработке.
8.3 Процесс выплавки высокотемпературных сплавов
8.3.1 Химический состав соответствующих сплавов
В таблице 8-6 приведен необходимый химический состав некоторых типичных высокотемпературных сплавов.
Класс
Химический состав, %
Cr
Co
W
Мо
Эл
Ti
Ni
B
другие
GH11 40
20.0 -23.0
1.40 -1.80
2.00 ~2.50
0.20 -0.60
0.70 -1.20
35.0 -40.0
Оставшиеся Fe
GH30 44
23.5 -26.5
13.0 -16.0
<0.50
0.30 ~0.70
база
Fe<4.0
GH41 69
17.0 ~21.0
2.8 -3.3
0.2 -0.6
0.65 ~1.15
50.0 ~55.0
Оставшиеся Fe
K417
5.5 ~6.5
11.0 ~13.0
9.5 ~10.7
1.7 ~2.3
5.2 ~5.7
1.0 ~1.5
база
0.05 ~0.10
0.07 Zr
FGH95
14
8
3.5
3.5
3.5
2.5
база
0.01
3,5Nb
MGH6 000
15
4
2
4.5
2.5
база
0.1
1.1Y203
8.3.2 Процесс выплавки высокотемпературных сплавов
Для того чтобы высокотемпературные сплавы обладали требуемыми свойствами высокотемпературной стойкости и коррозионной стойкости, сплав должен иметь определенный химический состав, чистоту и соответствующую микроструктуру, а состав и чистота сплава зависят от технологии выплавки. Поэтому процесс выплавки является ключевым звеном в процессе производства высокотемпературных сплавов.
Благодаря высокой степени легирования высокотемпературные сплавы содержат большое количество тяжелых элементов, таких как вольфрам, молибден, ниобий, хром, а также легко окисляемых элементов, таких как алюминий, титан и бор. Эти характеристики определяют, что высокотемпературные сплавы предъявляют жесткие требования к процессам плавки и, как правило, используют вакуумную плавку. В настоящее время большинство сплавов выплавляют в вакуумных индукционных печах или атмосферных индукционных печах, а затем подвергают вакуумной расходной печи или электрошлаковому переплаву для повышения чистоты и получения хорошей микроструктуры и свойств.
Отечественное и зарубежное оборудование для выплавки высокотемпературных сплавов включает дуговые, индукционные, вакуумные индукционные, вакуумные дуговые и электрошлаковые печи. Кроме того, существуют электронно-лучевые и плазменные печи.
Многолетняя производственная практика Китая, непрерывные поиски и разработки привели к появлению различных комбинаций методов выплавки, начиная с первоначальной выплавки в дуговой печи и заканчивая нынешним процессом выплавки, как показано в таблице 8-7.
Таблица 8-7 Технологический маршрут для плавления типичных высокотемпературных сплавов на основе никеля и железа
Маршруты процесса плавления:
Марка сплава
Выплавка в дуговой печи
GH3030,GH1035,GH3039,GH1140
Выплавка в невакуумных индукционных печах
GH3030,GH3044
Вакуумная индукционная плавка
K4169,GH3044
Выплавка в дуговой печи + электрошлаковый переплав
GH3030,GH35A, GH1015,GH2035,GH3333
Выплавка в дуговой печи + вакуумно-дуговой переплав
или вакуумная индукционная печь + вакуумно-дуговой переплав + электрошлаковый переплав.
HGH4169,GH4169,HGH4033,HGH4145,HGH435
8.3.3 Выбор маршрутов металлургических процессов
Для специальной плавки существует множество распространенных вариантов технологических схем. Можно использовать один метод плавки для непосредственной плавки, а можно применить двойной или тройной процесс. Соответствующая технологическая схема должна быть выбрана в зависимости от сорта и качества плавки. Необходимо всесторонне рассмотреть преимущества и недостатки различных методов плавки с точки зрения энергопотребления, инвестиций в оборудование, технико-экономических показателей и качества плавки.
