La plegadora CNC 640T del taller de preparación de materiales fue introducida por la empresa en 2006 y se utiliza principalmente para conformar y enderezar productos de acero al carbono y acero inoxidable.
Tiene un uso de alta frecuencia y es el principal equipo de producción del taller. El equipo consta de cama, ariete, columna, mecanismo de compensación de desviación, mesa de trabajo, dispositivo de material trasero, dispositivo de protección de seguridad, sistema hidráulico y sistema eléctrico.
El equipo en sí sólo tiene un movimiento básico: el movimiento de vaivén hacia arriba y hacia abajo del cilindro (accionado por dos motores). cilindros hidráulicos en ambos lados).
Equipándola con varios moldes de diferentes formas, la máquina puede doblar el chapa metálica en diversas formas y ángulos.
1. Rsoy Fenómeno de deformación
Tras un uso prolongado, la parte inferior del cuerpo del ariete sufre cierto grado de deformación plástica, lo que da lugar a diversos grados de holgura entre la fijación de la matriz superior y el ariete, así como entre el molde de la matriz superior y el ariete.
La holgura en cada posición puede medirse utilizando un calibre de tacos, y se comprueba que la holgura máxima se encuentra en el centro del cilindro, lo que provoca la incapacidad de la planitud de la superficie de contacto del accesorio y rectitud en la parte inferior del ariete para cumplir los requisitos de instalación de la luminaria.
La fijación no puede sujetar eficazmente el molde, lo que en última instancia provoca un ligero desplazamiento del molde durante el proceso de prensado, dando lugar a grandes errores de conformado en la chapa procesada.
Esto no sólo imposibilita el montaje posterior, sino que también provoca un importante despilfarro de recursos humanos y materiales debido a las repeticiones y reparaciones.
Los operarios suelen rellenar los huecos con finas láminas de cobre de distintos grosores en las posiciones en las que la holgura es grande para eliminar temporalmente la holgura de movimiento.
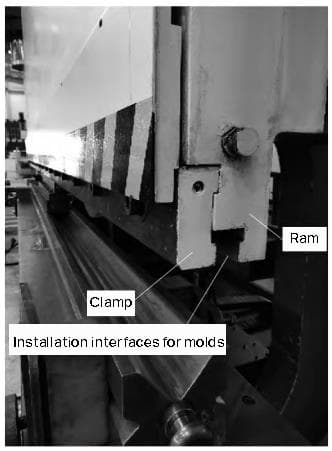
Sin embargo, esto crea un cierto peligro para el equipo, que no sólo puede exacerbar el desgaste del carnero, sino también afectar al rendimiento de las fijaciones y los moldes. La interfaz del cilindro de la plegadora CNC se muestra en la Figura 1.
Figura 1 Interfaz del cilindro de la plegadora CNC.
2. Análisis del principio de deformación
El bloque de pistón de la prensa plegadora es la pieza más grande y compleja de una prensa plegadora, tanto en términos de tensión como de estructura. Suele estar hecho de Acero Q235, el bloque del ariete está sometido a una fuerza de flexión hacia abajo en ambos lados durante la flexión, que se aplica mediante cilindros de aceite, y está conectado al bloque de bolas y al vástago del pistón.
En la parte posterior del bloque del pistón, hay bloques de presión y bloques de guía para proporcionar restricciones planas para el movimiento hacia arriba y hacia abajo del bloque del pistón. El banco de trabajo y el cilindro de aceite de la prensa plegadora son las principales partes que soportan la carga. El centro del banco de trabajo y el centro del cilindro de aceite están en el mismo plano.
Según el principio de acción y reacción, la fuerza se aplica a la superficie de contacto entre el bloque del ariete y el cilindro de aceite, que se distribuye de manera uniforme y vertical hacia abajo.
Cuando el bloque del ariete está trabajando, la fuerza reactiva de la placa contra el bloque del ariete actúa sobre la parte inferior del bloque del ariete, distribuyéndose uniforme y verticalmente hacia arriba.
Utilizando el software de análisis de elementos finitos ANSYS para simular todo el prensa plegadorase establece el correspondiente modelo de elementos finitos. La deformación del bloque del ariete se distribuye simétricamente, y la deformación máxima se produce en la posición media de la parte inferior del bloque del ariete. La deformación disminuye gradualmente desde el centro hacia ambos lados.
Los investigadores verificaron la deformación del bloque del ariete utilizando sensores de desplazamiento para medir la deformación. Comprobaron que el bloque del ariete está sometido a la fuerza de empuje horizontal de la placa, mientras que soporta principalmente la fuerza de empuje vertical. fuerza de flexiónque muestra una tendencia a ser grande en el centro y pequeña en ambos extremos.
Este resultado demuestra la tendencia real de deformación in situ y se ajusta al fenómeno de deformación del bloque de ariete.
