Have you ever wondered how to keep your Bystronic laser cutting machine running at peak performance? Regular maintenance is the key to ensuring high cutting accuracy, reducing costs, and extending the life of your machine. This article covers essential maintenance practices for various components, from peripheral equipment to the laser generator. By following these guidelines, you’ll enhance efficiency and avoid costly downtime. Ready to keep your laser cutting operations smooth and efficient? Dive in to learn the critical maintenance steps for your Bystronic laser cutting machine.
Laser cutting offers several advantages such as minimal thermal deformation, high cutting accuracy, and the ability to achieve unmanned automatic cutting. When using a high-power laser source, the cutting speed and surface quality are superior to plasma cutting. As a result, laser cutting technology has evolved into a modern cutting tool.
A laser cutting machine possesses not only the complex Mechatronics characteristics of conventional numerical control equipment but also its unique structural characteristics, such as the optical system, high-pressure system, and cooling system.
To minimize processing time and reduce costs, it is essential to maintain the equipment to ensure the machine tool’s highest processing speed. Doing so will increase the average time between failures and improve the equipment’s utilization rate.
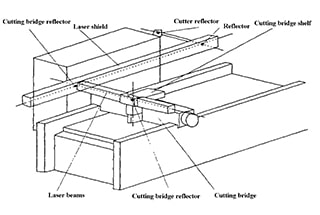
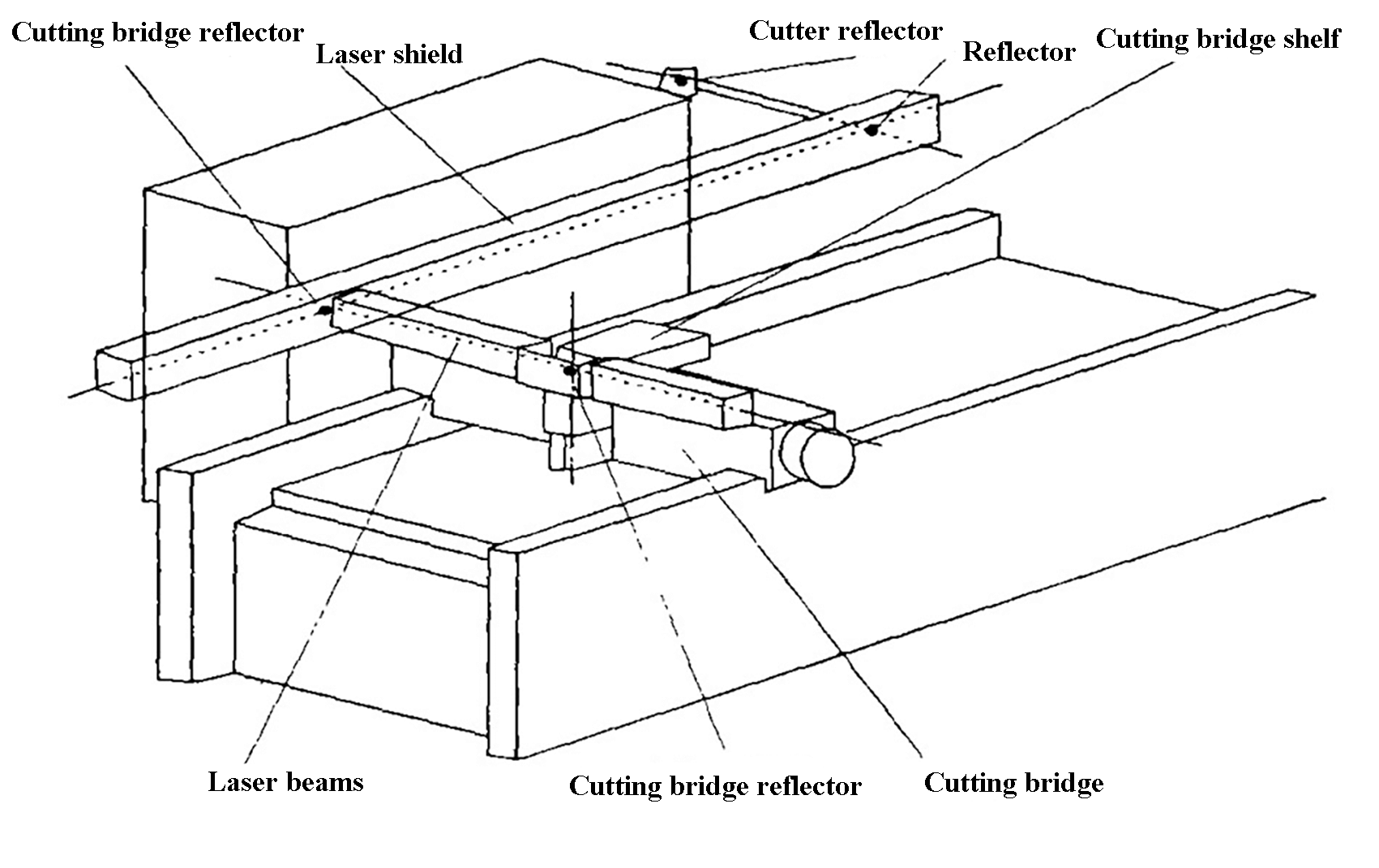
Fig. 1 Optical structure diagram of Bystronic laser cutting machine
1.1 Design structure of Bystronic laser cutting machine
Bystronic’s laser machine consists of several components, including the bed, exchange table, electrical control cabinet, laser generator, laser control cabinet, loading and unloading device, and more. The cutting tool employed by the machine is a laser beam.
To ensure stability in the light path from the laser generator to the cutting head, a floating optical system is utilized, with a reflector group fixed on the moving coordinate axis of the machine. This technology has now become a standard widely used worldwide.
The laser activation medium employed in the machine is a mixture of carbon dioxide, nitrogen, and helium. The gas flow direction is consistent with the cavity axis, allowing for effective cooling of the axial flow gas, and optimizing the energy conversion process in the cavity.
1.2 Processing principle of Bystronic laser cutting machine
