Con el uso generalizado de máquinas de corte por plasma, el humo y el polvo producidos durante el corte de chapas de acero plantean un importante problema de contaminación atmosférica.
Dado que la normativa medioambiental es cada vez más estricta, la persistencia de humo y polvo en el taller puede provocar el cierre temporal de una fábrica para su saneamiento.
Es imperativo aplicar un método de tratamiento de humos y polvo para hacer frente a estos gases residuales.
Este artículo ofrece una visión general de los métodos para tratar el humo y el polvo generados por corte por plasma y pretende ser informativo y útil.
Para el tratamiento del polvo generado por las máquinas de corte por plasma, se pueden emplear dos métodos: el método de tratamiento en seco y el método de tratamiento en húmedo.
I. Corte por plasma
La industria moderna requiere el procesamiento de metales pesados y aleaciones. La fabricación de herramientas y vehículos de transporte necesarios para las actividades diarias no puede llevarse a cabo sin metales.
Por ejemplo, grúas, coches, rascacielos, robots y puentes colgantes están hechos de componentes metálicos procesados con precisión. La razón es sencilla: los materiales metálicos son muy resistentes y duraderos.
Para la mayoría de la fabricación, sobre todo cuando se trata de artículos grandes y/o resistentes, materiales metálicos se convierten en una opción lógica.
Curiosamente, la resistencia de los materiales metálicos es también su inconveniente: como los metales no se dañan fácilmente, es difícil procesarlos para darles formas específicas.
Cuando se necesita procesar un componente que tiene el mismo tamaño y la misma resistencia que el ala de un avión, ¿cómo se puede lograr un corte y una conformación precisos? En la mayoría de los casos, esto requiere el uso de una máquina de corte por plasma.
Chapa y placa
Las chapas de acero son uno de los cuatro tipos de acero (chapa, tubo, perfil, alambre). En los países desarrollados, la producción de chapas de acero representa más de 50% de la producción total de acero. Con el desarrollo de la economía nacional china, la producción de chapas de acero aumenta gradualmente.
Las chapas de acero son materiales planos de acero con una gran relación anchura-grosor y superficie. Las chapas de acero se dividen en dos grandes especificaciones en función de su grosor: chapas finas y placas gruesas.
Las chapas finas de acero se fabrican con métodos de laminado en caliente o en frío, con un grosor de entre 0,2 y 4 mm.
Las chapas de acero gruesas se refieren a chapas de acero con un grosor superior a 4 mm. En la práctica, las chapas de acero con un grosor inferior a 20 mm suelen denominarse chapas medianas, las chapas de acero con un grosor superior a 20 mm y hasta 60 mm se denominan chapas gruesas, y las chapas de acero con un grosor superior a 60 mm deben laminarse en una chapa extragruesa especial. maquinaria de laminaciónde ahí el nombre de placa extragruesa.
La anchura de las placas de acero gruesas oscila entre 0,6 mm y 3,0 mm. Las chapas gruesas se dividen a su vez según su uso en chapas de acero para construcción naval, chapas de acero para puentes, chapas de acero para calderas, chapas de acero para recipientes de alta presión, chapas de acero cuadriculadas, chapas de acero para automoción, chapas de acero para blindajes y chapas de acero compuesto, etc.
Historia del corte por plasma
Durante la Segunda Guerra Mundial, las fábricas estadounidenses produjeron blindados, armas y aviones a un ritmo cinco veces superior al de las potencias del Eje. Esto se debió en gran medida a las importantes innovaciones realizadas por las industrias privadas en el campo de la producción en serie.
Una parte de estas innovaciones técnicas fue la búsqueda de formas más eficaces de cortar y ensamblar las piezas de los aviones. Muchas fábricas que producían aviones militares adoptaron un nuevo método de soldadura que implicaba el uso de materiales inertes. soldadura con gas de protección.
El descubrimiento pionero fue que se podía formar una barrera alrededor del punto de soldadura electrolizando gas mediante una corriente eléctrica, lo que impedía la oxidación. Este nuevo método dio lugar a soldaduras más limpias y estructuras unidas más fuertes.
