Procesamiento e instalación de barras colectoras: Su guía definitiva
¿Alguna vez se ha preguntado cómo se procesan e instalan las barras colectoras, los héroes anónimos de la distribución eléctrica? Este artículo profundiza en los intrincados pasos de la selección, preparación e instalación de las barras colectoras, garantizando una distribución de energía eficiente y segura. Descubrirá las herramientas y técnicas esenciales necesarias para manipular estos componentes críticos, mejorando su comprensión del papel que desempeñan en los sistemas de alta y baja tensión. Al final, tendrá un sólido conocimiento de los entresijos del procesamiento de barras colectoras, desde la inspección del material hasta la instalación final, garantizando un rendimiento y una seguridad óptimos en las aplicaciones eléctricas. Sumérjase y amplíe sus conocimientos.
Estas directrices se aplican al procesamiento de barras colectoras y a la instalación de todos los cuadros de distribución de baja tensión y cajas de distribución de energía eléctrica producidos por nuestra fábrica. Aparte de la separación eléctrica y la distancia de fuga, también pueden utilizarse otros principios para los armarios de alta tensión.
II. Selección de barras colectoras
Las barras colectoras deben seleccionarse en función de la corriente del circuito, en condiciones de aumento de temperatura admisible a largo plazo y requisitos de estabilidad térmica dinámica. Deben ser barras colectoras de aluminio o cobre y alambres de plástico con núcleo de cobre.
Las barras seleccionadas deben cumplir las normas GB5584-85 ".Barras conductoras de aluminio" y GB55852-85 "Barras conductoras de cobre. También debe tenerse en cuenta el impacto de las condiciones de disipación del calor en la capacidad de carga cuando se colocan verticalmente (buenas) frente a las colocadas horizontalmente (malas).
Si el usuario tiene otros requisitos, deberá seleccionar la barra colectora adecuada en función de los mismos.
1. En el apéndice A1 figuran las especificaciones comunes de las barras colectoras y su capacidad de transporte de corriente.
2. Los alambres de plástico con núcleo de cobre se muestran en el Apéndice A2
III. Materiales, equipos y herramientas
1. Diversas especificaciones de pernos, tuercas, arandelas y cobre y aluminio juntas
2. 2. Dobladora, punzonadora, taladradora y brocas, dobladora manual, tornillo de banco, llave de tubo, llave de correa, llave inglesa, lima, rayador, cinta métrica de acero, regla cuadrada, regla de acero, cuchillo de electricista, destornillador, alicates para cables, taladro de mano, etc.
IV. Fases del proceso y requisitos técnicos
1. Antes de procesar el material de las barras colectoras, debe someterse a una inspección externa. Si se encuentran grietas superficiales, imperfecciones, picaduras o depósitos diversos, o si hay poros grandes en la superficie (diámetro de la barra colectora de aluminio superior a 5 mm, profundidad superior a 0,55 mm, barra colectora de cobre diámetro superior a 5 mm, profundidad superior a 0,15 mm), esa sección debe cortarse.
2. Toda la barra colectora debe estar básicamente recta antes del corte. Si hay desniveles evidentes o rectituddebe corregirse.
3. Corte de acuerdo con el dibujo o el tamaño de la plantilla (por ejemplo, corte en la máquina de corte o punzonadora) y eliminar rebabas durante el procesamiento.
Tras el corte, si se detecta que está desigual, no recto o torcido, debe corregirse con un martillo de madera o una herramienta similar. Tras la corrección, no deben quedar marcas evidentes del martillo en la barra colectora.
4. Doblar la barra colectora según sus propios requisitos o los requisitos específicos del armario de distribución. Cuando se doble la barra colectora, se debe tener cuidado de no utilizar demasiada fuerza o velocidad para evitar que se agriete. El grado de doblado de las dos barras colectoras paralelas de la misma fase debe ser coherente.
(1) El radio mínimo admisible de curvatura de las barras colectoras se indica en el apéndice A3.
