1. Linearlager und andere Komponenten zur Führung von Linearbewegungen
Linearbewegungs-Führungselemente sind die am häufigsten verwendeten Komponenten in automatisierten Bewegungsmechanismen für Transfer, Handhabung, Positionierung und Montage.
Wir vergleichen hier Linearlager, Gleitführungen und ölfreie Buchsen und konzentrieren uns auf die Verwendung von Linearlagern.
(1) Vergleich der Merkmale von Linearlagern
Ein grober Vergleich der Eigenschaften der drei Komponenten der Linearführung ist in der folgenden Tabelle zusammengefasst.
Im Folgenden wird der Zusammenhang zwischen den oben genannten Merkmalen und der Konstruktion erläutert.
(2) Der Zusammenhang zwischen den Eigenschaften und der Konstruktion der Linearführungsteile.
1. Leistungsunterschiede in Bezug auf die Tragfähigkeit:
Linearlager und selbstschmierende Buchsen.
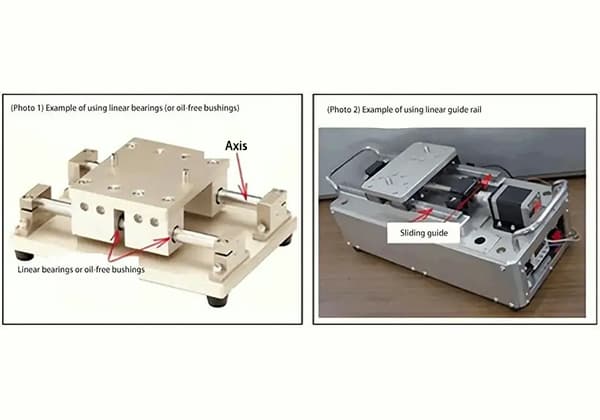
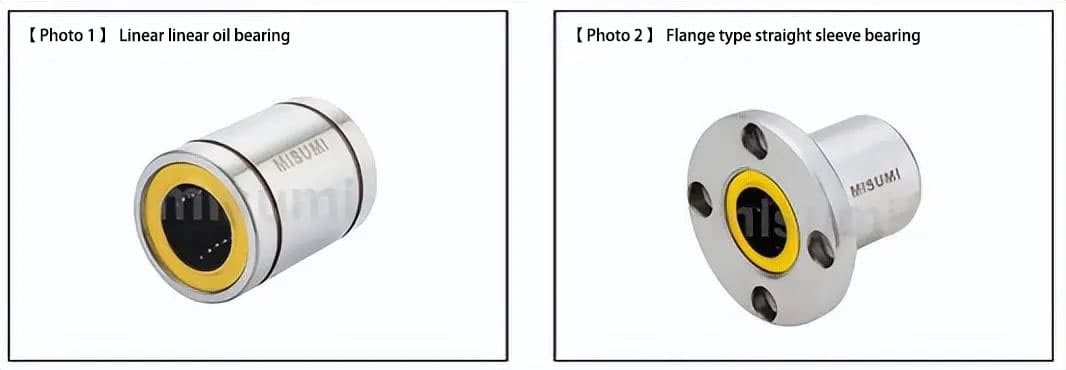
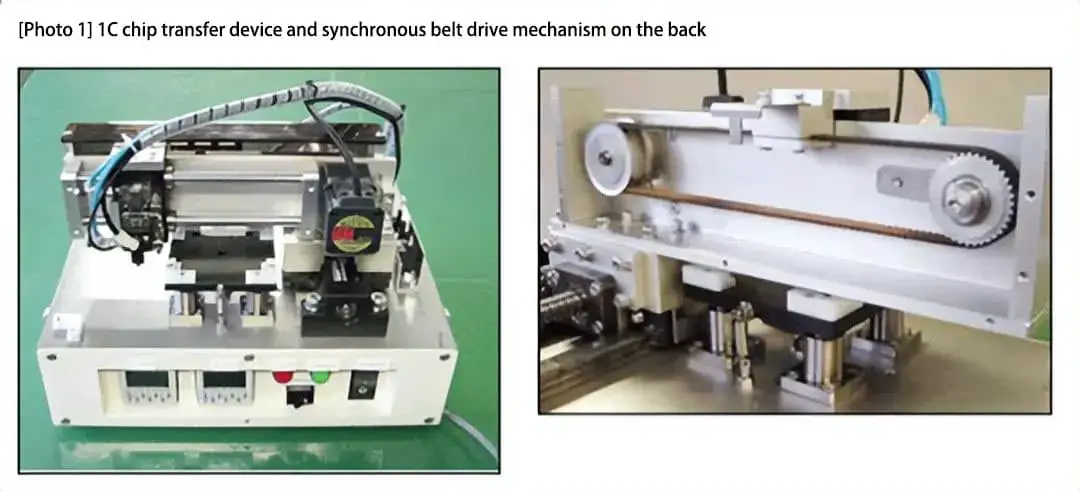
a) Die beweglichen Komponenten mit Linearlagern oder selbstschmierenden Buchsen werden im Allgemeinen auf einer Welle (Führungsschiene) montiert, die an beiden Enden von Stützstrukturen getragen wird, um ihre Bewegungsfunktion zu erfüllen. Bei großen Lasten wird die Welle leicht verformt (siehe [Foto 1]).
(Bei der vertikalen Linearführung kann außerdem eine einfache Struktur verwendet werden, die das Problem der Belastung ignoriert, da die Welle die Last des beweglichen Teils nicht tragen muss).
Lineare Führungen
b) Die beweglichen Teile bewegen sich auf den feststehenden Führungsschienen, die auf dem Sockel montiert sind, der hervorragende Trageeigenschaften aufweist (siehe [Foto 2]).
Linearlager und selbstschmierende Buchsen => Lineare Bewegung auf einer beidseitig fixierten Welle (Führungsschiene) => lineare Bewegung mit leichten bis mittleren Belastungen.
Linearführungen => Lineare Bewegung auf Führungsschienen, die an der Basis befestigt sind => lineare Bewegung mit leichten bis schweren Lasten.
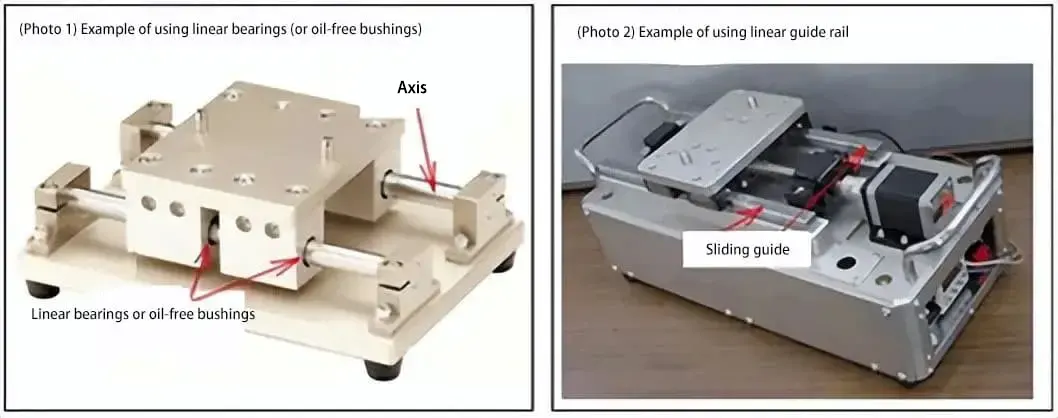
2. Leistungsunterschiede in Bezug auf den Reibungskoeffizienten:
Hier bestimmen die Unterschiede in der Führungsmethode (Roll- oder Oberflächengleiten) die Leistungsunterschiede. Der Unterschied im Reibungskoeffizienten steht in direktem Zusammenhang mit der Wahl des Antriebsaktuators.
a) Kleiner Reibungswiderstand = kleine Reibungskraft = kann von einem Motor mit kleinem Drehmoment angetrieben werden = Drehbewegung kann in eine lineare Bewegung umgewandelt werden.
b) Großer Reibungswiderstand = große Reibungskraft = erfordert großes Drehmoment oder Schubantrieb = kann direkt von einem Linearzylinder angetrieben werden.