A principios de los años sesenta, los ingenieros hicieron otro descubrimiento. Descubrieron que acelerando el flujo de aire y reduciendo el tamaño del orificio se podía mejorar el temperatura de soldadura. El nuevo sistema podía alcanzar temperaturas superiores a las de cualquier soldadora comercial.
De hecho, a temperaturas tan altas, la herramienta ya no funcionaba como soldador. En su lugar, actuaba más como una sierra, cortando el metal duro con la misma facilidad que un cuchillo caliente la mantequilla.
La introducción de la arco de plasma revolucionó la velocidad, la precisión y los tipos de corte que podían realizarse, y podía aplicarse a diversos metales.
Estado del plasma
La capacidad de un cortador de plasma para penetrar fácilmente en el metal se debe a las propiedades únicas del estado de plasma. Entonces, ¿qué es el estado de plasma?
En el mundo existen cuatro estados de la materia. La mayoría de las sustancias con las que entramos en contacto en nuestra vida cotidiana son sólidas, líquidas o gaseosas. El estado de una sustancia viene determinado por la interacción entre sus moléculas. Tomemos el agua como ejemplo:
El agua sólida es hielo. El hielo es un sólido formado por átomos eléctricamente neutros dispuestos en una red cristalina hexagonal. Debido a la interacción estable entre moléculas, mantiene una forma sólida.
El agua líquida es el estado en que la bebemos. Sigue existiendo una fuerza de interacción entre las moléculas, pero éstas se mueven a una velocidad lenta entre sí. Los líquidos tienen un volumen fijo, pero no una forma fija. La forma del líquido cambia según la forma del recipiente que lo contiene.
El agua gaseosa es vapor de agua. En el vapor de agua, las moléculas se mueven a gran velocidad y no tienen conexión entre sí. Como no hay fuerza de interacción entre las moléculas, el gas no tiene forma ni volumen fijos.
La cantidad de calor (convertido en energía) que reciben las moléculas de agua determina sus propiedades y su estado. En pocas palabras, más calor (más energía) permite a las moléculas de agua alcanzar un estado crítico en el que pueden liberarse de los efectos de sus enlaces químicos.
En un estado de bajo calor, las moléculas se unen fuertemente, formando un sólido. A medida que absorben más calor, las fuerzas entre ellas se debilitan y se convierten en un líquido. Cuando absorben aún más calor, las fuerzas entre las moléculas se pierden casi por completo y se convierten en un gas.
¿Qué ocurre si seguimos calentando el gas? Alcanza un cuarto estado: el estado de plasma.
Cuando el gas alcanza temperaturas extremadamente altas, entra en estado de plasma. La energía comienza a separar completamente las moléculas entre sí, y los átomos empiezan a dividirse.
Un átomo típico consta de protones y neutrones en el núcleo, rodeados de electrones. En el estado de plasma, los electrones se separan del átomo.
Una vez que la energía térmica hace que los electrones abandonen el átomo, comienzan a moverse a gran velocidad. Los electrones llevan una carga negativa, mientras que el núcleo atómico restante lleva una carga positiva. Estos núcleos atómicos cargados positivamente se denominan iones.
Cuando los electrones de alta velocidad chocan con otros electrones o iones, liberan una enorme cantidad de energía. Es esta energía la que confiere al estado de plasma sus propiedades únicas, lo que se traduce en una increíble capacidad de corte.
Cerca del 99% de la materia del universo se encuentra en estado de plasma. Debido a su altísima temperatura, no es frecuente encontrarlo en la Tierra; sin embargo, es muy común en cuerpos celestes como el Sol. En la Tierra, este estado puede observarse en los relámpagos.
Máquina de corte por plasma
Las máquinas de corte por plasma vienen en una variedad de formas y tamaños. Hay grandes máquinas de corte por plasma que utilizan brazos robóticos para un corte preciso, así como máquinas de corte por plasma manuales simplificadas que se utilizan en talleres manuales.
Independientemente de su tamaño, todas las máquinas de corte por plasma se basan en los mismos principios y tienen diseños estructurales similares.
Durante el funcionamiento de una máquina de corte por plasma, se envían gases comprimidos como nitrógeno, argón u oxígeno a través de un tubo estrecho. En el centro del tubo se coloca un electrodo negativo.
