Под обработкой поверхности понимается использование физических или химических методов для изменения состояния поверхности заготовки, путем удаления или добавления определенных материалов для достижения требуемых свойств поверхности, таких как обезжиривание, предотвращение ржавчины, декорирование, устойчивость к окислению и т.д.
Раздел 1: Черчение
1. Определение:
Рисование - это процесс шлифовки с использованием абразивных лент для удаления дефектов на поверхности металла и создания декоративной поверхности с определенной шероховатостью и однородной текстурой.
2. Принцип работы:
См. схему ниже:
Из приведенной выше диаграммы видно, что когда рабочий стол приводит заготовку в движение (со скоростью V1), наждачная бумага также вращается с определенной скоростью (V2), но скорости V1 и V2 не равны, и существует определенная разница в скорости. Зазор между наждачной бумагой и рабочим столом был отрегулирован заранее.
Когда заготовка проходит между рабочим столом и наждачной бумагой, наждачная бумага и заготовка совершают относительное движение, и заготовка вытягивается с текстурой вдоль направления движения.
3. Параметры диапазона обработки:
Максимальная эффективная ширина вытяжки (по вертикали, перпендикулярной направлению вытяжки) составляет 850 мм.
Минимальный внешний размер в направлении рисования должен быть больше 235 мм. Если длины недостаточно, необходимо использовать приспособление для нанесения рисунка.
Спецификация использования приспособления заключается в сварке двух слоев пластин вместе, нижний слой представляет собой плоскую пластину толщиной 2,0 мм, а верхний слой - приспособление с материальной втулкой, но толщина пластины немного меньше толщины требуемого материала для вытяжки.
Минимальная толщина материала, применяемого для волочильной машины, составляет 0,5 мм.
4. Характеристики обработки:
Наждачная бумага имеет различные типы и спецификации, а ее основным параметром является количество абразивных зерен, содержащихся на квадратный дюйм, например, наждачная бумага 180#, 220#.
Чем больше значение, тем больше абразивных зерен на единицу площади, и тем мельче и мельче получается текстура.
И наоборот, чем мельче тип наждачной бумаги, тем крупнее абразивные зерна и тем глубже получается текстура.
Поэтому тип наждачной бумаги должен быть указан на чертеже. Если нет специальных спецификаций или требований, обычно выбирается наждачная бумага 220#.
Чертеж имеет направленность: на инженерном чертеже должно быть указано, является ли он прямым или горизонтальным (обозначается двойными стрелками).
Поверхность заготовки для рисования не должна иметь выступов, иначе выступ будет сплющен.
Выступы допускаются на поверхностях, не предназначенных для черчения, но при условии, что их можно избежать во время черчения или использовать приспособление для накладки на заготовку.
Поскольку волочение - это также процесс шлифования, который удаляет материал с поверхности заготовки, процесс волочения обычно должен быть приоритетнее других видов обработки поверхности, а гальванические покрытия, оксидирование, покраска и другие виды обработки могут быть выполнены после волочения.
Раздел 2: Дробеструйная и пескоструйная обработка
1. Дробеструйная обработка:
Дробеструйная обработка - это процесс использования небольших и твердых шариков, например, металлических, для распыления металлическая поверхностьУкрепляет поверхность за счет сжатия, делая ее более твердой или декоративной.
2. Пескоструйная обработка:
Пескоструйная обработка использует сжатый воздух или высокоскоростную вращающуюся крыльчатку для ускорения абразива и нанесения его на поверхность подложки для удаления масла, ржавчины и остатков материалов, делая поверхность подложки чистой и шероховатой.
Он также может создавать внутреннее напряжение на поверхности, что благоприятно для улучшения усталостная прочность.
2.1 Типы и основные компоненты абразивных частиц:
Категория
Закаленный стальной песок
Чистый глинозем
Карборунд
Стандартный песок
Основные компоненты
Fe
Эл2O3
Железный кварц
кварц
Примечание: Нанесите антиприлипающее покрытие на нераспыляемые участки, чтобы облегчить удаление покрытия после завершения распыления.
2.2 Меры предосторожности при пескоструйной обработке:
Поверхность перед пескоструйной обработкой должна быть чистой, без масла и сухой, чтобы предотвратить загрязнение частицами песка.
Пескоструйная обработка может привести к деформации заготовки под воздействием газа высокого давления, поэтому необходимо иметь прочное приспособление для ее поддержки.
Сильный поток воздуха должен направлять частицы песка на обрабатываемую поверхность, а компоненты оборудования могут оказывать определенное влияние на эффект пескоструйной обработки.
Под воздействием внешних сил, таких как изгиб и формовка, частицы песка на пескоструйной заготовке могут оторваться или оставить явные следы от давления.
Существует множество типов и спецификаций абразивных частиц для пескоструйной обработки. Выбор должен основываться на требованиях заказчика, а также на размере, форме и твердости деталей.
Раздел 3: Металлическое покрытие и химическая обработка
Содержание данного раздела относится к GB/T13911-92.
Поэтому в методах представления информации могут быть некоторые различия по сравнению с экспортным сегментом, но суть содержания должна быть единой. В этом разделе много профессионального контента.
Цель автора - дать читателям более полное представление о металлическом покрытии и химической обработке.
При столкновении с подобными проблемами в дальнейшей работе можно получить хотя бы базовое представление о принципах и методах их решения.
1. Методы нанесения покрытия
Химическое осаждение из паровой фазы (CVD)
Процесс нанесения слоя путем вызывания на подложку химической реакции, вызванной термическим воздействием, или парофазного восстановления.
Физическое осаждение из паровой фазы (PVD)
Процесс нанесения слоя покрытия путем испарения и последующей конденсации одного вещества или соединения в высоком вакууме.
Химическая пассивация
Процесс обработки металлических деталей раствором, содержащим окислитель, для образования на поверхности тонкой пассивной защитной пленки.
Процесс электролиза металлических деталей в качестве анода в определенном электролите для образования на поверхности функциональной оксидной пленки (например, защитной, декоративной или другой).
Автокалильное покрытие (химическое покрытие)
Процесс каталитического восстановления ионов металла в гальваническом растворе для формирования металлического покрытия на поверхности активированной подложки.
Лазерное гальваническое покрытие
Процесс нанесения гальванического покрытия под действием лазера.
Флэш-плакирование (флэш-пластина)
Процесс создания слоя покрытия за очень короткое время с помощью электрического тока.
Гальваническое покрытие
Процесс формирования равномерного, плотного и хорошо связанного слоя металла или сплава на поверхности детали с помощью электролиза.
Механическое покрытие
Процесс покрытия металлической поверхности мелкодисперсным металлическим порошком в присутствии соответствующих химических реагентов путем воздействия на поверхность твердыми мелкими шарами.
Погружное покрытие
Процесс осаждения металлического осадка путем реакции замещения, при которой один металл вытесняет другой металл из раствора. Например: Fe+Cu2+→Cu+Fe2+.
Электроформование
Процесс электролитического осаждения металла на форму для изготовления или воспроизведения металлических изделий (при этом форма и металл могут быть разделены).
Гальваническое покрытие наложенным током
Процесс нанесения гальванических покрытий путем наложения импульсного или переменного тока на постоянный ток.
Яркое покрытие
Процесс непосредственного получения гальванического слоя с блестящим внешним видом из гальванического резервуара при соответствующих условиях.