(2) No se permiten grietas después de doblar la barra colectora.
(3) Los puntos de flexión del mismo grupo de barras colectoras deben ser básicamente coherentes después de la instalación.
(1) El emparejamiento del orificio de la barra colectora y las especificaciones del perno se seleccionan de acuerdo con el Apéndice A4.
(2) Después de determinar el tamaño del agujero según las especificaciones de la barra colectora utilizada, la forma de solapamiento y la forma de la cabeza de la pila eléctrica, taladre o perfore los agujeros en una taladradora o prensa punzonadora.
(3) Una vez procesada la barra colectora, los cortes y los bordes de los orificios deben desbarbarse y achaflanarse.
6. Tanto los puntos de conexión entre barras colectoras como entre barras colectoras y cabezas de pilotes eléctricos deben estañarse y engarzarse, aplicando vaselina neutra en las partes de conexión estañadas. Dependiendo de las condiciones técnicas de la planta, puede utilizarse pasta conductora en lugar de estañado.
(1) Para procedimientos detallados de estañado de barras colectoras, consulte las "Directrices del proceso de estañado". Para la aplicación de pasta conductiva, consulte las "Directrices de aplicación de pasta conductiva".
(2) El crimpado de las barras colectoras debe realizarse utilizando un molde de crimpado específico en una prensa punzonadora.
(3) Antes de engarzar, debe marcarse el límite de engarce (generalmente a 20 mm del borde de conexión).
7. Todas las barras conductoras deben pintarse de negro. Los bordes pintados deben estar básicamente en una línea, sin falta de pintura, marcas de goteo, objetos extraños u otros rastros. La superficie solapada no debe pintarse, y la distancia entre el borde pintado y el borde solapado debe ser de entre 5 y 10 mm.
V. Barra colectora con hilos de plástico con núcleo de cobre
Las barras colectoras con una corriente nominal inferior a 200 A pueden sustituirse por cables de plástico con núcleo de cobre, con conectores de cobre/aluminio engarzados en ambos extremos.
La longitud de pelado y los conectores seleccionados se muestran en el Apéndice A5. La parte expuesta de la zona de crimpado debe envolverse con cinta aislante.
VI. Instalación de barras colectoras
1. Antes de instalar el embarrado, inspeccione la calidad del mismo y de sus accesorios. No se permite la instalación de elementos no cualificados.
2. Cuando la barra colectora es larga (generalmente armario de baja tensión >0,8M, GCK >0,4M), debe utilizarse una abrazadera de barra colectora y un aislante adecuados para la fijación en el centro.
3. Cuando la barra colectora principal se superpone, las tres fases deben escalonarse capa por capa y no cruzarse. 4. Cuando se utilicen dos o más barras colectoras en paralelo para la misma fase, debe haber un espacio de una fila de grosor entre ambas (para aumentar el área de disipación del calor).
4. Durante la instalación, las superficies superpuestas de la barra colectora con la barra colectora y de la barra colectora con la cabeza de la pila eléctrica deben estar planas de forma natural. No debe utilizarse ninguna fuerza externa para presionarlas hasta que queden planas, ya que ello provocaría tensiones en la barra colectora, afectaría a los componentes del interruptor y a la estabilidad térmica dinámica de la barra colectora.
5. Después de apretar los tornillos, debe haber suficiente presión de contacto entre las superficies superpuestas. La estanqueidad de contacto puede comprobarse con una galga de espesores de 0,05x10 mm.
Para barras conductoras de anchura superior a 63 mm, la profundidad de inserción en cualquier dirección no debe superar los 6 mm. Para las inferiores a 56 mm, la profundidad de inserción no debe superar los 4 mm. La cabeza del tornillo debe sobresalir 2-5 hilos de la tuerca (después de apretarla). No debe ser ni demasiado corta ni demasiado larga.