Cuando se suministra energía al electrodo negativo y la boquilla toca el metal, se forma un circuito conductor y se generan chispas eléctricas de alta energía entre el electrodo y el metal.
A medida que el gas inerte fluye por el tubo, las chispas eléctricas calientan el gas hasta que alcanza el cuarto estado de la materia. Este proceso de reacción produce una corriente de plasma con una temperatura aproximada de 16.649 grados Celsius y una velocidad de hasta 6.096 metros por segundo, que puede fundir rápidamente el metal.
El propio plasma tiene una corriente eléctrica que fluye a través de él. Mientras se suministre corriente continuamente al electrodo y el plasma permanezca en contacto con el metal, el ciclo de producción del arco eléctrico es continuo.
Para garantizar este contacto y evitar al mismo tiempo la oxidación y los daños causados por otras características desconocidas del plasma, la boquilla de la máquina de corte está equipada con otro juego de tubos. Este conjunto de tubos libera continuamente gas protector para proteger la zona de corte. La presión del gas de protección puede controlar eficazmente el radio del plasma columnar.
Cuanto más gruesa sea la chapa de acero a cortar, mayor será la corriente de corte necesaria.
Polvo de corte por plasma
Durante el proceso de corte por plasma de metales, se produce una gran cantidad de humo y polvo, como acetaldehído, óxidos metálicos, sulfuros, hidrocarburos, etc. Estas partículas se esparcen por el aire, lo que supone un peligro para la salud de los trabajadores y el medio ambiente en general.
Pueden provocar el desarrollo de diversas enfermedades profesionales, y las complicaciones graves pueden incluso causar la muerte. Por lo tanto, el control del humo y el polvo de las máquinas de corte es cada vez más urgente.
II. Tratamiento húmedo
El método de tratamiento húmedo consiste en colocar un lecho de agua debajo de la máquina de corte por plasma. Durante el proceso de corte, la pieza se sumerge en agua, que captura las sustancias nocivas producidas y evita que pasen a la atmósfera.
Aunque este método está muy extendido, presenta algunos inconvenientes. En primer lugar, puede contaminar el agua y generar aguas residuales que requieran un tratamiento posterior. Además, en los climas más fríos, el agua del lecho puede congelarse, por lo que este método no es adecuado para su uso en estas zonas.
Además, este método no se recomienda para cortar metales que producen polvo explosivo, como el aluminio y el magnesio. Además, el chapa de acero pueden oxidarse por la exposición al agua durante el corte, y la eficacia del corte es menor cuando se realiza bajo el agua.
III. Método de tratamiento en seco
El método de tratamiento en seco consiste en recoger el humo y el polvo producidos durante el corte por plasma. Existen varios métodos de recogida: aspiración lateral, aspiración inferior y aspiración superior. El humo y el polvo se introducen en una tubería mediante un ventilador y luego se purifican utilizando equipos de eliminación de polvo antes de ser vertido en el taller o en el exterior.
Este método se actualiza constantemente con el avance de la tecnología de las máquinas de corte. Anteriormente, se instalaba una cubierta de aspiración móvil en el cabezal de corte, pero en las aplicaciones prácticas se comprobó que no era eficaz para eliminar el humo y el polvo debido al estrecho espacio existente entre la placa de acero y la posición de corte. La mayor parte del humo y el polvo se encuentra en la parte inferior de la placa, y la cubierta superior de aspiración de polvo es incapaz de eliminarlo eficazmente.
Debajo de la máquina de corte se instala una plataforma de trabajo de extracción de polvo equipada con un sistema de depuración de humos de corte. Este sistema transporta directamente el humo cargado de polvo producido durante el corte al purificador para su procesamiento. A continuación, el gas purificado y conforme a las normas se expulsa a través de la rejilla de escape del purificador.
Ventajas: Esta configuración evita la contaminación secundaria; la limpieza del polvo es cómoda; después del corte, la pieza puede pasar directamente al siguiente proceso, lo que mejora la eficacia del trabajo. Este sistema es adecuado para metales no ferrosos corte de metales.
