Manual de mantenimiento de la máquina de corte por láser Bystronic
¿Alguna vez se ha preguntado cómo mantener su máquina de corte por láser Bystronic funcionando al máximo rendimiento? Un mantenimiento regular es la clave para garantizar una alta precisión de corte, reducir costes y prolongar la vida útil de su máquina. Este artículo cubre las prácticas de mantenimiento esenciales para varios componentes, desde el equipo periférico hasta el generador láser. Siguiendo estas pautas, mejorará la eficacia y evitará costosos tiempos de inactividad. ¿Preparado para mantener sus operaciones de corte por láser fluidas y eficientes? Sumérjase para conocer los pasos críticos de mantenimiento para su máquina de corte por láser Bystronic.
El corte por láser ofrece varias ventajas, como una deformación térmica mínima, una gran precisión de corte y la posibilidad de realizar cortes automáticos sin personal. Cuando se utiliza una fuente láser de alta potencia, la velocidad de corte y la calidad de la superficie son superiores a las del corte por plasma. Como resultado, la tecnología de corte por láser ha evolucionado hasta convertirse en una moderna herramienta de corte.
Una máquina de corte por láser no sólo posee las complejas características mecatrónicas de los equipos de control numérico convencionales, sino también sus características estructurales únicas, como el sistema óptico, el sistema de alta presión y el sistema de refrigeración.
Para minimizar el tiempo de procesamiento y reducir los costes, es esencial mantener el equipo para garantizar la máxima velocidad de procesamiento de la máquina herramienta. De este modo, aumentará el tiempo medio entre averías y mejorará la tasa de utilización del equipo.
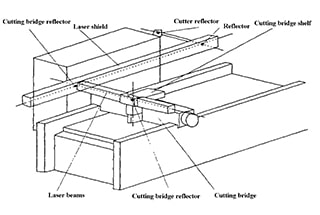
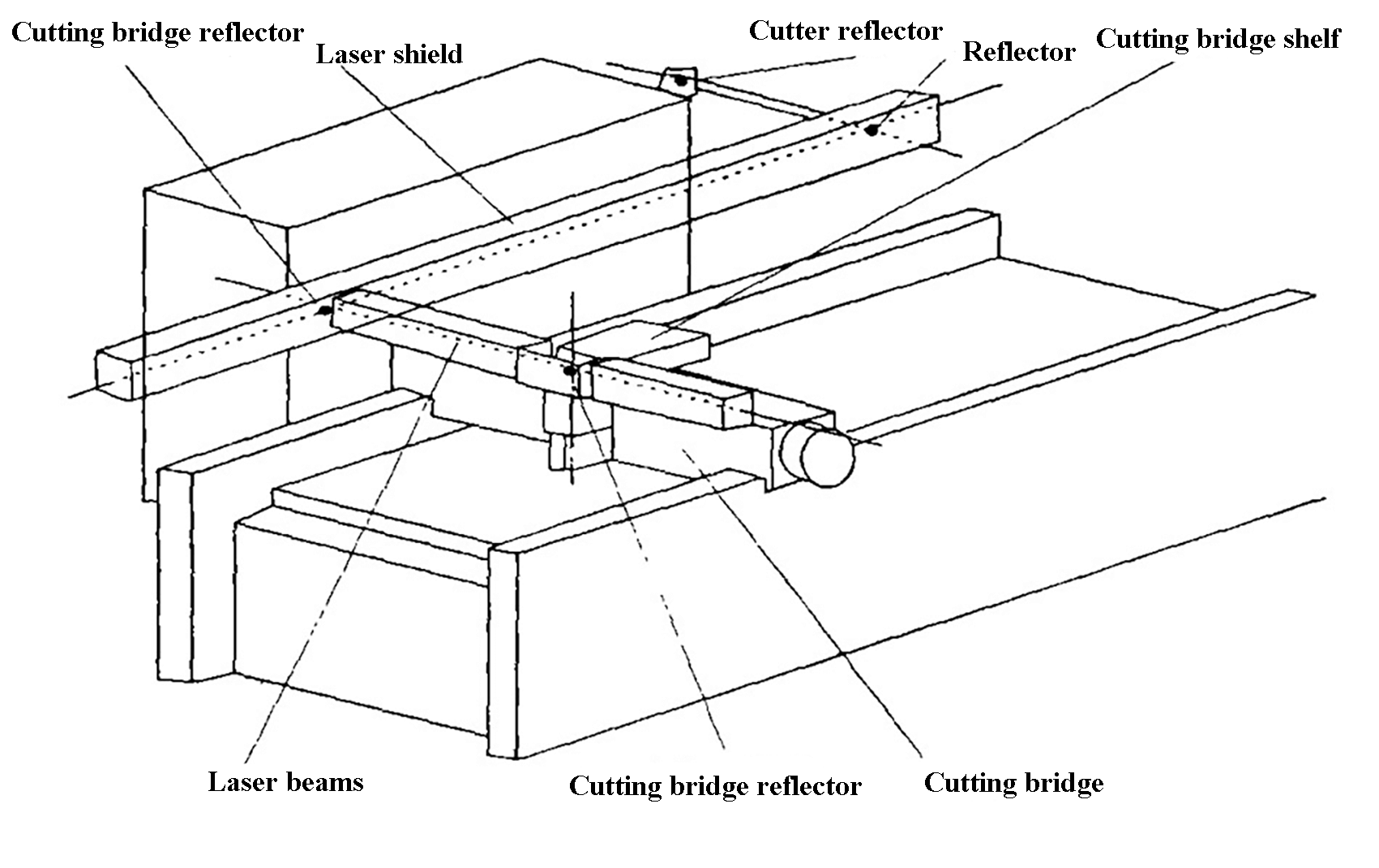
Fig. 1 Diagrama de la estructura óptica de Bystronic corte por láser máquina
1.1 Estructura de diseño de la máquina de corte por láser Bystronic
