Explicación de las piezas y funciones de las prensas plegadoras
¿Se ha preguntado alguna vez cómo una prensa plegadora da forma al metal con tanta precisión? Este artículo desvela las fascinantes piezas y funciones de una prensa plegadora, mostrándole su papel esencial en la fabricación. Al final, comprenderás cómo contribuye cada componente a su potente rendimiento.
El frenado a presión se realiza en artículos con una elevada relación superficie/volumen.
Más chapa metálica procesado en prensas plegadoras es inferior a 6 mm. Las máquinas utilizadas para chapa doblada metal se denominan prensas plegadoras, que en la mayoría de los casos son máquinas accionadas hidráulica o eléctricamente con control numérico.
Son muy comunes en el campo de la metalurgia. Funcionan dando a la chapa una forma angular o redondeada mediante el uso de un punzón y una matriz cóncava.
Con el fin de definir un léxico común para este manual, analicemos brevemente los componentes de una prensa plegadora.
En el siguiente diagrama puede ver los componentes que analizaremos en los próximos capítulos.
La prensa máquina de frenado se compone de un cilindro de aceite, un sistema hidráulico, un sistema de retroalimentación de posición de la regla de rejilla, un ariete, un bastidor y diversas herramientas, suele constar de cuatro componentes principales:
Piezas mecánicas - Estas piezas son responsables de los movimientos físicos de la máquina, incluidos el doblado y la conformación del metal.
Piezas eléctricas - Estas piezas controlan los aspectos eléctricos de la máquina, como la alimentación del motor y el funcionamiento de las luces.
Piezas hidráulicas - Estas piezas son responsables del sistema hidráulico de la máquina, que incluye la bomba, las válvulas y los cilindros que proporcionan la fuerza necesaria para doblar y dar forma al metal.
Controlador NC/CNC - Este componente es responsable del control y la automatización de la máquina, utilizando tecnología de control numérico (NC) o control numérico por ordenador (CNC).
Analicemos cada parte con más detalle.
Cuerpo de la prensa plegadora
El bastidor de la prensa plegadora se construye a partir de la soldadura de las placas verticales izquierda y derecha, la mesa de trabajo, los cuerpos de soporte y los depósitos de combustible. La mesa de trabajo se coloca debajo de los montantes izquierdo y derecho, mientras que el depósito de combustible se suelda con los montantes.
Este diseño mejora la rigidez y resistencia del bastidor, además de ampliar el área de disipación del calor del aceite hidráulico.
La estructura de la prensa plegadora es el bastidor que soporta el cilindro y está soldado a la mesa inferior, normalmente consta de dos partes con forma de "C" en la parte posterior.
El aceite hidráulico se transmite hacia arriba, con los cilindros de ambos extremos de la prensa plegadora instalados en la corredera, que acciona directamente el trabajo de deslizamiento.
El ariete utiliza la torsión para garantizar la sincronización.
Se utiliza un tapón mecánico que proporciona estabilidad y fiabilidad.
La carrera del cilindro se ajusta mediante el controlador y puede ajustarse manualmente, con un contador en pantalla.
El diseño de la corona en forma de cuña garantiza una mayor precisión de plegado.
El control numérico de las prensas plegadoras es una característica común de las máquinas herramienta.
Máquinas herramienta de control numérico o Máquinas herramienta NC son máquinas herramienta cuyo funcionamiento está controlado por un ordenador integrado en la máquina.
Este ordenador gobierna los movimientos y funciones de la máquina de acuerdo con un programa de trabajo específico.
Gracias a un codificador en el control numérico, mide las posiciones de sus partes móviles y activa actuadores, (motores, pistones hidráulicos u otros), que controlan los movimientos de la máquina y posicionan la herramienta en un punto específico elegido arbitrariamente.
Un movimiento determinado de la máquina medido por un codificador y controlado por un ordenador mediante un motor que puede posicionar la máquina con precisión en un punto arbitrario a lo largo de la carrera disponible se denomina eje controlado o simplemente eje de la máquina.
Además de seleccionar las dimensiones o características de una prensa plegadora, el comprador puede elegir entre distintos tipos de control numérico, que se montan en un extremo de la máquina y constituyen el punto de control principal desde el que se realiza la programación de todo el sistema.
Los tipos de control numérico del mercado difieren en el número de ejes que pueden controlar y en su capacidad para producir una simulación en vídeo de la secuencia de plegado.
Prensa plegadora Ram
El cilindro de la prensa plegadora está fabricado con un sólido chapa de acero y está conectado al vástago del pistón en el centro de los cilindros hidráulicos izquierdo y derecho. El cilindro se fija a la placa de conexión de las placas de pared izquierda y derecha y el vástago del pistón es accionado por energía hidráulica para mover el deslizador hacia arriba y hacia abajo.