Покрытие сплавом
Процесс совместного осаждения двух или более металлов (включая неметаллические элементы) под действием электрического тока.
Многослойное покрытие
Процесс последовательного нанесения нескольких слоев металла с различными свойствами или материалами на одну и ту же подложку.
Покрытие для страйков
Метод электроосаждения тонкого металлического слоя с высокой плотностью тока и коротким временем в специальном растворе для улучшения силы сцепления между последующим осажденным слоем покрытия и подложкой.
Электроосаждение металлов
Процесс восстановления ионов металла в растворе на электроде с образованием металлической фазы путем электролиза. Сюда относятся гальваника, гальванопластика, электролитическое рафинирование и т. д.
Покрытие щеткой
Метод селективного нанесения гальванического покрытия путем перемещения электрода или щетки, соединенных с анодом и способных обеспечить необходимый электролит для нанесения гальванического покрытия, на заготовку, выступающую в качестве катода.
Периодическое обратное покрытие
Процесс нанесения гальванического покрытия с периодически меняющимся направлением тока.
Конверсионное покрытие
Поверхностный слой пленки, содержащий соединение металла, образованный в результате химической или электрохимической обработки металла, например, хроматная пленка на цинке или кадмии или оксидная пленка на стали.
Нанесение покрытия на стойки
Процесс нанесения гальванического покрытия с использованием стойки для подвешивания деталей.
Композитное покрытие (дисперсное покрытие)
Процесс получения композитного слоя покрытия путем одновременного осаждения ионов металла и нерастворимых неметаллических или других металлических частиц, равномерно взвешенных в растворе, электрохимическими или химическими методами.
Импульсное покрытие
Процесс нанесения гальванического покрытия с использованием импульсного источника питания вместо источника питания постоянного тока.
Обесцвечивание (химический оксид)
Процесс нагревания стальных деталей на воздухе или погружения их в окислительный раствор для образования на поверхности обычно синей (черной) оксидной пленки.
Высокоскоростное электроосаждение
Процесс нанесения гальванических покрытий при чрезвычайно высокой плотности катодного тока с использованием специальных мер для получения высокой скорости осаждения.
Покрытие ствола
Процесс нанесения гальванического покрытия на детали во вращающемся контейнере
Нанесение покрытия на пластик
Процесс электроосаждения металлического покрытия на пластиковые детали.
Фосфатирование
Процесс образования труднорастворимой фосфатной защитной пленки на поверхности стальных деталей.
Среди различных методов, перечисленных выше, наиболее часто используются химическая пассивация, химическое окисление, анодирование, гальваническое покрытие и фосфатирование.
2. Предгальваническая и постгальваническая обработка
О: Определение
Предварительная гальваническая обработка: Необходимая предварительная обработка для удаления масла, оксида, внутреннее напряжениеи других загрязнений, чтобы обнажить истинную поверхность материала и достичь специальных целей.
Постгальваническая обработка: Метод последующей обработки гальванического покрытия, используемый для повышения защитных свойств, декорирования и других специальных целей покрытых деталей (например, пассивирование, горячее цинкование, герметизация и дегидрирование).
B: Методы
Химическая полировка: процесс обработки металлических деталей в определенном растворе для получения гладкой и блестящей поверхности. Его также называют химической шлифовкой. Специальные неорганические кислоты используются для образования нерастворимых солей на поверхности, которые затем превращаются в растворимые соли при добавлении определенных органических соединений. Более толстые части формируются в вогнутых областях, чтобы препятствовать растворению, в то время как выступающие части преимущественно растворяются, образуя гладкую поверхность.
Щелочное обезжиривание: Процесс удаления масляных загрязнений с поверхности деталей в щелочном растворе путем омыления и эмульгирования.
Электрополировка: процесс анодирования металлических деталей в соответствующем растворе для придания поверхности гладкости и блеска. Детали подключаются к аноду, а катод изготавливается из соответствующего металла. При соответствующих электролитических условиях выступающие части на поверхности деталей быстро растворяются, делая поверхность гладкой.
Электролитическое обезжиривание: Процесс удаления масляных загрязнений с поверхности металлических деталей в щелочном растворе путем электролиза, при этом детали выступают в качестве анода или катода.
Электролитическое травление: Процесс удаления оксида и ржавчины с поверхности металлических деталей в растворе электролита путем электролиза, при этом детали выступают в качестве анода или катода.
Окунание: процесс, при котором металлический элемент ненадолго погружается в раствор для создания яркой, блестящей поверхности.
Механическая полировка: процесс обработки, в котором используется высокоскоростной вращающийся полировальный круг, покрытый полирующим составом, для улучшения гладкости и яркости поверхности металлической детали.
Обезжиривание с помощью растворителя: процесс, в котором используются органические растворители для удаления масла и жира с поверхности металлических деталей.
Яркое травление: химический или электрохимический процесс, используемый для удаления оксида или других соединений с поверхности металлического компонента, чтобы сделать его ярким и блестящим.
Шероховатость: процесс предварительной обработки непроводящего материала, в котором используются механические или химические методы для создания микроскопических шероховатостей на поверхности детали для улучшения прочности сцепления между деталью и слоем покрытия.
Сенсибилизация: процесс, при котором непроводящий компонент, имеющий шероховатую поверхность, погружается в сенсибилизирующий раствор для адсорбции на поверхности слоя восстанавливающего вещества, которое может быть использовано для восстановления ионов благородных металлов на поверхности компонента во время последующей активационной обработки для формирования "активационного слоя" или "каталитической пленки", что ускоряет процесс химической реакции нанесения покрытия.
Амальгамация: процесс, при котором металлическая деталь из меди или медного сплава погружается в раствор соли ртути для образования амальгамы на поверхности.
Чистка: процесс, при котором вращающийся металлический или неметаллический круг (или щетка) используется для обработки поверхности детали с целью удаления остаточных отложений и придания поверхности блеска.
Эмульсионное обезжиривание: процесс, в котором используется жидкость, содержащая органические растворители, воду и эмульгаторы, для удаления масла и жира с поверхности деталей.
Удаление водорода (деэмбрилляция): процесс, при котором металлический компонент нагревается до определенной температуры или обрабатывается другими методами для удаления водорода, поглощенного металлом.
Отжиг: процесс термической обработки, при котором покрытый компонент нагревается до определенной температуры и выдерживается в течение определенного времени, после чего медленно охлаждается.
Отжиг позволяет удалить поглощенный водород в слое покрытия, уменьшить внутреннее напряжение в слое и тем самым снизить его хрупкость. Он также может изменить кристаллическое состояние зерна или фазовую структуру слоя, чтобы улучшить его механические свойства или придать ему определенные электрические, магнитные или другие свойства.
Противоточное ополаскивание: многоступенчатый процесс ополаскивания, при котором направление движения компонентов противоположно направлению потока воды.
Уплотнение: процесс после нанесения покрытия, в ходе которого анодированный алюминиевый компонент погружается в водный или другой раствор для уменьшения пористости оксидной пленки, образовавшейся в результате анодирования.
Красящая способность: способность красителя прилипать к анодированному покрытию или плакированной поверхности.
Обдирка: Процесс удаления покрытия или гальванической обработки с поверхности детали.
Термическая диффузия: Процесс нагрева детали с покрытием для обеспечения диффузии металла подложки и осажденного металла (одного или нескольких) с образованием слоя сплава.