La máquina láser de Bystronic consta de varios componentes, como la bancada, la mesa de intercambio, el armario de control eléctrico, el generador láser, el armario de control láser, el dispositivo de carga y descarga, etc. El sitio herramienta de corte empleado por la máquina es un rayo láser.
Para garantizar la estabilidad en el camino de la luz desde el generador láser hasta el cabezal de corte, se utiliza un sistema óptico flotante, con un grupo reflector fijado en el eje de coordenadas móvil de la máquina. Esta tecnología se ha convertido en un estándar ampliamente utilizado en todo el mundo.
El medio de activación láser empleado en la máquina es una mezcla de dióxido de carbono, nitrógeno y helio. La dirección del flujo de gas coincide con el eje de la cavidad, lo que permite una refrigeración eficaz del gas de flujo axial y optimiza el proceso de conversión de energía en la cavidad.
1.2 Principio de procesamiento de la máquina de corte por láser de Bystronic
El proceso de corte implica la interacción del rayo láser, el gas auxiliar de corte y la pieza. El rayo láser actúa sobre la superficie del material, calentándolo a alta temperatura y provocando su fusión. A continuación, el gas auxiliar quema o sopla el material fundido para formar una hendidura.
Para conseguir el mejor efecto de corte, los parámetros de corte por láser, como la potencia y la presión, pueden ajustarse en consecuencia.
2. Mantenimiento de la máquina de corte por láser de CO2 Bystronic
En función de la estructura y el principio de procesamiento del equipo, el mantenimiento puede dividirse en cuatro partes: mantenimiento de los equipos periféricos, mantenimiento de la bancada y el control de la máquina, mantenimiento del generador láser y la pieza de alta presión, y mantenimiento del control del proceso.
2.1 Mantenimiento de los equipos periféricos
La mayoría de los usuarios de equipos suelen centrarse únicamente en el mantenimiento del propio equipo y pasan por alto el mantenimiento de los equipos periféricos. Sin embargo, es importante tener en cuenta que el mantenimiento de los equipos periféricos también es crucial para garantizar un rendimiento óptimo de los equipos.
