Ein Anfängerhandbuch für das WIG-Schweißen mit Heißdraht: Merkmale und Klassifizierungen
Stellen Sie sich vor, Sie könnten Ihr Schweißverfahren mit einer Technik umgestalten, die die Effizienz steigert, ohne die Qualität zu beeinträchtigen. Das WIG-Heißdrahtschweißen erreicht genau das, indem es den Schweißdraht vorwärmt und dadurch sowohl die Geschwindigkeit als auch die Kontrolle verbessert. Dieser Artikel befasst sich mit den Merkmalen und verschiedenen Methoden des WIG-Hitzdrahtschweißens und hebt dessen Vorteile gegenüber dem herkömmlichen WIG- und MIG-Schweißen hervor. Der Leser erfährt, wie dieses Verfahren die Schweißnähte optimiert und damit ideal für mittelstarke Strukturen ist. Tauchen Sie ein und entdecken Sie, wie das WIG-Hitzdrahtschweißen Ihren Ansatz zur Erzielung einer überragenden Schweißqualität revolutionieren kann.
Das WIG-Heißdrahtschweißen ist ein fortschrittliches, hochwertiges und energieeffizientes Schweißverfahren, das sich 1956 aus dem traditionellen WIG-Schweißen (Wolfram-Inertgas) entwickelt hat. Diese innovative Technik steigert die Schweißproduktivität erheblich und gewährleistet gleichzeitig eine hervorragende Schweißqualität.
Das Grundprinzip des WIG-Hitzdrahtschweißens besteht darin, den Zusatzdraht auf eine bestimmte Temperatur vorzuwärmen, bevor er in das Schweißbad eingebracht wird. Diese Vorwärmung wird in der Regel dadurch erreicht, dass ein elektrischer Strom durch den Draht geleitet wird, wobei sein elektrischer Widerstand zur Wärmeerzeugung genutzt wird. Durch die Erhöhung der Temperatur des Drahtes vor dem Eintritt in das Schmelzbad ermöglicht das Verfahren ein schnelleres Schmelzen und eine schnellere Auftragung, was letztlich zu höheren Schweißgeschwindigkeiten und einer besseren Effizienz führt.
Die Vorwärmtemperatur wird sorgfältig gesteuert und kann je nach dem zu schweißenden Material und den gewünschten Ergebnissen zwischen 300°C und 800°C liegen. Diese präzise Temperaturregelung ermöglicht eine optimierte Wärmezufuhr, eine geringere thermische Belastung des Werkstücks und eine bessere Kontrolle über die Dynamik des Schweißbads.
Durch die Kombination der hochwertigen Schweißnähte, die für das traditionelle WIG-Schweißen charakteristisch sind, mit den höheren Abschmelzraten der Heißdrahttechnologie bietet dieses Verfahren mehrere entscheidende Vorteile:
Erhöhte Produktivität: Die Schweißgeschwindigkeit kann bis zu 3-4 Mal höher sein als beim herkömmlichen WIG-Schweißen.
Verbesserte Energieeffizienz: Es ist weniger Wärmezufuhr durch den Lichtbogen erforderlich, was den Gesamtenergieverbrauch senkt.
Bessere Schweißqualität: Der vorgewärmte Draht ermöglicht eine bessere Kontrolle des Schweißbades, was zu glatteren Schweißraupen und einem geringeren Risiko von Fehlern führt.
Erweitertes Materialangebot: WIG-Hitzdraht eignet sich besonders gut zum Schweißen wärmeempfindlicher Materialien und dicker Profile.
Merkmale und Klassifizierungen des WIG-Hitzdrahtschweißens
Das WIG-Heißdrahtschweißen verbessert die Schweißnahtqualität durch mehrere synergetische Mechanismen. Dazu gehören die Oberflächenreinigung des Schweißdrahtes durch Restwärme, die Bewegung des Schmelzbades durch Restwärmeströme und die Modulation der Lichtbogenform durch das vom Vorwärmstrom erzeugte Magnetfeld. Dieses Verfahren ermöglicht eine unabhängige Steuerung der Vorwärmenergie des Drahtes und der Energie des Schweißlichtbogens und entkoppelt die Abscheidungsrate von der Wärmezufuhr.