Горячее плавление: Процесс нагрева плакированной детали при температуре немного выше температуры плавления материала покрытия, например олова или оловянно-свинцового сплава, для улучшения ее внешнего вида и химической стабильности путем плавления и рекристаллизации поверхности.
Окрашивание: Процесс адсорбции органических или неорганических красителей на пористом анодированном покрытии для получения различных цветов.
Обесцвечивание: Процесс удаления цвета из ранее окрашенного оксидного слоя с помощью обесцвечивающего агента.
Дробеструйная обработка: Процесс использования небольших твердых сфер, таких как металлическая дробь, для воздействия на поверхность металлической детали, что позволяет упрочнить ее или придать декоративный эффект.
Пескоструйная обработка: Процесс использования потока частиц песка для удаления грязи, ржавчины или придания шероховатости поверхности детали.
Ополаскивание спреем: Метод очистки, при котором для промывки деталей используется струя мелкодисперсной жидкости, что повышает эффективность очистки и экономит воду.
Ультразвуковая очистка: Метод более эффективного удаления поверхностных загрязнений с деталей с помощью ультразвуковых волн для перемешивания чистящего раствора.
Кислотное погружение: Процесс погружения металлической детали в специальный раствор для удаления тонкого слоя оксида и активации поверхности перед нанесением гальванического покрытия.
Маринование: Процесс погружения металлической детали в раствор повышенной концентрации и температуры для удаления оксида и ржавчины.
Сатинирование: Процесс создания на детали поверхности с диффузным отражением, придающий ей незеркальный блеск.
Полировка в бочке: процесс галтовки детали в контейнере с абразивом и полировочной жидкостью для получения полированной поверхности.
Шлифование: Процесс использования шлифовального круга с абразивом для улучшения гладкости поверхности металлической детали.
3. Метод представления металлических покрытий и химической обработки
Ниже приведен метод представления металлических покрытий и химической обработки, указанный в GB/T 13911-92. Он применим для представления гальванического покрытия, химического покрытия, химической обработки и электрохимической обработки металлических и неметаллических компонентов.
При наличии требований по нанесению металлических покрытий и химической обработке, не указанных в настоящем стандарте, допускается приводить пояснения в соответствующих технических документах.
(1) Символы для нанесения металлических покрытий представлены в следующем порядке:
Материал подложки / метод нанесения покрытия - название слоя покрытия - толщина слоя покрытия - характеристики слоя покрытия - постобработка
Если материал подложки прямо указан в образце или соответствующей технической документации, его можно не указывать.
Если слой покрытия формируется несколькими методами покрытия, если метод покрытия определенного слоя покрытия отличается от "метода покрытия", указанного в крайнем левом углу, перед названием слоя покрытия следует поставить символ метода покрытия и разделитель "-".
Если нет особых требований к характеристикам слоя покрытия, толщине слоя покрытия или последующей обработке, их можно не указывать.
Примеры:
Fe/Ep - Cu10Ni15bCr0.3mc
(Сталь, гальваническое покрытие медью толщиной 10 мкм или более, блестящим никелем толщиной 15 мкм или более, микротрещинами хрома толщиной 0,3 мкм или более)
Fe/Ep - Zn7 - c2C
(Сталь, гальваническое покрытие цинком толщиной 7 мкм или более, обработанная радужным хроматом марки 2C)
Cu/Ep - Ni5bCr0.3r
(Медь, гальванически покрытая блестящим никелем толщиной 5 мкм или более, обычным хромом толщиной 0,3 мкм или более)
Fe/Ep - Cu20Ap - Ni10Cr0.3cf
(Сталь, гальваническое покрытие медью толщиной 20 мкм или более, химическое покрытие никелем толщиной 10 мкм или более, гальваническое покрытие никелем без трещин толщиной 0,3 мкм или более)
PL/Ep - Cu10bNi15bCr0.3
(Пластик, гальванически покрытый блестящей медью толщиной 10 мкм или более, блестящим никелем толщиной 15 мкм или более, обычным хромом толщиной 0,3 мкм или более. Символ "r" для обычного хрома опущен)
(2) Символы для химической обработки и электрохимической обработки представлены в следующем порядке:
Материал субстрата / метод обработки - название обработки - характеристики обработки - после обработки (цвет)
Если материал подложки прямо указан в образце или соответствующей технической документации, его можно не указывать.
Если для химической обработки или электрохимической обработки нет специальных требований к характеристикам обработки, последующей обработке или цвету, их можно не указывать.
Примеры:
Al/Et - A - Cl(BK)
(Алюминий, электрохимическая обработка, анодирование, черный цвет, нет конкретных требований к методу анодирования)
Металлические материалы представлены символами химических элементов; сплавы представлены символами химических элементов их основных компонентов; неметаллические материалы представлены международно признанными буквами-аббревиатурами.
Условные обозначения для часто используемых материалов подложки приведены в таблице ниже.
Содержание сплава - это верхний предел массовой доли, представленный арабскими цифрами, написанными после символа соответствующего химического элемента в круглых скобках.
Компонент с более высоким содержанием ставится первым. Бинарные сплавы обозначают содержание одного компонента, тернарные - двух и так далее.
Допускается не маркировать содержание компонента сплава, если это не нужно или неудобно.
Пример 1: Cu/Ep ‧ Sn(60)-Pb15 ‧ Fm
(Медный материал, гальваническое покрытие сплавом Sn-Pb с содержанием олова более 60% и толщиной 15 мкм или более, горячий расплав)
Пример 2: Al/Ep ‧ Ni(80)-Co(20)-P3
(Алюминиевый материал, гальваническое покрытие из сплава Ni-Co-P с содержанием никеля более 80%, кобальта 20% и толщиной 3 мкм или более)
3. Если необходимо указать чистоту определенного металлического слоя покрытия, массовый процент может быть указан в скобках после символа элемента этого металла с точностью до одного десятичного знака.
Пример: Ti/Ep ‧ Au(99.9)3
(Титановый материал, гальваническое покрытие золотом с чистотой более 99,9% и толщиной 3 мкм или более)
4. При выполнении многослойного покрытия название, толщина и характеристики каждого слоя должны быть обозначены слева направо в соответствии с порядком нанесения покрытия, а между обозначениями каждого слоя должен быть промежуток шириной в одну букву. Также можно указывать только название и общую толщину последнего слоя покрытия и добавлять скобки за пределами названия слоя покрытия, чтобы отличить его от одного слоя покрытия, но это должно быть оговорено или объяснено в соответствующих технических документах.
Пример 1: См. B.1.3 Пример 1, Пример 2, Пример 3, Пример 4, Пример 5
Пример 2: Fe/Ep ‧ (Cr)25b
(Материал стальгальваническое покрытие хромом на поверхности, комбинированный слой покрытия, характеризующийся яркостью, общей толщиной 25 мкм или более, и промежуточный слой покрытия, выполненный согласно соответствующим нормам)
Символ представления толщины слоя покрытия:
Толщина слоя покрытия обозначается арабскими цифрами с единицей измерения мкм.
Номер толщины указывается после названия слоя покрытия, а значение является нижней границей диапазона толщины слоя покрытия.
При необходимости можно отметить диапазон толщины покрытия.
Пример: Cu/Ep ‧ Ni5Au1~3
(Медный материал, гальваническое покрытие Ni толщиной 5 мкм или более и Au толщиной 1-3 мкм)
Символы для обозначения названий химической и электрохимической обработки приведены в таблице ниже.