2.1.1 La calidad de la energía
Debido al sistema de alta tensión utilizado en las máquinas de corte por láser, generalmente se requiere una fuente de alimentación de alta calidad. El rango de tensión de red admisible suele ser de -10% a +5% del valor nominal. Las grandes fluctuaciones de tensión, los desequilibrios trifásicos o las interferencias de alta frecuencia pueden provocar averías en la máquina herramienta y dañar los componentes de alta tensión. Por lo tanto, es crucial controlar con frecuencia la calidad de la alimentación eléctrica principal.
En zonas con una red eléctrica de mala calidad, se recomienda instalar reguladores de tensión y utilizar líneas especiales para garantizar el correcto funcionamiento del equipo. La máquina láser de Bystronic también requiere una conexión a tierra independiente del equipo para el diseño de seguridad y para garantizar la estabilidad de la detección de distancia del boquilla de corte durante el corte. Por lo tanto, es necesario medir periódicamente la resistencia de puesta a tierra del equipo.
2.1.2 La calidad del aire comprimido
Además de los requisitos de un sistema neumático convencional, la lente de la trayectoria óptica externa de una máquina de corte por láser suele estar protegida por aire comprimido. La máquina de corte de Bystronic laser AG está equipada con filtros de aire de varias etapas en la unidad de gas y el generador láser, incluidos separadores de aceite y agua y filtros de carbón activado. La fuente de gas protector para la lente se filtra a través de un filtro ultrapac de filtración secundaria para garantizar un gas seco y limpio, con un ciclo de sustitución del elemento filtrante claramente limitado.
No obstante, cabe destacar que, aunque el equipo disponga de su propio dispositivo de filtrado, la fuente de aire comprimido del usuario debe cumplir ciertos requisitos. Si el aire comprimido contiene demasiada agua y aceite, la vida útil del elemento filtrante se acortará considerablemente. Una vez contaminada la lente, se reducirá su vida útil, potencia del láser disminuirá, la velocidad de corte se reducirá y los costes de mantenimiento aumentarán. Por lo tanto, el mantenimiento de la máquina de corte por láser no debe pasar por alto el mantenimiento del compresor de aire y del secador.
2.1.3 Pureza del gas láser
Los gases láser de CO2 máquina de corte por láser son CO2He y N2.
Todos los fabricantes tienen normas estrictas para la pureza del gas, como se muestra en la Tabla 1:
Tabla 1 Índice de pureza del gas de la máquina de corte por láser
Tipos de gas
Grado
Pureza
(% Vol.)
(H2O) Contenido
(ppm)
(O2) Contenido
(ppm)
Porcentaje de mezcla de gases (%)
Él
4.6
≥99.996
≤5
≤5
63.1
CO2
4.5
≥99.995
≤5
≤10
3.4
N2
5.0
≥99.999
≤5
≤3
33.5
Suma
100
Garantizar la pureza del gas láser es crucial para obtener el mejor valor E/N (energía característica del electrón) de descarga tras la mezcla, y para producir un láser estable.
Si el contenido de gas supera la norma, especialmente si el contenido de agua supera la norma, la energía del rayo láser se debilitará y se acelerará el envejecimiento de los componentes internos, como el tubo de descarga y el electrodo de descarga.
Además, se acortará la vida útil de la lente interna del resonador.
La función de un aspirador es eliminar el polvo y los olores y mantener el equipo y el entorno limpios.
Limpieza y mantenimiento periódicos del equipos de eliminación de polvo deben llevarse a cabo respetando estrictamente la normativa para garantizar la eficacia de la eliminación del polvo.
Si el polvo de corte no puede eliminarse eficazmente, se adherirá a los componentes mecánicos y eléctricos, acelerando el desgaste de los componentes mecánicos y aumentando el riesgo de cortocircuitos y averías eléctricas.
Una acumulación excesiva de polvo en el cabezal de corte provocará una detección imprecisa de la distancia entre boquillas, lo que dificultará garantizar la calidad del corte, especialmente cuando corte de acero inoxidablealeaciones de aluminio y otros materiales con elevados requisitos de concentración de energía.
Para el mantenimiento del dispositivo de refrigeración, lo principal es sustituir periódicamente el agua de refrigeración estándar y limpiar el filtro de agua, el condensador y el filtro de aire. En el caso de dispositivos con una larga vida útil, es necesario comprobar la cantidad de refrigerante cuando disminuye el efecto de refrigeración.