Para garantizar un posicionamiento preciso del cilindro en el punto muerto superior, se colocan reglas de rejilla a ambos lados del cilindro para transmitir la información de posición al controlador NC, que ajusta la posición. Esto también garantiza el funcionamiento sincronizado del cilindro.
El ariete utiliza transmisión hidráulica y su sistema consiste en el ariete, el cilindro hidráulico y un tope mecánico para el ajuste fino. Los cilindros izquierdo y derecho están unidos al bastidor, y el pistón es accionado por presión hidráulica para mover el ariete hacia arriba y hacia abajo. El tope mecánico se controla mediante el sistema de control numérico.
La carrera indica el movimiento máximo disponible a lo largo del eje Y. Este dimensión es extremadamente importante para comprobar la posibilidad de utilizar altas golpes. En estos casos, el operario debe comprobar que: [Luz del día - altura del troquel (de la base al fondo de la V) - altura del punzón (de la viga superior a la punta del punzón) - espesor de chapa < carrera de máquina.
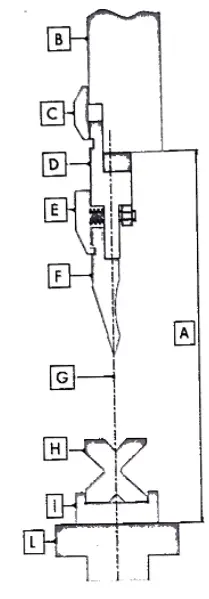
El diagrama de arriba muestra una sección transversal de una prensa plegadora con una herramienta estándar Promecam-Amada.
A → luz diurna: distancia entre la viga superior y la mesa.
B → viga superior: parte superior de una prensa plegadora.
C → abrazadera del larguero superior: abrazadera montada en el larguero superior para sujetar intermedios.
D → intermedio: pieza para montar punzones en la viga superior.
E→ abrazadera intermedia: abrazadera montada en la intermedia para sujetar punzones.
F→ punzón: herramienta superior
G → eje de la máquina: eje de flexión que pasa por la punta del punzón y el centro en V de la matriz.
L→press brake table: mesa para apoyar las matrices.
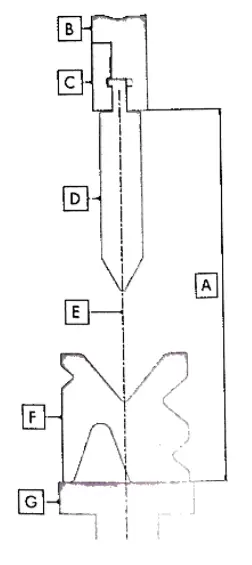
La imagen de arriba, por otro lado, muestra una plegadora con una herramienta axial (Trumpf, Beyeler, etc...). En este caso el punzón se sujeta directamente en la viga superior y el eje de plegadora atraviesa tanto el punzón como la punta.
A → luz diurna: distancia entre la viga superior y la mesa.
B → viga superior: parte superior de una prensa plegadora.
C → abrazadera de la viga superior: abrazadera montada en la viga superior para sujetar los punzones.
D → punzón: herramienta superior
E→ eje de la máquina: eje de flexión que pasa por la punta del punzón y el centro en V de la matriz.
F → troquel:herramienta inferior
G → mesa de la prensa plegadora: mesa para apoyar las matrices.
Mesa de trabajo para plegadora
El tope trasero se desplaza hacia delante y hacia atrás mediante el funcionamiento de un motor, y el controlador CNC controla su distancia de desplazamiento con una lectura mínima de 0,01 mm. Hay finales de carrera en las posiciones delantera y trasera para limitar el movimiento del tope trasero.
El mecanismo de sincronización mecánica está formado por componentes como la torsión, el brazo oscilante y los cojinetes de articulación. Tiene un diseño sencillo, proporciona un rendimiento estable y fiable, y cuenta con una alta precisión de sincronización.
La posición del prensa mecánica Los topes de freno se ajustan mediante el funcionamiento de un motor, y los datos son controlados por el controlador CNC.
Controla el movimiento hacia delante y hacia atrás del tope trasero. En sistemas equipados con un eje X1, controla adicionalmente el dedo izquierdo.
Eje R
Gestiona la elevación vertical (movimiento hacia arriba y hacia abajo) del tope trasero.
Ejes Z1 y Z2
Responsable del movimiento de los dedos de tope izquierdo (Z1) y derecho (Z2), permitiéndoles desplazarse a izquierda y derecha a lo largo de la viga de tope.
Las galgas traseras son los puntos de referencia para posicionar la chapa. La chapa se coloca en las matrices y se empuja contra las galgas traseras. Su movimiento, gobernado por control numérico, sigue el programa de trabajo introducido por el operario.
