С широким распространением машин плазменной резки дым и пыль, образующиеся при раскрое стальных листов, представляют собой серьезную проблему загрязнения воздуха.
Поскольку экологические нормы становятся все более строгими, сохранение дыма и пыли в цехах может привести к временному закрытию предприятия для устранения последствий.
Для борьбы с этими отходящими газами необходимо внедрить метод очистки от дыма и пыли.
В данной статье представлен обзор методов обработки дыма и пыли, образующихся при плазменная резка и стремится быть информативным и полезным.
Для обработки пыли, образующейся при работе станков плазменной резки, можно использовать два метода: сухой и влажный.
I. Плазменная резка
Современная промышленность требует обработки тяжелых металлов и сплавов. Производство инструментов и транспортных средств, необходимых в повседневной жизни, не может обойтись без металлов.
Например, краны, автомобили, небоскребы, роботы и подвесные мосты - все они сделаны из точно обработанных металлических деталей. Причина проста: металлические материалы очень прочны и долговечны.
Для большинства производств, особенно если речь идет о крупных и/или прочных изделиях, металлические материалы становится логичным выбором.
Интересно, что прочность металлических материалов является и их недостатком: поскольку металлы нелегко повредить, их сложно обрабатывать до определенных форм.
Когда требуется обработать деталь, по размеру и прочности равную крылу самолета, как добиться точной резки и придания формы? В большинстве случаев для этого требуется использовать станок плазменной резки.
Лист и пластина
Стальные листы являются одним из четырех основных виды стали (лист, труба, профиль, проволока). В развитых странах на производство стальных листов приходится более 50% от общего объема производства стали. С развитием национальной экономики Китая производство стальных листов постепенно увеличивается.
Стальные листы - это плоские стальные материалы с большим соотношением ширины и толщины и большой площадью поверхности. Стальные листы делятся на две основные спецификации по толщине: тонкие листы и толстые пластины.
Тонкие стальные листы производятся горячекатаным или холоднокатаным способом, их толщина составляет 0,2-4 мм.
Толстые стальные листы относятся к стальным листам толщиной более 4 мм. В практической работе стальные листы толщиной менее 20 мм часто называют средними листами, стальные листы толщиной более 20 мм и до 60 мм - толстыми, а стальные листы толщиной более 60 мм необходимо прокатывать на специальном толстолистовом станке. прокатная машинаОтсюда и название "сверхтолстая пластина".
Ширина толстых стальных листов варьируется от 0,6 мм до 3,0 мм. В зависимости от назначения толстые листы подразделяются на стальные листы для судостроения, стальные листы для мостов, стальные листы для котлов, стальные листы для сосудов высокого давления, стальные листы с чеканкой, автомобильные стальные листы, стальные листы для брони, композитные стальные листы и т.д.
История плазменной резки
Во время Второй мировой войны американские заводы производили броню, оружие и самолеты в пять раз быстрее, чем державы Оси. Во многом это произошло благодаря значительным инновациям, внедренным частными предприятиями в области массового производства.
Одной из составляющих этих технических инноваций был поиск более эффективных способов резки и сборки деталей самолетов. На многих заводах, выпускавших военные самолеты, был принят новый метод сварки, предполагавший использование инертных сварка в газовой среде.
Новаторское открытие заключалось в том, что вокруг точки сварки можно создать барьер за счет электролиза газа под действием электрического тока, предотвращающего окисление. Этот новый метод позволил получить более аккуратные сварные швы и прочные конструкции.
В начале 1960-х годов инженеры сделали еще одно открытие. Они обнаружили, что ускорение воздушного потока и уменьшение размера отверстий может повысить температура сварки. Новая система могла достигать температур, превышающих температуру любого коммерческого сварочного аппарата.
На самом деле при таких высоких температурах инструмент уже не работал как сварочный аппарат. Вместо этого он действовал скорее как пила, разрезая прочный металл так же легко, как горячий нож масло.
Введение плазменная дуга Революционно изменил скорость, точность и типы разрезов, которые можно было делать, и применять его к различным металлам.
Состояние плазмы
Способность плазмореза легко проникать в металл обусловлена уникальными свойствами состояния плазмы. Итак, что же такое состояние плазмы?