Desventajas: La eliminación del polvo requiere una inversión, lo que se traduce en unos costes de inversión iniciales más elevados.
Componentes del sistema de eliminación de polvo del proceso en seco
El sistema de eliminación de polvo de procesamiento en seco se compone de una plataforma de corte en seco, una tubería de eliminación de polvo, un purificador y un ventilador, entre otros componentes. Durante el corte, el humo y el polvo producidos son capturados por la plataforma de corte en seco.
La salida de aire de la plataforma está conectada a la entrada de aire de la tubería de eliminación de polvo. Bajo la presión negativa de la tubería, el humo de corte y el polvo entran en la tubería de eliminación de polvo y posteriormente en el purificador para su purificación.
En este caso, la plataforma de corte es un componente clave del sistema de eliminación de polvo.
El sistema de eliminación de polvo puede clasificarse en función del método de captura de humo y polvo de la plataforma de corte en:
Sistema de eliminación de polvo de la plataforma de corte basado en amortiguadores
Sistema de eliminación de polvo de la plataforma de corte por soplado-aspiración.
IV. Sistema de extracción de polvo de corte en seco
Sistema de aspiración de polvo de la plataforma de corte tipo compuerta
Sistema de aspiración de polvo estilo compuerta de tiro descendente de un solo lado (para anchura de plataforma de corte <4 m)
Sistema de aspiración de polvo estilo compuerta de tiro descendente de doble lado (Para anchura de plataforma de corte ≥4m)
Sistema de extracción de polvo de la plataforma de corte por soplado y aspiración
Sistema de extracción de polvo por soplado y aspiración de conducto deslizante simple (Para anchura de plataforma de corte ≤4,5 m)
Sistema de extracción de polvo por soplado y aspiración de doble conducto deslizante (para anchura de plataforma de corte >4,5 m)
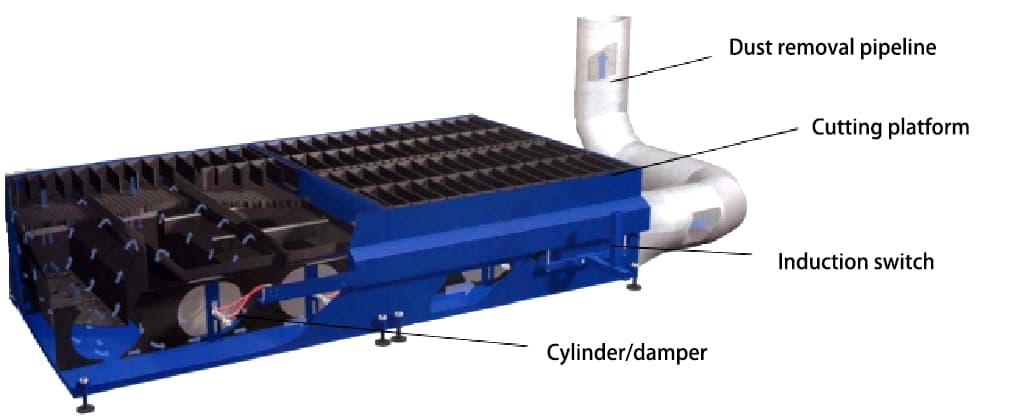
V. Sistema de eliminación de polvo de la plataforma de corte con rejilla
Principio de funcionamiento: Debajo de la máquina de corte se instala una plataforma de trabajo de aspiración con rejilla que divide la plataforma en varias cámaras de aspiración de igual anchura a lo largo de la plataforma. Cada cámara de aspiración está equipada con una tolva de polvo con un orificio de aspiración.
A ambos lados de la longitud de la plataforma, hay conductos de aire, cada uno equipado con una persiana y el cilindro correspondiente a cada cámara de succión en el lado del conducto de aire. Cuando el cabezal de corte de la máquina de corte se mueve sobre cada cámara de succión, el cilindro es controlado por el interruptor del sensor para abrir la persiana de la cámara de succión correspondiente en el conducto de aire.
Este proceso aspira el humo y el polvo producidos durante el corte en el conducto de aire de eliminación de polvo, antes de entrar finalmente en el purificador principal para su purificación.