Ein wesentlicher Vorteil dieser Technik ist die Möglichkeit, die Drahtschmelzgeschwindigkeit zu erhöhen, ohne die Wärmezufuhr proportional zu steigern. Dies führt zu einer erheblichen Steigerung der Schweißeffizienz, wobei sich die Abschmelzleistung und die Schweißgeschwindigkeit im Vergleich zum herkömmlichen WIG-Schweißen mehr als verdoppeln können, während die Stromstärke gleich bleibt.
Das WIG-Hitzdrahtschweißen kombiniert die hochwertigen Schweißeigenschaften des traditionellen WIG-Schweißens mit einer verbesserten Produktivität und eignet sich daher besonders für mittlere bis dicke Schweißkonstruktionen. Während die Abschmelzleistung mit der des WIG-Schweißens vergleichbar ist, bietet das WIG-Hitzdrahtschweißen aufgrund der unabhängigen Drahtvorschubgeschwindigkeit eine bessere Kontrolle über die Schweißnahtbildung. Diese Unabhängigkeit vom Schweißstrom ermöglicht eine bessere Seitenwandschweißung in offenen Nuten und übertrifft in diesem Punkt das MIG-Verfahren.
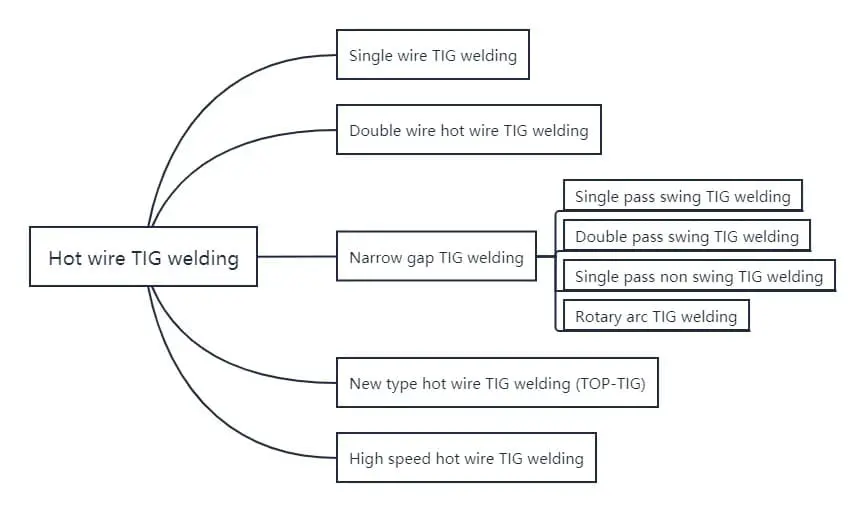
Die Entwicklung des WIG-Heißdrahtschweißens hat zur Entwicklung verschiedener spezialisierter Techniken geführt, die sich in erster Linie durch ihre Drahterwärmungsmethoden unterscheiden. Diese Innovationen zielen darauf ab, die Auftragseffizienz weiter zu verbessern und die Anwendbarkeit des Verfahrens in verschiedenen Schweißszenarien zu erweitern. Abbildung 1 veranschaulicht die wichtigsten Klassifizierungen dieser WIG-Hitzdrahtschweißvarianten.
Abbildung 1: Hauptklassifizierungen von WIG-Hitzdraht Schweißverfahren.
Hochfrequenz-Induktions-Heißdraht-WIG-Schweißen von Aluminiumlegierungen
Bei den bestehenden WIG-Schweißverfahren im In- und Ausland wird der Schweißdraht mit einem bestimmten Strom beaufschlagt, um ihn durch den vom Schweißdraht selbst erzeugten Widerstand zu erhitzen. Diese Methode hat jedoch einige Schwächen:
Erstens ist die Temperatur des Schweißdrahtes schwer zu kontrollieren, was die Effizienz des Schweißens und die Schweißnahtqualität.
