Solución de problemas de plegadoras (74 códigos de error): Problemas de plegado y soluciones
¿Ha tenido alguna vez problemas de plegado con su plegadora? Como ingeniero mecánico experimentado, he visto una buena cantidad de problemas que pueden surgir durante el proceso de plegado. En esta entrada del blog, vamos a profundizar en los problemas más comunes de plegado de la prensa plegadora y explorar soluciones prácticas para ayudarle a solucionar problemas y optimizar sus operaciones de plegado. Si usted es un operador experimentado o nuevo en el campo, este artículo le proporcionará información valiosa para mejorar el rendimiento de su plegadora.
Todo el personal que realice el mantenimiento de cualquier pieza de la prensa plegadora debe seguir unas prácticas de trabajo seguras:
Asegúrese de que el resto del personal esté alejado de la zona del troquel(punto de operación) mientras se realiza el mantenimiento de la prensa plegadora.
Siga los procedimientos de bloqueo de la máquina en la planta para evitar el funcionamiento de la prensa plegadora durante el servicio o la solución de problemas.
Coloque señales de advertencia sobre el mantenimiento del equipo.
Utilizar el equipo de protección individual adecuado según los requisitos reglamentarios.
El personal de servicio puede necesitar herramientas básicas de diagnóstico, como un multímetro eléctrico para evaluar los problemas de control eléctrico y un manómetro para evaluar los problemas hidráulicos.
El personal de servicio que utilice anulaciones manuales en las válvulas direccionales hidráulicas debe proceder con extrema precaución para evitar lesiones personales o daños a las matrices, los interruptores de límite o los cilindros hidráulicos, debido a la sobrecarrera.
1. El motor de accionamiento de la bomba hidráulica no arranca
Causa
Solución
El interruptor de desconexión del suministro eléctrico de la tienda está en OFF.
Encienda el interruptor de desconexión.
Desconecte los interruptores de desconexión del suministro eléctrico de la tienda.
Encienda el interruptor de desconexión.
Conexiones sueltas en el cableado del circuito de control.
Compruebe la continuidad del cableado de control eléctrico utilizando un multímetro y el esquema de control. Repare según sea necesario.
El fusible del circuito de control FU1 está fundido.
Compruebe la posible causa. Solucione la causa y sustituya el fusible.
Compruebe la continuidad del cableado de control eléctrico utilizando un multímetro y el esquema de control. Repare según sea necesario.
El interruptor principal de desconexión del freno está en OFF.
2. El motor de accionamiento de la bomba hidráulica funciona, pero el cilindro de la prensa no lo hace.ciclo
Causa
Solución
El control de la RAM está desactivado.(La luz de RAM ACTIVA parpadea.)
El ajuste del control no es el modo que se está utilizando. (La luz de mano o pie parpadea.)
Cambie el modo de control al ajuste deseado.
La interfaz de los sistemas CNC operativos es incompatible con el control eléctrico existente.
Seleccione el modo de calibración, ejecución o control de terceros.
Ram(Eje Y)no está calibrado.
No se seleccionan los modos de calibración, marcha ni control de terceros.
Calibre trasero (Eje X) no está calibrado.
Calibre el calibrador trasero.
La configuración de los parámetros del sistema ETS es incorrecta.
Póngase en contacto con el distribuidor/fabricante del sistema CNC.
Consulte con el servicio técnico de fábrica los procedimientos para restablecer la configuración del sistema.
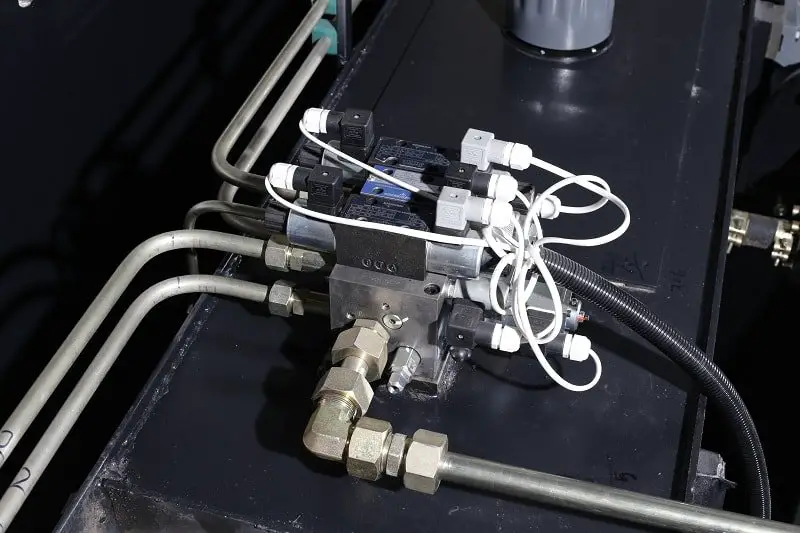
La válvula de descarga hidráulica está atascada en posición abierta.
La rotación del motor es incorrecta.
Conexión floja/hilo roto en el cable del pedestal de control del operador o bloques de contactos eléctricos defectuosos.
Compruebe la continuidad eléctrica desde el interruptor de pedal hasta los solenoides de descenso. Repare según corresponda.
Compruebe la secuencia de fases en la conexión de tensión de alimentación principal al interruptor de desconexión. Asegúrese de que la secuencia es:1-2-3(rojo-negro-blanco)。.
Interruptor de fin de carrera del cilindro defectuoso o conexión eléctrica suelta/rota.
Intente ciclar el prensa ram hacia abajo utilizando los controles manuales de la válvula hidráulica. Si no se produce movimiento del pistón, retire el cartucho de la válvula de alivio e inspeccione las juntas tóricas y los carretes deslizantes en busca de defectos u obstrucciones.
La válvula de descarga hidráulica está atascada en posición ABIERTA.
Conexión floja/hilo roto en el cable del pedestal de control del operador o bloques de contactos eléctricos defectuosos.
3. Presione el ariete sólo bajará a baja velocidad
Causa
Solución
La posición de cambio de velocidad no está ajustada correctamente.
El ajuste óptimo para el cambio de velocidad es en el contacto del punzón con la pieza que se está formando.
El solenoide DOWN de la válvula de alto volumen está defectuoso.
Compruebe la continuidad eléctrica hacia y en el solenoide. Repare según proceda.
