Cuando empecé a trabajar en la transformación de chapa metálica, creía que era imposible conseguir un plegado cerrado sin utilizar una matriz profesional, ya que parecía una tarea ardua.
Sin embargo, más tarde tuve la oportunidad de examinar algunas piezas de chapa con diseños de plegado cerrado que se procesaban con una máquina plegadora.
Tras analizarlo con mis colegas, me di cuenta de que el plegado cerrado de chapa era posible después de todo.
Así que escribo esto para que todo el mundo aprenda.
Me gustaría compartir tres opciones viables que se me han ocurrido.
Es importante tener en cuenta que no todas las curvas cerradas son iguales. Basándome en mis recuerdos, he creado un diagrama de una curva cerrada, como se muestra a continuación:
El primer método:
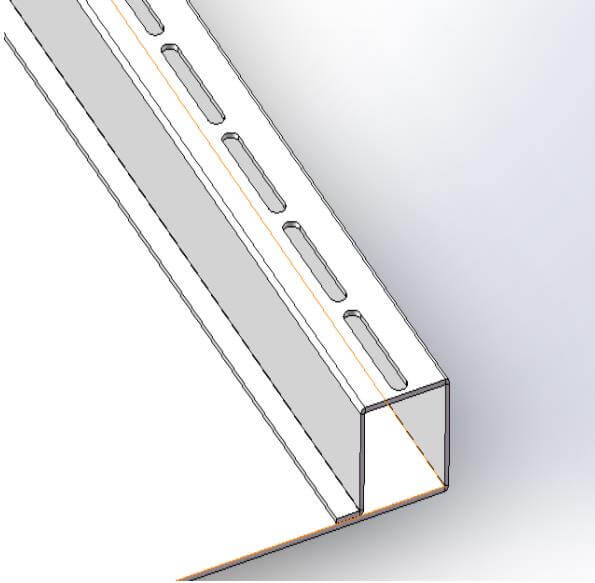
La imagen de arriba muestra el chapa metálica pieza que encontré durante ese tiempo. Se trata de un panel de puerta en un armario de chasis.
Este diseño sirve para reforzar, lo que es similar a añadir un tubo cuadrado.
El aspecto crítico de este plegado cerrado es la hilera de largos orificios circulares de la figura. Gracias a estos largos orificios circulares, se pueden utilizar punzones y matrices de plegado normales para completar la proceso de plegadosin necesidad de matrices especializadas.
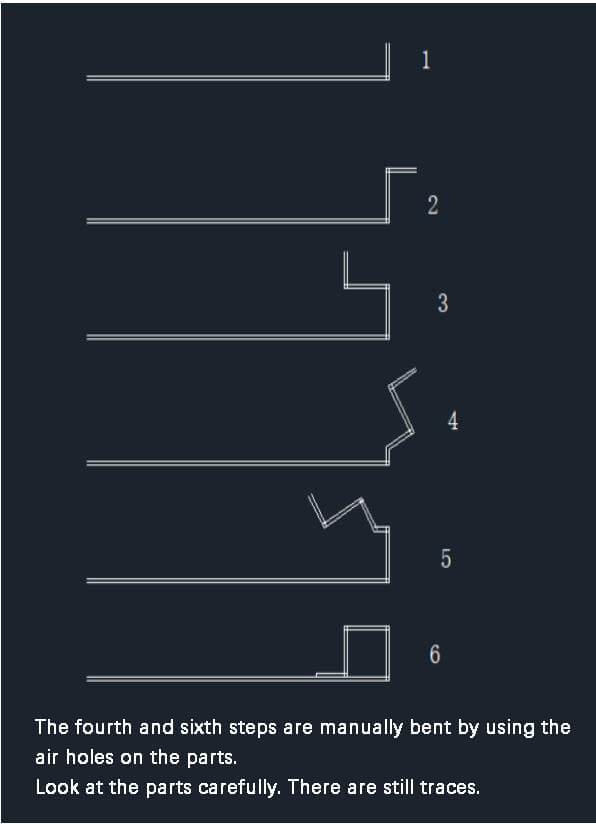
Los pasos concretos se muestran en la siguiente figura.
Pasos para la flexión cerrada
Los pasos primero a tercero implican un curvado normal, que puede realizar un maestro curvador con experiencia.
En el cuarto paso, se utiliza el agujero redondo largo de la pieza de chapa, ya que es el punto más débil en términos de resistencia. El agujero redondo largo puede doblarse manualmente o prensarse en un ángulo de 45 grados con una máquina dobladora.
El quinto paso se completa con una plegadora, teniendo cuidado de evitar interferencias de plegado.
Una vez completado el quinto plegado, la deformación de plegado del cuarto paso puede aplanarse manualmente golpeándola con un martillo o utilizando una matriz de aplanado.
Según un maestro doblador experto, puede producirse un doblado desigual si el fondo está cerrado y una deformación excesiva puede provocar grietas.
Es cierto que después de la reparación pueden quedar huecos. Sin embargo, cuando se suelden los dos lados, no se separarán. Siguiendo todos los pasos descritos anteriormente, por lo general se puede lograr el resultado deseado.
El segundo método:
Si no se realiza correctamente, los resultados del doblado serán insatisfactorios, con deformación y depresión en el orificio redondo largo.
En el caso de las piezas rociadas con plástico, no es un problema importante, ya que pueden repararse antes de rociarlas con plástico.
Sin embargo, para las piezas de acero inoxidable o de chapa sin tratamiento superficialSin embargo, existe otro método que puede utilizarse, conocido como doblado inverso sin preapertura del orificio redondo largo. Este método se muestra en la siguiente figura:
En el tercer paso, en lugar de doblar a 90 grados, la curva se hace en el lugar utilizando un punzón de cuello de cisne en el cuarto paso. En el quinto paso, el ángulo que no se dobló en su lugar en el tercer paso se presiona con un punzón de doblado.
Por último, utilice un troquel de aplanado para conseguir el aspecto deseado.
El tercer método:
Existe otro método, ranurado antes de doblar.
Es posible que algunas fábricas de chapa no hayan implantado ranurado en sus procesos, y puede añadirse más adelante en el proceso de trabajo.
En términos sencillos, un surco se procesa en el línea de plegado posición utilizando el método de ranurado. Es importante mantener cierto espesor y no ranurar completamente. Normalmente, dejar 0,4 veces el grosor de la placa es suficiente.
El ranurado facilita mucho el curvado en esta línea.
Como se muestra en la figura anterior, el tercer paso puede doblarse hasta 90 grados de una sola vez, eliminando la necesidad de los pasos siguientes. Dado que la última curva se ha ranurado, se puede doblar manualmente o darle forma y doblarla con un martillo de goma.
Aunque los pasos de doblado son relativamente sencillos, primero hay que ranurar.
Además, tras el ranurado, las esquinas redondeadas del último pliegue serán más pequeñas que las de los tres pliegues anteriores, lo que dará lugar a un aspecto diferente.
Conclusión
Se han introducido diversos métodos para el plegado cerrado de chapas metálicas, cada uno con sus propias limitaciones.
Esta información pretende servir de inspiración y animar a seguir explorando.
Además, existen diversas formas de curvatura cerrada y diferentes tamaños, por lo que los métodos mencionados pueden no ser adecuados en todos los casos. Es necesario un análisis detallado para abordar cualquier problema que pueda surgir.