Zweitens gibt es einen Hitzestromkreis zwischen dem Werkstück und dem Schweißdraht, der an den Hauptstromkreis des Schweißens angrenzt. Der Lichtbogen wird durch die magnetische Lorentz-Kraft dieses Stromkreises beeinflusst, was einen magnetischen Schlag verursacht, der sich nachteilig auf die Schweißnahtform und die genaue Positionierung des Lichtbogens auswirkt. In schweren Fällen kann dies sogar das Schweißen verhindern.
Drittens, für niedrigeWiderstandsschweißen Drähten wie Al und Aluminiumlegierungen ist der Wirkungsgrad der Widerstandserwärmung gering, so dass es schwierig ist, die richtige Temperatur zu erreichen.
Daher ist das herkömmliche WIG-Heißdrahtschweißen nicht zum Schweißen von Legierungen wie Al und Cu geeignet.
Verglichen mit dem traditionellen WIG-Schweißen hat das WIG-Schweißen mit Hochfrequenz-Induktionserwärmung die folgenden Eigenschaften:
Hohe Drahtheizleistung und schnelle Heizgeschwindigkeit.
Geeignet für die Beheizung verschiedener metallische Werkstoffe des Schweißdrahtes, insbesondere des niederohmigen Schweißdrahtes.
Es gibt keine Störungen durch das Magnetfeld des Bypass-Stroms, wodurch das Phänomen des magnetischen Blasens eliminiert wird.
Die Temperatur des Schweißdrahtes kann durch die Steuerung des Hochfrequenz-Ausgangsstroms präzise geregelt werden. Durch Änderung der Ausgangsschwingungsfrequenz und Ausnutzung des Hochfrequenz-Induktions-Skin-Effekts kann die Tiefe der Induktionserwärmung gesteuert werden.
Bei der Verwendung des WIG-Lichtbogens als Wärmequelle wird der Schweißdraht, der in das Schmelzbad eintritt, direkt erhitzt, wie in Abbildung 2 dargestellt.
Abb. 2 Schematische Darstellung des Lichtbogen-Thermodrahtes
Die wichtigsten Faktoren, die die Temperatur des Schweißdrahtes beeinflussen, sind der Lichtbogenstrom I, die Drahtvorschubgeschwindigkeit V, die Oberflächenwärmeabgabe des Schweißdrahtes Qf und die Strahlungswärmeübertragung des Schweißlichtbogens auf den Schweißdraht Qt.
Unter ihnen sind die ersten beiden die Haupteinflussfaktoren. Der Einfluss von Qt besteht auch ohne Hitzdrahtschweißen und kann daher bei einem Vergleich vernachlässigt werden, und Qf kann der effektiven Heizwirkung des Lichtbogens η zugeschrieben werden.
Einfluss des Hitzdraht-Lichtbogenstroms und der Drahtvorschubgeschwindigkeit
Abbildung 3 zeigt das Messprinzip unter Verwendung von Energiespeichern Punktschweißen um das Thermoelement mit dem Schweißdraht zu verschweißen und ihn auf der Werkbank einzuspannen. Unter dem Antrieb des Motors bewegt sich die Schweißpistole mit einer bestimmten Geschwindigkeit, um den Drahtvorschub zu simulieren.
Abb. 3 Schematische Darstellung des Temperaturmesssystems.
Das vom Thermoelement erzeugte elektrische Signal wird an ein Mehrkanal-Temperaturmessgerät angeschlossen, und die gewonnenen Daten werden dann zur Speicherung und Analyse an einen Computer übertragen.
Wie in Abbildung 4 dargestellt, steigt die Temperatur zu einem bestimmten Zeitpunkt stark an und sinkt dann langsam ab. Die Temperatur an der heißesten Stelle des Temperaturfeldes, an der sich die Wärmequelle bewegt [4], kann als die Temperatur beim Durchgang des Lichtbogens durch das Thermoelement angesehen werden.