В мире существует четыре состояния материи. Большинство веществ, с которыми мы сталкиваемся в повседневной жизни, являются либо твердыми, либо жидкими, либо газообразными. Состояние вещества определяется взаимодействием между его молекулами. Возьмем для примера воду:
Твердая вода - это лед. Лед - это твердое тело, образованное электрически нейтральными атомами, расположенными в гексагональной кристаллической решетке. Благодаря устойчивому взаимодействию между молекулами он сохраняет твердую форму.
Жидкая вода - это то состояние, которое мы пьем. Между молекулами по-прежнему существует сила взаимодействия, но они движутся относительно друг друга с небольшой скоростью. Жидкости имеют фиксированный объем, но не фиксированную форму. Форма жидкости меняется в зависимости от формы сосуда, в котором она находится.
Газообразная вода - это водяной пар. В водяном паре молекулы движутся с большой скоростью и не имеют связи друг с другом. Поскольку между молекулами нет сил взаимодействия, газ не имеет фиксированной формы или объема.
Количество тепла (преобразованного в энергию), полученного молекулами воды, определяет их свойства и состояние. Проще говоря, больше тепла (больше энергии) позволяет молекулам воды достичь критического состояния, когда они могут освободиться от влияния своих химических связей.
В состоянии низкой температуры молекулы плотно связываются друг с другом, образуя твердое тело. По мере поглощения тепла силы между ними ослабевают, и они превращаются в жидкость. Когда они поглощают еще больше тепла, силы между молекулами почти полностью исчезают, и они превращаются в газ.
Что же произойдет, если мы продолжим нагревать газ? Он переходит в четвертое состояние - состояние плазмы.
Когда газ достигает чрезвычайно высоких температур, он переходит в состояние плазмы. Энергия начинает полностью отделять молекулы друг от друга, а атомы начинают расщепляться.
Типичный атом состоит из протонов и нейтронов в ядре, окруженных электронами. В состоянии плазмы электроны отделяются от атома.
Когда под действием тепловой энергии электроны покидают атом, они начинают двигаться с большой скоростью. Электроны несут отрицательный заряд, а оставшееся атомное ядро - положительный. Эти положительно заряженные атомные ядра называются ионами.
Когда высокоскоростные электроны сталкиваются с другими электронами или ионами, они выделяют огромное количество энергии. Именно эта энергия придает плазме ее уникальные свойства, в результате чего она приобретает невероятную режущую способность.
Почти 99% материи во Вселенной находится в состоянии плазмы. Из-за чрезвычайно высокой температуры она не часто встречается на Земле, но очень распространена на небесных телах, таких как Солнце. На Земле это состояние можно наблюдать в молниях.
Машина плазменной резки
Станки плазменной резки бывают разных форм и размеров. Существуют как большие станки плазменной резки, использующие роботизированные манипуляторы для точной резки, так и упрощенные ручные станки плазменной резки, используемые в ручных мастерских.
Независимо от размера, все аппараты плазменной резки основаны на одних и тех же принципах и имеют схожую конструкцию.
Во время работы аппарата плазменной резки сжатые газы, такие как азот, аргон или кислород, подаются через узкую трубку. В середине трубки расположен отрицательный электрод.
Когда питание подается на отрицательный электрод и сопло касается металла, образуется проводящая цепь, и между электродом и металлом возникают высокоэнергетические электрические искры.
Когда инертный газ проходит через трубку, электрические искры нагревают его до четвертого состояния материи. В результате этой реакции образуется поток плазмы с температурой около 16 649 градусов Цельсия и скоростью до 6 096 метров в секунду, который может быстро расплавить металл.
Через плазму протекает электрический ток. Пока питание непрерывно подается на электрод и плазма остается в контакте с металлом, цикл производства электрической дуги является непрерывным.
Чтобы обеспечить этот контакт и избежать окисления и повреждений, вызванных другими неизвестными свойствами плазмы, сопло режущей машины оснащено еще одним набором трубок. Этот набор трубок непрерывно выпускает защитный газ для защиты зоны резки. Давление защитного газа позволяет эффективно контролировать радиус столбчатой плазмы.