6. Cuando la barra colectora se coloca plana, el perno debe insertarse de arriba hacia abajo. Cuando está en vertical, debe insertarse de delante hacia atrás, es decir, la tuerca debe colocarse en la parte posterior.
7. Si hay dificultades en la zona de contacto o en la disposición, se puede añadir una conexión de barra de transición según sea necesario.
8. El embarrado principal debe sujetarse firmemente con una abrazadera de embarrado.
9. Salvo circunstancias especiales, las barras colectoras deben instalarse de acuerdo con los requisitos de los planos. Su disposición e instalación deben garantizar la separación eléctrica (≥12mm) y la línea de fuga (≥14mm) entre la barra colectora y otros componentes y elementos, piezas auxiliares.
Los requisitos mínimos de espacio libre eléctrico y distancia de fuga también cumplen los valores especificados en la Tabla A8. También cumple los requisitos de distancia de proyección de arco (véase "Componente eléctrico, instalación auxiliar, reglas del proceso de puesta a punto").
10. Para todas las barras colectoras horizontales, barras colectoras verticales, barras colectoras derivadas y partes activas entre los conectores del circuito principal en los armarios de cajones, y su espacio eléctrico y distancia de fuga de las partes metálicas conectadas a tierra, la tensión nominal debe estar entre 380V-660V y no debe ser inferior a 20mm.
La envoltura aislante, el revestimiento aislante, la pulverización de polvo epoxi u otros materiales aislantes pueden utilizarse como capa aislante de la barra colectora para reducir los requisitos de espacio libre de la barra colectora, pero deben seguir cumpliendo las disposiciones de la tabla A8.
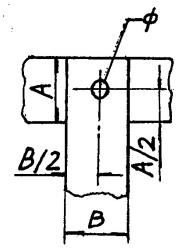
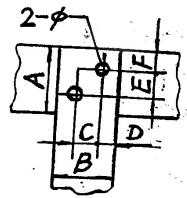
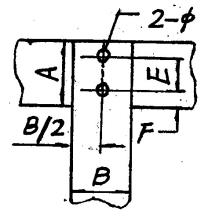
11. Para otras formas de aparamenta de baja tensión, la separación eléctrica y la línea de fuga entre barras colectoras del circuito principal también deben referirse a las disposiciones del artículo 10 cuando la corriente dinámica de estabilidad térmica pase a través y pueda causar una reducción de la separación eléctrica.
12. Véanse en el apéndice A6 las formas de conexión típicas y los requisitos de los solapamientos de barras colectoras.
VII. Aplicar marcadores de secuencia
Una vez instalada la barra colectora, deben fijarse señales de secuencia de fases en un lugar destacado de la barra colectora, o deben pintarse bloques de pintura de tres colores para indicar la secuencia de fases (Fase A: amarillo; Fase B: verde; Fase C: rojo).
(1) Véase el apéndice A7 para la disposición de la secuencia de fases de la barra colectora en el armario.
VIII. Inspección de calidad
(1) Compruebe si hay grietas en la curva de la barra colectora y si la superficie es lisa.
(2) Compruebe si el lugar de estañado de la barra colectora es liso, brillante y uniforme, y utilice una galga de espesores para comprobar si la separación entre las superficies superpuestas de la barra colectora cumple los requisitos.
(3) Compruebe si la barra colectora está firmemente instalada y solapada, si la disposición es bonita y si cumple los requisitos de espacio libre eléctrico, distancia de fuga y distancia de pulverización del arco.
(4) Si la marca de secuencia de fase es correcta.
Apéndice A1 Especificaciones de las barras colectoras rectangulares simples y capacidad de transporte de corriente.