■ Vorsichtsmaßnahmen für den Gebrauch
Die Größe des Reibungskoeffizienten wirkt sich auf die Leistungsfähigkeit der Antriebsausrüstung und die während des Betriebs entstehende Wärme aus. Selbstschmierende Buchsen sind nicht für den kontinuierlichen Hochgeschwindigkeitsbetrieb mit hoher Wärmeentwicklung geeignet.
Bei Verwendung eines Zylinders kann die Anfangs- und Endgeschwindigkeit nicht wie bei einem Motor gesteuert werden. Ein Hochgeschwindigkeitsbetrieb und die Unterdrückung von Vibrationen können durch den Einbau flexibler Bremsmechanismen wie Stoßdämpfer und Dämpfer erreicht werden.
3. Leistungsunterschiede in Bezug auf die Führungsgenauigkeit:
Grundsätzlich wird die Leistung durch den Spalt zwischen dem Lager und der Führungsschiene bestimmt.
a) Bei Linearlagern wird eine zylindrische Welle als Führungsschiene verwendet und der Spalt zwischen dem Lager und der Führungsschiene auf "Presssitz: g6" oder "Übergangspassung: h5" eingestellt, und das Lager gleitet in einem Zustand minimalen "Spalts".
b) Für Linearführungen werden spezielle Führungsschienen verwendet, und es werden Hochpräzisionslager und Führungsschienen mit kleinem Spalt (0-3 μm) oder unter Druck (-3-0 μm) gepaart.
c) Im Vergleich zu Linearlagern haben die selbstschmierenden Buchsen einen größeren Spalt zwischen der Führungsschiene (Welle), was zu einer geringeren Führungsgenauigkeit führt.
■ Vorsichtsmaßnahmen für den Gebrauch
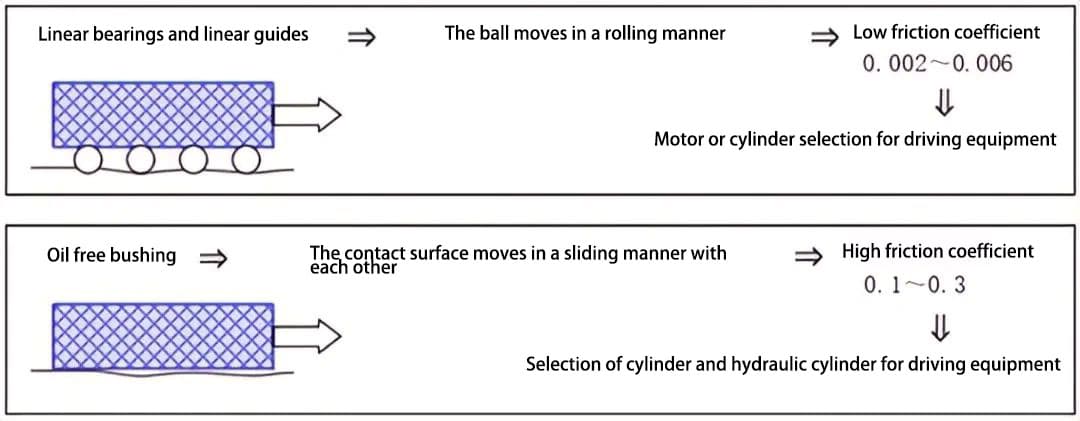
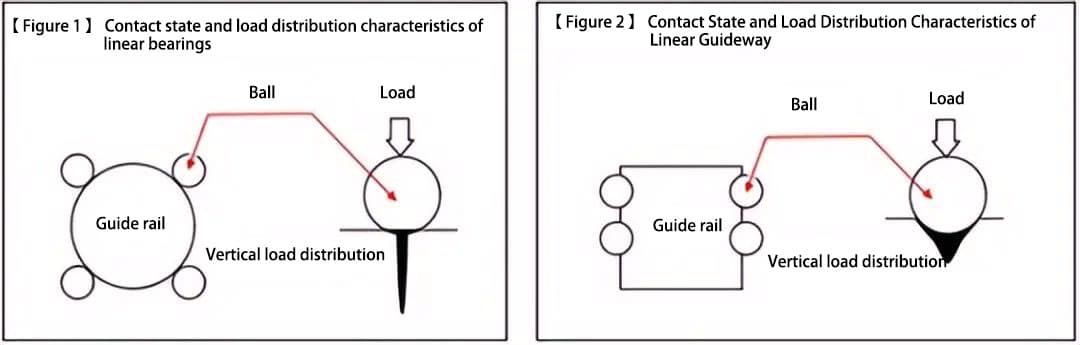
Die Kontaktzustände zwischen der Kugel und der Führungsschiene sind bei Linearlagern und Linearführungen unterschiedlich. Die Linearlager haben einen Punktkontaktzustand, bei dem der Kontaktteil lokal eine große Last trägt.
Der Kontaktbereich zwischen der Führungsschiene und dem Kugellager in den Linearführungen nimmt eine Rillenform an, die es der Kugel ermöglicht, in Oberflächenkontakt mit der Führungsschienenoberfläche zu stehen, wodurch die Kontaktlast verteilt wird.
Es gibt auch Unterschiede in der Tragfähigkeitscharakteristik zwischen den beiden in Bezug auf den Kontaktzustand im Gleitbereich. ([Abbildung 1] und [Abbildung 2])
Linearlager => Punktkontaktzustand => ungleichmäßige vertikale Lastverteilung => nicht für hohe Belastungen geeignet.
Linearführungen => Zustand des Oberflächenkontakts => zerstreute vertikale Lastverteilung => kann relativ hohen Belastungen standhalten.
4. Über Umweltbeständigkeit und Wartungsfreundlichkeit:
Dieser Leistungsunterschied wird durch die Unterschiede in den verwendeten Materialien bestimmt.
a) Linearlager und Linearführungen erreichen eine langfristige Zuverlässigkeit durch die Schmieröl (Schmierfett), so dass die Arbeitsumgebung den Umweltbeständigkeitsindex des Schmieröls nicht überschreiten kann.
b) Selbstschmierende Buchsen werden im Allgemeinen in Umgebungen eingesetzt, in denen es keine Schmierölund haben eine gute Umweltbeständigkeit und Wartungsfreundlichkeit.
2. Unterscheidung zwischen linearen und geflanschten Typen
Im Folgenden werden die Unterschiede zwischen den Außenformen von Linearlagern (Linear- und Flanschlager) und die bei der Montage zu treffenden Vorsichtsmaßnahmen erläutert.
(1) Lineare und geflanschte Linearlager
[Foto 1] zeigt den linearen Typ und [Foto 2] zeigt den geflanschten Typ.
Das geflanschte [Foto 2]-Linearlager hat die folgenden Vorteile:
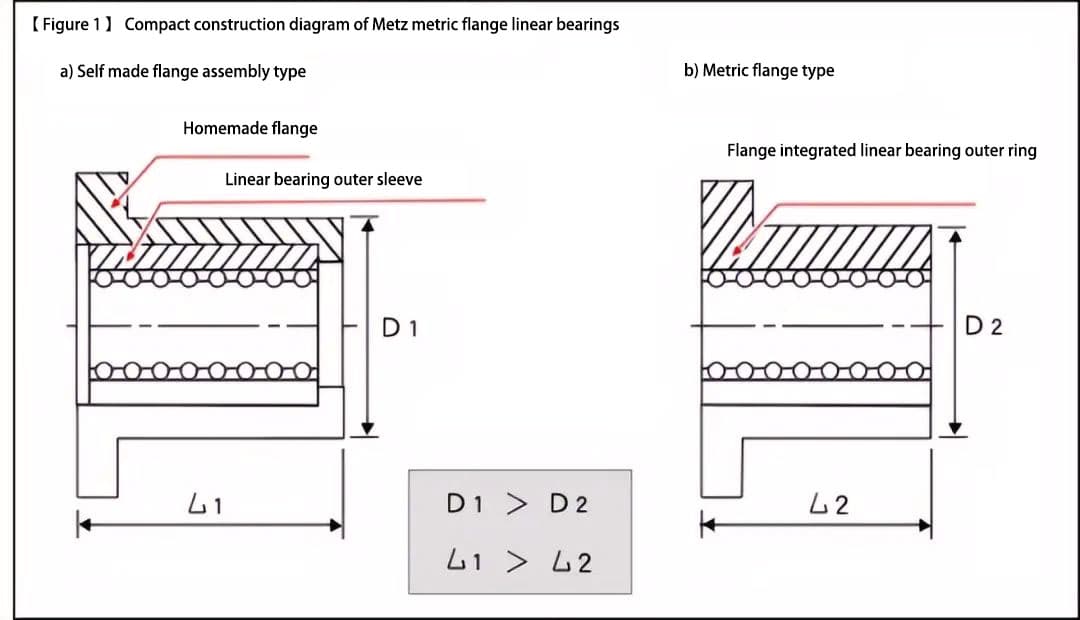
Es hat eine kompaktere Struktur durch die integrierte Konstruktion eines Linearlagers und einer geflanschten Wellenhülse ([Abbildung 1]).