Чем толще стальной лист, подлежащий резке, тем больше требуется ток резки.
Пыль от плазменной резки
Во время процесс плазменной резки металлов образуется большое количество дыма и пыли, таких как ацетальдегид, оксиды металлов, сульфиды, углеводороды и т.д. Эти твердые частицы поднимаются в воздух, представляя опасность для здоровья работников и окружающей среды в целом.
Они могут привести к развитию различных профессиональных заболеваний, а тяжелые осложнения могут даже стать причиной смерти. Поэтому борьба с дымом и пылью от режущих станков становится все более актуальной.
II. Влажная обработка
Метод мокрой обработки предполагает размещение водяного слоя под аппаратом плазменной резки. В процессе резки заготовка погружается в воду, которая улавливает образующиеся вредные вещества и предотвращает их попадание в атмосферу.
Несмотря на широкое распространение этого метода, он имеет ряд недостатков. Во-первых, он может привести к загрязнению воды и образованию сточных вод, требующих дальнейшей обработки. Кроме того, в холодном климате вода в русле может замерзнуть, что делает этот метод непригодным для использования в таких районах.
Кроме того, этот метод не рекомендуется использовать для резки металлов с образованием взрывоопасной пыли, таких как алюминий и магний. Также стальная пластина может заржаветь от воздействия воды во время резки, а эффективность резки под водой снижается.
III. Метод сухой обработки
Метод сухой обработки предполагает сбор дыма и пыли, образующихся в процессе плазменной резки. Существует несколько методов сбора, включая боковой, нижний и верхний отсос. Дым и пыль втягиваются в трубопровод вентилятором, а затем очищаются с помощью оборудование для удаления пыли перед выгрузкой в мастерскую или на улицу.
Этот метод постоянно совершенствуется с развитием технологий режущих машин. Ранее на режущей головке устанавливалась подвижная всасывающая крышка, но при практическом применении выяснилось, что она неэффективна для удаления дыма и пыли из-за узкого зазора между стальной пластиной и местом реза. Большая часть дыма и пыли находится в нижней части пластины, и верхняя пылеотсасывающая крышка не может эффективно удалить их.
Под станком для резки устанавливается рабочая платформа для удаления пыли, оснащенная системой очистки дыма от резки. Эта система напрямую транспортирует запыленный дым, образующийся во время резки, в очиститель для обработки. Очищенный, соответствующий стандартам газ затем выводится через выхлопное отверстие очистителя.
Преимущества: Такая установка предотвращает вторичное загрязнение; очистка от пыли удобна; после резки заготовки можно сразу приступать к следующему процессу, что повышает эффективность работы. Эта система подходит для цветной металлургии резка металла.
Недостатки: Удаление пыли требует инвестиций, что приводит к увеличению первоначальных инвестиционных затрат.
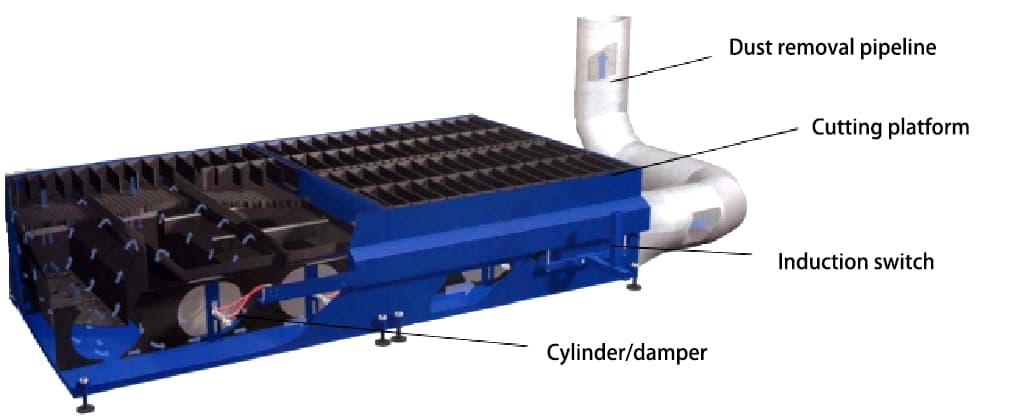
Компоненты системы пылеудаления при сухой обработке
Система удаления пыли при сухой обработке состоит из платформы для сухой резки, трубопровода для удаления пыли, очистителя, вентилятора и других компонентов. Во время резки образующиеся дым и пыль улавливаются платформой для сухой резки.