The cutting process involves the interaction of the laser beam, cutting auxiliary gas, and workpiece. The laser beam acts on the surface of the material, heating it to a high temperature and causing it to melt. The melted material is then burned or blown away by the auxiliary gas to form a slit.
To achieve the best cutting effect, laser cutting parameters such as power and pressure can be adjusted accordingly.
2. Maintenance of Bystronic CO2 laser cutting machine
Based on the equipment’s structure and processing principle, maintenance can be divided into four parts: peripheral equipment maintenance, machine bed and control maintenance, laser generator and high-pressure part maintenance, and process control maintenance.
2.1 Maintenance of peripheral equipment
Most equipment users often focus only on maintaining the equipment itself and overlook the maintenance of peripheral equipment. However, it is important to note that the maintenance of peripheral equipment is also crucial to ensure optimal equipment performance.
2.1.1 The quality of the power
Due to the high-voltage system used in laser cutting machines, a high-quality power supply is generally required. The allowable grid voltage range is typically -10% to +5% of the rated value. Large voltage fluctuations, three-phase imbalances, or high-frequency interference can cause malfunctions in the machine tool and damage high-voltage components. Therefore, it is crucial to frequently monitor the quality of the main power supply.
For areas with poor power grid quality, it is recommended to install voltage regulators and use special lines to ensure proper equipment operation. The Bystronic laser machine also requires independent equipment grounding for safety design and to ensure the stability of the distance sensing of the cutting nozzle during cutting. Therefore, regular measurement of equipment grounding resistance is necessary.
2.1.2 The quality of compressed air
In addition to the requirements for a conventional pneumatic system, the external optical path lens of a laser cutting machine is typically protected by compressed air. Bystronic laser AG’s cutting machine is equipped with multi-stage air filters in the gas unit and laser generator, including oil-water separators and activated carbon filters. The protective gas source for the lens is filtered through an ultrapac filter for secondary filtration to ensure dry and clean gas, with a clearly limited filter element replacement cycle.