Имя процесса
Английский язык
Символ
пассивация
пассивирование
P
окисление
окисление
O
Электролитическое окрашивание
электролитическое окрашивание
Ec
Фосфатная обработка
Обработка фосфатом марганца
очистка марганцево-фосфатного сырья
MnPh
Обработка фосфатом цинка
фосфатирование цинка
ZnPh
Обработка фосфатом марганца-цинка
обработка цинкфосфатом марганца
MnZnPh
Обработка солью кальция фосфата цинка
инкальциумфосфатолечение
ZnCaPh
Анодирование
Сернокислотное анодирование
серная кислотаанодирование
A(S)
Анодирование хромовой кислотой
хромикациданодирование
A(Cr)
Анодирование фосфорной кислотой
фосфорная кислотаанодирование
A(P)
Анодирование с использованием щавелевой кислоты
анодирование щавелевой кислотой
A(O)
Примечание: Если нет особых требований к фосфатному анодированию, допускается только маркировка Ph (символ фосфатной обработки) или A (символ анодирования).
Характеристики слоя покрытия и условные обозначения характеристик обработки приведены в таблице ниже.
Английский язык
Символы
яркий
b
полуяркий
матовый
m
атлас
ул.
двойной слой
d
–
d
обычный
r
Микропористый
mp
Микротрещина
мк
Без трещин
см
пористый
p
шаблоны
pt
чернение
bk
Опалесценция
0
уплотнение
se
состав
cp
твердость
hd
фарфор
ПК
проведение
cd
изоляция
i
Примечание:
(1) Если нет специальных требований, допускается не наносить маркировку, например, обычную хромирование.
(2) Относится к покрытию, полученному методом диффузионного нанесения, например, никелевое уплотнение.
Условные обозначения наименований после обработки приведены в таблице ниже.
Английский язык
Символ
пассивация
P
фосфатирование (обработка фосфатами)
Ph
окисление
O
эмульгирование
E
раскраска
Cl
внезапное плавление
Fm
диффузия
Di
живопись
Pt
уплотнение
S
против потускнения
На сайте
хроматная герметизация
Cs
Условные обозначения для хроматной обработки после гальванического покрытия цинком и гальванического покрытия кадмием приведены в таблице ниже.
Английский язык
Символ
Классификация
Типы
обработка ярким хроматом
c
1
–
обработка хроматом
–
хроматирование радужной оболочки
2
–
обработка темным хроматом
–
Символы цветового представления:
1. Условные обозначения широко используемых цветов после электрохимического анодирования легких металлов и их сплавов приведены в таблице ниже.
2. При подборе цвета после электрохимического анодирования легких металлов и их сплавов, коды цветов должны быть перечислены в порядке подбора цветов, а "+" должен быть вставлен между ними для обозначения последовательности.
3. Требования к цвету и сочетанию цветов после электрохимического анодирования легких металлов и их сплавов должны основываться на обработанных образцах.
Цвет
Черный
Коричневый
Красный
Оранжевый
Желтый
Зеленый
Голубой светло-голубой
Фиолетовый Пурпурный Красный
(Сине-серый)
Белый
Розовый
Золотисто-желтый
голубой
серебристо-белый
Буквенный код
BK
BN
RD
OG
YE
GN
BU
VT
GY
WH
PK
GD
TQ
SR
Буквенные коды цветов отмечены в круглых скобках () после символа "окраска" после лечения.
Пример: Al/Et‧A(s)‧Cl(BK+RD+GD)
(Алюминиевый материал, электрохимическая обработка, сернокислотное анодирование, последовательность подбора цвета: черный, красный и золотисто-желтый).
Символы названий операций независимой обработки приведены в таблице ниже.
4. Гальванические и химические процессы нанесения покрытий
1. Гальваническое покрытие:
Гальваническое покрытие - это обработка поверхности Метод, в котором металлсодержащий солевой раствор используется для осаждения катионов желаемого металла на поверхность металла подложки, которая служит катодом, путем электролиза с образованием гальванического слоя.
1.1 Предварительная обработка перед нанесением покрытия:
Цель - получить чистую и свежую поверхность металла, что необходимо для получения в итоге качественного гальванического слоя. К основным задачам относятся обезжиривание, удаление ржавчины, пыли и т. д. Этапы работы следующие:
Шаг 1: Достичь определенного шероховатость поверхности требования, которые могут быть достигнуты с помощью полировки поверхности и других процессов.
Шаг 2: Обезжиривание и удаление масла, которое может быть достигнуто с помощью растворителя, химических и электрохимических методов.
Шаг 3: удаление ржавчины, которое может быть выполнено механическими, травящими и электрохимическими методами.
Шаг 4: Активационная обработка, которая обычно включает в себя травление в слабой кислоте в течение определенного периода времени, чтобы активировать поверхность перед нанесением покрытия.
1.2 Последующая обработка после нанесения покрытия:
Пассивирующая обработка:
Это метод обработки поверхности, который предполагает химическую обработку в определенном растворе для образования тонкой, прочной и высокоустойчивой пленки на поверхности гальванического слоя.
Пассивация позволяет значительно повысить коррозионную стойкость слоя покрытия, а также увеличить блеск поверхности и антизагрязняющую способность.
Пассивирование можно проводить после нанесения покрытия из Zn, Cu, Ag и других металлов.
Дегидрогенизационная обработка:
Для таких металлов, как цинк, в процессе электроосаждения, помимо осаждения самого цинка, часть водорода также будет осаждаться и диффундировать в слой покрытия, вызывая водородное охрупчивание в покрытой части.
Чтобы устранить водородное охрупчивание, после нанесения гальванического покрытия деталь подвергается термической обработке при определенной температуре в течение нескольких часов, которая называется дегидрогенизацией.
1.3 Металлы с гальваническим покрытием:
Цинковое покрытие:
Цинковое покрытие в основном используется для антикоррозионной обработки черных металлов, таких как сталь и железо. В процессе гальванического покрытия цинком могут использоваться как кислые, так и щелочные растворы, а в качестве анода выступает чистый цинк.
Кислотный раствор дешев, имеет высокую эффективность тока и высокую скорость нанесения покрытия, но его недостатком является плохая равномерность покрытия.
Щелочной раствор для гальваники стоит дороже, но он обеспечивает хорошую равномерность гальванического покрытия.
Медное покрытие:
Медное покрытие используется в качестве нижнего слоя в системе защитно-декоративного покрытия, а также может быть использовано для улучшения прочности связи между основой и слоем покрытия.
Кроме того, медное покрытие может использоваться для науглероживания стальных деталей.
Никелевое покрытие:
Никелирование может использоваться как поверхностное покрытие или как нижний или промежуточный слой в многослойном гальваническом покрытии.
Хромированное покрытие:
Хромовое покрытие обладает красивым блеском, высокой коррозионной стойкостью, высокой твердостью и низким коэффициентом трения, поэтому его можно использовать для украшения, повышения износостойкости и коррозионной стойкости.
В зависимости от требований, его можно разделить на защитно-декоративное хромирование и твердое хромирование.
2. Электрощеточное покрытие:
Предварительная обработка перед нанесением покрытия:
A. Ремонт поверхности. B. Очистка поверхности. C. Электроочистка. D. Активационная обработка.
Покрытие деталей кистью:
Преимущества: Простой процесс, удобное управление, гальваническое покрытие может быть нанесено в любом месте, куда может дотянуться щетка. Особенно подходит для обслуживания неразборных компонентов на месте.