4. El pistón vacila / se detiene en el punto de cambio de velocidad o en el contacto de la piezapunto
Causa
Solución
La válvula de alivio de alta presión no mantiene el ajuste de presión de alivio preestablecido.
El pistón de la prensa cae libremente más rápido de lo que el sistema puede suministrar aceite a la cilindros hidráulicos.
La válvula de alivio de alta presión no mantiene el ajuste de presión de alivio preestablecido.
Retire el conjunto del cartucho de alivio de alta presión del bloque distribuidor e inspeccione las juntas tóricas en busca de daños. Compruebe el carrete deslizante central para confirmar la funcionalidad de la válvula. Limpie con disolvente y aire comprimido para eliminar cualquier partícula extraña. Vuelva a instalar y probar la válvula.
5. Pulsar ram no volverá al límite superior del programa
Causa
Solución
El modo de control está en JOG.
Compruebe la continuidad eléctrica desde el pedestal de control del operador hasta los solenoides de subida. Repare según proceda.
Conexión floja/hilo roto en el cable del pedestal de control del operador o bloque de contactos eléctricos defectuoso.
Compruebe la continuidad eléctrica desde el pedestal de control del operador hasta los solenoides de subida. Repare según proceda.
El interruptor de límite de subida del ariete está atascado o dañado en posición activada.
Compruebe el funcionamiento mecánico y la continuidad eléctrica del final de carrera. Repare según proceda.
6. El cilindro de presión no se detiene en el punto de flexión
Causa
Solución
Avería de la válvula direccional hidráulica.
Active manualmente las anulaciones para comprobar la funcionalidad mecánica de la válvula piloto. Asegúrese de que no haya obstrucción del carrete piloto o de los resortes de centrado del carrete de la válvula.
7. El ariete se detiene y/o da marcha atrás antes de desarrollar todo su tonelaje ocompletar la curva
Causa
Solución
El ajuste del punto de inflexión del programa es incorrecto.
Compruebe el indicador de tonelaje y ajústelo para un tonelaje mayor.
Una carga descentrada excesiva está provocando la activación del interruptor de límite de seguridad de torsión.
Acerque la pieza que se está formando al centro de la bancada de la prensa.
Compruebe el punto de plegado del programa para ver si el cilindro de prensado alcanza la posición grabada.
Acerque la pieza que se está formando al centro de la bancada de la prensa.
El control de tonelaje está demasiado bajo para completar la curva.
El ajuste de la posición de cambio de velocidad lenta es incorrecto.
8. La pantalla de tonelaje de la prensa muestra el tonelaje completo pero la prensa fallapara completar la curva
Causa
Solución
Piezas propiedades del material son incompatibles con la configuración de la prensa plegadora y la matriz.
Las propiedades del material de la pieza son incompatibles con la configuración de la prensa plegadora y la matriz.
9. El tope trasero no avanza al siguiente paso de longitud de brida.
Causa
Solución
Confirme que los pasos del programa de calibre trasero reflejan los requisitos del trabajo.
Verificar o modificar la cota del programa de pasos del tope trasero.
La dimensión de la posición del tope trasero por paso no está programada.
La dimensión de la posición del tope trasero por paso no está programada.
El pulsador STOP está bloqueado en OFF.
Ponga el pulsador STOP del tope trasero en ON (1/4 de vuelta en el sentido de las agujas del reloj)。
10. El sistema hidráulico se sobrecalienta
Causa
Solución
Pruebe el caudal y la presión de la bomba en un centro de servicio hidráulico. Si no se dispone de este tipo de instalaciones, se puede desmontar el cartucho de alta presión "P2" y examinarlo en busca de daños mecánicos y desgaste. Sustituya el cartucho o la bomba completa, según sea necesario.
Pruebe el caudal y la presión de la bomba en un centro de servicio hidráulico. Si no se dispone de este tipo de instalaciones, se puede desmontar el cartucho de alta presión "P2" y examinarlo en busca de daños mecánicos y desgaste. Sustituya el cartucho o la bomba completa, según sea necesario.
Asegúrese de que el punto de cambio de velocidad de la prensa plegadora está por encima del material que se va a formar y de que el indicador de tonelaje registra el tonelaje nominal.
El operario está continuamente intentando conformar piezas por encima de la capacidad de la prensa plegadora.
La válvula de alivio de alta presión del sistema hidráulico se está liberando prematuramente.
El elemento de acoplamiento entre el motor eléctrico y la bomba hidráulica está desgastado o desintegrado.
Retire el conjunto del cartucho de alivio de alta presión del bloque distribuidor y examine las juntas tóricas para ver si están dañadas. Empuje el carrete deslizante central para confirmar la funcionalidad de la válvula. Limpie con disolvente y aire comprimido para eliminar cualquier partícula extraña. Vuelva a instalar y pruebe la válvula.
El cartucho de la bomba de alta presión está defectuoso o desgastado, lo que provoca una pérdida de caudal y presión.
Retire el conjunto del cartucho de alivio de alta presión del bloque distribuidor y examine las juntas tóricas para ver si están dañadas. Empuje el carrete deslizante central para confirmar la funcionalidad de la válvula. Limpie con disolvente y aire comprimido para eliminar cualquier partícula extraña. Vuelva a instalar y pruebe la válvula.
Inspeccione y sustituya según sea necesario.
11. La bomba hidráulica es ruidosa
Causa
Solución
El nivel de líquido hidráulico es bajo.
Si es necesario, añada líquido hasta que se vea en la mirilla.
El filtro de aspiración de entrada de la bomba está obstruido.
Comprobar el estado del fluido. Sustituya el filtro hidráulico, el fluido y el filtro hidráulico según sea necesario.
La tubería hidráulica de entrada o las conexiones están sueltas, provocando que la bomba ingiera aire.
Compruebe si el retén del eje está desgastado o dañado. Sustitúyalo si es necesario.
Compruebe las conexiones de las tuberías, la junta tórica de la bomba a la brida de entrada y apriete los pernos de la brida de entrada.
Compruebe si el retén del eje está desgastado o dañado. Sustitúyalo si es necesario.
12. Los modos de funcionamiento no cambian al siguiente ajuste
Causa
Solución
El selector EDIT está en la posición LOCK.
Verificar el procedimiento operativo escrito del trabajo y modificar el modo operativo para su cumplimiento.