Los detalles pertinentes deben encontrarse en los datos del equipo y, cuando sea necesario, hay que ponerse en contacto con los departamentos de servicio técnico del fabricante.
2.1.5 Mantenimiento del enfriador
El rendimiento de los láseres de CO2 suele ser de 10% a 20%, ya que la mayor parte de la potencia de entrada se utiliza para calentar el gas. En consecuencia, la temperatura del gas aumenta rápidamente. Cuando la temperatura del gas de trabajo alcanza los 300 °C, la inversión de partículas del nivel superior del láser deja de existir, por lo que no hay salida láser. De hecho, la eficiencia de conversión fotoeléctrica ya ha disminuido significativamente cuando la temperatura supera los 150 °C. Por ello, las máquinas de corte por láser disponen de un sistema de refrigeración para mantener una temperatura constante para el gas láser y para enfriar el lente láser y otros componentes de calefacción.
Normalmente, si el enfriador funciona mal y activa una alarma, como una alarma de temperatura o de flujo, la alta tensión se corta automáticamente y el láser se apaga. La máquina de corte por láser no puede ponerse en marcha hasta que se resuelva el problema del enfriador, por lo que su estabilidad es crucial para el estado general del equipo.
2.2 Mantenimiento de la bancada de la máquina y de la parte de control
Las piezas de transmisión de la máquina, como cadenas, cremalleras y raíles guía, deben limpiarse y lubricarse con regularidad. El aceite debe cambiarse a intervalos regulares, especialmente el aceite de la turbina y el aceite de la bomba de vacío.
Es importante tener en cuenta que la sustitución irregular del aceite de la turbina puede acortar considerablemente su vida útil, lo que se traduce en importantes pérdidas económicas.
Además, la refrigeración y sistema de ventilación del dispositivo CNC deben limpiarse periódicamente en función del entorno de producción. Compruebe si los ventiladores de refrigeración funcionan correctamente y si hay alguna fuga de agua o aire.
Debido a la gran cantidad de polvo en el entorno de corte por láser, también debe prestarse atención a evitar que el polvo entre en el armario eléctrico. La puerta del armario eléctrico debe abrirse lo menos posible, ya que el polvo y el polvo metálico en el aire pueden caer sobre la placa de circuito impreso o el conector eléctrico, haciendo que la resistencia de aislamiento entre los componentes disminuya, provocando fallos o incluso daños.
Además, es esencial conservar los datos aleatorios, el software de instalación y el disco de copia de seguridad de parámetros. Si es posible, utilice software de clonación para realizar copias de seguridad de los datos del disco duro.
2.3 Mantenimiento del generador láser y de la parte de alta tensión
El mantenimiento del generador láser y de las piezas de alta tensión suele correr a cargo del personal técnico profesional del fabricante. Esto puede incluir tareas como la limpieza y el ajuste del módulo de alta tensión, la limpieza de la lente de la trayectoria óptica del láser y el ajuste de la potencia y el modo del láser.
Bystronic Laser AG ofrece un servicio de seguimiento para cada máquina de corte por láser y, mediante la firma de un contrato de mantenimiento con los clientes, la empresa llevará a cabo un mantenimiento exhaustivo y la depuración del equipo de acuerdo con la "lista de inspección de mantenimiento". Esto ayuda a identificar y solucionar a tiempo cualquier problema oculto, y a garantizar eficazmente la estabilidad e integridad del equipo.
2.4 Control del proceso de mecanizado
El rango de control del proceso de mecanizado es bastante amplio, abarcando la optimización de las secuencias y disposiciones de corte, así como la optimización de los parámetros de corte y mucho más.
Es esencial hacer hincapié en los aspectos que pueden pasarse por alto en el mantenimiento diario:
2.4.1 Pureza del gas auxiliar de corte y limpieza del gasoducto
Con el tiempo, las impurezas en el gas o en la tubería pueden hacer que la válvula reductora de presión de gas se bloquee. Como resultado, la presión del gas utilizado para el corte se vuelve inestable, lo que en última instancia puede conducir a una disminución de la calidad del procesamiento.
