Филе сварного шва - это наиболее часто используемая технология сварки для сращивания стальных конструкций в процессе сварки. В результате сварщики часто сталкиваются с различными типами сварных швов, каждый из которых имеет свои стандарты.
Как же обеспечить правильную сварку филе и получить высококачественные филе, отвечающие необходимым требованиям? Сегодня я хотел бы дать краткое введение в эту тему.
1. Выбор основного металла
В качестве примера для краткого ознакомления возьмем тестовую панель размером 200 из Q355.
2. Выбор сварочных материалов
Сварочный материал: E5015 (J507) сварочный пруток должна быть использована, температура сушки должна быть 350 ℃, сохранение тепла должно составлять 1 час, а сварочная проволока должна соответствовать национальному стандарту ER50-6 (американский стандарт ER70S-6).
3. Очистка перед сваркой
Для филейной сварки необходимо очистить обе стороны шва в пределах 15-20 мм. Поверхность пластины должна быть очищена от оксидной пленки, ржавчины, масла или воды, которые могут быть удалены либо с помощью шлифовального круга, либо путем химической обработки.
4. Крепление точки сборки
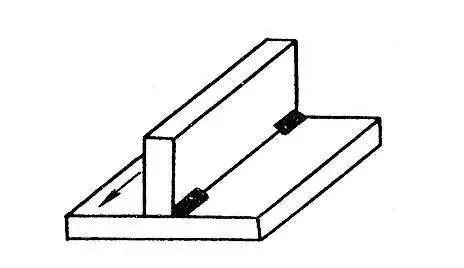
В идеале зазор между швами при филейной сварке должен быть как можно меньше. Точечное крепление обычно выполняется на обратной стороне листа, при этом длина точечного крепления составляет около 10 мм. Как правило, для фиксации достаточно двух или трех точек, как показано на рисунке ниже:
5. Параметры сварки
|
Распределение сварочных шаров
|
Уровень сварки
|
Диаметр электрода мм
|
Сварочный ток A
|
Сварочное напряжение
|
Скорость сварки mms
|
Потребляемая тепловая мощность КДжмм
|
|
a=7 мм
|
1
|
3.2
|
120-140
|
/
|
/
|
/
|
|
2, 3
|
4.0
|
160-180
|
/
|
/
|
/
|
6. Сварочные работы
Обратный сварной шов
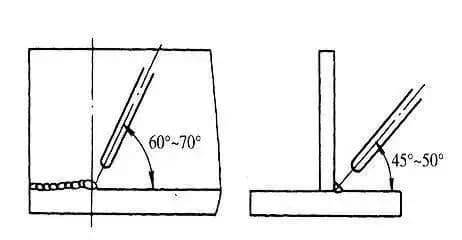
1.1 Угол наклона электрода и метод работы с электродом
Угол наклона электрода для сварки корневого плоского шва показан на рисунке. Чтобы обеспечить правильную сварку, установите дугу на левой стороне испытательной пластины и выполните короткие дуговая сварка.
Прямым электродом выполните сварку справа и выровняйте дугу по верхнему углу корня. Надавите на дугу, чтобы обеспечить сплавление верхнего угла и двух боковых пластин.
При сварке встык используйте метод прямолинейного перемещения электрода для поворота. Быстрая сварка без качания также может обеспечить требуемое проплавление.
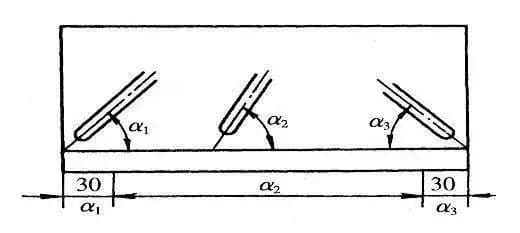
Во время начала и окончания сварочных работ часто возникает перекос магнитного поля, что может негативно сказаться на качестве сварного шва. Чтобы уменьшить это, необходимо соответствующим образом отрегулировать угол наклона сварочного прутка.
Как правило, направление дуги в сторону расплавленного бассейна помогает контролировать обдув магнитного смещения и обеспечивает более высокую качественная сварка.
Как показано на рисунке.
1.2 Сварной шов
Дугу следует начинать в 10 мм перед кратером на шве. Когда удлиненная дуга быстро движется к кратеру, заполните кратер по его форме, а затем приступайте к обычной сварке.
Сварка крышки
Перед сваркой важно удалить все сварочные шлаки и брызги с корневого прохода, чтобы предотвратить появление дефектов, связанных с включением шлака.
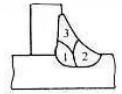
Крышка должна быть приварена дважды, начиная с нижнего и заканчивая верхним сварочным швом.
При сварке нижнего шва дуга должна быть выровнена по нижней кромке корневого шва, а электрод должен перемещаться по прямой линии с углом наклона электрода более 45°.
При сварке верхнего шва дуга должна быть выровнена по верхней кромке корневого шва. Электрод может отклоняться вбок при движении по прямой линии, при этом угол наклона электрода не должен превышать 45°, как показано на рисунке ниже:
Схема каждого слоя дорожного покрытия
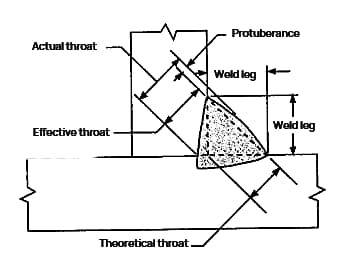
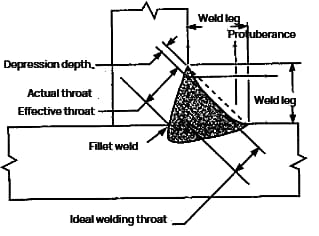
Представление размера филе
Проекционный сварной шов
Утопленный сварной шов
Теоретическое горло: расстояние по вертикали от корня шва до фаски в самом большом вписанном прямоугольном треугольнике, нарисованном на профиле галтельного шва.
Эффективное горло: минимальное расстояние от поверхности сварного шва до корня шва за вычетом приподнятой части.
Актуальное горло: кратчайшее расстояние между поверхностью сварного шва и корнем шва.
Для вогнутого сварного шва, поскольку выпуклая часть отсутствует, эффективная горловина равна фактической горловине.
Размер ноги: расстояние от корня шва до носка сварного шва.
Сварной палец: точка пересечения поверхности сварного шва с основным металлом.
При определении размера сварного шва важно определить, является ли он выпуклым или вогнутым.
Выпуклый сварные швы имеют слегка выпуклую поверхность шва, что связано с высотой выпуклости.
Высота выпуклости филейного шва эквивалентна высоте усиления канавочного шва.
Если на сварном шве есть вмятина, это означает, что поверхность шва выгнута.
Для выпуклых и вогнутых форм размер сварного шва с одинаковой высотой ножек выражается как "прямая грань наибольшего равнобедренного прямоугольного треугольника, полученного в профиле сварного шва (две ножки равны по длине)".
В результате ножка сварного шва выпуклой формы равна размеру шва, а размер ножки сварного шва вогнутой формы немного меньше длины ножки шва.