3. Esquema de manipulación y sus ventajas e inconvenientes para la deformación del carnero
Debido al elevado coste de sustituir todo el bloque de arietes, que puede costar cientos de miles de yuanes, y al largo ciclo de procesamiento, es difícil satisfacer a tiempo las necesidades de los centros de producción.
Para hacer frente al problema de la deformación del bloque del ariete y reducir los costes y mejorar la estabilidad, entre otros factores, se puede considerar la posibilidad de mecanizar el sujeción superficie de la fijación del bloque del ariete.
Tras muchas pruebas y consideraciones, se han propuesto tres planes de renovación optimizados.
3.1 Interfaz de instalación del dispositivo de rectificado
Esta solución implica desmontar todo el cilindro y utilizar una cepilladora de pórtico de alta precisión para mecanizar con precisión la interfaz original de instalación de la fijación. Durante el mecanizado, el plano de referencia debe seleccionarse con cuidado.
En primer lugar, se mide el grado de deformación real de cada superficie de contacto de la interfaz de instalación del ariete mediante un reloj comparador.
A continuación, el ariete se mecaniza en función de la situación de deformación.
Tras el mecanizado, es necesario dejarlo durante un tiempo para asegurar la liberación de tensiones y garantizar que la planitud pueda controlarse dentro de 0,1 mm. Si hay mayores requisitos de rugosidad, es necesario rectificar en la rectificadora.
Además, durante el procesamiento, debe asegurarse la profundidad de la ranura de montaje del accesorio y la anchura de la ranura de montaje del molde para evitar que el accesorio no pueda instalarse o que el molde no pueda sujetarse debido a un procesamiento desigual.
Aunque este esquema tiene menores costes de mantenimiento y ciclos de procesamiento más cortos, y puede garantizar un uso a corto plazo, el grosor total de la interfaz de montaje de la fijación se vuelve más fino, lo que reduce su resistencia.
Además, durante la flexión, el centro de trabajo se desplazará hacia el lado interior de la garganta a lo largo de la dirección axial, y el par formado acelerará la deformación de la interfaz del ariete. Su vida útil no puede compararse con la de la interfaz de tamaño original.
Esta solución es adecuada para situaciones en las que es necesario restablecer la producción de los equipos en un breve periodo de tiempo y, además, conserva la posibilidad de nuevas mejoras. El proceso se ilustra en la figura 2.
Figura 2 - Ilustración del mecanizado.
3.2 Retirada de la interfaz original y nuevo mecanizado
Esta solución consiste en retirar por completo la interfaz de instalación del accesorio original y mecanizar una nueva en el carnero de acuerdo con el tamaño estándar del equipo cuando se fabricó por primera vez. Esta solución tiene unos costes de mantenimiento relativamente bajos y no conlleva costes adicionales de material.
Sin embargo, debido a que la interfaz de instalación debe cortarse por completo, la posición de la interfaz debe adelantarse casi 120 mm, según lo calculado in situ.
De acuerdo con el límite de este modelo de prensa plegadora, el pistón sólo puede seguir descendiendo 90 mm a lo largo de la dirección vertical antes de que el cilindro alcance su posición límite inferior, y la carrera de trabajo del cilindro no puede cumplir los requisitos.
Además, si se considera la opción de elevar toda la mesa de trabajo inferior de la prensa plegadora (incluyendo, pero sin limitarse a ello, el aumento del grosor de la mesa) para solucionar el problema de la carrera insuficiente del cilindro, ello también conllevará la necesidad de elevar el eje de elevación del molde trasero de forma sincronizada para posicionar la pieza de trabajo.
En esta situación, la carrera del husillo del eje elevador también está limitada, por lo que esta solución de modificación no es adecuada para este modelo de plegadora.
3.3 Retirada de la interfaz original, instalación del nuevo bloque de transición
Esta solución consiste en cortar la interfaz original de instalación de la fijación y fabricar un conjunto de bloques de transición según las dimensiones estándar del equipo para conectar la fijación y el bloque del ariete.
El bloque de transición se conecta al bloque del ariete original mediante pernos de alta resistencia, y los orificios de instalación se distribuyen uniformemente en el bloque de transición a intervalos de 500 mm.
Además, se proporciona una posición central transversal con un chavetero para el posicionamiento longitudinal con el fin de garantizar unos estándares de posicionamiento de alta precisión (en estas condiciones de trabajo, no es necesario que la chaveta transmita par ni grandes cargas, por lo que es difícil que la chaveta se desgaste o falle).
Para cumplir el requisito de capacidad de carga no inferior a 142 t/m y mejorar la solidez y la resistencia al desgaste de la interfaz del bloque del ariete, el selección de materiales se reconsideró.
