Por qué es necesario el tratamiento térmico en el procesamiento mecánico
Es una buena pregunta que suele confundir tanto a los recién llegados como a los profesionales experimentados. Hoy voy a ofrecer una explicación detallada de los requisitos del tratamiento térmico para el mecanizado.
Estos requisitos son en realidad un aspecto crucial del proceso de diseño, y cualquier ingeniero de diseño estructural mecánico debe poseer un sólido conocimiento de los mismos. Sin este conocimiento, uno no puede considerarse un ingeniero de diseño cualificado, al menos no de forma exhaustiva.
La comprensión de los requisitos de diseño del tratamiento térmico para una pieza se basa en la percepción de los cambios en el uso y el procesamiento del material, y es una parte fundamental de una estructura de conocimiento sistemático.
Para empezar, primero debemos comprender los distintos métodos que intervienen en el tratamiento térmico para el mecanizado de piezas. Para nuestro análisis, nos centraremos en los métodos más frecuentes e importantes del proceso de mecanizado.
Cuatro métodos de tratamiento térmico
En el proceso de mecanizado, utilizamos cuatro métodos principales de tratamiento térmico: recocido, normalizado, temple y revenido.
Analicemos cada una por separado.
01 Recocido
Definición del tratamiento de recocido:
Un proceso de tratamiento térmico de metales consiste en calentar una pieza metálica a una temperatura elevada específica durante un periodo determinado y, posteriormente, dejar que se enfríe de forma natural.
Su principal función:
Reducir la dureza de las piezas y mejorar el rendimiento de corte;
Elimine el tensión residual de la pieza, estabilizar el tamaño, reducir la probabilidad de deformación y agrietamiento;
C. Afinar los granos, ajustar la estructura y eliminar los defectos del material;
Organización y composición uniformes del material, mejora propiedades del material o prepararse para posteriores procesos de tratamiento térmico.
02 Ntratamiento ormalizante
La definición de tratamiento normalizador:
Calentar las piezas metálicas a una temperatura elevada específica durante un periodo de tiempo determinado y, posteriormente, enfriarlas mediante métodos como la pulverización de agua, la pulverización de niebla, el soplado, etc.
Este proceso difiere del tratamiento de recocido en que implica una velocidad de enfriamiento más rápida, lo que da lugar a una estructura más fina del material y mejores propiedades mecánicas.
Reducir la dureza del material y mejorar la plasticidad;
03 Tratamiento de enfriamiento
Definición de tratamiento de enfriamiento:
Es necesario calentar la pieza metálica a una temperatura superior a la temperatura crítica, Ac3 o Ac1, durante un periodo de tiempo determinado para conseguir una austenitización completa o parcial.
Posteriormente, el martensita La transformación puede iniciarse enfriando rápidamente la pieza metálica a una temperatura inferior a la Ms, utilizando una velocidad de enfriamiento superior a la velocidad de enfriamiento crítica.
Su principal función:
Mejoran enormemente la rigidez, la dureza, la resistencia al desgaste y la resistencia a la fatiga de las piezas;
Cumplen las propiedades físicas y químicas ferromagnéticas y de resistencia a la corrosión de determinados aceros especiales.
04 Ttratamiento de empering
Definición de tratamiento de temple:
Se refiere a un método de tratamiento térmico en el que el acero templado o normalizado se sumerge a una temperatura inferior a la temperatura crítica durante un determinado período de tiempo y, a continuación, se enfría a una velocidad específica para aumentar la tenacidad del material.
Su principal función:
Eliminar las tensiones residuales generadas durante el enfriamiento de la pieza para evitar deformaciones y grietas;
Ajuste la dureza, la resistencia, la plasticidad y la tenacidad de la pieza para lograr mejores requisitos de rendimiento;
C. Organización y tamaño estables, garantía de precisión;
Mejorar el rendimiento del procesamiento.
Lo que hay que tener en cuenta en la aplicación práctica
Atención. Los siguientes conocimientos clave se refieren al recocido, la normalización y el revenido:
El recocido y el normalizado son intercambiables y pueden utilizarse uno en lugar del otro, sobre todo cuando la dureza de la pieza obtenida tras el tratamiento no es elevada, sin que ello afecte a su rendimiento de procesado. Sin embargo, es aconsejable dar prioridad al tratamiento de normalizado porque tiene un ciclo de procesamiento más corto y un coste menor.
El revenido suele utilizarse junto con el temple o la normalización. Su objetivo es eliminar las tensiones residuales que quedan en las piezas tras el temple y la normalización. Estos procesos aumentan la dureza de las piezas, lo que puede provocar tensiones residuales elevadas. En el proceso de enfriamientoLas piezas pueden volverse quebradizas, por lo que es necesario templarlas para corregir el problema y cumplir mejor los requisitos de uso.
Requisitos para ingeniero de diseño
Como ingeniero de diseño mecánico, cuando diseñamos piezas que requieren tratamiento térmico, debemos cumplir los siguientes requisitos:
Eliminar la tensión de fundición del material, el propósito es obtener un tamaño de procesamiento más estable y precisión;
Mejorar el rendimiento de corte de las piezas, cuyo objetivo es procesar de forma más eficiente, la calidad del proceso y el coste de procesamiento en el proceso de procesamiento de piezas;
Mejorar la rigidez, la dureza y la resistencia al desgaste de las piezas.