2.4.2 Mantenimiento del cabezal de corte
Compruebe periódicamente el estado de la lente del cabezal de corte y de la boquilla de corte y límpielos o sustitúyalos con prontitud. Si se detectan fugas internas, sustituya inmediatamente la junta de estanqueidad. Establecer un sistema eficaz de mantenimiento preventivo es crucial para evitar accidentes en los equipos y controlar estrictamente los accidentes causados por una lubricación deficiente de los equipos.
Los operadores deben seguir estrictamente los procedimientos de funcionamiento para evitar fallos en el equipo y la reducción de la precisión causados por errores de funcionamiento o por infringir los procedimientos de funcionamiento. Registre las reparaciones de averías y los trabajos de mantenimiento, incluyendo el fenómeno de la avería, el método de resolución de problemas y el mantenimiento realizado. Esto ayuda a la gestión del seguimiento y proporciona comodidad para el mantenimiento futuro.
Para las máquinas de corte por láser, es necesario tener en stock piezas de repuesto, como lentes, boquillas, anillos cerámicos y otras piezas de desgaste, de acuerdo con la situación real. Siguiendo las sugerencias del fabricante, también es aconsejable tener en stock placas de circuitos y módulos de alta potencia propensos a fallos. De este modo, el mantenimiento in situ resulta más cómodo y se evitan paradas del equipo y ciclos de mantenimiento prolongados por falta de piezas de repuesto.
Muchos usuarios aplican actualmente el sistema de gestión del Mantenimiento Productivo Total (TPM), que mejora eficazmente la eficiencia global de los equipos. Es un sistema que merece la pena promover.
3.Conclusión
El mantenimiento de una máquina de corte por láser es una medida necesaria para garantizar el mantenimiento a largo plazo o la recuperación integral de la capacidad de procesamiento del equipo (eficiencia y precisión) y para mantener su valor de uso. Es un medio eficaz para reducir el coste de funcionamiento de la máquina de corte por láser y mejorar su tasa de utilización del equipo.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Siente curiosidad por conocer las posibilidades del corte por láser? En esta completa guía, nos sumergiremos en el mundo de las velocidades y espesores de corte por láser para diversos metales. Nuestro ingeniero mecánico experto...
El corte por láser revolucionó la fabricación, pero ¿sabía que el compresor de aire desempeña un papel crucial en su éxito? En esta entrada del blog, nos adentraremos en los entresijos de la elección del...
¿Siente curiosidad por la tecnología de vanguardia que está revolucionando la fabricación? En esta entrada del blog, nos sumergiremos en el mundo de las máquinas de corte por láser, explorando sus ventajas y los principales fabricantes que dominan...
Imagine grabar sin esfuerzo diseños intrincados en superficies metálicas con una precisión milimétrica. Esta es la magia de los grabadores láser para metal, una tecnología que está transformando la metalurgia. En este artículo, explorará los principios,...
¿Alguna vez se ha preguntado cómo un láser puede cortar el metal como un cuchillo caliente la mantequilla? En este fascinante artículo, exploraremos la ciencia que hay detrás de la tecnología de corte por láser de fibra....
¿Alguna vez se ha preguntado cómo un potente rayo láser puede cortar el metal como un cuchillo caliente la mantequilla? En esta fascinante entrada de blog, exploraremos el funcionamiento interno de...
Este artículo explora el fascinante mundo de la tecnología de corte por láser de CO2, que ha cambiado las reglas del juego de la fabricación moderna. Descubrirá cómo este método ofrece una precisión y eficiencia inigualables, transformando industrias de todo el mundo.
Imagine cortar formas 3D complejas con la precisión de un láser. Este artículo se sumerge en los últimos avances en máquinas de corte por láser 3D, destacando su flexibilidad, precisión y eficiencia en...
El láser ha revolucionado la fabricación, pero ¿conoce las principales empresas que impulsan la innovación en este campo? En esta entrada del blog, exploraremos los actores clave que dan forma al futuro del láser...