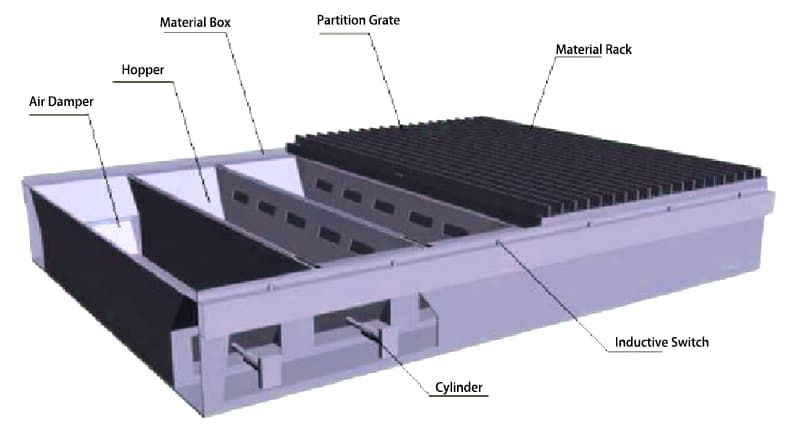
Estructura de la plataforma de corte de puertas cortavientos
Placa de rejilla
Estantería de material
Tolva de material
Caja de material
Puerta de aire/cilindro/interruptor inductivo
Características del sistema de eliminación de polvo de la plataforma de corte tipo Louver
La succión de la plataforma de corte se concentra eficazmente en la región donde se encuentra el cabezal de corte (con una anchura igual a la de la plataforma de corte y una longitud de aproximadamente 1 m). Esta región se desplaza con el cabezal de corte, lo que ahorra significativamente la cantidad de succión.
Desventajas:
La estructura es relativamente compleja, consume mucho acero y requiere una gran precisión de fabricación.
Hay numerosos componentes de cilindros y persianas, lo que provoca múltiples puntos de fallo y hace que el mantenimiento sea incómodo.
Si una sola rejilla no cierra bien o falla, afecta al efecto de aspiración.
Quitar la escoria es incómodo.
El volumen de aspiración necesario para una anchura igual de la plataforma de corte es elevado, lo que conlleva una mayor inversión en eliminación de polvo.
Ventajas:
Con una distancia equivalente entre orugas, la anchura de corte efectiva es grande.
La succión es uniforme, el efecto es bueno, y no se ve afectada por la tasa de cobertura de la placa de acero en la plataforma de corte.
La plataforma de corte tipo persiana es más adecuada para aplicaciones de eliminación de polvo cuando la anchura de la plataforma es inferior a 4 m.
Cálculo del volumen de aspiración del sistema de eliminación de polvo de la plataforma de corte tipo Louver
El volumen de aspiración necesario de la plataforma de corte tipo persiana está muy relacionado con la anchura de la plataforma de corte. La fórmula de cálculo del volumen de aspiración es la siguiente:
Q = W × 2 × 0,667 × υ × 3600
Dónde:
Q - Volumen de aspiración del sistema de eliminación de polvo m3/h
υ - Velocidad de aspiración de la sección transversal de la plataforma m/s (Generalmente se toma como 0,8 - 1m/s)
W - Anchura de corte efectiva de la plataforma de corte
3600 - Conversión de unidades
En función de la estructura de la plataforma de corte, para las plataformas de corte con una anchura de corte efectiva inferior a 4 m, se suele adoptar una estructura de aspiración de un solo lado. Para plataformas de corte con una anchura superior a 4 m, se utiliza una estructura de aspiración de doble cara.
Plataforma de corte de gases de escape de una cara/dos caras Diagrama estructural CAD y cálculo del volumen de gases de escape
Basándose en la ecuación anterior, si la anchura de la plataforma de corte está entre 2 m y 4 m, el volumen de escape necesario Q = (2~4) × (0,8~1) × 3600 = 6000~12000 m 3/h.
Si la anchura de la plataforma de corte es de 4m~6m, entonces el volumen de escape requerido Q = (4~6) × (0,8~1) × 3600 = 12000~22000 metros cúbicos por hora.