Im Vergleich zu einem Linearlager, das mit einem separat gefertigten Flansch kombiniert ist, hat es Vorteile wie niedrige Kosten, kurze Lieferzeiten und stabile Qualität.
[Abbildung 1 ist eine schematische Darstellung, die den kompakten Aufbau des Flansch-Linearlagers erläutert. Die Montagestruktur des Linearlagers mit Flansch und die Form der Wellenhülse sind zu lang, während das Flansch-Linearlager eine integrierte Struktur aufweist, die kompakter ist. Diese kompakte Bauweise ermöglicht die Aufrechterhaltung der Tragfähigkeit.
(2) Unterscheidung zwischen Lineartypen und Flanschtypen
Wählen Sie Linear oder Flansch Arten von Lagern nach den folgenden Kriterien: Wählen Sie Flanschtypen von Linearlagern, wenn sie tragfähig sind.
Berücksichtigen Sie bei der Auswahl die räumlichen und baulichen Gegebenheiten rund um den Einbau der Linearführungen. Siehe Punkt (3) für Installationsmethoden und Vorsichtsmaßnahmen für Linearführungen.
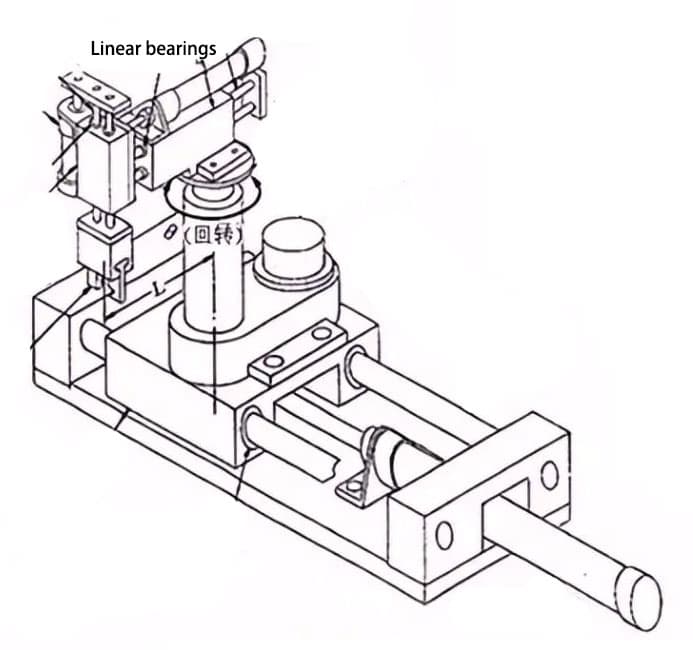
Bei den Linearlagern unterscheidet man zwischen selbstbeweglichen und achsfesten Typen für die Wellendrehung. Abbildung 2 veranschaulicht den Aufbau einer angetriebenen X-Y-Z-θ-Plattform mit der Welle als Führungsachse. Die Lager werden entsprechend klassifiziert.
a) X-Achse: Die Linearlager sind selbstbeweglich und mit Flansch ausgestattet.
b) Y-Achse: Die Linearlager sind fest (in Richtung der Θ-Achse) und ermöglichen eine Bewegung in Richtung der A-Achse.
c) Z-Achse: Linearlager sind in Richtung der Z-Achse fixiert und erlauben eine Bewegung in Richtung der Y-Achse.
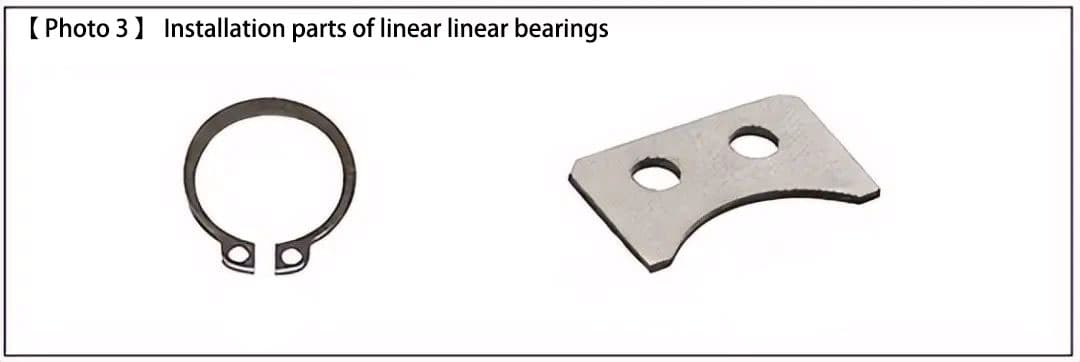
Bei linearen Typen wählen Sie je nach gewünschter Festigkeit der Befestigung einen Sprengring oder eine Stopperplatte als Befestigungsart.
a) Der bewegliche Teil der X-Achse des Profils unterliegt der Trägheitskraft des Gewichts des beweglichen Teils, das vom Linearlager getragen wird. Das Linearlager muss fest fixiert werden.
b) Das Linearlager ist am Lagersitz befestigt, und aufgrund der Verwendung eines Zylinders zum Antrieb der Wellenstruktur hält die axiale Befestigung des Linearlagers nur der Reaktionskraft der Reibung stand, daher wurde für den Lineartyp eine kompakte Konstruktion gewählt. Außerdem sind die Linearlager der Y-Achse in entgegengesetzter Richtung zu den beiden Achsen relativ zur Rotationsachse der θ-angetriebenen Plattform angeordnet, was eine hohe Steifigkeit in Bezug auf das Rotationsmoment ermöglicht.
c) Aus der Richtung der beweglichen Welle betrachtet, ist es dasselbe wie b) und trägt keine großen Kräfte.
(3) Einbauverfahren und Vorsichtsmaßnahmen für Linearlager.