Выходной воздушный патрубок платформы соединен с входным воздушным патрубком трубопровода пылеудаления. Под действием отрицательного давления в трубопроводе дым и пыль от резки поступают в трубопровод пылеудаления и затем в очиститель для очистки.
В данном случае режущая платформа является ключевым компонентом системы пылеудаления.
Системы пылеудаления можно классифицировать в зависимости от способа улавливания дыма и пыли с режущей платформы:
Система удаления пыли с режущей платформы на основе демпфера
Система удаления пыли с режущей платформы с всасыванием.
IV. Система пылеудаления при сухой резке
Система пылеудаления режущей платформы с демпфером
Односторонняя система пылеудаления с нисходящей заслонкой (для ширины режущей платформы <4 м)
Система пылеудаления с двухсторонней нисходящей заслонкой (для ширины режущей платформы ≥4 м)
Система пылеудаления режущей платформы продувочного и всасывающего типа
Система удаления пыли с одним раздвижным воздуховодом (для ширины режущей платформы ≤4,5 м)
Система удаления пыли с двойным раздвижным воздуховодом (для ширины режущей платформы >4,5 м)
V. Решетчатая платформа для резки Система пылеудаления
Принцип работы: Под режущей машиной установлена решетчатая всасывающая рабочая платформа, разделенная на несколько всасывающих камер одинаковой ширины по всей длине платформы. Каждая камера всасывания оснащена бункером для пыли с всасывающим отверстием.
По обеим сторонам длины платформы расположены воздушные каналы, каждый из которых оснащен жалюзи и цилиндром, соответствующим каждой всасывающей камере на стороне воздушного канала. Когда режущая головка машины для резки проходит над каждой камерой всасывания, цилиндр управляется сенсорным переключателем, чтобы открыть жалюзи соответствующей камеры всасывания на воздуховоде.
При этом дым и пыль, образующиеся во время резки, всасываются в воздуховод для удаления пыли, а затем поступают в основной очиститель для очистки.
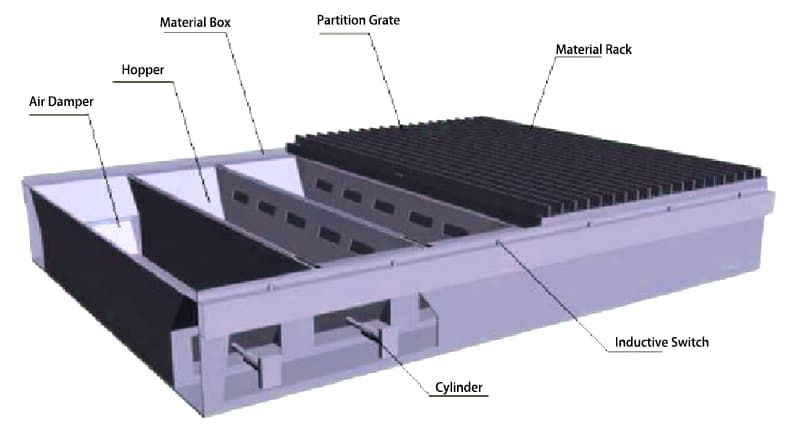
Конструкция платформы для резки ветровой двери
Решетчатая плита
Стойка для материалов
Бункер для материалов
Материальная коробка
Воздушная дверь/цилиндр/индуктивный переключатель
Особенности системы пылеудаления режущей платформы жалюзийного типа
Всасывание режущей платформы эффективно концентрируется в области, где расположена режущая головка (шириной, равной ширине режущей платформы, и длиной около 1 м). Эта область перемещается вместе с режущей головкой, что значительно снижает объем всасывания.
Недостатки:
Конструкция довольно сложная, на нее расходуется много стали, и она требует высокой точности изготовления.
Имеется множество компонентов цилиндра и жалюзи, что приводит к многочисленным поломкам и делает обслуживание неудобным.