13. El calibre CNC no funciona / funciona mal
Causa
Solución
Interfaz de calibración CNC incorrecta
Póngase en contacto con el servicio de fábrica para confirmar los requisitos de la interfaz de la plegadora.
14. El motor principal de la prensa plegadora no se puede poner en marcha
Causas:
El circuito de arranque del motor principal puede funcionar mal debido a diversos factores, como la falta de liberación del botón de parada de emergencia, conexiones de cables sueltas o ausencia de alimentación de control de 24 V.
Además, los componentes relacionados con el sistema de arranque del motor principal, como relés térmicos, disyuntores y contactores de CA, pueden funcionar mal o dañarse, provocando un fallo del circuito de arranque.
Problemas de energía;
Soluciones:
Compruebe si la parada de emergencia del motor principal de iniciar el circuito no está liberado, cableado suelto, 24V de potencia de control;
Para determinar la causa del fallo del circuito de arranque del motor principal, es necesario inspeccionar los componentes del circuito de arranque en busca de protección contra sobrecargas. Si la hay, es importante analizar los motivos de la sobrecarga y comprobar si los componentes han resultado dañados.
Compruebe si la alimentación trifásica es normal;
15. El cilindro de la plegadora no puede bajarse rápidamente
Causas:
El riel del ariete afina demasiado;
El eje del tope trasero no está en su sitio;
El cilindro no está en la posición de punto muerto superior;
Las señales del pedal no entraron en el módulo;
El mal funcionamiento de la servoválvula proporcional;
Soluciones:
Compruebe si el riel del ariete es el adecuado;
Para solucionar el problema, es necesario comprobar si hay un cursor para la posición real del eje X en el controlador, o verificar si el valor de programación del backgauge y el valor real coinciden en la interfaz manual.
En el controlador, el estado del eje Y debe estar ajustado a "1". Si está ajustado a "6", es necesario comprobar las coordenadas reales del eje Y. El valor debe ser inferior a la diferencia entre el eje Y y su posición de retorno.
De acuerdo con los esquemas eléctricos, compruebe si las señales de entrada del interruptor de pedal son normales;
Compruebe si la realimentación de la servoválvula proporcional es normal;
16. El cilindro de la plegadora no puede doblarse o la velocidad de doblado es muy lenta.
Causas:
El ariete no está en el punto de conversión de velocidad;
El conjunto de los parámetros de flexión del eje Y no es bueno;
La presión no es suficiente, como la programación, la configuración de los parámetros de la máquina herramienta, hidráulica;
Soluciones:
Compruebe si el estado del eje Y de "2" a "3", el valor real del eje Y debe ser mayor que el valor del punto de conversión de velocidad, si no necesita ajustar los parámetros de la parte de avance rápido;
Reajuste parte de los parámetros la flexión del eje Y;
Para seguir diagnosticando el problema, es importante comprobar si la operación de programación es incorrecta, o si los ajustes de los parámetros son erróneos, o si hay problemas hidráulicos. Para ello, puede utilizar un manómetro y un multímetro para detectar la presión principal y la señal de la válvula de presión proporcional. A continuación, compruebe si la válvula de presión proporcional y la válvula principal están atascadas, inspeccione el filtro y el aceite y, por último, compruebe la bomba y su acoplamiento.
No puede volver sin carga, tal vez el problema del parámetro o fallo hidráulico;
No puede volver durante el plegado, el ángulo de la pieza no cumple el valor establecido;
No puede volver durante el plegado, el ángulo de la pieza ha superado el valor ajustado;
Soluciones:
Para resolver los problemas del eje Y, es importante depurar los parámetros del eje Y y los parámetros de flexión basándose en las condiciones reales. Si la ganancia es demasiado pequeña, es posible que el cilindro no se doble correctamente o no se doble en absoluto, y si es demasiado grande, el cilindro puede temblar. Los parámetros deben ajustarse de modo que el cilindro no tiemble o tenga una ganancia ligeramente superior.
Además, es posible que durante el procedimiento de diagnóstico también haya que ajustar los valores de polarización de la válvula izquierda y derecha. Si el eje Y es demasiado pequeño, es posible que no pueda alcanzar su posición, y si es demasiado grande, es posible que no pueda descargar. En caso de fallo hidráulico, es necesario comprobar la presión principal y verificar si la válvula PV S5 se ha colocado en la posición de potencia.
Es posible que el ajuste de ganancia del parámetro del eje Y sea demasiado pequeño, por lo que puede aumentarse adecuadamente. Otra posibilidad es que la presión no sea suficiente, por lo que es necesario analizar el motivo de la falta de presión. Esto podría deberse a factores de programación o hidráulicos.
Los factores de programación incluyen la selección del molde, el grosor de la placa, el material, la longitud de la pieza, el método de plegado, etc. Por otro lado, los factores hidráulicos incluyen fugas de la bomba hidráulica, contaminación o daños en la válvula de presión proporcional, un filtro bloqueado o aceite contaminado.
Principalmente las razones de programación y funcionamiento, comprobar el programa y la pieza de trabajo;
18. El carnero en movimiento no es bueno
Causas:
La estanqueidad del riel del ariete no es la adecuada;
Tuerca de seguridad floja;
Es necesario ajustar los parámetros de la máquina;
Es necesario ajustar la ganancia y los puntos cero del amplificador de la servoválvula proporcional;
La presión de la válvula de contrapresión puede ser incorrecta o estar desequilibrada entre los dos lados. Si el ajuste de la contrapresión es demasiado pequeño, el ariete puede descender lentamente y agitarse durante el funcionamiento. Un desequilibrio en la contrapresión entre los dos lados puede hacer que el ariete se retuerza durante el funcionamiento.