Por lo general, las galgas traseras pueden girar hacia arriba porque, durante el plegado, la chapa puede chocar con la parte inferior de una galga trasera y levantarla.
Sin embargo, algunos tipos de calibradores traseros garantizan que la chapa sea siempre estable para cualquier tipo de perfil.
El tope trasero de la plegadora CNC utiliza una transmisión motorizada para conseguir un movimiento sincronizado mediante el uso de dos husillos de bolas y una correa dentada. La distancia del tope trasero se controla mediante el controlador CNC.
Eje de la prensa plegadora:
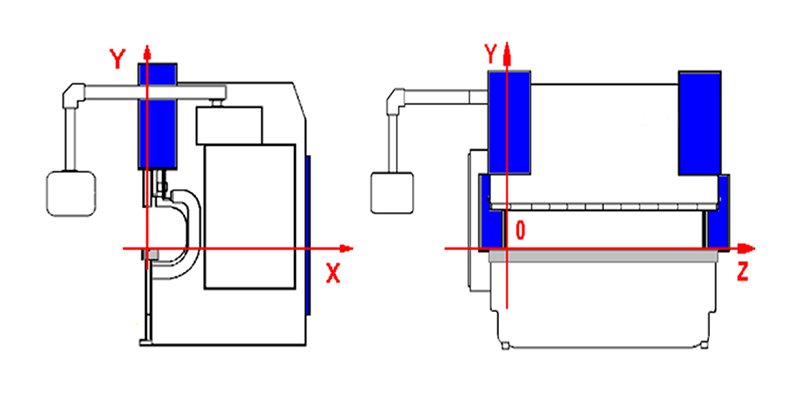
LOS EJES PRINCIPALES de una plegadora son X, Y, Z y R. Los ejes X, Y y Z pueden ser accionados por el control numérico o por el operario en función de las características de la plegadora.
Las direcciones de la plegadora en los ejes X, Y y Z se indican con la flecha positiva de la figura.
Eje Y: la viga superior se mueve a lo largo de este eje (arriba y abajo) y al hacerlo, la ángulo de curvatura cambios. Durante la fase de plegado, el operario debe comprobar que los ejes Y1 e Y2 están alineados, ya que una diferencia de 0,05 mm en una máquina de 3 m provocaría una diferencia de 1° entre los dos lados de la mesa.
Por lo tanto, el operario debe comprobar la alineación de los dos pistones antes de iniciar el plegado, poniendo a cero la máquina mediante el botón NC correspondiente.
Si surge algún problema, el operario debe comprobar el estado de la superficie de la lata superior para modificar el eje Y.
Eje X: este eje determina la profundidad de plegado, es decir, la distancia entre las galgas traseras y el centro de la matriz.
El travesaño donde se montan las galgas traseras se desplaza a lo largo del eje X hacia y desde el eje Y.
Eje Z: Las galgas traseras se desplazan a lo largo del travesaño sobre el que están montadas y cada una se detiene en una posición determinada en función de la longitud de la chapa y de la parte de la prensa plegadora donde se vaya a realizar el plegado (en el centro o a un lado de la prensa plegadora).
En una prensa plegadora hay un mínimo de 2 y un máximo de 4 calibradores traseros. El operario debe conocer los límites de movimiento a lo largo del eje Z, por ejemplo, el movimiento máximo permitido a lo largo de la mesa o la distancia mínima entre dos calibradores traseros.
Eje R: el eje R ajusta el travesaño en altura, de modo que los calibradores traseros siempre se adaptan a troqueles de diferente altura y la chapa siempre descansa contra los calibradores traseros.
Los ejes de la prensa plegadora pueden clasificarse de la siguiente manera:
Y1: el cilindro izquierdo del ariete
Y2: el cilindro derecho del ariete
W: el cilindro de compensación convexo de la viga inferior (es decir, el sistema de compensación de la desviación)
X, X1, X2: movimiento de vaivén de la galga trasera
R, R1, R2: el movimiento ascendente y descendente del manómetro trasero.
Z, Z1, Z2: movimiento izquierda-derecha del tope trasero
Nota: La posición del ariete puede programarse utilizando una ecuación de valor absoluto o un valor angular.
La ubicación de cada eje de control de la plegadora se presenta en la tabla siguiente:
Eje
Posición cero
Valor real
Y1 ram izquierda(Arriba o abajo)
Superficie de trabajo
Distancia de la superficie de la mesa a la matriz superior
Y2 ram derecha(Arriba o abajo)
Superficie de trabajo
Distancia de la superficie de la mesa a la matriz superior
La distancia desde el extremo izquierdo de la máquina hasta el centro del cabezal izquierdo del tope trasero.