Die Temperatur des Schweißdrahtes beim Eintritt in das Schmelzbad wird durch Kombination der Drahtvorschubgeschwindigkeit, des Abstandes zwischen dem Lichtbogenheizpunkt und dem Schmelzbad und durch Interpolation ermittelt.
Abb. 5 Zusammenhang zwischen Temperatur, Drahtstrom und Vorschubgeschwindigkeit.
Wie in Abbildung 5 dargestellt, steigt der Temperaturanstieg bei konstanter Drahtvorschubgeschwindigkeit linear mit dem Strom an, und seine Steigung wird durch den Heizwirkungsgrad η bestimmt; bei konstantem Hitzdrahtbogenstrom sinkt der Temperaturanstieg gemäß einer hyperbolischen Regel mit der Drahtvorschubgeschwindigkeit, und die Form der Hyperbel wird durch den Heizwirkungsgrad η bestimmt.
Aus der Steigung der Kurve lässt sich der Heizwirkungsgrad η für verschiedene Drahtvorschubgeschwindigkeiten berechnen.
Schlussfolgerung
(1) Der Temperaturanstieg des Schweißdrahtes bei der Lichtbogen-Hitzdraht-Methode steht in linearer Beziehung zum Lichtbogenstrom und ist umgekehrt proportional zur Drahtvorschubgeschwindigkeit.
(2) Arc Heißdraht WIG-Schweißen kann erheblich verbessern die Effizienz der WIG-Schweißen.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Um eine einwandfreie Schweißnaht zu erzielen, ist mehr als nur Geschicklichkeit erforderlich; es kommt darauf an, das Zusammenspiel von Spannung und Strom zu beherrschen. Diese beiden Parameter sind das Lebenselixier des Schweißens und bestimmen alles, von der...
Haben Sie sich jemals gefragt, warum geschweißte Strukturen trotz ihres robusten Aussehens manchmal versagen? Dieser Artikel befasst sich mit den verborgenen Herausforderungen des Schweißens und untersucht, wie ungleichmäßige Erwärmung und Abkühlung zu...
Haben Sie sich jemals gefragt, wie Wolkenkratzer hoch stehen oder Autos zusammengeschweißt bleiben? Dieser Blog enthüllt die Magie hinter elektrischen Schweißgeräten. Erfahren Sie mehr über Top-Hersteller wie Lincoln Electric und Miller Welds,...
Haben Sie sich jemals gefragt, welche Schweißgerätehersteller heute in der Branche führend sind? Dieser Artikel befasst sich mit den zehn führenden Schweißgeräteherstellern und hebt ihre Innovationen, globale Präsenz und einzigartigen Stärken hervor....
Haben Sie sich jemals gefragt, wie Schweißer perfekte Verbindungen in schwierigen Positionen erreichen? Das 6GR-Schweißen ist eine spezielle Technik zum Schweißen von Rohrleitungen mit einem Hindernisring in einem 45°-Winkel, der für die...
Haben Sie sich jemals gefragt, welche Gefahren sich hinter den hellen Funken des Schweißens verbergen? In diesem Artikel untersuchen wir die schädlichen Auswirkungen des Argon-Lichtbogenschweißens auf den menschlichen Körper....
Haben Sie sich jemals gefragt, was die Zahlen und Buchstaben auf Schweißdrähten bedeuten? Dieser Artikel entmystifiziert das Kodierungssystem für Kohlenstoff- und Edelstahlschweißdrähte und hilft Ihnen, ihre Zugfestigkeit,...
Haben Sie sich jemals gefragt, wie man den Verbrauch von Schweißdrähten genau berechnet? In diesem Blogbeitrag gehen wir auf die Methoden und Formeln ein, die von Branchenexperten verwendet werden, um den...
Verformungen beim Schweißen von rostfreiem Stahl können zu erheblichen Problemen bei der Metallverarbeitung führen. In diesem Artikel werden verschiedene Methoden zur Kontrolle und Korrektur dieser Verformungen untersucht, wie z. B. die Verwendung von Kupferplatten,...