Soluciones:
Vuelva a ajustar la holgura de la guía;
Si la contratuerca y el tornillo están demasiado flojos, hay que cambiarlos;
Si existe una curva de referencia, debe ajustarse según la curva de referencia;
Sólo BOSCH, REXROTH válvula puede ser ajustable, pero hay que tener cuidado;
Utiliza manómetros para ajustar la presión de la válvula de contrapresión, y haz que los dos lados sean coherentes;
19. El motor principal se para automáticamente, relé térmico, protección por disyuntor
Causas:
La válvula de presión proporcional, la válvula principal se atascó, la máquina ha estado en el estado de la presión de adición;
El tapón del filtro bloqueado, el movimiento del aceite no es suave, la presión de la bomba ha sido alta;
El uso del petróleo durante demasiado tiempo ha sido contaminante;
Mala calidad del aceite;
Disyuntores, problemas de sucesión térmica, no alcanzan la corriente nominal;
El fallo de la salida de presión controlada por el sistema, y enviar la señal equivocada, por lo que la válvula de presión proporcional trabajado todo el tiempo;
Soluciones:
Limpieza de la válvula de presión proporcional, la válvula principal;
Sustituya el filtro y compruebe el grado de contaminación del aceite;
I3, sustituya inmediatamente el filtro de aceite;
Sustituido por el aceite recomendado;
Sustituya el disyuntor, el interruptor de sobrecalentamiento;
Compruebe la salida del sistema;
20. La válvula hidráulica está atascada
Causas:
El uso del petróleo durante demasiado tiempo ha sido contaminante;
Mala calidad del aceite;
La piel de goma de la boca del depósito de aceite envejeciendo;
Soluciones:
Sustituya el aceite a tiempo;
Sustituya el aceite recomendado;
Sustituya la lámina de caucho resistente al aceite;
21. Declive del cilindro de la prensa plegadora
Causas:
Válvula de contrapresión, la válvula elevadora está sucia o dañada;
La contrapresión es pequeña;
Glyd lap strain, wear;
Pared interior del cilindro dañada;
Si el ariete se detuvo en cualquier posición y disminuir lentamente, si 5 minutos hacia abajo menos de 0,50 mm, entonces es normal, este fenómeno es causado principalmente por las características del aceite hidráulico;
Soluciones:
Válvula de contrapresión de limpieza, levante la válvula, si el daño reemplazado;
Vuelva a ajustar la presión en la válvula de contrapresión de acuerdo con la norma;
Sustituya el anillo Gglyd, y compruebe las causas de tensión y desgaste del anillo Gglyd,;
Generalmente debido a la contaminación del aceite, reemplace el cilindro, anillo de sellado;
La selección de troquel inferior durante el modo de programación no es razonable;
El conjunto de impedancia del molde no es correcto;
El método de plegado de la programación se ha elegido mal;
Se modifican los parámetros constantes de la máquina, como los parámetros del material o la selección de unidades;
Soluciones:
Debe seleccionar el utillaje para prensas plegadoras en función de la relación entre el espesor de la chapa y la anchura de la ranura V de la matriz inferior;
El conjunto correcto de la impedancia del molde;
Comprueba el programa;
Comprobar los parámetros constantes de la máquina herramienta;
27. Al programar curvaturas de grandes arcos circulares, el sistema se calcula lento o muerto
Causas:
El valor programado del valor X supera el valor máximo del eje X en el parámetro;
Soluciones:
Comprueba el programa;
28. La temperatura del aceite hidráulico de la prensa plegadora es demasiado alta
Causas:
Avería hidráulica, como obstrucción del filtro, contaminación del aceite, deterioro, etc;
Muchas horas de trabajo bajo mucha presión;
Soluciones:
Compruebe el filtro, aceite, si es necesario, la sustitución;
Compruebe las razones de las largas horas de trabajo de alta presión, es las necesidades reales, u otras razones;
29. Los ángulos de la pieza fabricada no son precisos
Causas:
Si el error es muy grande, puede ser un error de programación, aflojamiento de la conexión del carnero, fallo de la regla de rejilla;
si pequeño error, puede corregir los parámetros en el controlador, después de la enmienda puede trabajar estable, entonces es normal;
Ángulo inestable, a menudo cambian, puede ser causada por el ariete suelto, fallo de la regla de rejilla, materiales metálicos;
Soluciones:
Para solucionar el problema, es importante revisar los procedimientos de funcionamiento y centrarse en comprobar si el molde, el material, el grosor, la longitud de la pieza y el modo de plegado de los procedimientos coinciden con la operación real. Además, es importante inspeccionar si la conexión del cilindro es segura y si la conexión de la rejilla es firme.
Los pequeños errores durante la operación pueden deberse a diversos factores, como las diferencias entre el grosor de material programado y el grosor real utilizado, la uniformidad del material, el desgaste del molde y razones relacionadas con el operario.
Para determinar la causa del problema, es necesario comprobar la precisión del reposicionamiento del eje Y. Además, inspeccione si la conexión del ariete y la conexión de la rejilla son normales. Si son normales, el problema puede deberse al material de la placa.
30. El tamaño de la pieza fabricada no es exacto
Causas:
Los cambios frecuentes en el tamaño de la inestabilidad pueden ser causados por factores como la fuente de alimentación de la máquina plegadora, el servoaccionamiento, el codificador del servomotor y los cables relacionados, los sistemas, la conexión mecánica del tornillo y la correa dentada (rueda).
Las desviaciones estables de tamaño suelen deberse al paralelismo y la rectitud de la viga de tope trasero, y el paralelismo y el grado vertical del tope trasero.
Al posicionar utilizando el borde de flexión, si el ángulo de flexión es superior a 90 grados, puede resultar en una pequeña distancia de posicionamiento.
Soluciones:
Es importante comprobar la precisión del posicionamiento de repetición del eje del tope trasero, que generalmente debe ser inferior a 0,02 mm. Si hay una desviación significativa, es necesario identificar los posibles factores y abordarlos. Si el problema está causado por el servoaccionamiento, el codificador del servomotor o el controlador, lo mejor es solicitar ayuda al fabricante de prensas plegadoras.
Para resolver el problema, es importante comprobar primero el paralelismo y la rectitud de la viga, y después comprobar el paralelismo y el grado vertical del tope trasero.
Si se coloca utilizando el borde de flexión, se recomienda asegurarse de que el ángulo de flexión no supere los 90 grados.
31. La pieza se deforma en la posición de doblado después de doblar
Causas:
La causa de la deformación se debe principalmente a la rápida velocidad de plegado, que hace que la mano no siga el ritmo de la deformación por plegado de la pieza.
Soluciones:
Para resolver el problema, es necesario reducir la velocidad de plegado y asegurarse de que las manos se mueven a la vez que la pieza.