Z2 retroceso derecha(Derecha a izquierda)
Lado derecho de la máquina
La distancia desde el extremo derecho de la máquina hasta el centro del cabezal izquierdo del tope trasero.
Prensa plegadora Soporte delantero
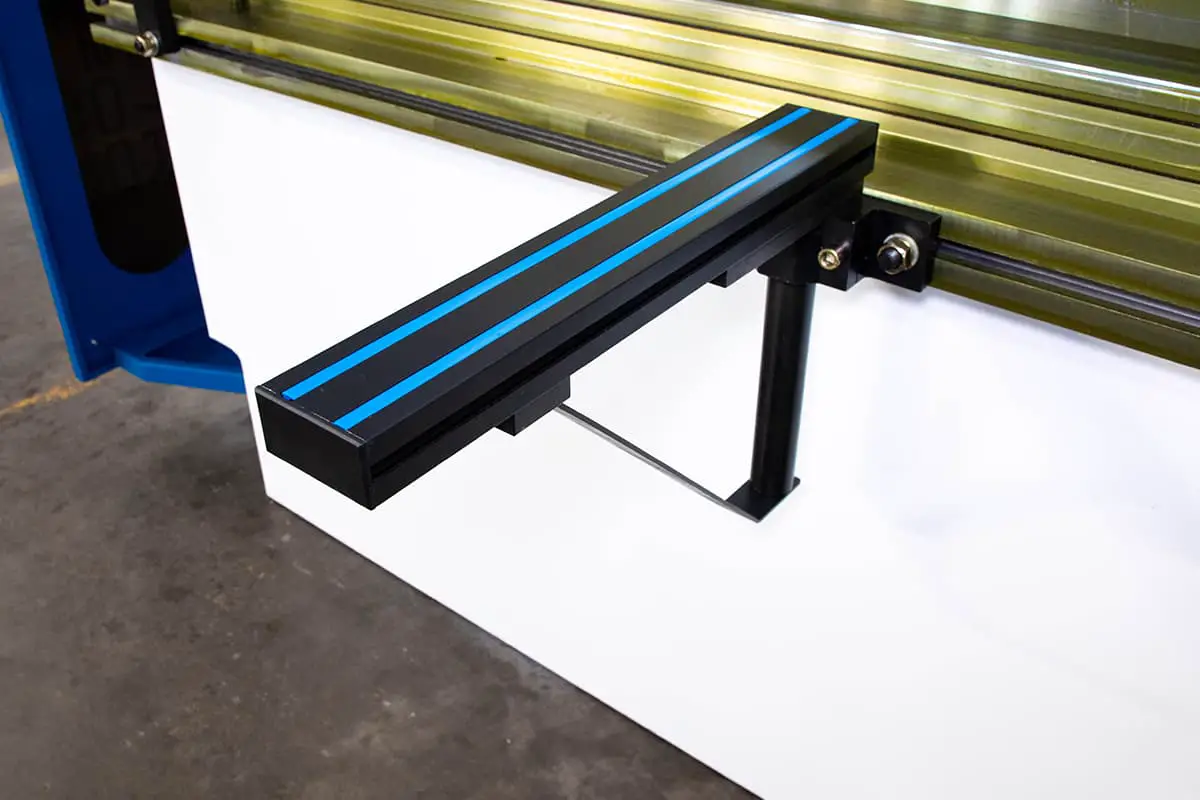
Los brazos de soporte delanteros de la plegadora se fijan a la ranura en T o a la guía lineal situada delante de la máquina. Se han diseñado con una garra de posición trasera ajustable manualmente.
Los BRAZOS DE SOPORTE DE LA CHAPA FRONTAL son elementos opcionales del equipamiento que soportan la chapa durante el frenado de la prensa y evitan que se caiga durante el retorno de la viga superior.
Se utilizan sobre todo durante el plegado de chapas pesadas o grandes, pero existen diferentes tipos de brazos de soporte para ayudar al operario durante el plegado.
Plegadora Pedal Switch
El interruptor de pedal de la prensa plegadora sirve principalmente para controlar el movimiento del punzón superior durante la operación de plegadopara subirlo y bajarlo. Además, hay un botón de emergencia situado en la parte superior del interruptor de pedal para situaciones de emergencia.
Pinzas para punzones de prensas plegadoras
Las pinzas para prensas plegadoras constan de pinzas estándar y herramientas de sujeción rápida que se utilizan para cambiar rápidamente el punzón superior. El uso de herramientas de sujeción rápida simplifica significativamente el proceso de cambio de la matriz del punzón, por lo que no solo resulta cómodo, sino que también ahorra tiempo.
Durante el plegado, el operario mueve y coloca a mano la chapa, por lo que se ve obligado a permanecer muy cerca de una plegadora en funcionamiento.