Если одна жалюзи закрывается неплотно или выходит из строя, это влияет на эффект всасывания.
Удалять шлак неудобно.
Требуемый объем всасывания при одинаковой ширине режущей платформы высок, что приводит к увеличению инвестиций в пылеудаление.
Преимущества:
При эквивалентном расстоянии между гусеницами эффективная ширина захвата велика.
Всасывание происходит равномерно, эффект хороший, и на него не влияет степень покрытия стального листа на режущей платформе.
Режущая платформа с жалюзи больше подходит для систем пылеудаления, где ширина платформы не превышает 4 м.
Расчет объема всасывания системы пылеудаления режущей платформы жалюзийного типа
Необходимый объем всасывания режущей платформы жалюзийного типа в значительной степени зависит от ширины режущей платформы. Формула расчета объема всасывания выглядит следующим образом:
Q = W × 2 × 0,667 × υ × 3600
Где:
Q - объем всасывания системы пылеудаления m3/h
υ - скорость всасывания в поперечном сечении платформы м/с (обычно принимается равной 0,8 - 1м/с)
W - эффективная ширина резания режущей платформы
3600 - преобразование единиц измерения
В зависимости от конструкции режущей платформы, для режущих платформ с эффективной шириной резания менее 4 м обычно используется односторонняя структура всасывания. Для режущих платформ шириной более 4 м используется двухсторонняя всасывающая конструкция.
Односторонняя/двусторонняя платформа для резки выхлопных газов CAD Структурная схема и расчет объема выхлопных газов
Исходя из приведенного выше уравнения, если ширина режущей платформы составляет от 2 до 4 м, необходимый объем выхлопных газов Q = (2~4) × (0,8~1) × 3600 = 6000~12000 м 3/h.
Если ширина режущей платформы составляет 4~6 м, то необходимый объем выхлопных газов Q = (4~6) × (0,8~1) × 3600 = 12000~22000 куб. м в час.
Односторонняя / двусторонняя система удаления пыли от выхлопной резки - таблица выбора пылесборника Kaitian
Структура платформы для резки
Ширина режущей платформы
Объем выхлопных газов(m3/h)
Модель пылесборника
Односторонняя вытяжная платформа
2000
6000
KTJZ-6.OKQ
3000
9000
KTJZ-9.OKQ
Двусторонняя вытяжная платформа
4000
12000
KTJZ-12KQ
5000
20000
KTJZ-20KQ
6000
24000
KTJZ-24KQ
Примечание: приведенный выше выбор модели является справочным. Такие факторы, как длина платформы для резки, количество головок плазменной резки и расстояние от места установки пылесборника до платформы для резки, могут повлиять на модель пылесборника. Для выбора конкретной модели, пожалуйста, обратитесь к торговому представителю компании Kaitian Environmental Protection.
Примеры применения систем пылеудаления с жалюзи
Размер режущей платформы: 2600×14000
Структура режущей платформы: Односторонний стиль ветровых ворот
Модель пылесборника: KTJZ-12KD
Время использования: с 2006 года
Размер режущей платформы: 4000×18000
Структура режущей платформы: Двусторонняя ветровая дверь
Модель пылесборника: KTJZ-18KH
Время использования: с 2004 года
Размер режущей платформы: 5000×18000
Структура режущей платформы: Двусторонняя ветровая дверь
Модель пылесборника: KTJZ-25KH
Время использования: с 2005 года
Размеры платформы для резки: 5200×17000
Конструкция платформы для резки: Двусторонний жалюзийный стиль
Модель пылесборника: KTJZ-25KH
Время использования: С 2006 года
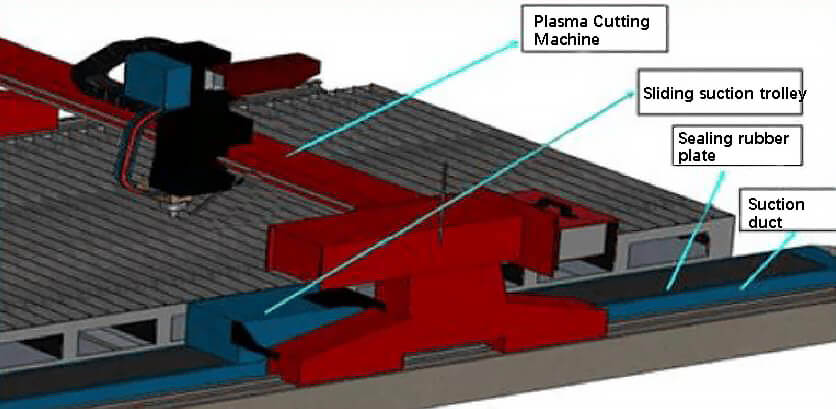
VI. Система удаления пыли с режущей платформы
Принцип работы: С одной стороны платформы для резки установлен квадратный воздухозаборный канал. Над воздуховодом расположена подвижная тележка для забора воздуха, которая может перемещаться вместе с режущей машиной. С другой стороны платформы для резки установлен воздуходув.