Обработка после нанесения покрытия:
После нанесения покрытия щеткой следует немедленно провести последующую обработку для удаления остатков на поверхности покрытых деталей, таких как следы воды, остаточные следы раствора и т.д.
Следует принять необходимые меры защиты, такие как сушка, полировка, шлифовка, смазка и т.д., чтобы обеспечить сохранность деталей с щеточным покрытием.
3. Химическое покрытие:
Химическое осаждение - это метод обработки поверхности, при котором ионы металла в растворе восстанавливаются до металла и осаждаются на поверхности подложки без прохождения внешнего тока, образуя слой покрытия.
3.1 Химическое никелирование
3.2 Химическое медное покрытие
5. Химическая обработка металлов
Метод химической обработки металлов - это метод формирования на поверхности металла устойчивой пленки соединения химическим или электрохимическим способом. Пленка, образующаяся в результате такой химической обработки, называется пленкой химического превращения.
Пленки химического преобразования можно разделить на следующие категории в зависимости от среды, используемой для формирования пленки:
A. Оксидная пленка (окисление)
B. Фосфатная пленка (фосфатирование)
C. Хроматная пленка (пассивация).
1. Окислительная обработка
(1) Химическое окисление стали:
Это процесс обработки стали в растворе, содержащем окислитель, для образования равномерной сине-черной или черной пленки на поверхности, также известный как "чернение" или "синение" стали.
(2) Химическое окисление цветных металлов:
Химическое окисление алюминия и алюминиевые сплавы можно получить оксидные пленки толщиной 0,5 мкм4 мкм.
Пленка пористая и обладает хорошей адсорбцией, что позволяет использовать ее в качестве базового слоя для органических покрытий.
Однако его износостойкость и коррозионная стойкость не так хороши, как у анодных оксидных пленок.
Химическое оксидирование магниевых сплавов позволяет получить на поверхности оксидные пленки толщиной 0,5 мкм3 мкм.
Из-за тонкой и мягкой оксидной пленки ее легко повредить в процессе эксплуатации, поэтому она обычно используется в качестве базового слоя для органических покрытий, чтобы улучшить адгезию и защитные свойства покрытия и подложки.
Химическое оксидирование меди и медных сплавов позволяет получать на поверхности меди и медных сплавов, таких как латунь и бронза, пленки различных цветов, которые выполняют хорошие декоративные функции.
2. Анодирование алюминия и алюминиевых сплавов
Анодирование относится к методу создания оксидной пленки на поверхности металла путем использования металла в качестве анода в подходящем электролите под действием внешнего тока.
Толщина пленки составляет от нескольких десятков до нескольких сотен мкм.
2.1 Свойства и применение оксидной пленки на алюминии и алюминиевом сплаве:
2.1.1 Пористость оксидной пленки:
Сотовидная пористая структура пленки обладает хорошей адсорбционной способностью для различных органических веществ, смол, восков, неорганических веществ, красителей и красок, что позволяет использовать ее в качестве нижнего слоя покрытия. Оксидная пленка также может быть окрашена в различные цвета для усиления декоративного эффекта металла.
2.1.2 Износостойкость оксидной пленки:
Пленка из оксида алюминия обладает высокой твердостью, что позволяет повысить износостойкость поверхности металла. Когда слой пленки адсорбирует смазку, его износостойкость может быть еще больше повышена.
2.1.3 Коррозионная стойкость оксидной пленки:
Пленка из оксида алюминия стабильна в атмосфере и поэтому обладает хорошей коррозионной стойкостью. Чтобы повысить коррозионную стойкость пленки, анодированную пленку обычно запечатывают или покрывают краской.
2.1.4 Электрическая изоляция оксидной пленки:
Анодированная оксидная пленка обладает высоким сопротивлением изоляции и напряжением пробоя, что позволяет использовать ее в качестве диэлектрического слоя электролитических конденсаторов или изоляционного слоя электротехнических изделий.
2.1.5 Теплоизоляция оксидной пленки:
Пленка из оксида алюминия является хорошим теплоизоляционным слоем со стабильностью до 1500°C. Теплопроводность оксидной пленки очень низкая.
2.1.6 Прочность сцепления оксидной пленки:
Прочность связи между анодированной оксидной пленкой и металлом подложки очень высока, и ее трудно отделить механическими методами.
Даже если слой пленки изгибается вместе с металлом подложки вплоть до разрыва, слой пленки все равно сохраняет хорошее сцепление с металлом подложки.
Этот процесс позволяет получить прозрачную оксидную пленку толщиной 5 мкм~20 мкм, которая обладает хорошими адсорбционными свойствами.
2.2.2 Анодирование хромовой кислотой:
Этот процесс позволяет получить более мягкую оксидную пленку толщиной 2 мкм~5 мкм с низкой пористостью.
Поверхность детали может сохранять свою первоначальную точность и шероховатость, что делает ее пригодной для изготовления прецизионных деталей. Применяется для листовой металл детали или детали общего резания.
2.2.3 Анодирование щавелевой кислотой:
Этот процесс позволяет получить толстую оксидную пленку толщиной до 60 мкм, которая обладает хорошей коррозионной стойкостью и отличными электроизоляционными свойствами.
Пленка может быть окрашена в различные яркие цвета в зависимости от легирующих элементов и их концентрации в алюминии. Она подходит для электроизоляции или декорирования чистых алюминиевые материалы.
2.3 Окрашивание и герметизация анодированных пленок:
Анодированная пленка может быть окрашена и запечатана для получения различных цветов и повышения коррозионной и износостойкости.
3. Фосфатирующая обработка:
Фосфатирование - это химический процесс, при котором на поверхности металла образуется слой нерастворимой фосфатной защитной пленки путем погружения его в раствор фосфатов, содержащих марганец, железо или цинк.
Пористая структура фосфатной пленки прочно сцепляется с подложкой и обладает хорошей адгезией, смазкой, коррозионной стойкостью, неприлипаемостью к расплавленным металлам (Sn, Al, Zn) и высокими электроизоляционными свойствами.
Фосфатная пленка в основном используется в качестве базового слоя для покрытий, смазочного слоя для холодной обработки металлов, слоя защиты поверхности металла, изоляционной обработки для листы кремнистой стали, и антипригарная обработка литейных форм.
Чаще всего фосфатирование используется в качестве предварительной обработки перед запеканием покрытия, обеспечивая прочное сцепление покрытия с основой.
Кроме того, некоторые изделия только фосфатируются или обрабатываются защитной пленкой, например, оцинкованные листы, чтобы защитить обрезанные края от ржавчины.
Толщина фосфатной пленки обычно составляет 5 мкм~20 мкм.
4. Хроматная обработка (также известная как пассивация)
Хроматная обработка - это метод формирования хроматной пленки на поверхности металла или металлического покрытия путем погружения его в раствор хромовой кислоты или соли хрома, содержащий определенные добавки, химическим или электрохимическим способом.
Пленка состоит из соединений трехвалентного и шестивалентного хрома и известна как хроматная пленка или пассивирующий слой. Хроматная пленка обладает сильной адгезией к подложке, компактной структурой, хорошей химической стабильностью и отличной коррозионной стойкостью, что обеспечивает эффективную защиту подложки.