Por este motivo y para cumplir las estrictas normas de seguridad vigentes, prensas plegadoras están provistas de dispositivos de seguridad que, por un lado, protegen la seguridad del operario y, por otro, ralentizan el ciclo de producción.
Mientras que la parte trasera y los laterales de una plegadora están protegidos por cubiertas o paneles, la parte delantera, que siempre debe ser accesible para el operario, es la más peligrosa. Puede protegerse de dos formas distintas: con protecciones fotoeléctricas fijas o con un sistema de protección láser.
En el primer caso, dos protecciones fotoeléctricas montadas en cada extremo de la zona de trabajo protegen toda la zona frontal hasta una distancia de 400 mm de la máquina. Si durante el descenso rápido de la viga superior, los haces de luz de los protectores detectan un objeto en la zona de trabajo de un grosor superior al del material que se va a doblar (por ejemplo, el brazo del operario), los dispositivos de seguridad interactúan con la electrónica de gestión del sistema y detienen inmediatamente la prensa.
Con el sistema de protección láser sólo se protege la zona próxima a la punta del punzón. Consta de dos dispositivos fotoeléctricos, uno emisor y otro receptor, que pueden ajustarse manualmente y que se montan en ambos extremos del haz superior de la plegadora.
Crean un haz de luz que se desplaza verticalmente junto con la viga superior a la que están fijados y, por este motivo, sólo protegen la zona situada por debajo del punzón.
Normalmente, la prensa plegadora está equipada con una valla de acero para la seguridad de los trabajadores. Si se desea un mayor nivel de seguridad, se puede considerar el uso de un dispositivo de seguridad de cortina de luz y un dispositivo de protección láser.
Soy consciente de que debe alcanzarse un cierto grado de seguridad para que una máquina pueda considerarse segura para su uso. Por ello, recomendaría equipar la plegadora con al menos un dispositivo de cortina fotoeléctrica por motivos de seguridad.
Entre los calibres para prensas plegadoras más utilizados se encuentran los medidores de ángulos, las reglas de ángulos y los verniers.
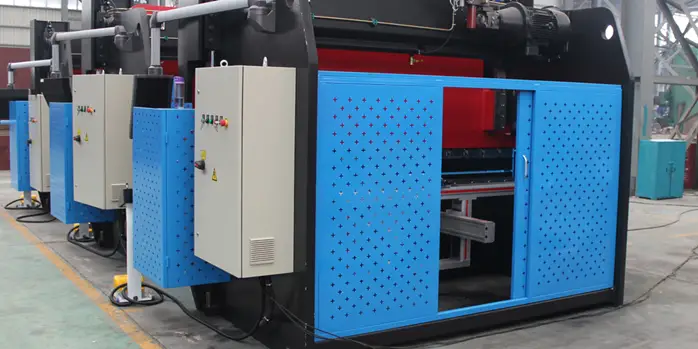
Sistema eléctrico de la prensa plegadora
El sistema de control eléctrico consta de un armario de control eléctrico, una consola del sistema de control numérico y un puesto de mando.
La prensa plegadora funciona con una fuente de alimentación trifásica de CA 50 Hz 380 V (que puede personalizarse). Esta fuente de alimentación no sólo se puede utilizar directamente para el funcionamiento del motor principal, sino también para el servo del engranaje trasero y para iluminar el equipo después de que el voltaje de CA haya salido a través del transformador interno del sistema.
A continuación, la fuente de alimentación se transforma en dos conjuntos de CC de 24 V tras la rectificación. Un juego se utiliza para el controlador CNC y el otro para el bucle de control.
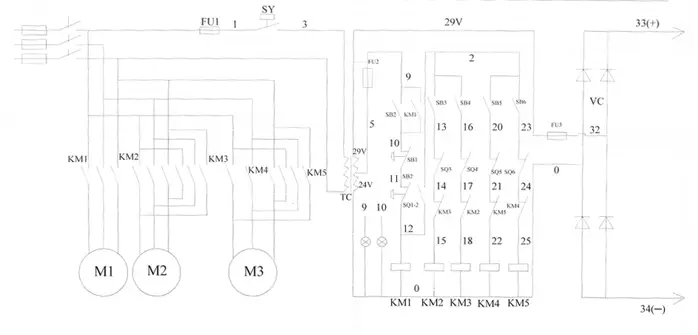
Esquema eléctrico
Los distintos fabricantes pueden tener diseños diferentes para sus diagramas de cableado de prensas plegadoras. En el momento de la compra, el proveedor debe proporcionar el diagrama de cableado, junto con el diagrama hidráulico y los manuales de instalación y funcionamiento. Si no se incluyen con la máquina en el momento de la recepción, se recomienda ponerse en contacto inmediatamente con el proveedor.
Tenga en cuenta que el siguiente diagrama de cableado de freno de prensa es sólo para referencia y es de nosotros.
