A Beginner’s Guide to Hot Wire TIG Welding: Characteristics and Classifications
Imagine transforming your welding process with a technique that boosts efficiency without compromising quality. Hot wire TIG welding achieves just that by preheating the welding wire, enhancing both speed and control. This article explores the characteristics and various methods of hot wire TIG welding, highlighting its advantages over traditional TIG and MIG welding. Readers will learn how this method optimizes welds, making it ideal for medium-thick structures. Dive in to discover how hot wire TIG welding can revolutionize your approach to achieving superior weld quality.
Hot wire TIG welding is a high-quality, efficient, and energy-saving welding process that was developed based on traditional TIG welding in 1956.
The basic principle is to heat the welding wire to a certain preheating temperature before feeding it into the molten pool, ultimately achieving the goal of high-speed and efficient welding.
Characteristics and classifications of hot wire TIG welding
Through the combined effects of various factors, such as the purification of the welding wire surface by residual heat, the stirring of the molten pool by residual heat current, and the magnetic field effect of the preheating current on the welding arc shape, the quality of the weld seam is improved.
From the perspective of the heat input of the weld seam, the energy for preheating the welding wire and the energy for welding arc are controlled independently.
Therefore, the increase of welding deposition speed is not directly related to the increase of heat input, which means that the melting speed of the welding wire can be increased without increasing the heat input under the condition of maintaining the same heat input.
Under the same current, the welding speed can be increased by more than twice.
Compared with TIG welding, hot wire TIG welding significantly increases the deposition and welding speed, which is suitable for welding medium-thick welding structures while also having the characteristics of high-quality welds in TIG welding.
Compared with MIG welding, the deposition speed is not significantly different, but the wire feeding speed of hot wire TIG welding is independent of the welding current, which enables better control of the weld formation.
For welds with open grooves, the sidewall fusion is much better than MIG welding.
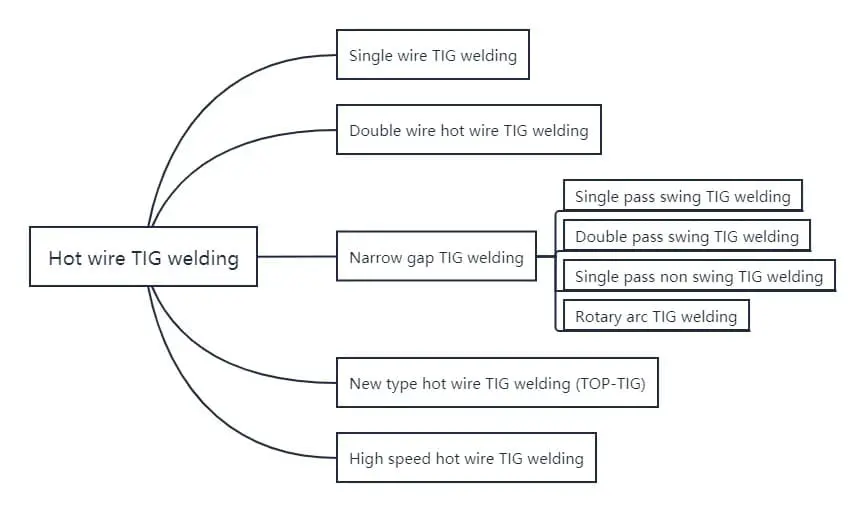
Many specific hot wire TIG welding methods have been developed around the heating method of the welding wire and further improving its deposition efficiency and expanding its applicability range. They are mainly classified as shown in Figure 1.
Figure 1: Main classifications of hot wire TIG welding methods.
High-frequency induction hot wire TIG welding of aluminum alloy
Existing hot wire TIG welding methods at home and abroad use a certain current on the welding wire to heat it up by the resistance generated by the welding wire itself. However, this method has some shortcomings:
First, the temperature of the welding wire is difficult to control, which affects welding efficiency and weld quality.
Second, there is a hot wire current circuit between the workpiece and the welding wire adjacent to the welding main circuit. The welding arc is affected by the magnetic Lorentz force of this circuit, causing magnetic blow, which has an adverse effect on the weld shape and accurate positioning of the arc. In severe cases, it may even prevent welding.
Third, for low-resistance welding wires such as Al and aluminum alloys, the resistance heating efficiency is low, making it difficult to reach the appropriate temperature.
