Guía definitiva para la selección de punzones y matrices para prensas plegadoras
Seleccionar el punzón y la matriz adecuados para la prensa plegadora es crucial para conseguir plegados precisos y garantizar la longevidad de sus herramientas. Esta guía cubre los criterios esenciales para elegir los punzones superiores y las matrices inferiores en función de factores como la fuerza de plegado, el grosor del material y la forma del punzón. Siguiendo estas directrices, evitará problemas comunes como daños en las herramientas y dobleces imprecisos. Sumérjase para aprender a optimizar sus operaciones de plegado y mejorar la calidad de su fabricación.
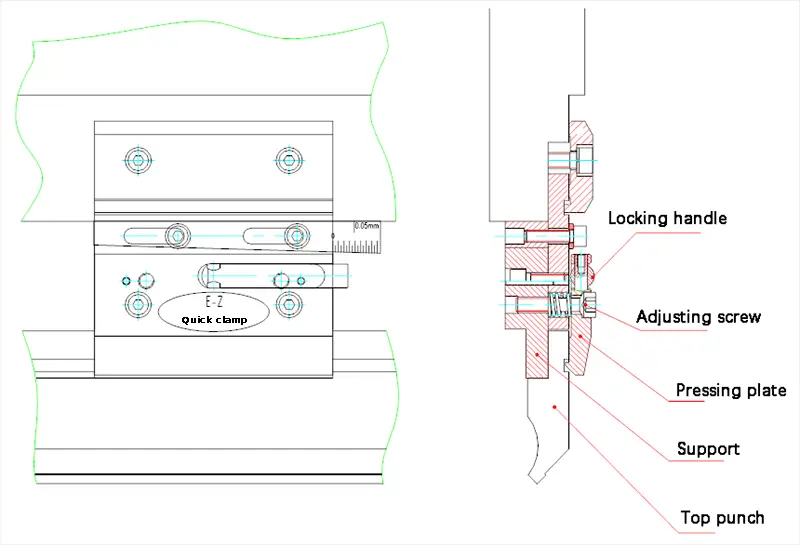
(1) La selección del punzón superior debe basarse en la fuerza de flexión, y la carga de la matriz no debe superar el límite. Un punzón con sujeción requiere una personalización especial.
Si el usuario selecciona moldes especiales, debe tener en cuenta que su carga difiere de la de los moldes normales. Debe hacerse una selección correcta para evitar que fuerza de flexión de sobrepasar el límite de carga del punzón, lo que puede provocar su colapso y agrietamiento.
(2) La forma del punzón superior influye considerablemente en la posibilidad de doblar y conformar la pieza. A la hora de programar y seleccionar el punzón, es fundamental tener en cuenta su forma y si interfiere en el proceso de conformado de la pieza.
(3) Cuando el molde se programa en la biblioteca de moldes del Sistema CNCLas dimensiones totales del molde deben programarse con precisión. Esto garantiza que cuando el sistema NC calcule automáticamente el proceso de plegado, pueda determinar con precisión si el molde interfiere con la pieza de trabajo.
Selección del troquel inferior
F0: fuerza de flexión requerida por metro cuando la resistencia a la tracción del material es de 450N/mm² (KN/m);
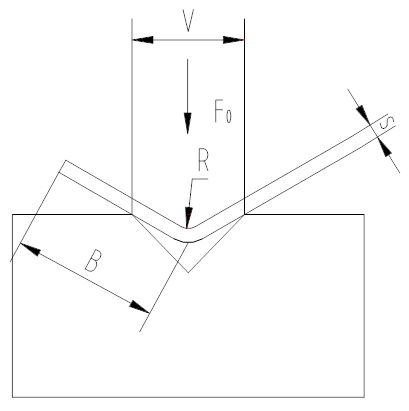
(1) La anchura de la matriz inferior en forma de V debe determinarse en función del espesor t del material, mediante la siguiente fórmula:
Si t < 3mm, V = (6~8) × t
Si t ≥ 3mm, V = (8~12) × t
Además, la anchura de la matriz inferior V puede determinarse en función de la anchura mínima de flexión b y del radio de redondeo r de la matriz inferior V. pieza de flexión para garantizar una selección de troqueles razonable y científica.
(2) Durante el proceso de plegadoLa fuerza de flexión generada se acumulará en la mesa de trabajo y actuará sobre la matriz. Por lo tanto, la carga que puede soportar el troquel no debe superar el límite.
La fuerza de flexión necesaria por metro (T/m) se indica en la tabla de fuerzas de flexión, donde se supone que la resistencia a la tracción del material es de 45 kg/mm² (450 N/mm²) y se predeterminan la abertura inferior de la matriz y el grosor de la chapa.
Tabla de referencia rápida de la fuerza de flexión común
Cuando los materiales son diferentes, la resistencia a la tracción del material es σ Kg/mm², la fuerza de flexión requerida (T/m) por metro puede calcularse mediante la siguiente fórmula.
F1 = F0- σ/ 450 (T/m)
Nota: si el molde se utiliza para conformar, la fuerza de flexión debe ser 2 a 3 veces la fuerza normal de flexión.
Eso es:
FP = (2... 3) FB
(FP: fuerza de conformación FB: fuerza de flexión libre)
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¡Atención a todos los entusiastas de la metalurgia! ¿Está cansado de adivinar el tonelaje adecuado para su prensa plegadora? No busques más. En esta entrada del blog, nos sumergiremos en el mundo de la...
Los operarios de prensas plegadoras desempeñan un papel crucial en la configuración del mundo que nos rodea, pero su trabajo no está exento de riesgos. En este artículo, analizaremos consejos de seguridad esenciales...
¿Se desgastan demasiado rápido sus herramientas de plegado? Este artículo se sumerge en las técnicas de reparación esenciales para prolongar la vida útil de sus herramientas, garantizando un rendimiento óptimo en su...
¿Se ha preguntado alguna vez cuál es el origen del término "prensa plegadora"? En esta cautivadora entrada de blog, nos embarcaremos en un fascinante viaje a través de la historia para descubrir las razones...
¿Alguna vez se ha preguntado cómo se dobla la chapa metálica para darle formas complejas? En este artículo se analizan seis tipos de procesos de plegado en prensas plegadoras: plegado, raspado, plegado por aire, rebajado, acuñado y plegado en tres puntos. Se...
En el vasto mundo de la fabricación, hay una máquina que destaca: la prensa plegadora. Con su capacidad para doblar y dar forma al metal con precisión y potencia, se ha convertido en un...
¿Alguna vez se ha preguntado qué hace que una plegadora CNC funcione sin problemas? La respuesta está en el aceite hidráulico. Este fluido esencial garantiza un rendimiento óptimo y la longevidad de la máquina. Nuestro artículo...
Reparar correctamente el cilindro hidráulico de una prensa plegadora es crucial para mantener el rendimiento y la seguridad de la máquina. El cilindro hidráulico suele constar de un pistón, un manguito, un vástago y un tornillo.....
¿Alguna vez se ha preguntado cómo consigue una prensa plegadora plegados tan precisos? Este artículo explora el fascinante mundo de los ejes de las prensas plegadoras y desvela los secretos que se esconden tras sus papeles y funciones. Aprenda cómo...