(1) Einbauverfahren für Linearlager
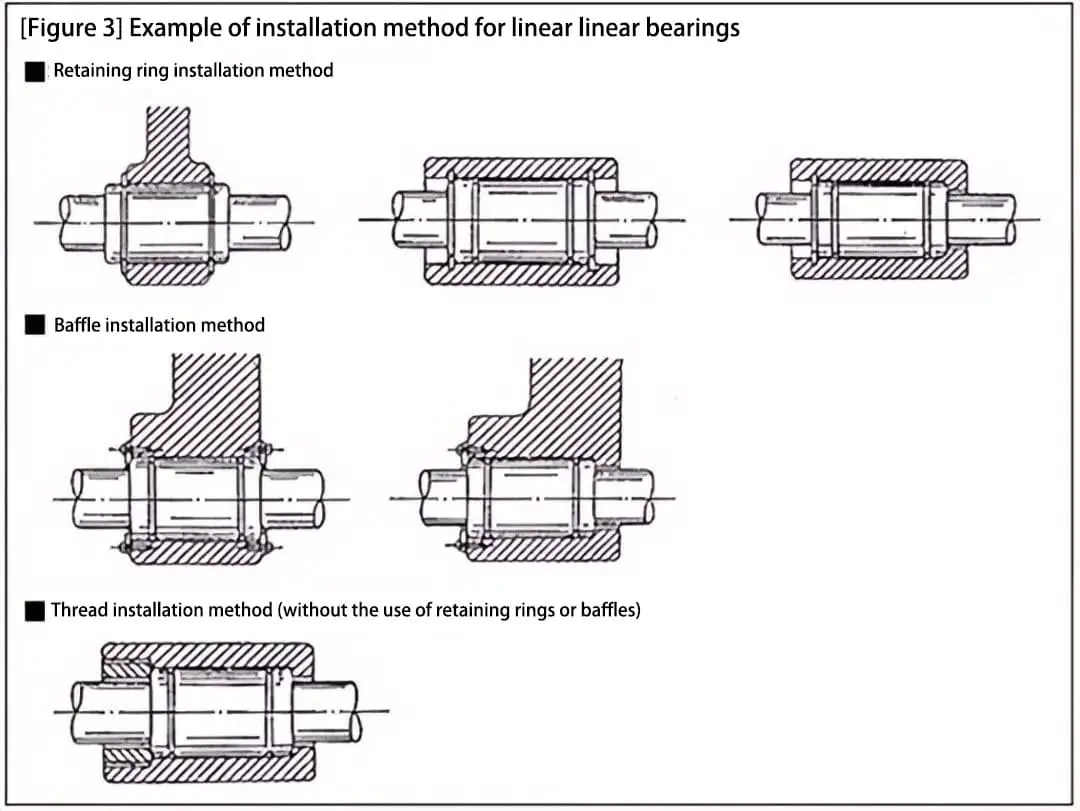
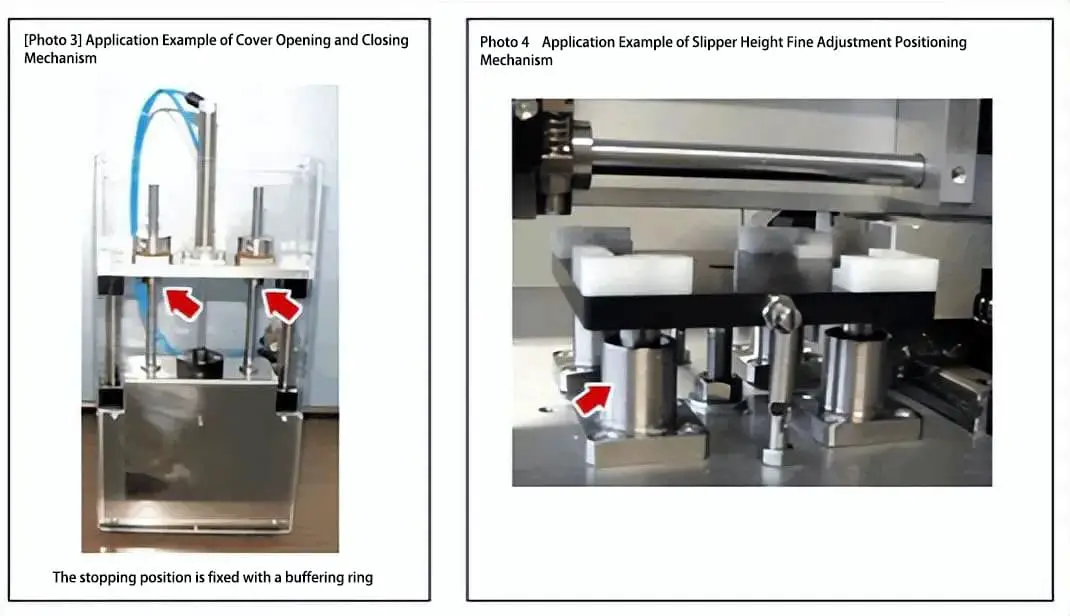
Linearführungen werden im Allgemeinen mit Sprengringen oder Anschlagplatten montiert (siehe [Foto 3] und [Abbildung 3]).
(2) Vorsichtsmaßnahmen für den Einbauwinkel von Linearlagern
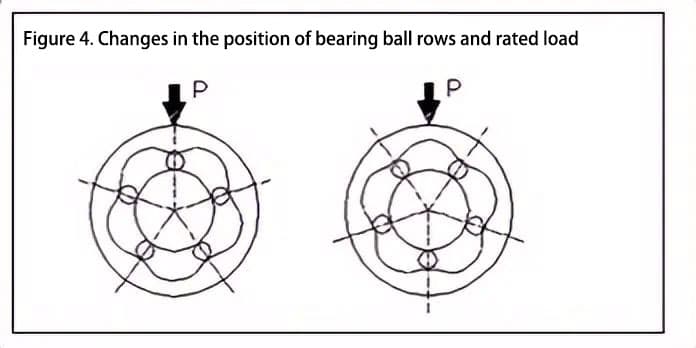
Aufgrund von Unterschieden im Wellendurchmesser und -typ sowie der Anzahl der Kugelreihen im Lager haben Linearlager im Allgemeinen 4 bis 6 Kugelreihen, die in gleichen Winkeln angeordnet sind. Vermeiden Sie beim horizontalen Einsatz von Linearlagern den Einbau mit den Kugelreihen in der Position direkt darüber (wie in [Abbildung 4] links dargestellt), da dies zu konzentrierten Belastungen führen kann.
[Abbildung 4] zeigt ein 5-reihiges Kugellager, und das Verhältnis der Nennlastwerte ist unten dargestellt (rechte Seite ÷ linke Seite). Daher sollte der Einbau so nah wie möglich an dem im obigen Diagramm gezeigten Einbauwinkel vorgenommen werden.
Statische Nennlast (rechte Seite ÷ linke Seite) = 1,46
Dynamische Nennlast (rechte Seite ÷ linke Seite) = 1,19
3. Unterscheidung von einlagigen, zweilagigen, verlängerten und oberflächenbehandelten Lagern.
(1) Länge des Lagers und Führungsleistung
Linearkugellager können je nach Lagerlänge in vier Typen unterteilt werden:
[1] einzeilig
[2] zweizeilig
[3] erweitert
[4] vom Kunden entworfen (mit zwei einzeiligen Typen).
Der Unterschied in der Lagerlänge wirkt sich wie folgt direkt auf die Führungsleistung aus:
a) Tragfähigkeit
b) Lenkungsgenauigkeit
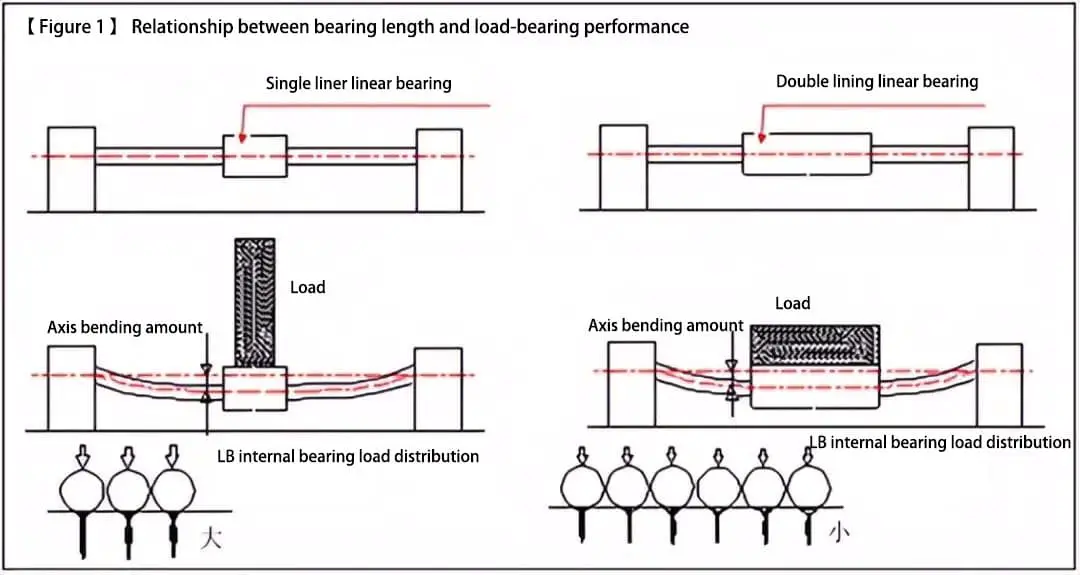
a) Zusammenhang zwischen Lagerlänge und Tragfähigkeit
Je länger das Lager ist, desto mehr Auflagepunkte gibt es, und desto geringer ist die erforderliche Belastung für jeden Lagerkontaktpunkt. Diese Schlussfolgerung kann aus der tatsächlichen Situation gezogen werden, in der die Nennlast der drei Typen [1], [2] und [3] von Linearlagern mit ihrer Länge ansteigt.