Therefore, traditional hot wire TIG welding is not suitable for welding alloys such as Al and Cu.
Compared with traditional hot wire TIG welding, high-frequency induction heating hot wire TIG welding has the following characteristics:
High wire heating efficiency and fast heating speed.
Suitable for heating various metal materials of the welding wire, especially low-resistance welding wire.
There is no interference from the bypass current magnetic field, eliminating the phenomenon of magnetic blow.
The temperature of the welding wire can be precisely controlled by controlling the high-frequency output current. By changing the output oscillation frequency and utilizing the high-frequency induction skin effect, the depth of induction heating can be controlled.
Using TIG arc as the heat source, the welding wire about to enter the molten pool is directly heated, as shown in Figure 2.
Fig. 2 Schematic diagram of electric arc thermal wire
The main factors affecting the temperature of the welding wire are the hot wire arc current I, the wire feeding speed V, the surface heat dissipation of the welding wire Qf, and the radiation heat transfer of the welding arc on the welding wire Qt.
Among them, the first two are the main influencing factors. The influence of Qt still exists in the case of no hot wire welding, so it can be omitted when compared, and Qf can be attributed to the effective heating effect of the arc η.
Influence of hot wire arc current and wire feeding speed
Figure 3 shows the measurement principle, using energy storage spot welding to weld the thermocouple to the welding wire and clamp it on the workbench. Under the drive of the motor, the welding gun moves at a certain speed to simulate the wire feeding.
Fig. 3 Schematic diagram of temperature measurement system.
The electrical signal generated by the thermocouple is connected to a multi-channel temperature measuring device, and the data obtained is then transmitted to a computer for storage and analysis.
As shown in Figure 4, the temperature rises sharply at a certain moment and then slowly decreases. The temperature at the hottest point of the temperature field where the heat source moves [4] can be considered as the temperature when the arc passes through the thermocouple.
The temperature of the welding wire when it enters the molten pool is obtained by combining the wire feeding speed, the distance between the arc heating point and the molten pool, and using interpolation.
Fig. 5 Relationship between temperature, wire current and feed speed.
As shown in Figure 5, when the wire feeding speed is constant, the temperature rise increases linearly with the current, and its slope is determined by the heating efficiency η; when the hot wire arc current is constant, the temperature rise decreases according to a hyperbolic rule with the wire feeding speed, and the shape of the hyperbola is determined by the heating efficiency η.
The heating efficiency η of different wire feeding speeds can be calculated from the slope of the curve.
Conclusion
(1) The temperature rise of the welding wire using arc hot wire method is linearly related to the hot wire arc current and inversely proportional to the wire feeding speed.
(2) Arc hot wire TIG welding can significantly improve the efficiency of TIG welding.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Welding symbols may seem like a foreign language, but mastering them is crucial for effective communication in the world of mechanical engineering. In this blog post, a seasoned mechanical engineer…
Ever wondered how skyscrapers stand tall or cars stay welded together? This blog uncovers the magic behind electric welding machines. Learn about top manufacturers like Lincoln Electric and Miller Welds,…
Have you ever wondered how the sleek cars, sturdy bridges, and advanced airplanes of today are built? This article explores six cutting-edge welding technologies that are revolutionizing manufacturing, from laser…
Have you ever wondered why some welded structures fail unexpectedly? This article explores the hidden forces at play—welding stress and deformation. Learn how these stresses impact strength, stability, and accuracy,…
Have you ever wondered how to calculate the consumption of welding rods accurately? In this blog post, we'll explore the methods and formulas used by industry experts to estimate welding…
Have you ever wondered about the art of welding and the different positions involved? In this fascinating blog post, we'll delve into the intricacies of welding positions, from flat to…
Ever wondered what "X-weld" or "tack-weld" means? Our latest article breaks down 292 crucial welding terms, offering clear definitions and practical examples. Whether you're a seasoned welder or just starting,…
Why does argon arc welding sometimes produce pores, and how can we fix it? Welding porosity, often caused by impurities, improper gas flow, or incorrect technique, can weaken welds and…
Imagine a machine that welds with precision, never tires, and enhances safety in industrial settings. This article explores the fascinating world of arc welding robots, detailing their components, operational procedures,…