It should be emphasized, however, that even though the equipment has its own filtering device, there are still requirements for the user’s compressed air source. If the compressed air contains too much water and oil, the filter element’s lifespan will be greatly shortened. Once the lens is polluted, its service life will be reduced, laser power will be decreased, cutting speed will be reduced, and maintenance costs will increase. Therefore, laser cutting machine maintenance should not overlook the maintenance of the air compressor and dryer.
2.1.3 Laser gas purity
The laser gases of CO2 laser cutting machine are CO2, He and N2.
All manufacturers have strict standards for gas purity, as shown in Table 1:
Table 1 Gas purity index of laser cutting machine
Gas types
Grade
Purity
(% Vol.)
(H2O) Content
(ppm)
(O2) Content
(ppm)
Percentage of gas mixture (%)
He
4.6
≥99.996
≤5
≤5
63.1
CO2
4.5
≥99.995
≤5
≤10
3.4
N2
5.0
≥99.999
≤5
≤3
33.5
Sum
100
Ensuring the purity of laser gas is crucial to obtain the best E/N value (characteristic energy of electron) of discharge after mixing, and to produce stable laser.
If the gas content exceeds the standard, particularly if the water content exceeds the standard, the energy of the laser beam will be weakened, and the aging of internal components such as discharge tube and discharge electrode will be accelerated.
Moreover, the service life of the internal lens of the resonator will be shortened.
2.1.4 Maintenance of vacuum cleaner
During the laser cutting process, a significant amount of industrial dust is produced.
The function of a vacuum cleaner is to remove dust and odor and maintain a clean equipment and environment.
Regular cleaning and maintenance of the dust removal equipment must be carried out in strict accordance with regulations to ensure the effectiveness of dust removal.
If cutting dust cannot be effectively removed, it will adhere to mechanical and electrical components, accelerating wear on mechanical components and increasing the risk of electrical short circuits and failure.
Excessive dust buildup on the cutting head will result in inaccurate nozzle distance detection, making it difficult to guarantee cutting quality, especially when cutting stainless steel, aluminum alloys, and other materials with high energy focusing requirements.
For the maintenance of the cooling device, the primary focus is to regularly replace standard cooling water and clean the water filter, condenser, and air filter. For devices with long service lives, it is necessary to check the refrigerant quantity when refrigeration effect decreases.
Relevant details should be found in the equipment data and, when necessary, technical service departments of the manufacturer should be contacted.
2.1.5 Maintenance of chiller
The efficiency of CO2 lasers is typically 10% to 20%, with most of the input power being used to heat the gas. The gas temperature rises quickly as a result. When the working gas temperature reaches 300 °C, the laser upper level’s particle inversion no longer exists, resulting in no laser output. In fact, the photoelectric conversion efficiency has already been significantly decreased when the temperature exceeds 150 °C. As a result, laser cutting machines have a cooling system to maintain a constant temperature for the laser gas and to cool the laser lens and other heating components.
Usually, if the chiller malfunctions and triggers an alarm, such as a temperature or flow alarm, the high voltage is automatically cut off, and the laser is turned off. The laser cutting machine cannot be started until the chiller problem is resolved, making the chiller’s stability crucial to the equipment’s overall state.
2.2 Maintenance of machine bed and control part
The machine’s transmission parts, such as chains, racks, and guide rails, should be cleaned and lubricated regularly. Oil should be changed at regular intervals, especially turbine oil and vacuum pump oil.
It’s important to note that irregular replacement of turbine oil can significantly shorten the life of the turbine, resulting in significant economic losses.
Moreover, the cooling and ventilation system of the CNC device should be cleaned regularly based on the production environment. Check whether the cooling fans are working correctly, and whether there is any water or air leakage.
Due to the large amount of dust in the laser cutting environment, attention should also be paid to preventing dust from entering the electric cabinet. The electric cabinet’s door should be opened as little as possible because dust and metal powder in the air can fall onto the printed circuit board or electrical connector, causing the insulation resistance between components to drop, leading to failure or even damage.
Furthermore, it’s essential to keep the random data, installation software, and parameter backup disk. If possible, use cloning software to back up the hard disk data.