Daher kann die Wahl einer größeren linearen Lagerlänge die Tragfähigkeit des Produkts verbessern (= Erhöhung der Lebensdauer und der Zuverlässigkeit) ([Abbildung 1]).
b) Verhältnis zwischen Lagerlänge und Führungsgenauigkeit
Je länger die Lagerlänge, desto höher die Führungsgenauigkeit.
1)
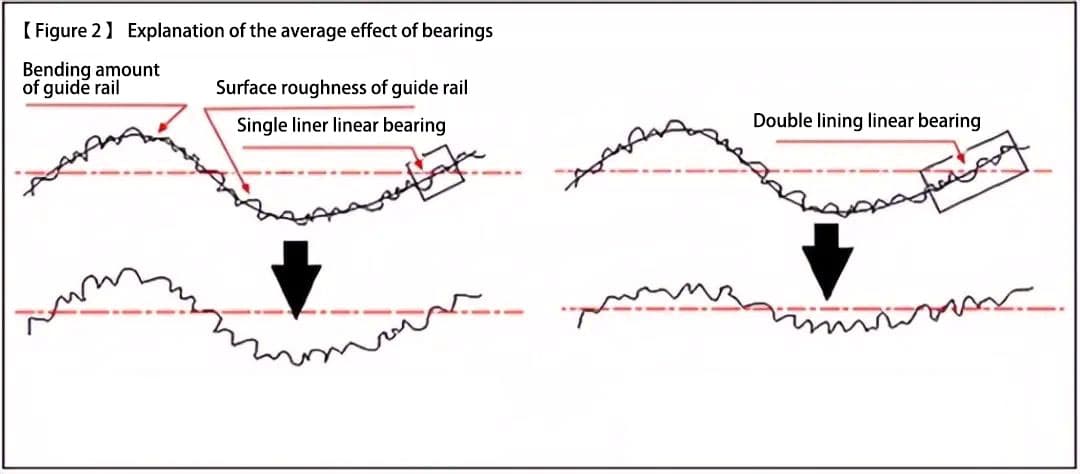
Durch die Mittelwertbildung des Führungsfehlers der Führungsschiene (Welle) kann die Produktgenauigkeit verbessert werden (Einzelheiten sind dem entsprechenden Hinweis zu entnehmen) ([Abbildung 2]).
2)
Die Produktgenauigkeit kann verbessert werden, indem der Spielfehler zwischen der Führungsschiene (Welle) verringert wird ([Abbildung 3]).
Der Mittelungseffekt der Lager: Durch die Vergrößerung der Länge des Linearführungslagers wird die Anzahl der Lagerauflagen erhöht, und die Fehlerfaktoren auf der Führungsoberfläche (Oberflächenrauheit und Biegeverformung) können gemittelt werden, wobei die Auswirkungen des Fehlerfaktors auf weniger als die Hälfte reduziert werden.
Durch eine Vergrößerung der Lagerlänge können daher die Tragfähigkeit und die Führungsgenauigkeit verbessert werden.
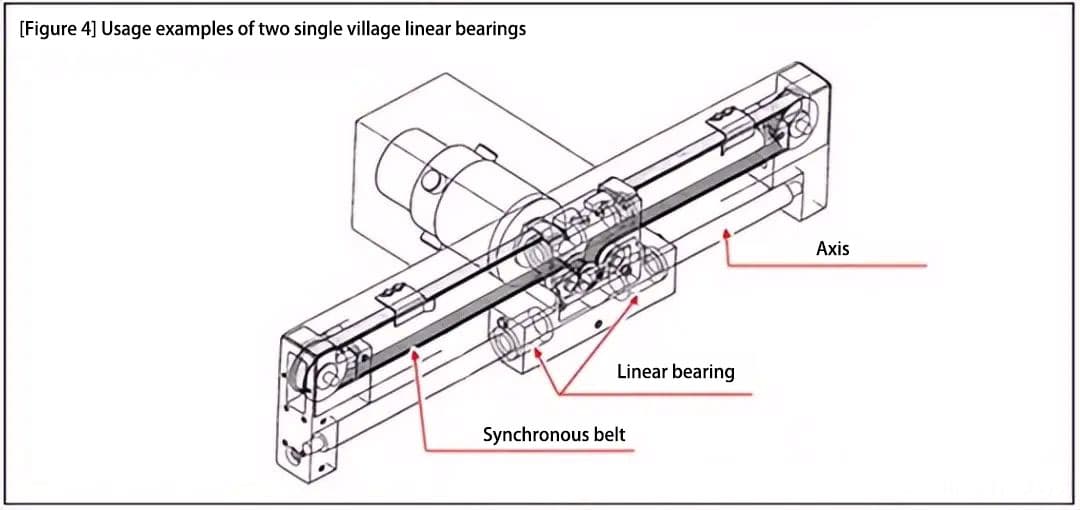
Daher wird der Typ [4] (der eine spezielle Konstruktion mit zwei einzeiligen Typen verwendet) in hochpräzisen Arbeitsumgebungen häufig in gewissem Umfang eingesetzt ([Abbildung 4]).
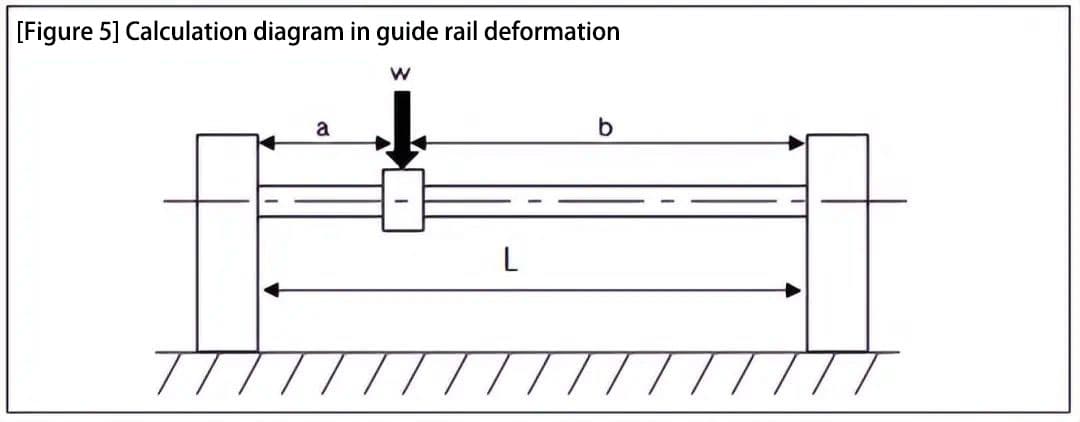
(2) Berechnung der Verformung der Führungsschiene (Welle) ([Abbildung 5])
Bei einem linearen Mechanismus, der aus einem linearen Lager und einer Welle besteht, kann die Verformung der Welle anhand der folgenden Gleichung berechnet werden:
δ = (W * a3 * b3) / (3 * E * I * L3)
wo:
a: Abstand vom Endpunkt der Stütze zur Position der Last
b: Abstand zwischen dem Endpunkt der Stütze auf der gegenüberliegenden Seite von a und der Lastposition
L: Abstand zwischen den Wellenstützen
E: Elastizitätsmodul
I: Zweites Moment der Fläche des Querschnitts
I = πd4/64 ≈ 0.05d4
d: Durchmesser der Welle
W: Vom Linearlager getragene Last (Einheit: N)
Wenn a = b = L/2, δ = W * L3 / (9,6 * E * d4).