Кроме того, хроматная пленка может иметь различные цвета, от прозрачного или молочно-белого до желтого, золотого, светло-зеленого, зеленого, оливкового, темно-зеленого, коричневого и черного.
Процесс хроматирования обычно используется для повышения коррозионной стойкости цинковых или кадмиевых покрытий на стали, а также для предотвращения коррозии других металлов, таких как алюминий, медь, олово, магний и их сплавы.
Как правило, чем выше содержание соединений шестивалентного хрома в хроматной пленке, тем выше коррозионная стойкость.
6. Обработка поверхности алюминия
1. Анодная оксидная пленка (γ-Al2O3):
1.1 Толщина анодной пленки: обычно 10~30 мкм.
1.2 Твердость анодной пленки: твердость самой анодной пленки находится между твердостью кристалла и корунда.
1.3 После окисления алюминиевая поверхность твердый и хрупкий. Пленка может треснуть при сгибании или обработке материала. Поэтому важно избегать деформации или обработки после формирования пленки.
Анодирование переменным током позволяет получить немного более гибкую пленку. Добавление меди также может улучшить гибкость.
1.4 Коррозионная стойкость анодной пленки: плотная и твердая анодная пленка обладает большей коррозионной стойкостью, чем более мягкая пленка.
При увеличении толщины пленки коррозионная стойкость повышается, но существует предел повышения коррозионной стойкости при увеличении толщины пленки.
Наиболее подходящая толщина для практического использования - 0,02 мм. Коррозионная стойкость пленки тесно связана с методом обработки.
Уменьшение количества пор, надлежащая предварительная обработка, например, водостойкая обработка, и устранение прилипания электролита к пленке - все это может повысить коррозионную стойкость пленки.
2. Гальваническое покрытие алюминия:
2.1 Назначение гальванического покрытия алюминия: нанесение серебра на поверхность алюминия позволяет улучшить его проводимость. Покрытие медью, никелем или оловом облегчает пайку.
Хромирование может повысить износостойкость, а никелевое или хромовое покрытие может быть использовано для украшения.
7. Нанесение металлических покрытий и химическая обработка при изготовлении листового металла
В практическом производство листового металлаНаиболее распространенными методами химической обработки металлов являются гальваническое покрытие, оксидирование и фосфатирование.
Далее мы расскажем о влиянии этих трех методов на наши технологические схемы и о мерах предосторожности, которые необходимо предпринять в связи с этим.
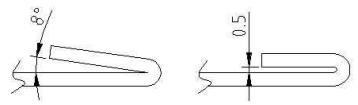
1: Обломанный край, острый угол
Поскольку гальваника и оксидирование обычно требуют использования раствора, после обработки, если в заготовке есть глухие отверстия или зазоры, раствор останется в этих местах и будет разъедать заготовку, вызывая дефекты.
В это время необходимо усовершенствовать структуру изделия и технологию его обработки. В типичных ситуациях, таких как разрушенные кромки, дефекты коррозии часто возникают в той или иной степени на обоих концах разрушенной кромки.
Метод решения этой проблемы заключается в том, чтобы сначала зарезервировать угол 8-10 градусов, затем гальванизировать или оксидировать его, а затем измельчить.
Альтернативный вариант - запросить мнение клиента и оставить зазор не менее 0,5 мм у края сминаемого изделия. Оба метода показаны на рисунке ниже:
Практика резервирования углов, о которой говорилось выше, должна учитывать, можно ли выполнить дробление кромок после формирования заготовки.
Если после формирования заготовки невозможно выполнить обрезку кромок, этот процесс не может быть использован.
При использовании метода резервирования зазора важно учитывать, что заготовка не должна быть слишком длинной.
Если заготовка слишком длинная, внутри может быть слишком много остаточной жидкости, а поверхность раствора имеет определенное натяжение, которое будет прилипать к заготовке.
Поэтому чем больше резервный зазор, тем лучше.
Если заготовка имеет мертвый угол, образованный с трех сторон, если позволяют условия, в мертвом углу следует открыть технологическое отверстие, чтобы остатки жидкости могли беспрепятственно вытекать.
См. схему ниже:
2: Прессование деталей аппаратуры
Гальваника и клепка: Поскольку гальваническое покрытие обычно требует предварительной обработки, такой как обезжиривание и удаление ржавчины, оно может повредить гальванический слой деталей оборудования с существующим поверхностным покрытием.
Последующее гальваническое покрытие может привести к слабой адгезии слоя покрытия к деталям оборудования, что делает его чрезвычайно склонным к отслаиванию.
Поэтому принцип организации процесса для деталей фурнитуры с поверхностным гальваническим покрытием заключается в том, чтобы сначала нанести гальваническое покрытие, а затем заклепать.
Если структура заготовки ограничена, и после формовки клепать уже невозможно, то можно рассмотреть возможность использования полуфабрикатов фурнитуры, на которые не нанесено гальваническое покрытие, и наносить их вместе с заготовкой после клепки.
Этот метод должен быть оценен совместно с персоналом, занимающимся производством и разработкой, поскольку новые материалы необходимо разрабатывать специально для этой цели, и материал нелегко сохранить без обработки поверхности.
До сих пор (по состоянию на 6 августа 2002 года) только один тип деталей использовал этот процесс - корпус распределительной коробки машины Huawei типа B (2CE52-001).
После нанесения гальванического покрытия на детали фурнитуры из нержавеющей стали адгезия слоя покрытия слабая, что делает его склонным к отслаиванию. Поэтому после нанесения гальванического покрытия необходимо клепать.
Для деталей фурнитуры с глухими отверстиями (например, BSO-3.5M3), при необходимости, перед нанесением гальванического покрытия следует выполнить клепку.
Лучше всего предложить специалистам по производству и разработке модифицировать его в сквозное отверстие (например, SO-3.5M3), чтобы облегчить отток гальванического раствора.
Оксидирование и клепка: На сайте процесс клепки для окисленных заготовок в основном аналогична гальваническому покрытию.
Единственное отличие заключается в том, что для деталей фурнитуры из нержавеющей стали, благодаря их сильной устойчивости к окислению, клепка может быть выполнена до окисления.
3: Никелирование железных деталей
Для обычных гальванических деталей толщина пленки не превышает 20 мм, поэтому влияние толщины пленки на форму заготовки при резке и формовке можно не принимать во внимание.
Перед никелированием железных деталей обычно выполняется медное покрытие (медное покрытие используется в качестве нижнего слоя системы защитно-декоративных слоев), а затем выполняется никелирование, поэтому толщина пленки получается больше, чем у общих гальванических пленок.
Если заготовка имеет острые углы, то во время процесса гальванизации ток будет сильнее на острых углах, что приведет к эффекту наконечника и большему осаждению гальванического слоя.
Поэтому при наличии допусков или более строгих требований к этим областям необходимо учитывать запас по гальваническому покрытию, и максимально возможное добавление с одной стороны может составлять до 0,25 мм (как, например, в случае с ручкой Huawei IVIEI 2D223-001).
4: Нарезание резьбы
Для изделий, требующих нанесения гальванического покрытия после нарезания резьбы метчиками M3.5, M3, M2.5 и M2, поскольку они уже имеют слой гальванического покрытия, может быть сложно закручивать винты вручную обычным метчиком.
Поэтому для изделий с резьбовыми отверстиями M3.5 и ниже после нанесения гальванического покрытия на технологическую карту следует нанести надпись "использовать гальванические метчики".