Tras una investigación comparativa, se descubrió que la ultra resistente material de acero42CrMo es adecuado para la producción de bloques de transición para prensas plegadoras.
En la Tabla 1 se comparan las propiedades mecánicas del material del bloque de carnero original y del nuevo material del bloque de transición, y se observa que el material ha mejorado notablemente sus prestaciones mecánicas.
Tabla 1 - Comparación de las prestaciones mecánicas de los bloques de ariete Materiales
Las ventajas de esta solución son que conserva el diseño estructural original, tiene una gran fiabilidad y el bloque de transición puede procesarse y fabricarse directamente según los planos. La precisión del procesamiento es fácil de probar y controlar, y el bloque de transición producido tiene una alta precisión.
Al mismo tiempo, el bloque de transición fabricado con este material es difícil que sufra deformaciones plásticas, lo que prolonga enormemente su vida útil.
Sin embargo, el inconveniente es que, durante el procesamiento, el bloque de transición debe taladrarse y enchavetarse para que coincida con el bloque de carnero, lo que requiere un ciclo de procesamiento más largo en comparación con el procesamiento directo en el bloque de carnero original y es relativamente más costoso.
El efecto de instalación del bloque de transición se muestra en la figura 3.
Figura 3 Efecto de instalación del bloque de transición
4. Conclusión
A través del estudio del problema de deformación del bloque del ariete de la prensa plegadora 640T, no sólo hay una guía para manejar los problemas de deformación del bloque del ariete posteriores, sino que se pueden seleccionar diferentes soluciones de procesamiento para diferentes tipos de CNC. prensas plegadoras o bajo requisitos diferentes.
La rectitud y planitud del bloque de ariete procesado pueden cumplir los requisitos de precisión, y los productos fabricados cumplen los requisitos del proceso. También es beneficioso para mejorar la seguridad y fiabilidad del equipo.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
Conceptos básicos del diseño asistido por ordenador y la fabricación asistida por ordenador El diseño asistido por ordenador y la fabricación asistida por ordenador (CAD/CAM) es una disciplina de ingeniería de sistemas exhaustiva y técnicamente compleja que incorpora diversos campos como el [...]
Concepto de fabricación virtual La fabricación virtual (FV) es la realización fundamental del proceso de fabricación real en un ordenador. Utiliza tecnologías de simulación por ordenador y realidad virtual, con el apoyo de [...]
Un sistema de fabricación flexible (FMS) suele emplear principios de ingeniería de sistemas y tecnología de grupos. Conecta máquinas herramienta de control numérico por ordenador (CNC) (centros de procesamiento), máquinas de medición por coordenadas, sistemas de transporte de materiales, [...].
Al igual que la tecnología de fabricación desempeña hoy un papel crucial en diversos campos, la tecnología de nanofabricación ocupa una posición clave en el ámbito de la nanotecnología. La tecnología de nanofabricación engloba numerosos métodos, entre ellos la [...]
El mecanizado de ultraprecisión se refiere a los procesos de fabricación de precisión que alcanzan niveles extremadamente altos de precisión y calidad superficial. Su definición es relativa y cambia con los avances tecnológicos. Actualmente, esta técnica puede alcanzar [...]
En la actualidad, el mecanizado puede clasificarse en dos grupos en función del lote de producción: Entre estas dos categorías, la primera representa alrededor del 70-80% del valor de producción total del mecanizado [...]
Este artículo presenta principalmente varios métodos maduros de procesamiento especial. I. Mecanizado por descarga eléctrica (EDM) El EDM es un método de mecanizado de materiales conductores que utiliza el fenómeno de la corrosión eléctrica durante [...].
¿Qué es el mecanizado CNC? El control numérico (CN) se refiere al método de controlar el movimiento y las operaciones de procesamiento de las máquinas herramienta utilizando información digitalizada. Las máquinas herramienta de control numérico, a menudo abreviadas [...]
El mecanizado de corte sigue siendo el método más destacado de procesamiento mecánico y desempeña un papel importante en la fabricación mecánica. Con el avance de la tecnología de fabricación, la tecnología de mecanizado por corte experimentó un progreso sustancial hacia [...].
1. Qué es la tensión de soldadura La tensión de soldadura se refiere a la tensión generada durante el proceso de soldadura en los componentes soldados. Esta tensión está provocada por el proceso térmico de soldadura y [...]
Los materiales avanzados son aquellos que se han investigado o se están desarrollando recientemente y que poseen un rendimiento excepcional y funcionalidades especiales. Estos materiales son de suma importancia para el avance de la ciencia y la tecnología, [...].
La deformación en abombamiento es adecuada para varios tipos de piezas en bruto, como copas embutidas, tubos cortados y soldaduras cónicas laminadas. Clasificación según el medio de conformado por abombamiento Los métodos de conformado por abombamiento pueden clasificarse [...]