Wenn Sie also die Verformung der Welle verringern wollen, sollten Sie einen Konstruktionsansatz wählen, der den Wellendurchmesser vergrößert (4-fache Wirkung) oder den Abstand zwischen den Wellenauflagen verkürzt (3-fache Wirkung).
(3) Eigenschaften und Anwendungsbeispiele von Bauteilmaterialien und Oberflächenbehandlung
Die konstituierenden Materialien, Oberflächenbehandlungenund Anwendungsbeispiele für Linearlager sind in der folgenden Tabelle aufgeführt:
Material des Außenrings
Oberflächenbehandlung
Material der Halterung
Material der Kugel
Anwendungsbeispiele:
SUJ2
–
Äquivalent zu Harz/SUS440C
SUJ2
Gleitführung mit allgemeinen Anforderungen an die Verschleißfestigkeit.
Präzisionsbewegung für optische Komponenten ohne Reflexion in staubfreier Umgebung.
SUJ2
Chemisch Ni-P
Dasselbe wie oben.
Dasselbe wie oben.
Chemikalienbeständige Gleitteile in staubfreier Umgebung, die Verschleißfestigkeit erfordern.
Äquivalent zu SUS440
–
Dasselbe wie oben.
Dasselbe wie oben.
Leichte Belastung in staubfreier Umgebung und in Geräten, die im Lebensmittel- und medizinischen Bereich eingesetzt werden.
Vergleichende Merkmale von Oberflächenbehandlungen.
Material des Außenrings:
Oberflächenbehandlung
Merkmale:
SUJ2
–
SUJ2 besteht aus Eisen und ist rostanfällig.
Dasselbe wie oben.
Niedertemperatur-Schwarzchrom
Niedriger Reibungskoeffizient und gute VerschleißfestigkeitFähig, eine gleichmäßige, dünne Beschichtung mit schwarzer Farbe zu bilden, die kein Licht reflektiert und eine gute Wärmeaufnahme aufweist.
Dasselbe wie oben.
Chemische Beschichtung von Ni-P
Hervorragende Beständigkeit gegen Chemikalien und Korrosion, häufig in Reinräumen verwendetHarte Beschichtung mit glänzender, nichtmagnetischer Oberfläche.
4. Beispiel für die Anwendung von Linearführungen bei einfachen automatischen Geräten
Die Merkmale von Linearlagern werden im Folgenden beschrieben:
Einfache, kostengünstige Führungslager mit mittlerer Leistung. (Hohes Kosten-Nutzen-Verhältnis)
Niedriger Reibungskoeffizient, der die Auswahl des Antriebs erleichtert. (Kostengünstiger Zylinder oder Motor mittlerer Preisklasse)
Durch die Kombination mit einer Synchronriemenkann eine geräuscharme und leichte Antriebskonstruktion erreicht werden.
Bei der vertikalen Richtungsführung ermöglicht die Anwendung des Schwerpunktsverfahrens eine einfache und kompakte Bauweise.
Die Verwendung und die Eigenschaften von Linearlagern werden im Folgenden anhand eines Anwendungsbeispiels in einfachen automatisierten Anlagen erläutert.
(1) Schrittmotor und Zahnriemenantrieb
Die Konstruktion des Zahnriemenantriebs hat Vorteile wie Geräuscharmut, geringes Gewicht, niedrige Kosten und keine Notwendigkeit zum Ölen. Bei einem Arbeitstisch mit X/Y/Z-Achsen besteht das übliche Konstruktionskonzept darin, die Belastung des unteren X-Achsen-Motors durch eine Entlastung der oberen Y-Achse zu verringern.
Daher wird die Y-Achse häufig mit einem Zahnriemen ausgeführt.
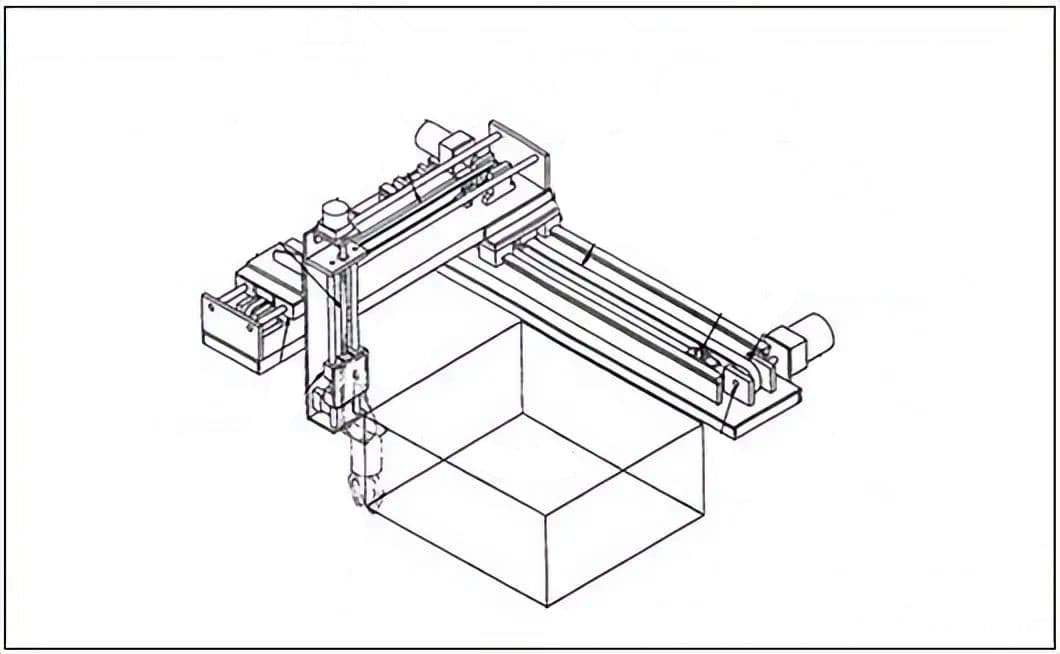
a) [Abbildung 1] zeigt einen typischen X/Y/Z-3-Achsen-Antriebsmechanismus.
Die X-Achse besteht aus Linearführungen, während die Y-Achse und die Z-Achse mit Linearlagern konstruiert sind. Das Antriebssystem verwendet Zahnriemen und Kugelumlaufspindeln.
b) [Foto 1] zeigt ein Anwendungsbeispiel für die Y-Achse in einer IC-Chip-Montagevorrichtung. Die Richtung der Y-Achse wird durch einen Zahnriemen in eine Hin- und Herbewegung umgesetzt.
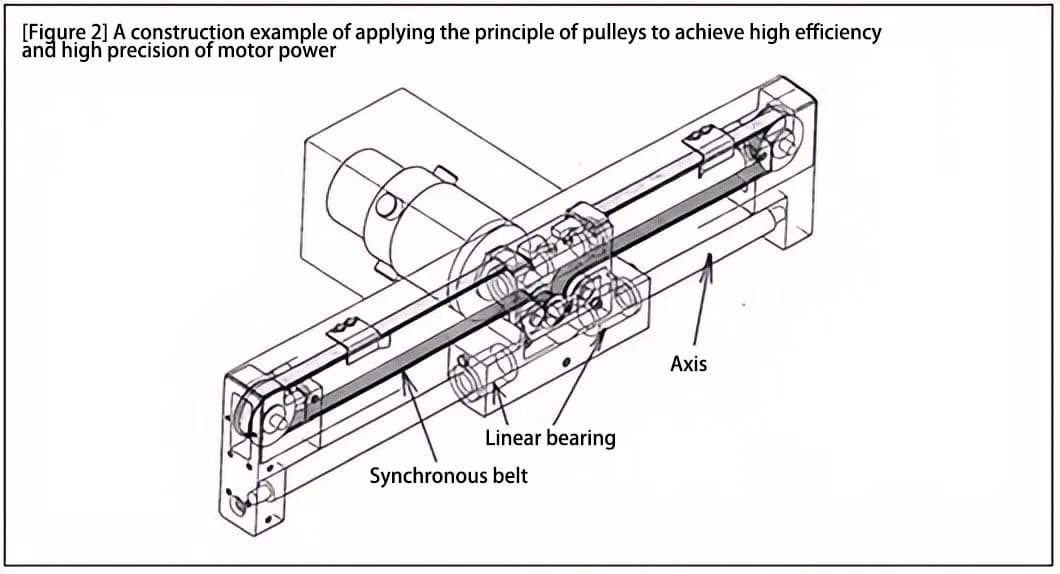
c) [Abbildung 2] zeigt ein Anwendungsbeispiel eines einachsigen Roboters mit den folgenden Merkmalen:
Zur Verbesserung der Tragfähigkeit und der Führungsgenauigkeit werden zwei Linearlager mit einer großen Spannweite verwendet.