Sistema de extracción de polvo de corte por aspiración de una o dos caras - Tabla de selección para el colector de polvo Kaitian
Estructura de la plataforma de corte
Anchura de la plataforma de corte
Volumen de escape(m3/h)
Modelo de colector de polvo
Plataforma de escape unilateral
2000
6000
KTJZ-6.OKQ
3000
9000
KTJZ-9.OKQ
Plataforma de escape de doble cara
4000
12000
KTJZ-12KQ
5000
20000
KTJZ-20KQ
6000
24000
KTJZ-24KQ
Nota: La selección del modelo anterior es sólo de referencia. Factores como la longitud de la plataforma de corte, el número de cabezales de corte por plasma y la distancia desde la posición de instalación del colector de polvo hasta la plataforma de corte pueden afectar al modelo del colector de polvo. Para la selección de un modelo específico, consulte a un representante de ventas de Kaitian Environmental Protection.
Ejemplos de aplicación de los sistemas de eliminación de polvo tipo persiana
Tamaño de la plataforma de corte: 2600×14000
Estructura de la plataforma de corte: Estilo Wind Gate de una cara
Colector de polvo Modelo: KTJZ-12KD
Tiempo de uso: desde 2006
Tamaño de la plataforma de corte: 4000×18000
Estructura de la plataforma de corte: Estilo Puerta de Viento de Doble Cara
Colector de polvo Modelo: KTJZ-18KH
Tiempo de uso: desde 2004
Tamaño de la plataforma de corte: 5000×18000
Estructura de la plataforma de corte: Estilo Puerta de Viento de Doble Cara
Colector de polvo Modelo: KTJZ-25KH
Tiempo de uso: desde 2005
Dimensiones de la plataforma de corte: 5200×17000
Estructura de la plataforma de corte: Estilo rejilla de doble cara
Modelo de colector de polvo: KTJZ-25KH
Tiempo de uso: Desde 2006
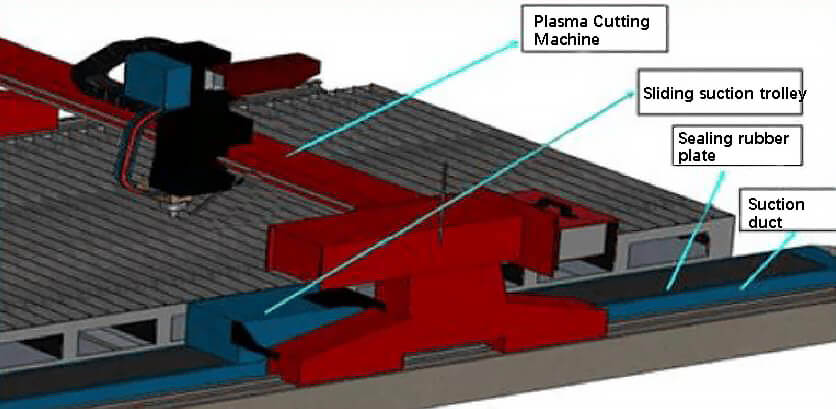
VI. Sistema de eliminación de polvo de la plataforma de corte por soplado-aspiración
Principio de funcionamiento: En un lado de la plataforma de corte hay instalado un conducto cuadrado de entrada de aire. Encima del conducto, hay un carro deslizante de entrada de aire que puede moverse junto con la máquina de corte. En el otro lado de la plataforma de corte, hay instalado un soplador de aire.
El carro deslizante de entrada de aire, el cabezal de corte y el soplador de aire están instalados en línea recta a lo largo de la dirección de la viga transversal de la máquina de corte.
La placa de rejilla de la plataforma de corte y la placa de acero que se está cortando forman un "canal de humo". Al cortar la placa de acero, el soplador de aire sopla el polvo de corte generado hacia la entrada de aire del carro de entrada de aire a través de este "canal de humo", hacia el conducto de aire cuadrado y, finalmente, hacia el host purificador para el tratamiento de purificación.