Подвижная тележка для забора воздуха, режущая головка и воздуходувка установлены на одной прямой вдоль направления поперечной балки режущего станка.
Решетчатая плита на платформе для резки и разрезаемый стальной лист образуют "дымовой канал". При резке стального листа воздуходувка выдувает образовавшуюся пыль в воздухозаборник тележки для забора воздуха через этот "дымовой канал", в квадратный воздуховод и, наконец, в хост очистителя для очистки.
VII. Структура режущей платформы
Конструкция всасывающей режущей платформы
Конструкция всасывающей режущей платформы включает в себя квадратный всасывающий канал и подвижную всасывающую тележку, которые являются важнейшими компонентами. Во время работы под действием отрицательного давления в трубопроводе уплотнительная лента плотно прилегает к верхней части квадратного всасывающего канала, выполняя функцию уплотнения.
В раздвижной всасывающей тележке есть два ролика. Уплотнительная лента поднимается, когда она проходит через тележку. Таким образом, пыль и дым попадают в квадратный всасывающий канал через всасывающее отверстие тележки, а затем направляются в очиститель для очистки.
Пластина решетки
Шкаф
Квадратный воздухозаборный канал
Подвижная тележка для забора воздуха / вентилятор / герметичный ремень
Особенности системы удаления пыли с режущей платформы Blowing-Suction
В последние годы широко используется продувочно-всасывающая режущая платформа, которая обеспечивает заметный эффект удаления пыли на режущих платформах длиной более 4 метров.
Преимущества:
Он имеет простую структуру и требует меньше стальной материал. Требования к точности производства невысоки.
В них меньше компонентов, меньше вероятность поломки и простота обслуживания.
Легко удалять шлак.
При одинаковой ширине режущей платформы требуется меньше вентиляции, что сокращает инвестиции в удаление пыли.
Недостатки:
При одинаковом расстоянии между рельсами эффективная ширина резки немного уменьшается по сравнению с платформой для резки воздушных ворот.
Эффект вентиляции в значительной степени зависит от степени покрытия стального листа на режущей платформе - чем выше степень покрытия, тем лучше эффект.
Расчет объема выхлопных газов для системы пылеудаления на всасывающей режущей платформе
Необходимый объем выхлопных газов для выдувной режущей платформы в значительной степени зависит от степени покрытия стального листа на платформе, поэтому необходимо всесторонне учитывать влияние степени покрытия на объем выхлопных газов.
Для типичной системы пылеудаления с одним шиберным воздуховодом:
Q = 6000~12000 м3/h
Для системы пылеудаления с двойным шиберным воздуховодом:
Q = 14000~24000 м3/h
Из-за влияния конструкции режущей платформы и размера всасывающего канала, системы пылеудаления с одним шиберным каналом обычно используются для режущих платформ с эффективной шириной реза менее или равной 5 м; для платформ более 5 м используются системы пылеудаления с двумя шиберными каналами.
Платформа для резки одно/двух раздвижных воздуховодов CAD Структурная схема и расчет объема выхлопных газов
Исходя из приведенного выше уравнения:
При ширине режущей платформы ≤4,5 м с одним раздвижным воздуховодом необходимый объем вытяжки составляет Q = 6000~12000 м3/h.
Ширина режущей платформы составляет более 4,5 м, и она оснащена двумя раздвижными воздуховодами. Таким образом, необходимый объем отработанного воздуха составляет Q = 18000~24000 м3/h.