Prensa plegadora HSistema hidráulico
Desarrollo de la tecnología proporcional electrohidráulica
Durante la última parte de la Segunda Guerra Mundial, la velocidad de los cazas a reacción mejoraba constantemente, lo que requería sistemas de control más avanzados con mayores requisitos de rapidez, precisión dinámica y velocidad dinámica.
En 1940 apareció el primer servosistema electrohidráulico en aviones. En la década de 1960, se desarrollaron varios tipos de servoválvulas electrohidráulicas, lo que dio lugar a una tecnología de servos electrohidráulicos más madura.
Sin embargo, a finales de la década de 1960, la demanda de servotecnología electrohidráulica en ingeniería civil era cada vez mayor, pero la servoválvula electrohidráulica tradicional tenía estrictos requisitos para el medio fluido y consumía mucha energía, lo que encarecía su fabricación y mantenimiento.
Principio de funcionamiento del sistema hidráulico de la prensa plegadora
En la década de 1970, para desarrollar un sistema electrohidráulico fiable servocontrol que respondía a las necesidades reales de la ingeniería, la tecnología de control proporcional electrohidráulico avanzó rápidamente. Al mismo tiempo, la industria servocontrol La tecnología también evolucionó.
La tecnología proporcional electrohidráulica es un enfoque integral que combina la hidráulica transmisión de energía con la flexibilidad y precisión del control electrónico. Con el avance de la tecnología de control numérico y la disponibilidad de componentes hidráulicos proporcionales fiables, la tecnología de control proporcional electrohidráulico se ha adoptado ampliamente en los últimos años, siendo una aplicación típica el control síncrono de máquinas plegadoras.
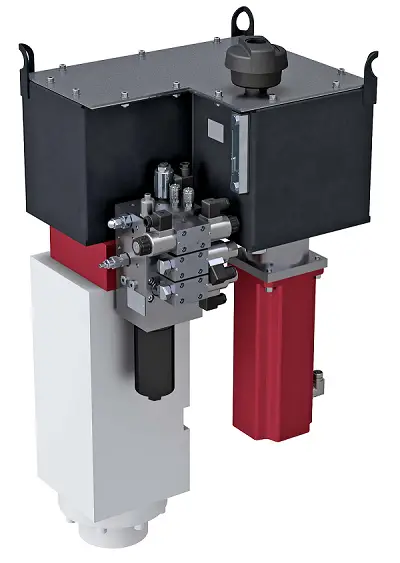
El motor, la bomba de aceite y la válvula están conectados al depósito de combustible. Para garantizar que el depósito de aceite se llena adecuadamente de aceite durante el movimiento rápido del ariete, se emplea una estructura de válvula de llenado. Esto no sólo mejora la velocidad de desplazamiento del ariete, sino que también ahorra energía.
El control hidráulico de las plegadoras CNC requiere un alto grado de automatización y estandarización en el proceso de fabricación. En consecuencia, la plegadora debe integrar el sistema hidráulico en su diseño.
El bastidor de la prensa plegadora sirve de base para la instalación de los componentes hidráulicos, con el depósito de aceite integrado en el bastidor de estampación.
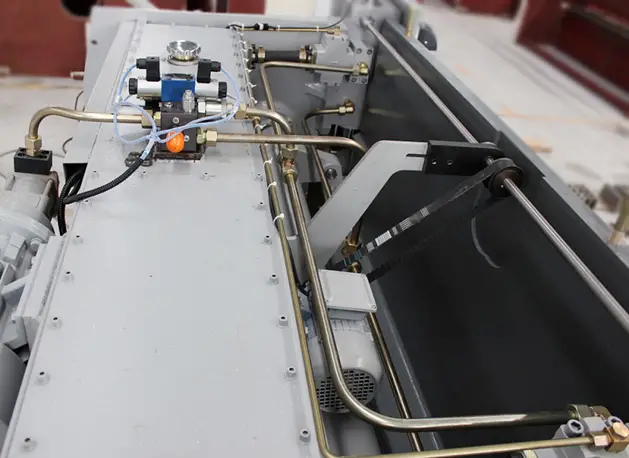
Estilo de tres bloques de control
La prensa plegadora tiene tres bloques de control. Dos de ellos, con la válvula de llenado de la placa central, están instalados directamente en el cilindro hidráulico para eliminar la necesidad de tuberías entre el bloque de control principal y el cilindro hidráulico.
El conjunto de contrapresión, diseñado para no tener fugas según los requisitos del cliente, consta de una válvula de asiento inversor y dos válvulas de alivio.
Los componentes clave instalados en el conjunto principal incluyen una válvula de alivio proporcional, una válvula de cierre de presión máxima y un sistema de control de la válvula de inversión situada en la posición de la válvula piloto.