Barra colectora de cobre TMY
Sección transversal de la barra colectora(㎜2)
Corriente máxima admisible (A)
Colocación horizontal
Colocación vertical
Especificación
Zona
25℃
40℃
25℃
40℃
15×3
45
200
167
210
171
20×3
60
261
212
275
224
25×3
75
323
263
340
277
30×4
120
451
368
475
387
40×4
160
593
483
625
509
40×5
200
665
541
700
570
50×5
250
816
665
860
700
50×6
300
905
738
955
778
60×6
360
1069
893
1125
916
60×8
480
1251
1019
1320
1075
60×10
600
1395
1136
1475
1202
80×6
480
1360
1108
1480
1206
80×8
640
553
1265
1690
1377
80×10
800
17847
1423
1900
1548
100×6
600
1665
1356
1810
1475
100×8
800
1911
1557
2080
1695
100×10
1000
2121
1728
2310
1882
120×8
960
2210
1810
2400
1956
120×10
1200
2435
1984
2650
2159
Apéndice A3: Radio mínimo (R) de curvatura de la barra colectora (curva plana) (espesor de la barra colectora b)
MATERIAL/Especificaciones
TML
LMY
≤5×50
R=2b
R=2b
>5×50
R=2b
R=2,5b
Apéndice A4: Barra colectora, agujero para perno y diámetro de ajuste
Diámetro del perno
Agujero de la barra colectora
Diámetro del perno
Diámetro del orificio de la barra colectora
M6
¢6.5
M12
¢13
M8
¢9
M16
¢18
M10
¢11
Anexo A5
Terminal (mm)
Longitud de pelado del cable (mm)
10
10
16
12
25
14
35
16
16
Nota: Los cables unipolares de menos de 10 mm pueden instalarse directamente utilizando el método del círculo de flexión.
Apéndice A7 Disposición de la secuencia de fases de los cables
Método de disposición/Secuencia de fases
Vertical
Horizontal
Anverso y reverso
Color del cartel
A
Top
Izquierda
Lejos
Amarillo
B
Medio
Medio
Medio
Verde
C
Fondo
Derecha
Cerca de
Rojo
Línea neutra
Muy abajo
Por último
Más cerca
Nota: Lo anterior se observa desde la parte frontal del armario. (Los casos especiales pueden no seguir esta tabla, pero deben marcarse).
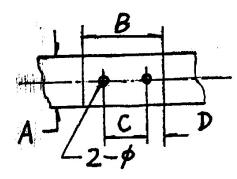
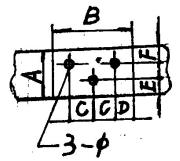
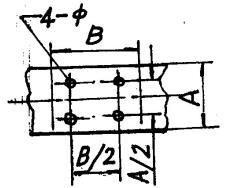
Apéndice A6 Dimensiones de Conexión de pernos Orificios para barras colectoras rectangulares
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Cómo se transforma el cobre y el aluminio en bruto en componentes críticos para los sistemas eléctricos? Este artículo se adentra en los intrincados procesos de fabricación de barras colectoras, detallando las técnicas y herramientas necesarias...
¿Se ha preguntado alguna vez qué se necesita para garantizar una instalación de barras colectoras impecable? Esta completa guía le guiará paso a paso, desde los preparativos técnicos hasta los ajustes finales, para garantizar que su proyecto...
¿Sabe que una instalación incorrecta de las barras colectoras puede provocar fallos eléctricos costosos y peligrosos? Este artículo detalla las normas exhaustivas para instalar e inspeccionar las barras colectoras, incluidos los soportes de...
¿Alguna vez se ha preguntado cómo elegir el embarrado de cobre adecuado para sus sistemas eléctricos? En este artículo se explican los aspectos esenciales de la selección y fabricación de barras colectoras de cobre,...
¿Por qué es tan importante el debate entre los conductores de aleación de aluminio y los de cobre en la industria eléctrica? Como materiales conductores, ambos tienen ventajas e inconvenientes únicos. Este artículo explora las...
¿Cómo puede garantizar la instalación segura y eficaz de conductos para autobuses en sus instalaciones? Esta guía lo abarca todo, desde la preparación de materiales y equipos hasta los pasos detallados para instalar...