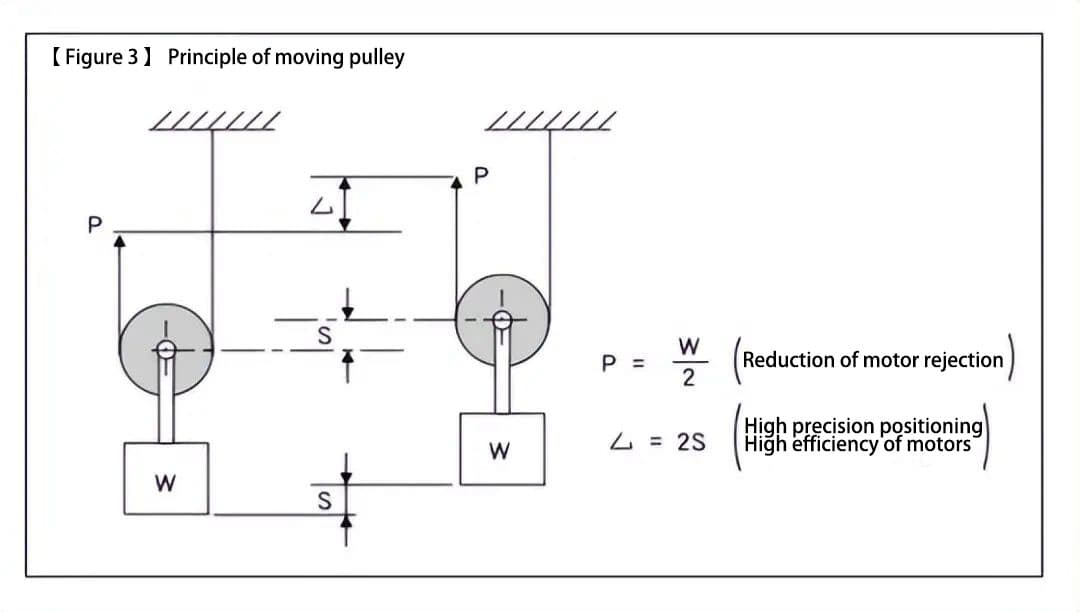
Die Konstruktion und der Aufbau des Zahnriemens und der Riemenscheibe beruhen auf dem Prinzip der rollenden Riemenscheibe ([Abbildung 3]), um eine hohe Effizienz der Motorleistung und eine hochpräzise Positionierung zu erreichen.
Der Zahnriemen und die Welle sind parallel nach oben und unten angeordnet, und selbst bei einer einachsigen Struktur kann die relative Drehung zwischen der Welle und dem Linearlager begrenzt werden.
Prinzip der beweglichen Riemenscheibe:
Um das Hebeobjekt in Abbildung 3 um eine Strecke S anzuheben, muss die Seilsicherung um die doppelte Höhe bewegt werden, aber die erforderliche Kraft beträgt nur die Hälfte des Gewichts des Hebeobjekts, wodurch das Hebeobjekt leicht angehoben werden kann.
das 2-fache der zurückgelegten Entfernung
Positioniergenauigkeit, die die Mindestauflösung der Motordrehung verbessern kann Reduzieren Sie den Rücklauf- und Leerlauffehler der Riemenscheibe um die Hälfte Antrieb des Motors mit hoher Drehzahl (2x), dadurch hoher Wirkungsgrad des Motors
1/2 mal die Last
Er kann von einem Motor mit geringer Leistung angetrieben werden (ohne Untersetzungsgetriebe usw.)
(2) Schrittmotor und Kugelumlaufspindelantrieb
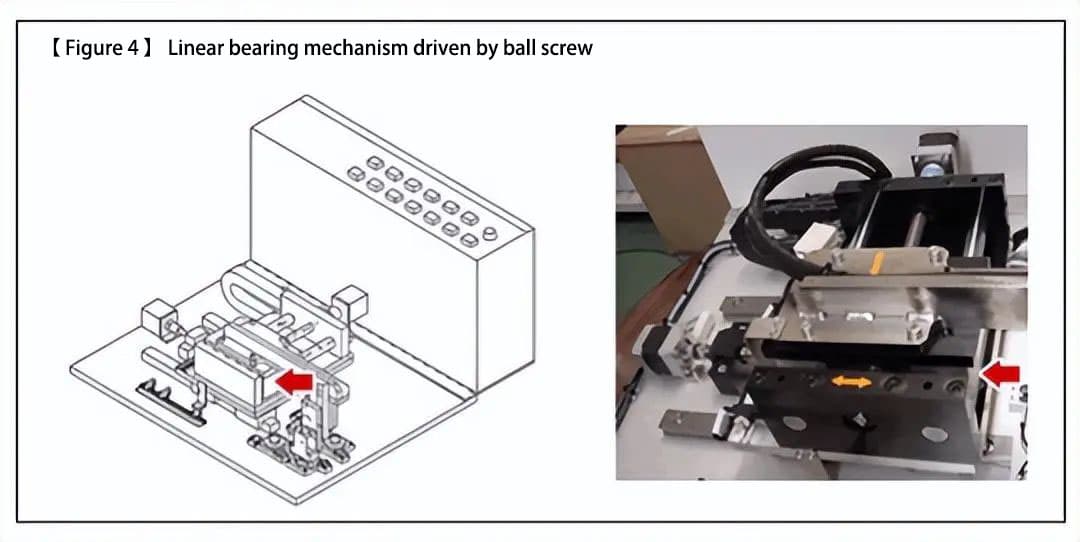
Die Antriebsmethode der Kugelumlaufspindel weist folgende Merkmale auf: [1] sie wandelt die Drehbewegung des Motors direkt in eine lineare Bewegung um, und [2] die Kugelumlaufspindel hat die Funktion eines Untersetzungsgetriebes. Die Übertragungseffizienz der Antriebskraft und der Motorwirkungsgrad sind relativ hoch.
[Abbildung 4] ist ein Antriebsmechanismus, bei dem die Y-Achse ein Linearlager und eine Kugelumlaufspindel verwendet. Dies wird in der Regel bei Mechanismen eingesetzt, die einen Einheitsvorschub erfordern oder Anforderungen an die Positioniergenauigkeit stellen.
Zusätzliche Informationen:
a) Merkmale eines Schrittmotors
Schrittmotoren haben die Eigenschaft, ein hohes Drehmoment im niedrigen Drehzahlbereich zu erzeugen (im Allgemeinen beim Anfahren und Abbremsen), wodurch sie sich für Bewegungen über kurze Strecken und für die Steuerung von Mehrpunktpositionen eignen.
b) Erforderliche Präzision des Motors zur Erreichung der Zielpositionierungsgenauigkeit
Zielpositioniergenauigkeit = ±0,01 (mm). Bei der Wahl einer Kugelumlaufspindelsteigung von 10 (mm/U) kann die erforderliche Genauigkeit (Teilungen) des Schrittmotors mit der folgenden Formel berechnet werden.