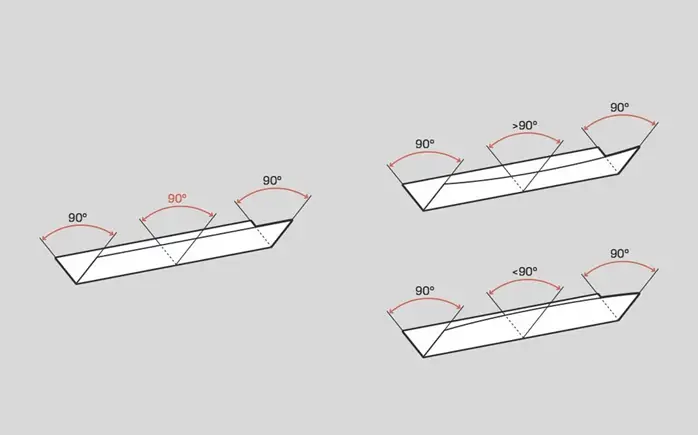
32. El ángulo de flexión de la pieza larga no es consistente
Causas:
El problema puede deberse a incoherencias en el grosor del material, con un extremo grueso y otro fino.
El problema puede deberse a una altura irregular del punzón, con un extremo más alto que el otro.
El problema puede deberse a un bloque central irregular.
Soluciones:
Por favor, envíe sus comentarios al Corte por láser y asegúrese de que se presta la debida atención a la selección de materiales. Además, sustituya el punzón de la prensa plegadora y ajuste el bloque central según sea necesario.
33. A veces la pieza se deforma durante Doblado en Z
Causas:
Durante el proceso de plegado, el extremo posterior de la pieza se eleva a lo largo de la curva y entra en contacto con el dedo posterior, lo que provoca que se atasque. Como resultado, la pieza se deforma después del proceso de doblado.
Soluciones:
Adopta la función de tracción trasera del tope trasero.
34. El borde del orificio cuadrado en el centro del chapa metálica está muy cerca de la línea de doblado, lo que hace que la pieza no pueda doblarse completamente.
Causas:
La distancia desde el borde de la pieza hasta la línea de plegado es menos de la mitad del tamaño de la abertura en V de la matriz, por lo que es imposible doblarla.
Soluciones:
Rectificar el material hasta la línea de plegado.
Presione primero la línea de plegado y luego dóblela.
35. Hay un agujero en la pieza y está muy cerca de la línea de plegado. El agujero se deformará si se dobla directamente.
Soluciones:
Presione primero la línea y luego dóblela.
Recorta una línea en el posición de flexión con una cortadora láser para evitar tirones de material.
Si la producción implica lotes pequeños y requiere un buen acabado, se recomienda utilizar una máquina de corte por láser para hacer agujeros y doblar. Por último, complete todo el proceso de expansión.
36. El pequeño tamaño de flexión hace que sea difícil para la colocación y el punzón se presiona fácilmente el dedo posterior
Causas:
El tamaño de la curva está dentro del rango de la distancia desde la línea central de la abertura en forma de V de la matriz hasta el borde de la pieza de trabajo, lo que dificulta su colocación si la matriz se instala en su orientación normal. Si se instala al revés, el punzón presionará contra el dedo posterior.
Soluciones:
Para evitar el punzón, instale el troquel al revés y coloque una junta delante del tope trasero, haciendo que retroceda.
Si el tamaño del otro extremo es exacto, es posible realizar el posicionamiento en ese lugar. Es importante recordar instalar el troquel en posición invertida.
37. La brida de flexión no es recta y el tamaño es inestable
Causas:
Las líneas de prensado y el precurvado no se tuvieron en cuenta durante el proceso de diseño.
La fuerza de presión es insuficiente.
El desgaste angular en las matrices convexas y cóncavas es asimétrico o la fuerza de flexión es desigual.
40. La flexión provoca la deformación del orificio
Causas:
Al doblar con presión elástica y posicionar con agujeros, el exterior del codo puede ser tirado debido a la fricción entre la superficie cóncava de la matriz y la superficie exterior de las piezas, causando la deformación de los agujeros de posicionamiento.
Soluciones:
Adopta el curvado de formas
Aumentar la presión de la placa eyectora
Para evitar el deslizamiento de las piezas durante el plegado, añada algunos puntos duros o granos a la placa expulsora para aumentar la fuerza de fricción.
41. La superficie curvada se ha hecho más fina
Causas:
El ángulo redondo del troquel cóncavo es demasiado pequeño
La separación entre las matrices convexa y cóncava es demasiado pequeña
Soluciones:
Aumentar el radio de la matriz cóncava
Corregir la separación entre troqueles convexos y cóncavos
42. La cara extrema de la pieza está abombada o irregular
Causas:
Durante la flexión, se tira de la superficie exterior del material en dirección circular, lo que provoca una deformación por contracción, mientras que la superficie interior se presiona en dirección circular, lo que provoca una deformación por alargamiento. Esto hace que la superficie del extremo de flexión se abombe a lo largo de la dirección de flexión.
Soluciones:
El punzón deberá estar sometido a una presión suficiente en la fase final del estampado
Realice el radio de la matriz cóncava correspondiente a la esquina exterior de las piezas
Mejora adicional de los procesos
43. La parte inferior de la pieza cóncava es irregular
Causas:
El material en sí es desigual
El área de contacto entre la placa superior y el material es pequeña o la fuerza de expulsión del material es insuficiente.
No es necesario el dispositivo de expulsión en la matriz cóncava
Soluciones:
Materiales de nivelación
Ajuste el dispositivo de expulsión para aumentar la fuerza de expulsión
Añadir dispositivo eyector o calibración
Añadir procedimiento de remodelación
44. Dislocación del eje de dos orificios opuestos después de la flexión
Causas:
El material rebota y cambia la ángulo de flexión de modo que la línea central esté desalineada.
Soluciones:
Añadir procedimiento de calibración
Mejorar matriz dobladora estructura para reducir la resistencia del material
45. No se puede garantizar la precisión de la posición del orificio después del plegado.
Causas:
El tamaño de expansión de las piezas es incorrecto
Cambiar los métodos de la técnica o añadir el proceso de posicionamiento de la técnica
46. La línea curva no es paralela al centro de los dos agujeros
Causas:
Cuando la altura de flexión es inferior a la altura límite de flexión mínima, la pieza de flexión se dilatará.
Soluciones:
Aumentar la altura de las piezas de flexión
Mejorar la técnica de plegado
47. La parte doblada tiene una desviación de arco en la dirección de la anchura
Causas:
La torsión y la deformación se producen debido a la inconsistencia de la profundidad de embutición y a la contracción en el sentido de la anchura del componente.