VII. Estructura de la plataforma de corte
Estructura de la plataforma de corte por succión y soplado
La estructura de la plataforma de corte por soplado y succión incluye un conducto de succión cuadrado y un carro de succión deslizante, que son componentes cruciales. Durante el funcionamiento, bajo el efecto de la presión negativa en la tubería, la correa de sellado se adhiere estrechamente a la parte superior del conducto de succión cuadrado, cumpliendo una función de sellado.
En el carro de succión deslizante, hay dos rodillos dentro del carro. La cinta de sellado se levanta cuando pasa por el carro. De este modo, el polvo y el humo entran en el conducto de aspiración cuadrado a través de la abertura de aspiración del carro y, a continuación, pasan al purificador para su limpieza.
Placa de rejilla
Recinto
Conducto cuadrado de admisión de aire
Carro de entrada de aire deslizante / Ventilador / Correa sellada
Características del sistema de eliminación de polvo de la plataforma de corte por soplado-aspiración
La plataforma de corte por soplado-aspiración se ha utilizado ampliamente en los últimos años, con notables efectos de eliminación de polvo en plataformas de corte de más de 4 metros.
Ventajas:
Tiene una estructura sencilla y requiere menos material de acero. Los requisitos de precisión de la producción no son elevados.
Hay menos componentes, menos posibilidades de avería y el mantenimiento es sencillo.
Es fácil eliminar la escoria.
Para la misma anchura de la plataforma de corte, requiere menos ventilación, lo que reduce la inversión en eliminación de polvo.
Desventajas:
Con la misma distancia entre raíles, la anchura de corte efectiva se reduce ligeramente en comparación con la plataforma de corte de puerta de aire.
El efecto de ventilación depende en gran medida del grado de cobertura de la chapa de acero en la plataforma de corte: cuanto mayor sea el grado de cobertura, mejor será el efecto.
Cálculo del volumen de escape para el sistema de eliminación de polvo de la plataforma de corte por soplado-aspiración
El volumen de escape necesario para una plataforma de corte por soplado-aspiración está relacionado en gran medida con la tasa de cobertura de la placa de acero en la plataforma, por lo que el efecto de la tasa de cobertura en el volumen de escape debe ser considerado exhaustivamente.
Para un sistema típico de eliminación de polvo por soplado-aspiración en conducto de una sola corredera:
Q = 6000~12000m3/h
Para un sistema de eliminación de polvo por soplado-aspiración con conducto de doble corredera:
Q = 14000~24000m3/h
Debido a la influencia de la estructura de la plataforma de corte y el tamaño del conducto de aspiración, los sistemas de eliminación de polvo por soplado-aspiración de conducto deslizante simple se utilizan generalmente para plataformas de corte con anchuras de corte efectivas inferiores o iguales a 5 m; para las superiores a 5 m, se utilizan sistemas de eliminación de polvo por soplado-aspiración de conducto deslizante doble.
Plataforma de corte de conductos de aire deslizantes simples/dobles Diagrama estructural CAD y cálculo del volumen de escape
Según la ecuación anterior:
Para una plataforma de corte de anchura ≤4,5 m con un único conducto de aire deslizante, el volumen de escape necesario es Q = 6000~12000 m3/h.
La anchura de la plataforma de corte es superior a 4,5 m y dispone de conductos de aire deslizantes dobles. Por lo tanto, el volumen de aire de escape necesario es Q = 18000~24000m3/h.
Esquema soplado-aspiración
Doble aspiraciónDiagrama esquemático
VIII. Estudio de caso sobre la eliminación del polvo
Ejemplos de aplicación del sistema de aspiración de polvo por soplado
Tamaño de la plataforma de corte: 5000×48000
Estructura de la plataforma de corte: Doble canal de viento Doble aspiración
Colector de polvo Modelo: KTJZ-20KQ
Lugar de instalación: Shandong
Tiempo de uso: desde 2006
Tamaño de la plataforma de corte: 4000×16000
Estructura de la plataforma de corte: Tipo de succión por soplado de un solo lado
Colector de polvo Modelo: KTQG-6.0KH
Tiempo de uso: desde 2007
Dimensiones de la plataforma de corte 4000×28000
Estructura de la plataforma de corte: Tipo de succión de un solo lado
Modelo de colector de polvo: KTJZ-12KQ
Año de uso: 2008
Tamaño de la plataforma de corte: 4000×48000
Estructura de la plataforma de corte: Tipo de soplado y succión unilateral (cuatro en uno)
Modelo de colector de polvo: KTJZ-48KQ
Tiempo de uso: Desde 2007
Vídeo de obra de XCMG (antes de encender el colector de polvo)
Vídeo in situ de XCMG (después de encender el colector de polvo)
Plataforma de cadenas de arrastre
1. Aplicación de la plataforma de cadenas de arrastre:
La envergadura de la plataforma de corte no supera los 6 metros.