2.3 Maintenance of laser generator and high voltage part
Maintenance of the laser generator and high voltage parts is typically performed by the manufacturer’s professional technical personnel. This may include tasks such as cleaning and adjusting the high voltage module, cleaning the optical path lens in the laser, and adjusting the laser power and mode.
Bystronic Laser AG provides tracking service for each laser cutting machine, and by signing a maintenance contract with customers, the company will conduct comprehensive maintenance and debugging of the equipment according to the “maintenance inspection list”. This helps to identify and address any hidden issues in a timely manner, and effectively ensure the stability and integrity of the equipment.
2.4 Control of machining process
The control range of the machining process is quite broad, encompassing the optimization of cutting sequences and layouts, as well as the optimization of cutting parameters and more.
It is essential to emphasize the aspects that may be overlooked in daily maintenance:
2.4.1 Purity of cutting auxiliary gas and cleaning of gas pipeline
Over time, impurities in the gas or pipeline can cause the gas pressure reducing valve to become blocked. As a result, the gas pressure used for cutting becomes unstable, which can ultimately lead to a decline in the quality of the processing.
2.4.2 Maintenance of cutting head
Regularly check the status of the cutting head lens and cutting nozzle and clean or replace them promptly. If internal leakage is detected, replace the sealing ring immediately. Establishing an effective preventive maintenance system is crucial to preventing equipment accidents and strictly controlling accidents caused by poor equipment lubrication.
Operators should strictly follow operating procedures to prevent equipment failure and precision reduction caused by operating errors or violating operating procedures. Record fault repairs and maintenance work, including the fault phenomenon, troubleshooting method, and maintenance performed. This helps with tracking management and provides convenience for future maintenance.
For laser cutting machines, it’s necessary to keep spare parts in stock, such as lenses, nozzles, ceramic rings, and other wearing parts, according to the actual situation. Referring to the manufacturer’s suggestions, it’s also advisable to keep circuit boards and high-power modules that are prone to failure in stock. This makes on-site maintenance more convenient and prevents equipment shutdown and extended maintenance cycles due to lack of spare parts.
Many users currently implement the Total Productive Maintenance (TPM) management system, which effectively improves the overall equipment efficiency. It’s a system worth promoting.
3.Conclusion
Maintaining a laser cutting machine is a necessary measure to ensure the long-term maintenance or comprehensive recovery of the equipment’s processing capacity (efficiency and accuracy) and to maintain its use value. It is an effective means to reduce the operating cost of the laser cutting machine and improve its equipment utilization rate.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Curious about the capabilities of laser cutting? In this comprehensive guide, we'll dive into the world of laser cutting speeds and thicknesses for various metals. Our expert mechanical engineer will…
Laser cutting revolutionized manufacturing, but did you know the air compressor plays a crucial role in its success? In this blog post, we'll dive into the intricacies of choosing the…
Are you curious about the cutting-edge technology revolutionizing manufacturing? In this blog post, we'll dive into the world of laser cutting machines, exploring their advantages and the top manufacturers dominating…
Imagine effortlessly etching intricate designs onto metal surfaces with pinpoint accuracy. This is the magic of metal laser engravers, a technology transforming metalworking. In this article, you'll explore the principles,…
Have you ever wondered how a laser can cut through metal like a hot knife through butter? In this fascinating article, we'll explore the science behind fiber laser cutting technology.…
Have you ever wondered how a powerful laser beam can cut through metal like a hot knife through butter? In this fascinating blog post, we'll explore the inner workings of…
This article explores the fascinating world of CO2 laser cutting technology, a game-changer in modern manufacturing. You'll learn how this method delivers unmatched precision and efficiency, transforming industries worldwide.
Imagine cutting intricate 3D shapes with the precision of a laser. This article dives into the latest advancements in 3D laser cutting machines, highlighting their flexibility, accuracy, and efficiency across…
Lasers have revolutionized manufacturing, but do you know the top companies driving innovation in this field? In this blog post, we'll explore the key players shaping the future of laser…