Прилагаются спецификации покрытий для различных материалов при изготовлении листового металла.
Материал дна - металл
Категория детали
Категория покрытия
Условия использования
Толщина покрытия( μ m)
Углеродистая сталь
Общие конструктивные элементы
Медь/хром/никель
I
24~29
Ⅱ
12~15
Ⅲ
6~-9
Цинк
I
18~22
Ⅱ
12-15
Ⅲ
5-9
кадмий
I
12~15
Ⅱ
9-12
Ⅲ
6-9
Затягивание деталей
Цинк
I
12~15
Ⅱ
9-12
Ⅲ
6-9
кадмий
I
12~15
Ⅱ
9-12
Эластичные детали
Цинк
I II
12~15
Ⅲ
6~9
кадмий
I II
9-12
Ⅲ
6-9
Медь и медные сплавы
Общие конструктивные элементы
Хром/никель
I
9-11
II Ⅲ
6-9
Раздел 4: Покрытие (покраска)
1. Определение:
Весь процесс покрытия материалов или компонентов органическими покрытиями с помощью определенных методов для образования пленки называется нанесением покрытия.
Органические покрытия, используемые для нанесения покрытий, - это общий термин для жидких или твердых материалов, способных образовывать на поверхности материалов или компонентов сплошную пленку, которая может обеспечивать защиту, декорирование или особые свойства (такие как изоляция, коррозионная стойкость, маркировка и т.д.).
Наиболее распространенной технологией нанесения покрытия на поверхность является окрашивание, известное как распыление или порошковая окраска, которая подразумевает напыление слоя краски на поверхность заготовки.
2. Основные компоненты покрытий:
Покрытия в основном состоят из пленкообразующих веществ, пигментов, растворителей и добавок, как показано в таблице ниже:
Состав покрытий
Пленкообразующие вещества Пигменты Растворители
Натуральные масла и жиры
Сушильное масло
Полувысыхающее масло
Невысыхающее масло
Синтетическая смола
Натуральные смолы
————-
Синтетические смолы
————-
ДобавкиПленкообразующие вещества Пигменты
Цветные пигменты
————-
Вязкостные растворители
————-
Антикоррозийные пигменты
————-
Другие пигменты
————-
Растворители Добавки
Растительные растворители
————-
Нефтяные растворители
————-
Растворители на основе каменноугольной смолы
————-
Липиды, кетоны, спирты
————-
————-
Пленкообразующие вещества
Катализаторы
————-
Отвердители
————-
Модификаторы
————-
Другие добавки
————-
(3) Пленкообразующие вещества - это основные материалы, которые могут образовывать пленку в составе покрытий и являются основными факторами, определяющими эксплуатационные характеристики покрытий.
После расплавления или растворения смолы она обладает сильной адгезией и может образовывать пленку с повышенной твердостью, блеском, водостойкостью и коррозионной стойкостью при нанесении на поверхность заготовки и высыхании.
(4) Пигменты могут придать цвет и укрывистость пленке покрытия, а также повысить устойчивость к старению и износостойкость пленки покрытия, улучшить антикоррозионную и противообрастающую способность пленки.
(5) Растворители поддерживают покрытие в растворенном состоянии и регулируют вязкость покрытия в соответствии со строительными требованиями.
В то же время они могут обеспечить сбалансированную скорость испарения лака для достижения гладкости и блеска пленки, а также устранить такие дефекты, как проколы и следы от кисти.
(6) Добавки, хотя и используются в покрытиях в небольших количествах, оказывают значительное влияние на хранение и строительные характеристики покрытий, а также на физические свойства получаемой пленки покрытия.
3. Обработка поверхности перед покраской:
Удаление ржавчины, удаление масла и обработка фосфатированием. Фосфатирующая обработка описана в пункте 3 "Химическая обработка металлов", упомянутом выше.
4. Общие требования и технологическая обработка заготовок перед покраской:
(1) Заготовки после покраски обычно не выдерживают внешних воздействий, таких как изгиб и штамповка, чтобы избежать отслоения слоя краски.
(2) Если на требуемой окрашенной поверхности имеются сквозные отверстия, то во избежание уменьшения размера отверстия в результате окрашивания его следует обработать дополнительно на 0,1 мм с одной стороны.
На сетки, отверстия в окрашенной защитной зоне и нижние отверстия заклепок под давлением не нужно давать дополнительные припуски.
Кроме того, гибка с допусками требует дополнительных припусков на покраску.
Однако, если клиент Peixin явно просит не делать дополнительных припусков на покраску и требует фактических размеров в соответствии с чертежом, мы изготовим продукцию в соответствии с этим.
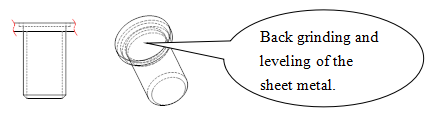
(3) Поверхность заготовки для покраски должна быть гладкой. Неровности повлияют на внешний вид, и в основном они бывают нескольких типов:
Если на окрашенной детали есть заклепки (например, заклепочные винты, заклепочные болты), на задней части заклепки будут выступы по отношению к металлическому листу. Это будет очень заметно после покраски.
Если речь идет о заготовке панельного типа или о важной поверхности класса А, подвергающейся внешнему воздействию, то такая заготовка будет неприемлемой.
Для таких заготовок в чертеже или технологической карте следует указать, что полировать их нужно плоско, как показано на следующем рисунке:
Для более мягких материалов при сгибании могут появиться более глубокие следы от давления, которые невозможно скрыть краской.
Если поверхность однозначно определена как поверхность класса А и дефекты не допускаются, необходимо указать на чертеже, что следы давления не допускаются.
На месте обработки будут приняты меры, такие как набивка двусторонним скотчем, чтобы избежать этого, или технологический персонал организует полировку для устранения складок.
Во время процесс сваркиБрызги, сварочные шарики и шлак прилипают к поверхности заготовки и должны быть удалены перед покраской.
Во время точечная сваркаЧерез электродную головку будет проходить кратковременный ток высокой частоты, вызывая легкое плавление на поверхности заготовки, соприкасающейся с электродной головкой, образуя на поверхности неровные круги, похожие на шрамы.
Их размер соответствует размеру головки электрода. Если в этих местах требуется покраска, их следует отполировать.
Раздел 5: Трафаретная и тампонная печать
1. Трафаретная печать
(1) Определение:
Трафаретная печать - это процесс использования трафаретной краски и трафарета для нанесения необходимого текста или изображения на заготовку.
(2) Требования и меры предосторожности при трафаретной печати:
Трафаретная печать обычно является последним этапом обработки перед сборкой, и перед трафаретной печатью заготовка подвергается такой обработке поверхности, как гальваническое покрытие, покраска и оксидирование.
Хотя на поверхности заготовки для трафаретной печати могут быть выступы, в зоне покрытия трафарета не должно быть неровностей или выступающих объектов.
Например, гайки и заклепки не допускаются в зоне трафаретной печати.
При трафаретной печати часто возникает проблема, когда перед трафаретной печатью на заготовку нажимают аппаратные средства, что приводит к нарушению процесса трафаретной печати и требует повторной обработки.
Кроме того, не должно быть острые края или углы вблизи области трафаретной печати, чтобы не повредить экран.