Схема всасывания воздуха
Двойное всасываниеСхематическая диаграмма
VIII. Тематическое исследование по удалению пыли
Примеры применения системы пылеудаления с всасыванием воздуха
Размер платформы для резки: 5000×48000
Структура режущей платформы: Двойной канал ветра Двойное всасывание
Модель пылесборника: KTJZ-20KQ
Место установки: Шаньдун
Время использования: с 2006 года
Размер режущей платформы: 4000×16000
Структура режущей платформы: Тип одностороннего всасывания
Модель пылесборника: KTQG-6.0KH
Время использования: с 2007 года
Размеры платформы для резки: 4000×28000
Конструкция режущей платформы: Тип одностороннего всасывания
Модель пылесборника: KTJZ-12KQ
Год использования: 2008
Размер платформы для резки: 4000×48000
Структура режущей платформы: Односторонний тип обдува и всасывания (четыре в одном)
Модель пылесборника: KTJZ-48KQ
Время использования: С 2007 года
Видео с площадки XCMG (перед включением пылесборника)
Видео XCMG на месте (после включения пылеуловителя)
Платформа волочильной цепи последовательно разделена на зону подачи роликового конвейера, зону резки и зону очистки сборника. Эти три секции могут работать одновременно, тем самым эффективно повышая эффективность обработки. Режущий шлак может автоматически выпадать в процессе прокатки платформы, что позволяет избежать ручного отключения для удаления шлака.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Основные концепции автоматизированного проектирования и автоматизированного производства Автоматизированное проектирование и автоматизированное производство (CAD/CAM) - это комплексная и технически сложная дисциплина системного инжиниринга, которая включает в себя такие различные области, как компьютерная [...]...
Концепция виртуального производства Виртуальное производство (ВП) - это фундаментальная реализация реального производственного процесса на компьютере. В нем используются технологии компьютерного моделирования и виртуальной реальности, поддерживаемые высокопроизводительными [...]...
Гибкая производственная система (FMS) обычно использует принципы системной инженерии и групповой технологии. Она объединяет станки с числовым программным управлением (ЧПУ) (обрабатывающие центры), координатно-измерительные машины, системы транспортировки материалов, [...]...
Подобно тому, как производственные технологии играют важнейшую роль в различных областях, технология нанофабрикации занимает ключевое место в сфере нанотехнологий. Технология нанофабрикации включает в себя множество методов, в том числе механические [...].
Сверхточная обработка относится к прецизионным производственным процессам, в которых достигаются чрезвычайно высокие уровни точности и качества поверхности. Ее определение относительно и меняется по мере развития технологий. В настоящее время эта технология позволяет достичь [...].
В настоящее время механическую обработку можно разделить на две группы в зависимости от серийности производства: Среди этих двух категорий, первая составляет около 70-80% от общей стоимости продукции механической обработки [...]...
В этой статье в основном представлены несколько зрелых методов специальной обработки. I. Обработка электрическим разрядом (EDM) EDM - это метод обработки токопроводящих материалов, использующий явление электрической коррозии во время [...]...
Что такое обработка с ЧПУ? Числовое программное управление (ЧПУ) - это метод управления движением и операциями обработки на станках с помощью оцифрованной информации. Станки с числовым программным управлением, часто сокращенно называемые [...]...
Обработка резанием остается наиболее распространенным методом механической обработки, играющим важную роль в механическом производстве. С развитием производственных технологий технология обработки резанием претерпела значительный прогресс в [...].
1. Что такое сварочное напряжение Под сварочным напряжением понимается напряжение, возникающее в процессе сварки в сварных деталях. Это напряжение возникает в результате термического процесса сварки и [...].
Под передовыми материалами понимаются недавно исследованные или находящиеся в стадии разработки материалы, обладающие исключительными характеристиками и особыми функциональными свойствами. Эти материалы имеют огромное значение для развития науки и техники, [...]...
Формирование выпуклости подходит для различных типов заготовок, таких как чашки глубокой вытяжки, разрезанные трубы и прокатные конические сварные изделия. Классификация по средствам формования выпуклости Методы формования выпуклости можно разделить [...].