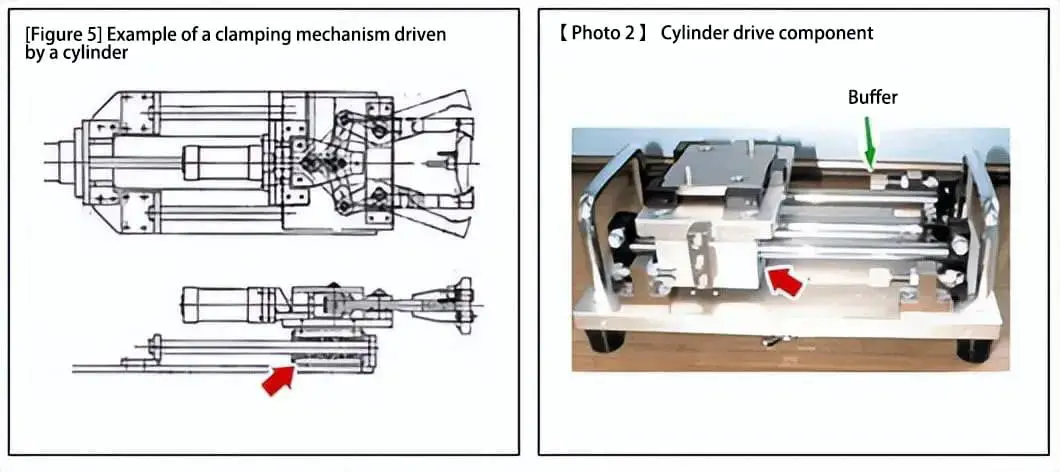
(3) Antrieb des Zylinders
[Abbildung 5] ist ein Beispiel für ein Lager, das für den Zylinderantrieb in einem Klemmmechanismus verwendet wird, während [Foto 2] ein Beispiel für einen Zylinderantriebsmechanismus ist, der eine Magnetkupplung verwendet. Beide verwenden Linearlager (durch die Pfeile gekennzeichnet) zur Führung.
Bei einem Zylinderantrieb ist es nicht möglich, die Geschwindigkeit beim Anfahren und Anhalten zu kontrollieren, daher muss ein Puffer verwendet werden, um den Aufprall beim Anhalten zu verringern (wie in [Foto 2] gezeigt).
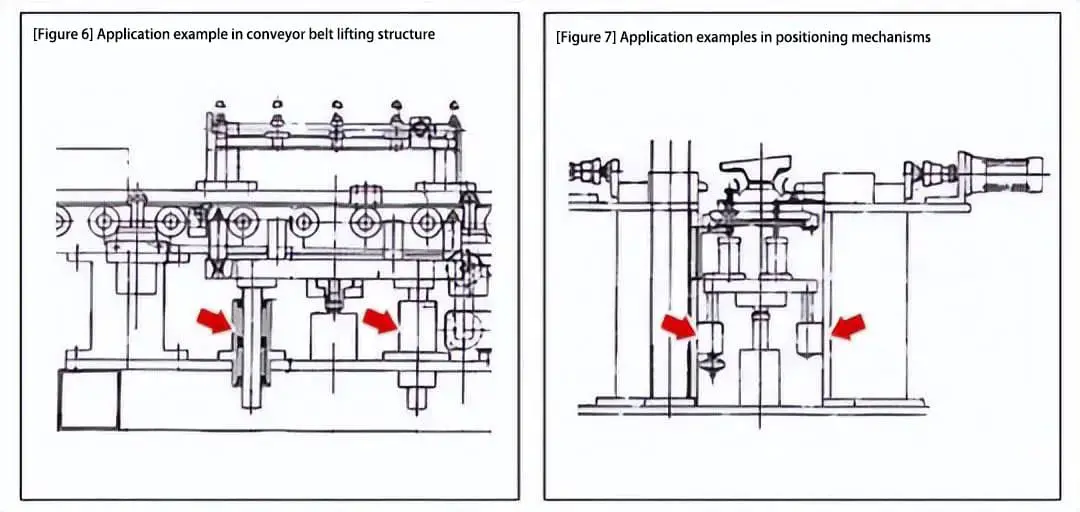
(4) Beispiele für vertikale Führung
Die vertikale Führung kann durch den Einsatz von Linearführungen mit Flanschen erreicht werden. Für die Sicherung des Einbaus der Linearlager ist keine spezielle Stützkonstruktion erforderlich, was eine einfache und kompakte Bauweise ermöglicht (bei Gleitführungen muss ein vertikaler Montageuntergrund für die feste Führungsschiene eingerichtet werden).
Ähnlich wie beim Aufbau in [Foto 4] werden auch für die Hubführung (in [Abbildung 6]) und den Positionierungsmechanismus (in [Abbildung 7]) für den unteren Teil des Förderbandes Flansch-Linearlager verwendet.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Grundlegende Konzepte des computergestützten Entwurfs und der computergestützten Fertigung Der computergestützte Entwurf und die computergestützte Fertigung (CAD/CAM) sind ein umfassendes und technisch komplexes Fachgebiet der Systemtechnik, das verschiedene Bereiche wie die [...]
Konzept der virtuellen Fertigung Die virtuelle Fertigung (VM) ist die grundlegende Umsetzung des tatsächlichen Fertigungsprozesses auf einem Computer. Sie nutzt die Technologien der Computersimulation und der virtuellen Realität, unterstützt durch [...]
Ein flexibles Fertigungssystem (FFS) beruht in der Regel auf den Prinzipien der Systemtechnik und der Gruppentechnologie. Es verbindet CNC-gesteuerte Werkzeugmaschinen (Bearbeitungszentren), Koordinatenmessmaschinen, Materialtransportsysteme, [...]
So wie die Fertigungstechnologie heute in verschiedenen Bereichen eine entscheidende Rolle spielt, nimmt die Nanofabrikationstechnologie eine Schlüsselposition in der Nanotechnologie ein. Die Nanofabrikationstechnologie umfasst zahlreiche Methoden, darunter mechanische [...]
Unter Ultrapräzisionsbearbeitung versteht man Präzisionsfertigungsverfahren, die ein extrem hohes Maß an Genauigkeit und Oberflächenqualität erreichen. Die Definition ist relativ und ändert sich mit den technologischen Fortschritten. Derzeit kann diese Technik [...]
Gegenwärtig kann die spanabhebende Bearbeitung in zwei Gruppen eingeteilt werden, die sich auf die Produktionscharge beziehen: Von diesen beiden Kategorien entfallen auf die erste etwa 70-80% des gesamten Produktionswerts der Zerspanung [...]
In diesem Artikel werden hauptsächlich mehrere ausgereifte spezielle Bearbeitungsmethoden vorgestellt. I. Funkenerosion (EDM) Die Funkenerosion ist ein Verfahren zur Bearbeitung leitfähiger Werkstoffe unter Ausnutzung des Phänomens der elektrischen Korrosion während [...]
Was ist CNC-Bearbeitung? Numerische Steuerung (NC) bezeichnet die Methode zur Steuerung der Bewegung und der Bearbeitungsvorgänge von Werkzeugmaschinen mit Hilfe digitalisierter Informationen. Numerisch gesteuerte Werkzeugmaschinen, oft abgekürzt als [...]
Die spanabhebende Bearbeitung ist nach wie vor die wichtigste Methode der mechanischen Bearbeitung und spielt eine wichtige Rolle in der mechanischen Fertigung. Mit den Fortschritten in der Fertigungstechnik hat die spanende Bearbeitung erhebliche Fortschritte in Richtung [...]
1. Was sind Schweißspannungen Schweißspannungen sind die Spannungen, die während des Schweißprozesses in geschweißten Bauteilen entstehen. Diese Spannung wird durch den thermischen Prozess des Schweißens verursacht und [...]
Als fortschrittliche Werkstoffe werden Materialien bezeichnet, die in jüngster Zeit erforscht wurden oder sich in der Entwicklung befinden und über außergewöhnliche Leistungen und besondere Funktionen verfügen. Diese Materialien sind für den Fortschritt in Wissenschaft und Technik von größter Bedeutung, [...]
Die Wulstumformung eignet sich für verschiedene Arten von Rohlingen, z. B. für tiefgezogene Tassen, geschnittene Rohre und gewalzte konische Schweißteile. Klassifizierung nach dem Medium der Wulstumformung Wulstumformverfahren lassen sich in folgende Kategorien einteilen [...]