2. Ventajas de la plataforma de cadenas de arrastre
La plataforma de la cadena de arrastre se divide secuencialmente en la zona de alimentación del transportador de rodillos, la zona de corte y la zona de limpieza de recogida. Estas tres secciones pueden funcionar simultáneamente, lo que mejora eficazmente la eficiencia del procesamiento. La escoria de corte puede desprenderse automáticamente durante el proceso de laminación de la plataforma, evitando la parada manual para la retirada de escoria.
3. Caso práctico de la plataforma de la cadena de placas
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
Conceptos básicos del diseño asistido por ordenador y la fabricación asistida por ordenador El diseño asistido por ordenador y la fabricación asistida por ordenador (CAD/CAM) es una disciplina de ingeniería de sistemas exhaustiva y técnicamente compleja que incorpora diversos campos como el [...]
Concepto de fabricación virtual La fabricación virtual (FV) es la realización fundamental del proceso de fabricación real en un ordenador. Utiliza tecnologías de simulación por ordenador y realidad virtual, con el apoyo de [...]
Un sistema de fabricación flexible (FMS) suele emplear principios de ingeniería de sistemas y tecnología de grupos. Conecta máquinas herramienta de control numérico por ordenador (CNC) (centros de procesamiento), máquinas de medición por coordenadas, sistemas de transporte de materiales, [...].
Al igual que la tecnología de fabricación desempeña hoy un papel crucial en diversos campos, la tecnología de nanofabricación ocupa una posición clave en el ámbito de la nanotecnología. La tecnología de nanofabricación engloba numerosos métodos, entre ellos la [...]
El mecanizado de ultraprecisión se refiere a los procesos de fabricación de precisión que alcanzan niveles extremadamente altos de precisión y calidad superficial. Su definición es relativa y cambia con los avances tecnológicos. Actualmente, esta técnica puede alcanzar [...]
En la actualidad, el mecanizado puede clasificarse en dos grupos en función del lote de producción: Entre estas dos categorías, la primera representa alrededor del 70-80% del valor de producción total del mecanizado [...]
Este artículo presenta principalmente varios métodos maduros de procesamiento especial. I. Mecanizado por descarga eléctrica (EDM) El EDM es un método de mecanizado de materiales conductores que utiliza el fenómeno de la corrosión eléctrica durante [...].
¿Qué es el mecanizado CNC? El control numérico (CN) se refiere al método de controlar el movimiento y las operaciones de procesamiento de las máquinas herramienta utilizando información digitalizada. Las máquinas herramienta de control numérico, a menudo abreviadas [...]
El mecanizado de corte sigue siendo el método más destacado de procesamiento mecánico y desempeña un papel importante en la fabricación mecánica. Con el avance de la tecnología de fabricación, la tecnología de mecanizado por corte experimentó un progreso sustancial hacia [...].
1. Qué es la tensión de soldadura La tensión de soldadura se refiere a la tensión generada durante el proceso de soldadura en los componentes soldados. Esta tensión está provocada por el proceso térmico de soldadura y [...]
Los materiales avanzados son aquellos que se han investigado o se están desarrollando recientemente y que poseen un rendimiento excepcional y funcionalidades especiales. Estos materiales son de suma importancia para el avance de la ciencia y la tecnología, [...].
La deformación en abombamiento es adecuada para varios tipos de piezas en bruto, como copas embutidas, tubos cortados y soldaduras cónicas laminadas. Clasificación según el medio de conformado por abombamiento Los métodos de conformado por abombamiento pueden clasificarse [...]