Plegado de chapas metálicas: 5 puntos clave que debe conocer
¿Qué garantiza un plegado perfecto de la chapa? En este artículo se describen cinco factores cruciales que pueden hacer que sus proyectos de plegado de chapa metálica sean un éxito o un fracaso, y se tratan aspectos esenciales como el radio mínimo de plegado, la altura de plegado, los márgenes de los orificios, la posición de la línea de plegado y la importancia de la colocación de los orificios. Los lectores comprenderán mejor estos principios fundamentales, lo que les garantizará precisión y calidad en sus tareas de mecanizado de metales.
El radio mínimo de curvatura se refiere al radio de la esquina de curvatura interior, siempre que las fibras exteriores de la chapa no se rompan durante el proceso de curvatura.
Sólo es necesario especificar el radio de curvatura mínimo bajo petición especial, y debe aumentarse tanto como sea posible en condiciones normales.
En la tabla 1 se indican los radios de curvatura mínimos para distintas series de espesores de los materiales de chapa más utilizados.
2.1 Para garantizar la calidad de la pieza curvada, el borde recto de las piezas curvadas no debe ser inferior a la altura mínima de curvado.
Cuando se dobla para formar un ángulo recto, como se muestra en la figura 1, la altura mínima de doblado se determina mediante la fórmula (1).
hmin= r+2t---------------------(1)
Fig. 1
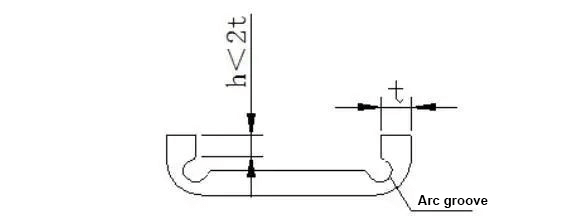
2.2 Requisitos especiales de la altura de flexión:
Si el diseño necesita doblar la altura de flexión h ≤ r + 2t, lo primero que hay que hacer es aumentar la altura de la flexión, luego doblarla y procesarla al tamaño requerido.
Después de procesar las ranuras de arco poco profundas en la zona de deformación de doblado, vuelva a doblar, como se muestra en la figura 2.
Fig. 2
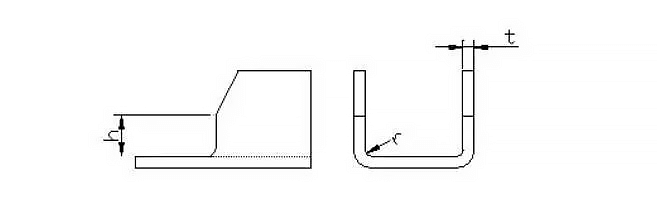
2.3 Altura del borde recto del lado doblado con esquinas biseladas.
Al doblar una pieza curvada con bordes laterales biselados, como se muestra en la figura 3.
La altura mínima de los bordes laterales es la indicada en la ecuación (2).
hmin = (2~4) t > 3mm---------------(2)
Fig. 3
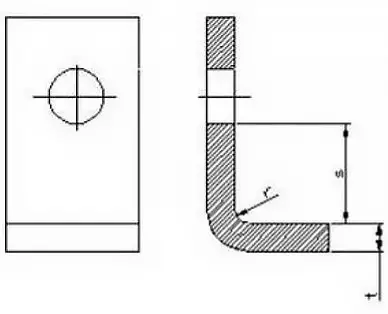
3. Márgenes mínimos de perforación
Cuando se requiera un doblez después del punzonado, el orificio debe colocarse fuera de la zona de deformación por doblado para evitar que se deforme durante el proceso de plegado.
La distancia entre el borde del orificio y la superficie interior del borde doblado se indica en la tabla 2.
Cuadro 2: Márgenes mínimos de perforación
t (mm)
s (mm)
t (mm)
s (mm)
≤25
s≥2t+2
≤2
s≥t+r
>25-50
s≥2.5t+2
>2
s≥1.5t+r
>50
s≥3t+r
4. Posición de la línea de plegado
4.1 Al doblar parcialmente una sección, el línea de pliegue no debe estar en un lugar de brusquedad dimensional para evitar grietas de flexión causadas por concentraciones de tensión en las esquinas agudas del cambio dimensional.
