La fundición a presión es un proceso de fundición de metales que utiliza una cavidad de molde para forzar el metal fundido a adoptar una forma específica, similar al proceso de moldeo por inyección de plástico. Resulta especialmente útil para producir un gran número de piezas de tamaño pequeño o mediano, por lo que es el proceso de fundición más utilizado.
La fundición a presión produce una superficie más lisa y una mayor consistencia dimensional en comparación con otras técnicas de fundición. Sin embargo, si la operación y los parámetros no están estandarizados, puede dar lugar a diversos defectos.
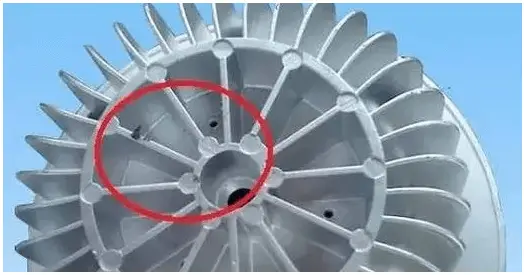
1. Marcas y patrones de flujo
Inspección de aspecto:
La superficie de la fundición presenta vetas que siguen la dirección de flujo del metal fundido. Además, hay líneas distintas, no direccionales, con matices variables que difieren de la base metálica, y estas líneas no siguen un patrón determinado.
Las causas de las marcas de flujo son las siguientes:
1) La temperatura del molde es demasiado baja;
2) El diseño del corredor no es bueno, y la posición de la puerta no es buena;
3) La temperatura de alimentación es demasiado baja;
4) Baja velocidad de llenado y corto tiempo de llenado;
5) El sistema de puertas no es razonable;
6) Escape deficiente;
7) La pulverización no es razonable.
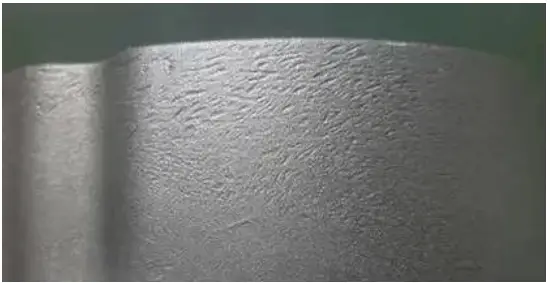
2. Grieta de tortuga
Inspección de aspecto:
En la superficie de las piezas fundidas a presión aparecen marcas de un patrón reticular convexo o cóncavo, que se hacen más prominentes y se extienden con el aumento de los ciclos de fundición a presión.
Las causas son las siguientes:
1) Hay grietas en la superficie de fundición a presión cavidad del troquel;
2) El precalentamiento de la matriz de fundición a presión es desigual.
3. Aislamiento en frío
Inspección de aspecto:
La superficie de las piezas de fundición a presión presenta líneas lineales distintivas, irregulares y deprimidas, de forma pequeña y estrecha. Estas líneas pueden ser penetrantes o no penetrantes. En ocasiones, los bordes de estas líneas pueden parecer lisos, pero también pueden romperse bajo una fuerza externa.
Las causas son las siguientes:
1) Los dos metales fluyen a tope entre sí, pero no están completamente fusionados y no hay inclusiones entre ellos, y la fuerza de unión de los dos metales es muy débil;
2) La temperatura de vertido o de fundición a presión es baja;
3) La posición del canal no es la correcta o el recorrido es demasiado largo;
4) Baja velocidad de llenado.
4. Indentación
Inspección de aspecto:
Hay abolladuras lisas (como discos) en la superficie de la mayoría de las partes gruesas de la fundición a presión.
Las causas son las siguientes:
1) Causada por la contracción
- El diseño de la fundición a presión es inadecuado y la diferencia de grosor de las paredes es demasiado grande;
- Posición incorrecta del corredor;
- El ratio de inyección es bajo y el tiempo de mantenimiento es corto;
- La temperatura local de la matriz de fundición a presión es demasiado alta.
2) El diseño del sistema de refrigeración no es razonable;
3) El molde se abrió demasiado pronto;
4) La temperatura de vertido es demasiado alta.
5. Impresión
Inspección de aspecto:
La huella dejada por el contacto entre la superficie de la pieza fundida y la superficie de la cavidad de fundición a presión o la huella del escalón en la superficie de la pieza fundida.
Las causas son las siguientes:
1) Causado por la expulsión de un elemento
- La cara final de la varilla eyectora está desgastada;
- La longitud de ajuste de la varilla eyectora es inconsistente;
- La parte de empalme de la cavidad de la matriz de fundición a presión no encaja bien con otras partes.
2) Causadas por empalmes o piezas móviles
- La parte de la incrustación está suelta;
- Piezas móviles sueltas o desgastadas;
- La superficie lateral de la pieza moldeada está formada por insertos que interpenetran los moldes móviles y fijos.
6. Marcas de adherencia
Inspección de aspecto:
Bajo la influencia de una fuerza externa, pueden desprenderse pequeñas escamas y aparecer de color gris brillante u oscuro.
Las causas son las siguientes:
1) Hay residuos metálicos o no metálicos en la superficie de la cavidad de la matriz de fundición;
2) Al verter, las impurezas entran primero y se adhieren a la superficie de la cavidad.
7. Delaminación (descascarillado)
Inspección de aspecto o inspección de daños:
Hay capas evidentes de metal en la parte de la fundición.
Las causas son las siguientes:
1) La rigidez del molde no es suficiente, y la plantilla tiembla durante el proceso de llenado;
2) En el proceso de inyección, el punzón se arrastra;
3) Diseño inadecuado del sistema de canalización.
8. Ablación por fricción
Inspección de aspecto:
La superficie de la fundición a presión presenta asperezas en algunos lugares.
Las causas son las siguientes:
1) La posición, dirección y forma de la lingoteta provocada por la matriz de fundición a presión no son las adecuadas;
2) Debido a las condiciones de la fundición, el metal fundido en la lingote se agita violentamente y el enfriamiento de la pieza no es suficiente.
9. Erosión
Inspección de aspecto:
Hay marcas de viruela o líneas convexas en la posición local de las piezas de fundición a presión.
Las causas son las siguientes:
1) La posición de la lengüeta es incorrecta;
2) Las condiciones de refrigeración no son buenas.
10. Crack
Inspección de aspecto:
La superficie de la colada se agrieta cuando se coloca en una solución alcalina, apareciendo como líneas de color gris oscuro. Estas grietas siguen un patrón lineal u ondulado y presentan granos estrechos y alargados que tienden a empeorar bajo tensión externa.
Las causas son las siguientes:
Los resultados muestran que el contenido de hierro es demasiado alto o el de silicio demasiado bajo, lo que da lugar a altos niveles de impurezas nocivas en la aleación que disminuyen su plasticidad. En las aleaciones Al Si y Al Si Cu, el contenido de zinc o cobre es demasiado alto y en la aleación Al Mg, el contenido de magnesio es demasiado alto. El contenido de cobre en las aleaciones Al Si y Al Si Cu también es demasiado elevado.
Además, el tiempo de retención del molde es demasiado corto, el tiempo de mantenimiento es demasiado corto y el grosor de la pared de la pieza moldeada cambia bruscamente. El local sujeción fuerza es demasiado grande y la fuerza es desigual durante el proceso de expulsión.