При трафаретной печати заготовка должна быть правильно позиционирована, поэтому необходимо учитывать возможность ее позиционирования в процессе трафаретной печати. При необходимости можно добавить приспособления для позиционирования.
Заготовка после трафаретной печати должна быть запечена в печи, поэтому на ней не должно быть предметов, поврежденных высокой температурой.
(3) Процесс трафаретной печати показан на следующей схеме:
2. Накладная печать
(1) Принцип тампонной печати: Когда печатная форма покрывается краской в чернильнице, печатный блок перемещается к форме и забирает изображение краски.
Затем подушечка перемещается к печатаемому предмету и прижимает изображение к поверхности, перенося чернила на предмет. Планшет возвращается в чернильницу, чтобы повторить процесс для следующего изображения.
(2) Диапазон применения: Небольшие предметы и большие количества подходят для тампонной печати.
(3) На следующих рисунках показана машина для тампонной печати и принцип тампонной печати.
3. Разница между трафаретной и тампонной печатью:
Трафаретная печать имеет более короткое время подготовки и отладки, но более высокая трудоемкость, подходит для небольших партий.
Тампонная печать требует больше времени на отладку, но, в отличие от трафаретной печати, не требует ручного открытия и закрытия экрана и подходит для больших объемов или случаев, когда размер заготовки или площадь печати невелики.
Раздел 6: Полировка
1. Определение:
С помощью полировального станка обрабатывают поверхность заготовки, чтобы получить блестящую поверхность. Полировальный станок похож на станок со шлифовальным кругом, но в нем используются материалы, например ткань, по форме напоминающая шлифовальный круг.
2. Преимущества:
Например, обычная нержавеющая сталь может быть отполирована до зеркальной поверхности после полировки. После точечной сварки шлак на заготовке можно удалить с помощью полировальной машины.
При использовании шлифовального круга легко отшлифовать неровные поверхности.
Раздел 7: Обработка шлифованием
1. Определение:
Шлифование похоже на волочение проволоки: с помощью наждачной бумаги под определенным усилием на поверхности заготовки образуются узоры.
2. Технология переработки измельчения:
(1) Наждачная бумага, используемая для шлифовки, обычно имеет более крупный размер и более мелкие частицы, поэтому узоры, образующиеся на поверхности шлифовки, более мелкие.
(2) Сила, прилагаемая во время шлифования, оказывает значительное влияние на формируемые узоры.
Чем больше сила, тем более выражены узоры, но узоры, образующиеся при шлифовании, не имеют значительной направленности и обычно круговые.
Если на поверхности есть выступы, они будут оказывать определенное влияние на шлифование, и шлифовать вокруг выступов будет сложнее, поэтому для шлифования предпочтительны плоские поверхности.
Примечание: Фактически, шлифование - это процесс разрушения исходной поверхности материала заготовки для получения гладкой поверхности перед выполнением других видов обработки поверхности.
Другие виды обработки поверхности, такие как гальваническое покрытие и хроматирование, обычно не производятся перед шлифованием.
Приложение 1: Коды обработки поверхности для продукции Huawei
(На основе стандарта: Huawei DKBA0.400.0002REV.4.0)
Бесцветное химическое оксидирование+грунтовка+светлое золотое и серебряное покрытие
T001
Пассивация медных сплавов
T002
Оловянно-свинцовое покрытие
T003
Яркое никелевое покрытие
T004
(Отменено)
T005
позолоченный
T006
То же, что и T001
X001
Оловянно-свинцовое покрытие
X002
Яркое никелевое покрытие
X003
Пескоструйная обработка+матовая декоративная дорога
X004
Яркое хромированное покрытие
F001
Изоляционная краска с погружным покрытием
F121
Верхнее покрытие Huawei 3010 холодного серого цвета
F212
Спрей Huawei с серым покрытием
F219
Светлое золотое и серебряное покрытие
F220
Серебристо-серое покрытие Huawei
A000
Не обрабатывается
A001
отменить
A002
отменить
A101
Отмена, замена на G101 или L101
A102
Отмена, замена на G102 или L102
A103
Отмена, замена на G103 или L103
A104
Отмена, замена на G104 или L104
A105
Отмена, замена на G105 или L105
A106
Отмена, замена на G106 или L106
Примечание:
1. Прозрачное анодирование: относится к прозрачному сернокислотному анодированию (запечатанному в чистой воде).
2. Яркое анодирование: относится к прозрачному сернокислотному анодированию после химической полировки.
3. Пескоструйное яркое анодирование: относится к яркому анодированию после пескоструйной обработки.
4. Черное анодирование: относится к сернокислотному анодированию с черным цветом.
5. Золотое анодирование: относится к сернокислотному анодированию с золотым цветом.
6. Пескоструйное ярко-черное анодирование: относится к химической полировке и черному анодированию после пескоструйной обработки.
7. Яркое четкое химическое окисление: относится к четкому химическому окислению после химической полировки.
8. Пескоструйная обработка яркого ясного химического окисления: относится к яркому ясному химическому окислению после пескоструйной обработки.
9. Коды обработки поверхности представляют собой букву, за которой следуют три цифры. Первая буква - это первая буква пиньиньского названия материала подложки (коды "Universal" исключены); последние три цифры - это порядковый номер.
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
1. Что такое сварочное напряжение Под сварочным напряжением понимается напряжение, возникающее в процессе сварки в сварных деталях. Это напряжение возникает в результате термического процесса сварки и [...].
Под передовыми материалами понимаются недавно исследованные или находящиеся в стадии разработки материалы, обладающие исключительными характеристиками и особыми функциональными свойствами. Эти материалы имеют огромное значение для развития науки и техники, [...]...
Формирование выпуклости подходит для различных типов заготовок, таких как чашки глубокой вытяжки, разрезанные трубы и прокатные конические сварные изделия. Классификация по средствам формования выпуклости Методы формования выпуклости можно разделить [...].
Структура плашки для нарезания резьбы Общая формула Для резьбы небольшого размера в плашках для нарезания резьбы обычно используется пробивной пуансон, а для резьбы большего размера (M5 и выше) - пуансон с [...]...
Степень деформации при отбортовке или операциях отбортовки принято обозначать коэффициентом отбортовки, который рассчитывается по следующей формуле: K=D0d В формуле: Чем выше [...].
Что такое калибр листового металла? Калибр, широко известный как американский термин, - это единица измерения диаметра, которая возникла в Северной Америке и является частью Брауновского [...]...
Выбор и настройка воздушного компрессора для станка лазерной резки - сложный процесс, требующий учета множества факторов, включая давление, расход и качество воздуха. Вот [...].
Что такое отжиг? Отжиг - это процесс термической обработки металла, который улучшает свойства материала путем медленного нагрева металла до определенной температуры, поддержания ее в течение [...]...
Осмотр и техническое обслуживание вырубного пресса являются жизненно важными мерами для обеспечения его нормальной работы и продления срока службы. Вот некоторые ключевые аспекты проверки пресса [...].
Существуют различные типы трещин: трещины в сырье, трещины, вызванные термообработкой, и трещины при ковке, которые могут сбить с толку. Их идентификация является важным курсом [...].
Первым шагом в процессе изготовления листового металла является разворачивание геометрических форм и цельного тела. Точность и правильность разворачивания образца напрямую влияет на [...]...
Метод расчета веса физического блока серебра основан на его объеме, а конкретная формула выглядит следующим образом: Вес серебра (кг) = Длина (см) × [...].