Таблица 8-8 Общие технологические потоки специальной плавки
Технологический процесс выплавки
Обычные обработанные сорта:
AIM
Расширительные сплавы, биметаллические полосы, специальные стали, высоколегированные стали, коррозионно-стойкие сплавы и т.д.
VIM
Мягкие магнитные сплавы, твердые магнитные сплавы, эластичные сплавы, сплавы для расширения, высокотемпературные сплавы, специальные стали с ультранизким содержанием углерода, коррозионно-стойкие сплавы и т.д.
PAM
Специальная сталь, легированная сталь, тугоплавкие металлы, коррозионно-стойкие сплавы и т.д.
AIM+ESR
Сопротивляющиеся сплавы, высокотемпературные сплавы, жаропрочная и кислотостойкая сталь и т.д.
VIM+ESR
Специальная сталь с ультранизким содержанием углерода, подшипниковая сталь, высокотемпературные сплавы и т.д.
VIM+VAR
Сопротивление сплавов, термопарные материалы, магнитомягкие сплавы, титан и титановые сплавы, высокотемпературные сплавы, тугоплавкие металлы и их сплавы.
VIM+EBR
Тугоплавкие металлы и их сплавы, ванадиевые сплавы, титановые сплавы.
AIM+VAR
Деформационные сплавы, литейные сплавы и т.д.
VIM+EBR+VAR
Высококачественные высокотемпературные сплавы.
VIM+VAR+EBR
Высококачественные высокотемпературные сплавы.
EAF+(AOD)+LF+ESR
Специальная сталь.
Не забывайте, что делиться - значит заботиться! : )
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
1. Что такое сварочное напряжение Под сварочным напряжением понимается напряжение, возникающее в процессе сварки в сварных деталях. Это напряжение возникает в результате термического процесса сварки и [...].
Под передовыми материалами понимаются недавно исследованные или находящиеся в стадии разработки материалы, обладающие исключительными характеристиками и особыми функциональными свойствами. Эти материалы имеют огромное значение для развития науки и техники, [...]...
Формирование выпуклости подходит для различных типов заготовок, таких как чашки глубокой вытяжки, разрезанные трубы и прокатные конические сварные изделия. Классификация по средствам формования выпуклости Методы формования выпуклости можно разделить [...].
Структура плашки для нарезания резьбы Общая формула Для резьбы небольшого размера в плашках для нарезания резьбы обычно используется пробивной пуансон, а для резьбы большего размера (M5 и выше) - пуансон с [...]...
Степень деформации при отбортовке или операциях отбортовки принято обозначать коэффициентом отбортовки, который рассчитывается по следующей формуле: K=D0d В формуле: Чем выше [...].
Что такое калибр листового металла? Калибр, широко известный как американский термин, - это единица измерения диаметра, которая возникла в Северной Америке и является частью Брауновского [...]...
Выбор и настройка воздушного компрессора для станка лазерной резки - сложный процесс, требующий учета множества факторов, включая давление, расход и качество воздуха. Вот [...].
Что такое отжиг? Отжиг - это процесс термической обработки металла, который улучшает свойства материала путем медленного нагрева металла до определенной температуры, поддержания ее в течение [...]...
Осмотр и техническое обслуживание вырубного пресса являются жизненно важными мерами для обеспечения его нормальной работы и продления срока службы. Вот некоторые ключевые аспекты проверки пресса [...].
Существуют различные типы трещин: трещины в сырье, трещины, вызванные термообработкой, и трещины при ковке, которые могут сбить с толку. Их идентификация является важным курсом [...].
Первым шагом в процессе изготовления листового металла является разворачивание геометрических форм и цельного тела. Точность и правильность разворачивания образца напрямую влияет на [...]...
Метод расчета веса физического блока серебра основан на его объеме, а конкретная формула выглядит следующим образом: Вес серебра (кг) = Длина (см) × [...].