Soluciones:
Aumentar la presión de flexión
Añadir procedimiento de calibración
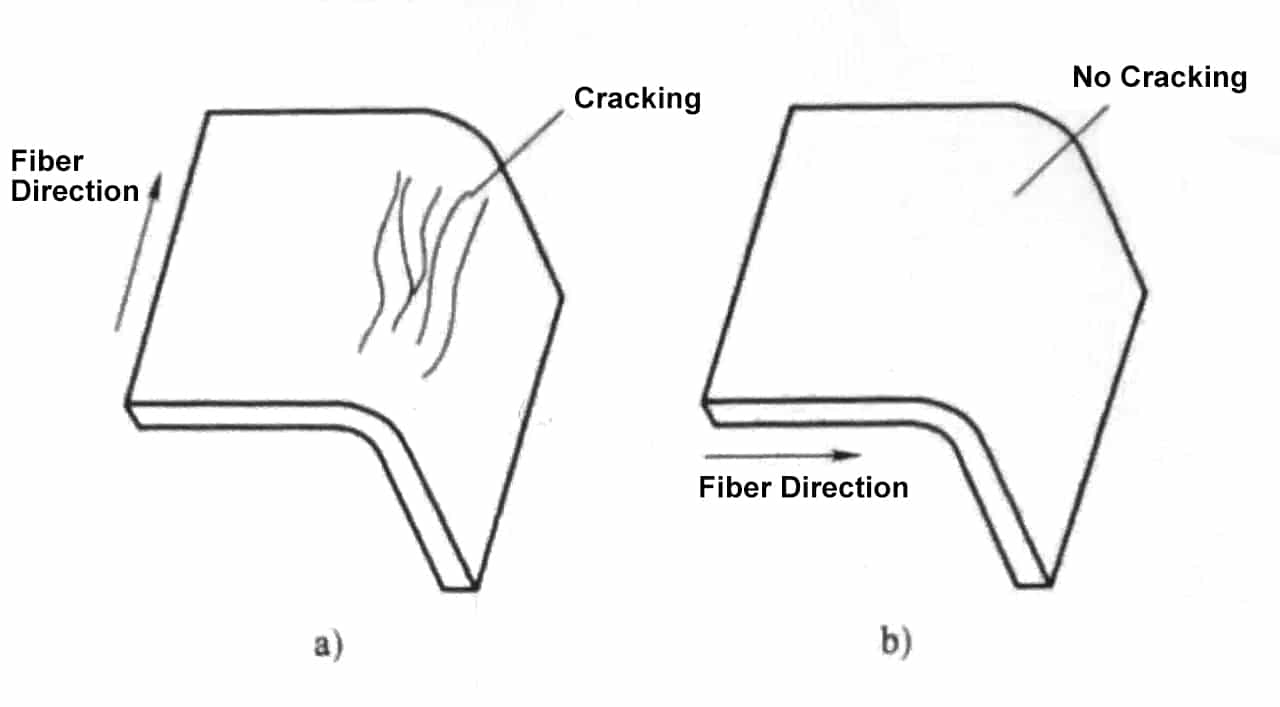
Asegúrese de que la dirección del grano del material y la dirección de flexión tienen un cierto ángulo
48. Las piezas con muesca cortada se doblan hacia abajo
Causas:
La muesca cortada abre los dos bordes rectos a izquierda y derecha, provocando una desviación en la parte inferior de la pieza.
Soluciones:
Mejorar la estructura de los componentes
La cantidad de tecnología margen de flexión se aumenta en la incisión para que ésta quede conectada y se corta después de doblarla
49. La pieza deformada después de la flexión
Causas:
La deformación se debe principalmente a la velocidad de la máquina dobladora, y la mano no siguió el ritmo de la velocidad de la máquina.
Soluciones:
Reducir la velocidad de la plegadora, la pieza de mano tiene la misma velocidad que el funcionamiento de la máquina.
50. Para la pieza más larga, habrá un ángulo grande y uno pequeño en dos extremos
Causas:
El grosor del material es inconsistente, un extremo grueso y otro fino.
Desgaste del molde desigual, diferente altura en ambos extremos.
El bloque central no está equilibrado, no está al mismo nivel.
51. Al doblar en forma de Z con la máquina dobladora CNC, algunas partes se deformarán
Causas:
Esto se debe principalmente al movimiento de flexión hacia arriba de la pieza de trabajo, que golpea el tope trasero y se aprieta, lo que provoca la deformación.
Soluciones:
Tire hacia atrás del calibrador trasero.
52. Tamaño de flexión es pequeño, mal posicionamiento, el molde es fácil de presionar el calibrador de espalda
Causas:
El troquel inferior no puede posicionarse durante la distancia desde la línea central de la V hasta el borde del troquel.
Soluciones:
Instale el molde de otra manera alrededor. Añada una junta (no más de 3t) antes del calibrador trasero, de modo que el calibrador trasero pueda evitar el molde superior.
Si el otro extremo tamaño ≧ 3 también puede hacer que el otro extremo estancia e instalar el molde inferior de otra manera alrededor.
53. Un espacio demasiado grande entre el cilindro y el riel guía, produce un sonido anormal.
Causas:
Este tipo de avería se debe al uso prolongado de los raíles, al aumento de la holgura causado por el desgaste.
Soluciones:
Es necesario comprobar el grado de desgaste de la placa guía, para determinar si es necesario sustituir la placa guía en función del grado de desgaste, reajustar la holgura para cumplir los requisitos.
54. Fallo de transmisión del calibrador trasero.
Causas:
La transmisión de retroceso falla porque el eje de transmisión se desengancha de la correa de distribución de la polea de distribución o la correa patina.
Soluciones:
Esta avería requiere volver a montar la cadena y la correa de distribución y, a continuación, comprobar la sección eléctrica.
55. Desalineación paralela excesiva entre el carril de guía transversal del tope trasero y la línea central del molde.
Soluciones:
Tal fallo necesita liberar el eje "X" correa síncronareajustar al margen de tolerancia de paralelismo, reinstalar la correa síncrona.
56. El cilindro y la conexión del pistón se aflojan, causando que el ángulo de curvatura no sea preciso o que la máquina no pueda encontrar el punto de referencia.
Soluciones:
Este tipo de avería requiere volver a comprobar el apriete del cilindro y de la tuerca de conexión del cilindro.
