Ключевые факторы
В целом, существует несколько ключевых факторов, которые способствуют созданию красивого и прочного узора шва.
Первый:
Рука должна быть устойчивой и не дрожать, так как от этого напрямую зависит внешний вид сварочного рисунка.
Второй:
Правильный контроль времени имеет решающее значение.
Если стальная пластина толще, время сварки должно быть больше, иначе возможно возникновение неполной сварки. И наоборот, если пластина тоньше, время сварки может быть меньше, чтобы предотвратить чрезмерное проплавление.
Третье:
Время начала и окончания сварки должно быть одинаковым, чтобы сваренные детали были прочными и могли выдержать больший вес.
Во время процесс сваркиЕсли дуга сразу же отводится в конце сварного шва, это может привести к образованию дуговой ямы, которая находится ниже поверхности сварного шва.
Если образовавшийся кратер будет слишком глубоким, это может привести к концентрации напряжений и образованию трещин. Поэтому очень важно контролировать время выдержки и обеспечить правильное заполнение кратера в конце.
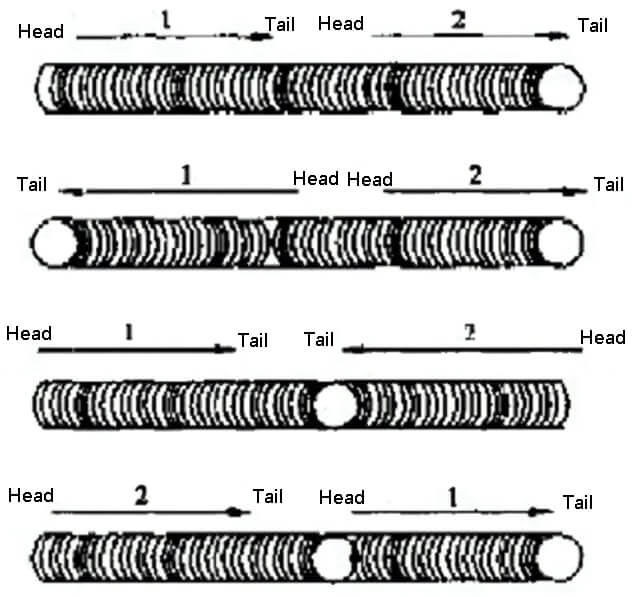
Соединение с помощью сварочного шва (как показано на рис. ниже)
Хвостовое соединение - это технология сварки, при которой хвостовое соединение сварная шайба сваривается первым, и это наиболее часто используемый метод.
С другой стороны, соединение "голова к голове" - это техника, при которой сварное соединение продолжается от начала первой сварочной фаски. Для этого необходимо нанести удар по дуге немного впереди начала сварочного пучка, слегка удлинить дугу, подтянуть дугу к началу пучка и закрыть его конец. Как только начало будет заварено, двигайтесь в обратном направлении. Пожалуйста, обратитесь к рисунку ниже для наглядного представления.
Пересмотренная версия:
Соединение "хвост к хвосту" относится к технике сварки, при которой задний сварная шайба начинает дугу с противоположного конца интерфейса, по направлению к концу передней сварочной полосы.
Во время этого процесса, скорость сварки немного медленнее, чтобы обеспечить надлежащее заполнение дуговой ямы, после чего короткий участок сваривается на более высокой скорости перед погасанием дуги. Для наглядного представления см. рисунок ниже.
Соединение "голова к хвосту" означает соединение конца послесварочной бусины с началом предварительно сваренной бусины.
В этом соединении высокая температура на конце многократно расплавляет начало предварительной сварочной фаски. В результате сварочный шов становится более плоским и быстро заканчивается.
Суть окончания сварочной ванны заключается в том, как создать дугу в конце сварочной ванны.
Общие методы закрытия следующие:
(1) Метод завершения круга:
Чтобы закончить сварку толстой пластины, следуйте следующей технике: по мере сварочный пруток Подходя к концу сварки, двигайтесь круговыми движениями, пока дуговая яма не заполнится, а затем медленно отводите дугу.
(2) Повторяющийся метод окончания разрыва дуги:
Когда сварочный стержень достигнет конца шва, несколько раз погасите и ударите дугой по кратеру, пока он не заполнится.
Этот метод обычно подходит для тонких пластин и сварки на высоких токах, но он не подходит для щелочных электродов, так как они склонны к образованию пор.
(3) Метод окончания сварки встык:
Для обратной сварки короткого участка щелочным электродом переместите сварочный стержень к концу шва, остановитесь, а затем отрегулируйте угол наклона сварочного стержня. Этот метод эффективен для данного типа электродов.