La distancia S de la mutación debe ser mayor que el radio de curvatura r, véase la figura 4a.
O perforación de agujeros o ranuras de proceso para separar la zona de deformación de la no deformación, véase la figura 4b, 4c.
Tenga en cuenta los requisitos de tamaño de la figura: S ≥ R; ancho de ranura k ≥ t; profundidad de ranura L ≥ t + R + k / 2.
Figura 4
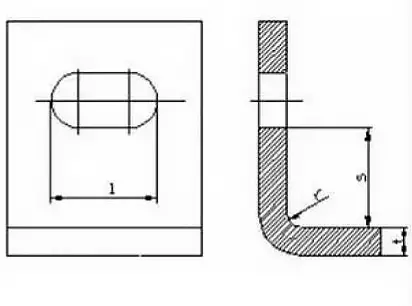
4.2 Cuando el orificio está situado en la zona de deformación por flexión, las medidas del proceso que deben tomarse antes de la flexión se muestran en la Figura 5.
Fig. 5
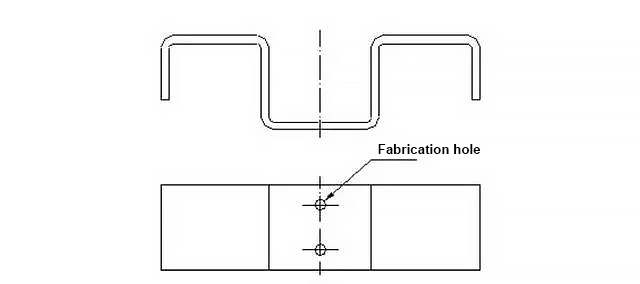
5. Las piezas dobladas deben diseñarse para ajustar los orificios de posicionamiento del proceso
Para garantizar el posicionamiento preciso de la chapa en la matriz y evitar movimientos durante el plegado que provoquen el desperdicio de producto, las piezas plegadas deben diseñarse con orificios de posicionamiento de proceso, como se ilustra en la figura 6.
Especialmente en el caso de piezas conformadas mediante múltiples dobleces, los orificios de proceso deben utilizarse como puntos de referencia para el posicionamiento con el fin de reducir el error acumulativo y garantizar la calidad del producto.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez se ha preguntado cómo se diseñan y fabrican con precisión las piezas de chapa metálica? En esta entrada del blog nos adentraremos en el fascinante mundo de la tolerancia de...
¿Alguna vez se ha enfrentado a problemas de plegado de chapas metálicas que le han hecho rascarse la cabeza? En esta perspicaz entrada de blog, un experimentado ingeniero mecánico comparte su...
¿Le cuesta diseñar piezas de chapa metálica precisas? Descubra los secretos del factor K, un concepto crucial en la fabricación de chapas metálicas. En este artículo, nuestro experto ingeniero mecánico desmitifica...
¿Alguna vez ha tenido problemas para desplegar con precisión piezas de chapa metálica? Este artículo explora el arte y la ciencia que hay detrás de los cálculos de desdoblamiento de chapa metálica. Descubra los conceptos clave, las fórmulas y las técnicas utilizadas...
¿Alguna vez se ha preguntado cómo afectan los distintos materiales al plegado de chapas metálicas? En este perspicaz artículo, un experimentado ingeniero mecánico comparte su experiencia sobre el impacto de los tipos de material, el grosor y...
¿Alguna vez se ha preguntado por qué las piezas de chapa metálica se agrietan o deforman durante el plegado? Este artículo explora los principios esenciales del diseño de chapas metálicas, centrándose en las técnicas de plegado...
¿Qué hace que una chapa plana se transforme en formas complejas con precisión y exactitud? La respuesta está en el intrincado proceso de deformación del plegado de chapa metálica. Este artículo se sumerge...
¿Cómo pueden unas técnicas precisas y unos límites cuidadosos transformar la chapa metálica en componentes esenciales? En este artículo, explorará varios métodos como el aplanado, el plegado de piezas en U a 180° y el doblado triple,...
¿Alguna vez ha tenido problemas para conseguir curvados perfectos en chapa metálica? Este artículo se sumerge en consejos y trucos esenciales para dominar el plegado de chapa metálica, abarcando desde la secuenciación del proceso hasta el análisis de la plegabilidad....