Compruebe si la bobina electromagnética de la válvula de alivio proporcional está encendida. Si la tensión de la bobina electromagnética cumple los requisitos. Compruebe las piezas eléctricas correspondientes.
Compruebe si la válvula de cartucho está atascada o el carrete principal está atascado, así como la obstrucción del orificio húmedo. Si este es el motivo, desmonte la válvula de alivio y límpiela.
modulación trifásica de la fase de potencia, lo que provoca la inversión del motor.
58. La velocidad del carnero pasa de rápida a lenta, pausa demasiado larga.
Soluciones:
Compruebe si la superficie del aceite del tanque es demasiado baja, la boca de llenado no se inundó. Al avanzar rápidamente, la cámara del cilindro se llena de líquido y aire, lo que provoca un llenado insuficiente. Por las razones anteriores, el aceite del tanque se puede añadir al tanque de llenado 5 mm por encima de la boca de llenado hasta que esté completamente inundado.
Compruebe si la velocidad de avance rápido es demasiado rápida, provocando un llenado insuficiente. Por las razones descritas anteriormente, puede reducir la velocidad de avance rápido modificando los parámetros del sistema.
Compruebe si la válvula de llenado está completamente abierta si es debido a la contaminación del aceite para que la actividad de carrete de la válvula no es flexible y atascado cuestión conduce a la insuficiencia de llenado de aceite. Necesidad de limpiar la válvula de llenado y volver a instalarlo, hacer que el carrete flexible.
59. Ram vuelve normal, avance rápido normal, manual no puede ralentizar, flexión débil.
Soluciones:
Compruebe si la válvula de inversión, que controla el circuito de aceite, funciona correctamente. Si es así, provoca que la válvula de llenado no esté cerrada, por lo que la cámara superior y el puerto de llenado del depósito conectados, no pueden acumular presión. La razón por la que la válvula no funciona correctamente es que no está energizada o está atascada.
Compruebe si la válvula de llenado está atascada, si es así, por favor limpie la válvula de llenado, reinstale, para que el carrete flexible.
60. La velocidad de retorno del ariete es demasiado lenta.
Causas:
El mal funcionamiento como la alta presión de retorno se debe principalmente a que la válvula de llenado no está abierta. Este fenómeno es contrario a la lógica de la avería anterior 3.
Soluciones:
Para ello, consulte la solución de la avería 3.
61. Después de arrancar la bomba de la plegadora CNC, los interruptores de desconexión de baja tensión.
Soluciones:
Las siguientes comprobaciones son necesarias para este tipo de fallos:
Compruebe el fenómeno de falta de alimentación eléctrica.
Compruebe si el bloqueo del filtro de alta presión, lo que resulta en la corriente del motor de la bomba es demasiado grande.
Compruebe si el interruptor de baja tensión está ajustado demasiado pequeño.
62. Después de arrancar el CNC prensas plegadorasel punto de referencia no puede encontrarse durante el retorno.
Soluciones:
Las piezas de conexión del cabezal de lectura de la regla de rejilla pueden aflojarse, provocando que el cabezal de lectura no se alinee con el punto de referencia de la regla de rejilla durante la carrera de retorno. En este caso, el cilindro ha sobrepasado su carrera y la bomba está funcionando bajo sobrecarga. Para resolver este problema, pulse el botón rojo de parada del Sistema CNC para detener el punto de referencia. Vuelva a conectar el conector para fijar la regla de rejilla, cambie al modo manual y baje manualmente el cilindro hasta que se alinee con el troquel inferior. A continuación, vuelva al punto de referencia y rectifique el problema.
Si el operador no apagó correctamente la máquina plegadora después de la última operación y no detuvo el cilindro en la posición de punto muerto superior antes de apagar la máquina. Prensa plegadora CNCEn caso contrario, el cilindro puede encontrarse en la posición de solapamiento del molde superior e inferior durante el siguiente arranque. Esto provocará que el sistema no pueda encontrar el punto de referencia durante la operación de punto de referencia.
Para resolver este problema, cambie el sistema a modo manual y ajuste manualmente el cilindro a la posición de solapamiento del molde superior e inferior. A continuación, cambie al modo semiautomático o automático y vuelva a colocar el punto de referencia.
63. En la plegadora CNC DNC60 o DNC600, el sistema CNC no se visualiza, el indicador luminoso de la tecla de programación gris-blanco parpadea.
Causas:
Esta avería suele deberse a que el operador del controlador no borra de forma rápida y completa los programas de producto no utilizados durante el proceso de programación del producto y, en su lugar, modifica directamente el programa del producto anterior.
La repetición de este comportamiento puede llevar a que la memoria intermedia del sistema se llene de programas, provocando que el programa del sistema no funcione correctamente.
Soluciones:
Para resolver el problema, desconecte primero la alimentación principal del motor. A continuación, pulse simultáneamente las teclas "+ +" y "- -" del teclado. Por último, vuelva a conectar la alimentación para devolver el sistema a su estado inicial.
A continuación, borre el proyecto introduciendo "1" para indicar el elemento que desea borrar. Tras introducir la contraseña "817", pulse la tecla intro para confirmar. La pantalla mostrará un aviso de que la operación se ha ejecutado. En este punto, se han completado los pasos necesarios para borrar el proyecto.
64. El "recuento no es exacto" de la regla de rejilla de la plegadora CNC provoca un error en el ángulo de plegado.
Causas:
Este mal funcionamiento se debe principalmente al aumento acumulativo de errores de precisión de reposicionamiento en los ejes "Y1" e "Y2", lo que provoca un aumento del error angular de la pieza después del plegado. Este aumento del error angular se suma a los errores anteriores y se debe principalmente a que la señal de realimentación de la regla de rejilla pierde impulsos.
Soluciones:
Para resolver este problema, retire la regla de rejilla y límpiela a fondo. Aplique medidas para reducir el polvo y las vibraciones. Vuelva a diseñar y a instalar la regla de enrejado para garantizar un nivel de instalación razonable. Si la regla de enrejado está dañada, debe devolverse al fabricante para su reparación o sustitución.
65. Una vez programado el producto, se activa la alarma de distancia de seguridad para los ejes "X" y "R" del tope trasero.
Causas:
Este tipo de avería se produce principalmente porque los ajustes de la distancia de seguridad entre los moldes superior e inferior, así como las posiciones límite de los ejes X y R, entran en conflicto con las posiciones programadas. Para garantizar la seguridad, el sistema activará una alarma e impedirá el funcionamiento si estos ajustes son incorrectos.