Bloque de control central
El bloque de control central combina los tres bloques de control en uno, y se utiliza principalmente en estructuras especializadas con fines de control. El bloque de control y la conexión entre los dos cilindros hidráulicos deben tener una disposición simétrica.
Utiliza una serie SFA de válvulas de llenado de aceite, diseñadas en una estructura de brida e instaladas directamente en el cilindro hidráulico, conectadas al depósito a través de un tubo de aspiración.
Distribuidor de sensores e interfaz de ejes: Todas las electroválvulas se concentran en un único bloque de control y las conexiones eléctricas de las válvulas también se centralizan en un único cable para facilitar las conexiones. Para conseguirlo, se proporciona un distribuidor de interfaz en el bloque de control central.
Cilindro de aceite hidráulico
CILINDROS HIDRÁULICOS (in prensa hidráulica frenos) en los que un pistón accionado por un fluido (aceite) a presión de una bomba mueve la viga superior (o, raramente, el banco), generando la fuerza necesaria para la flexión. Normalmente hay dos cilindros que se mueven sobre los ejes Y1 e Y2 y deben ser perfectamente paralelos para evitar diferencias de ángulo a lo largo del perfil.
El sistema hidráulico requiere que el aceite hidráulico se mantenga limpio. La limpieza del depósito de aceite es crucial.
Para sustituir el aceite hidráulico, es necesario retirar la tapa del depósito de aceite. Limpie la parte inferior del tanque con una toalla (no use hilo de algodón) y luego lavar con gasolina de aceite de carbón de limpieza.
Debido al alcance limitado del brazo hasta el extremo del depósito, se puede envolver una toalla alrededor de un bambú o un palo para limpiar las esquinas. El tapón de fugas o la válvula de freno deben aflojarse para permitir que drene el aceite sucio.
Utiliza una toalla de limpieza para secar los laterales y el fondo del depósito hasta que quede limpio. Si es necesario, utiliza una bola de masa para recoger la suciedad de las costuras de soldadura o de las zonas de difícil acceso y, a continuación, vuelve a colocar la tapa.
Selección del aceite hidráulico de la prensa plegadora
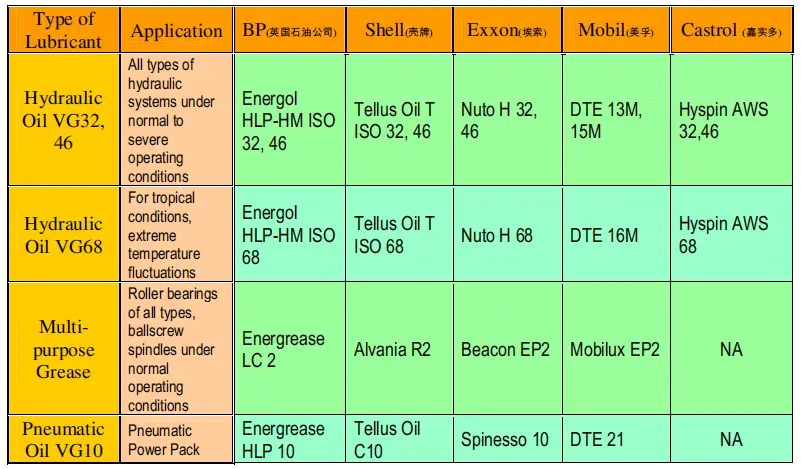
Aceite hidráulico recomendado para prensas plegadoras
El valor de la marca del aceite hidráulico representa el valor medio de viscosidad a una temperatura de 40°C. Si la presión y la temperatura de trabajo del sistema hidráulico son más altas y las velocidades de trabajo son más lentas, debe utilizarse un aceite hidráulico con una marca más alta.
Se recomienda utilizar aceite hidráulico antidesgaste ISO VG46# (con una viscosidad media de 46mm2/s a 40°C). Si la máquina funciona a temperaturas inferiores a 5°C durante un periodo prolongado, puede utilizarse aceite hidráulico ISO VG32#.
No se recomienda utilizar la máquina a temperaturas muy bajas (inferiores a -5°C). En tal caso, se debe dejar la máquina al ralentí durante un tiempo. Si es necesario, puede instalarse un calentador de aceite en el circuito.
En condiciones normales de trabajo, la temperatura del aceite no debe superar los 70°C. En condiciones especiales, un enfriador de aceite pueden instalarse según sea necesario.
Llenar el aceite
El aceite hidráulico utilizado debe estar limpio. Para llenar el aceite, desenrosque la tuerca del filtro de aire y llene a través del filtro. Si se utiliza un equipo de llenado con filtro, se puede abrir la tapa del depósito de aceite y llenar el aceite directamente.
Observe el indicador de aceite y llene el aceite hasta 80-90% de los intersticios cuando el ariete se detenga en el punto muerto superior.
Para garantizar un funcionamiento correcto, la máquina debe funcionar primero al ralentí y luego a la carrera máxima para eliminar cualquier burbuja de aire en el circuito hidráulico.
Capacidad del depósito de aceite
Tabla de capacidad del depósito de aceite de la prensa plegadora NC
Modelo
Capacidad del depósito de aceite (L)
30t/1600
65
30t/2000
65
40t/2500
130
63t/2500
140
63t/3200
150
80t/2500
130
80t/3200
165
100t/2500
230
100t/3200
230
100t/4000
250
125t/3200
220
125t/4000
250
160t/2500
260
160t/3200
260
160t/4000
285
160t/5000
290
160t/6000
300
200T/3200
470
200T/4000
550
200T/5000
550
200T/6000
550
250T/3200
470
250T/4000
540
250T/5000
550
250T/6000
560
300T/3200
540
300T/4000
540
300T/5000
550
300T/6000
560
400T/4000
540
400T/5000
550
400T/6000
550
500T/4000
560
500T/5000
560
500T/6000
620
500T/7000
620
600T/4000
650
600T/5000
650
600T/6000
650
600T/7000
650
Tabla de capacidad del depósito de aceite de la prensa plegadora CNC
Modelo
Tanque SS (L)
Tanque MS (L)
40T/1300
140
150
63T/1300
140
150
63T/2500
140
260
80T/2500
140
260
100T/3200
140
260
100T/4000
140
260
125T/3200
140
260
125T/4000
140
260
160T/3200
280
370
160T/4000
280
370
220T/3200
280
420
220T/4000
280
420
Sello de aceite
El retén de aceite es un componente importante de la máquina plegadora.
Goniómetros
Los goniómetros pueden montarse en la mesa de la plegadora o directamente en las herramientas gracias a los imanes con los que están equipados. Permiten al operario realizar plegados con la chapa colocada en un ángulo preestablecido.
Mecanismo auxiliar
El mecanismo auxiliar está equipado con varios componentes funcionales que pueden seleccionarse según las necesidades del usuario, incluido un mecanismo de compensación de la mesa de trabajo, un calibre traseroUn dispositivo de sujeción rápida del troquel, un soporte de material, un sistema de control de la temperatura del aceite que puede enfriar o calentar el aceite, un dispositivo de protección fotoeléctrico, un sistema de lubricación centralizada, etc.
El peso de la máquina plegadora puede variar de 5T a 300T, que depende en gran medida del tamaño de la máquina. Por ejemplo, una prensa plegadora de 80T/2000mm pesa aproximadamente 6T, mientras que una prensa plegadora de 2000T x 12000mm pesa más de 300T.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¡Atención a todos los mecánicos y aficionados a la ingeniería! ¿Alguna vez te has preguntado por los entresijos del funcionamiento de una máquina plegadora? En esta entrada del blog, nos sumergiremos en el mundo...
Elegir entre una plegadora eléctrica y una hidráulica puede tener un impacto significativo en la eficiencia y los costes de su empresa. Las prensas plegadoras eléctricas ofrecen un mayor ahorro energético, ventajas medioambientales y...
¡Atención a todos los entusiastas de la metalurgia! ¿Está cansado de adivinar el tonelaje adecuado para su prensa plegadora? No busques más. En esta entrada del blog, nos sumergiremos en el mundo de la...
En el vasto mundo de la fabricación, hay una máquina que destaca: la prensa plegadora. Con su capacidad para doblar y dar forma al metal con precisión y potencia, se ha convertido en un...
¿Su prensa plegadora hidráulica le causa más quebraderos de cabeza de los que debería? Garantizar el buen funcionamiento de estas complejas máquinas es vital para evitar costosos tiempos de inactividad y reparaciones. Este artículo trata del mantenimiento esencial...
¿Alguna vez se ha preguntado por qué sus dobleces de metal no siempre son perfectos? El secreto está en el coronado de la prensa plegadora, una técnica que garantiza la precisión y la calidad en la fabricación de metal. Este artículo le revelará...
¿Qué diferencia a los controladores de prensas plegadoras E21 y E200P, y cuál se adapta mejor a sus necesidades? En este artículo, comparamos estos dos controladores, ambos de Estun, analizando sus...
¿Cómo consigue una máquina alta precisión y eficacia en el plegado de metales? Descubra los secretos de la servoprensa electrohidráulica. Este artículo profundiza en los intrincados mecanismos, procedimientos de...
¿Se ha preguntado alguna vez por qué son tan fascinantes los troqueles de las prensas plegadoras? En esta cautivadora entrada del blog, nos adentraremos en el intrincado mundo de estas herramientas esenciales que dan forma al metal...