Soluciones:
Para resolver el problema, reprograme el producto o modifique los parámetros del producto o los ajustes del molde para que cumplan los requisitos. Esto eliminará la alarma y permitirá el funcionamiento.
66. Calibre trasero eje X y eje R, se produce un error en el motor de accionamiento.
Soluciones:
Para solucionar este tipo de avería, abra primero la caja eléctrica del Plegado CNC máquina. Compruebe el código de alarma en la pantalla del controlador y determine la causa de la alarma consultando el manual del usuario y el código de alarma indicado.
Dos alarmas comunes son:
Alarma 16, indica una sobrecarga del motor de accionamiento. Compruebe la flexibilidad, la resistencia y el límite mecánico de los accionamientos de los ejes X e Y. Si es necesario, resuelva cualquier problema mecánico.
Alarma 22, que indica una alarma de señal de realimentación del codificador. Esto puede deberse a un mal contacto en la "junta", desoldado o desconexión, o interferencias en la señal. Compruebe cada problema uno por uno.
67. La ubicación de la pantalla del ordenador Y1, Y2 no coincide con la ubicación real.
Causas:
Este tipo de fallo se debe principalmente a los cambios en el punto de referencia original de la máquina curvadora NC no son exactos.
Soluciones:
Para reinicializar el punto de referencia.
68. El posicionamiento del controlador de los ejes X, R no coincide con el posicionamiento real.
Causas:
Este tipo de avería está causada por un cambio en la posición de los ejes X y R mientras la máquina está apagada. El ordenador conserva la memoria de la posición anterior al apagado, lo que provoca una discrepancia entre las posiciones real y registrada del eje X y del eje R.
Soluciones:
Es necesario reinicializar la posición del eje X eje R.
69. La desviación de posición del eje Y1 y del eje Y2 excede la distancia de desviación de sincronización permitida, el carnero no puede moverse hacia arriba y hacia abajo.
Causas:
Este tipo de fallo se produce cuando el ariete no está colocado entre el molde superior y el inferior en el momento de la parada, lo que provoca la caída del punzón. Como resultado, las posiciones reales de los ejes Y1 e Y2 superan sus límites.
Para resolver el problema, ajuste las posiciones reales de los ejes Y1 e Y2. El controlador debe mostrar el valor de la posición actual. Una vez realizado el ajuste, la prensa plegadora puede funcionar con normalidad.
Soluciones:
Para resolver el problema, aumente los datos en el controlador del Prensa CNC freno de la máquina en 5 mm con respecto a su valor original. A continuación, cambie al modo manual y baje manualmente el ariete. El sistema corregirá automáticamente la posición y volverá al funcionamiento normal.
70. Ángulo desigual en cada extremo de la pieza conformada
Causa
Solución
Variación del grosor del metal.
Compensar el paralelo del carnero para compensar cualquier variación.
Compruebe el grosor del material en ambos extremos de la pieza y desplace el cilindro en paralelo para compensar las variaciones de grosor del material.
Desplace el carnero en paralelo para compensar cualquier variación de la herramienta.
71. Incoherencia en las piezas conformadas
Causa
Solución
El cilindro de la prensa, la bancada y el utillaje están recubiertos de un revestimiento antioxidante.
Desmontar el juego de troqueles, limpiar todas las piezas con disolvente, volver a montar y reajustar.
El utillaje no queda plano en la tapa de la bancada de la prensa
Comprobar la holgura con galgas de espesores. Calce entre la bancada de la prensa y el utillaje, o enderécelo mecánicamente según sea necesario.
Las herramientas están desgastadas.
Comprobar la holgura con galgas de espesores. Calce entre la bancada de la prensa y el utillaje, o enderécelo mecánicamente según sea necesario.
72. Cada pieza formada presenta un ángulo constante de extremo a extremo,pero hay incoherencias de una parte a otra
Causa
Solución
El ariete de la prensa cae libremente
Compruebe el ajuste del conjunto de las vías del pistón de la prensa.
Desmonte e inspeccione si hay aterrizajes, carretes o muelles dañados o deteriorados, o si hay contaminantes.
Desmonte e inspeccione si hay aterrizajes, carretes, muelles dañados o desgastados, o si hay contaminantes.
73. Cada parte formada presenta un ángulo inconsistente de extremo a extremo
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¡Atención a todos los mecánicos y aficionados a la ingeniería! ¿Alguna vez te has preguntado por los entresijos del funcionamiento de una máquina plegadora? En esta entrada del blog, nos sumergiremos en el mundo...
Elegir entre una plegadora eléctrica y una hidráulica puede tener un impacto significativo en la eficiencia y los costes de su empresa. Las prensas plegadoras eléctricas ofrecen un mayor ahorro energético, ventajas medioambientales y...
¡Atención a todos los entusiastas de la metalurgia! ¿Está cansado de adivinar el tonelaje adecuado para su prensa plegadora? No busques más. En esta entrada del blog, nos sumergiremos en el mundo de la...
En el vasto mundo de la fabricación, hay una máquina que destaca: la prensa plegadora. Con su capacidad para doblar y dar forma al metal con precisión y potencia, se ha convertido en un...
¿Su prensa plegadora hidráulica le causa más quebraderos de cabeza de los que debería? Garantizar el buen funcionamiento de estas complejas máquinas es vital para evitar costosos tiempos de inactividad y reparaciones. Este artículo trata del mantenimiento esencial...
¿Alguna vez se ha preguntado por qué sus dobleces de metal no siempre son perfectos? El secreto está en el coronado de la prensa plegadora, una técnica que garantiza la precisión y la calidad en la fabricación de metal. Este artículo le revelará...
¿Qué diferencia a los controladores de prensas plegadoras E21 y E200P, y cuál se adapta mejor a sus necesidades? En este artículo, comparamos estos dos controladores, ambos de Estun, analizando sus...
¿Cómo consigue una máquina alta precisión y eficacia en el plegado de metales? Descubra los secretos de la servoprensa electrohidráulica. Este artículo profundiza en los intrincados mecanismos, procedimientos de...
¿Se ha preguntado alguna vez por qué son tan fascinantes los troqueles de las prensas plegadoras? En esta cautivadora entrada del blog, nos adentraremos en el intrincado mundo de estas herramientas esenciales que dan forma al metal...