Nuestros requisitos de tratamiento térmico para la mayoría de las piezas se basan en los tres aspectos principales mencionados anteriormente. Por lo tanto, para cumplir sus requisitos, solo tiene que utilizar los cuatro métodos de tratamiento térmico siguientes.
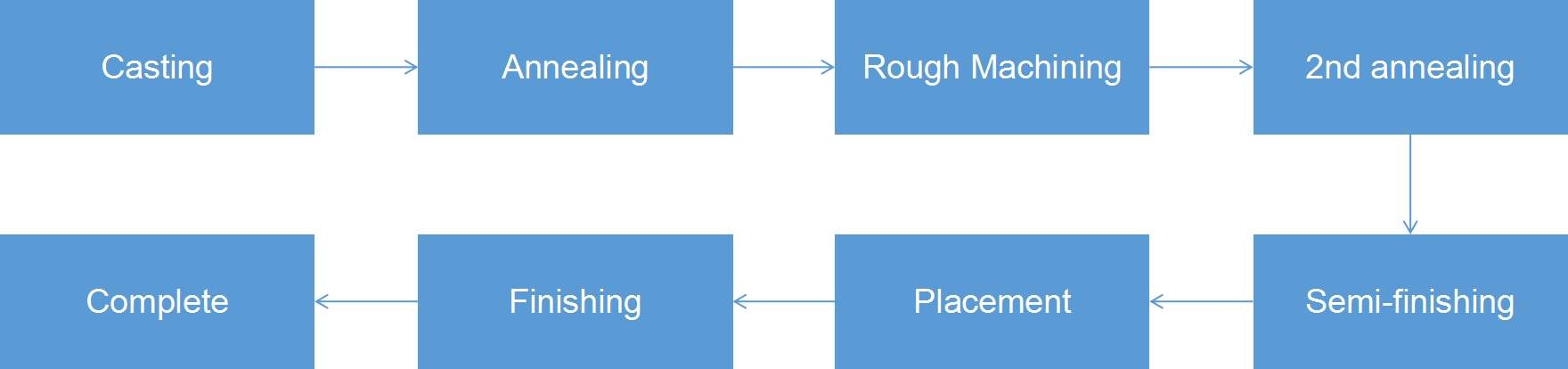
Veamos un ejemplo de bancada diseñada para un centro de mecanizado vertical. Seleccionamos HT300 fundición gris como material. El flujo del proceso de fabricación es aproximadamente el siguiente:
A. Después de obtener la pieza en bruto de fundición, lo primero que tenemos que hacer es recocerla.
El objetivo del recocido es eliminar las tensiones residuales internas de las piezas fundidas y mejorar el rendimiento de corte de las piezas. Sin embargo, algunos fabricantes optan por no recocer sus productos para ahorrar costes. En su lugar, pueden prolongar el tiempo de enfriamiento de la pieza fundida para eliminar parcialmente las tensión interna. Aunque este enfoque puede ser oportunista, no sigue el método formal. Según el procedimiento correcto, la pieza en bruto de la pieza de fundición debe ser recocida.
B. A continuación, el bruto maquinaproceso de el parte.
El proceso de desbaste de piezas no requiere un cumplimiento estricto de las especificaciones de tamaño, por lo que la fábrica utiliza fresas de gran tamaño.
Durante el proceso de corte, el impacto de la fresa sobre las piezas crea un cierto nivel de tratamiento de vibración, que es también un proceso de liberación de tensiones. Sin embargo, también puede ser un proceso de reestresado, por lo que se realiza un segundo tratamiento de recocido en la pieza.
C. Secondary annealing treatment.
El objetivo de este tratamiento sigue siendo el mismo que el anterior, es decir, estabilizar la estructura del material, mejorar el rendimiento de corte y eliminar las tensiones internas de la pieza.
Es crucial garantizar que las tolerancias dimensionales y de forma de las piezas permanezcan constantes tras el procesamiento, en lugar de alterarse con el tiempo. Sin embargo, en la realidad, la precisión dimensional y la tolerancia de forma de las piezas procesadas cambian a menudo, lo que provoca un bajo rendimiento de las máquinas herramienta de alta precisión en los países en desarrollo. Esta inestabilidad es una de las razones fundamentales de este problema.
En las décadas de 1970 y 1980, la estabilidad de los materiales de las piezas básicas de las máquinas era relativamente mejor, ya que se sometían regularmente a un tratamiento de recocido secundario, junto con un tratamiento de envejecimiento natural. Durante el tratamiento de envejecimiento natural, las piezas fundidas se dejaban en un espacio abierto durante más de seis meses. En aquella época, debido a la limitada capacidad de producción, la estabilidad del material podía garantizarse al máximo, mientras que ahora, este enfoque parece anticuado.
La fabricación de productos de alta calidad suele ir asociada a un aumento de los costes.
D. Spiezas de acabado emi.
Dado que la fase de semiacabado de una pieza implica un corte mínimo, no suelen generarse tensiones de mecanizado excesivas durante el proceso. Sin embargo, si la pieza requiere una gran precisión dimensional y una tolerancia geométrica estricta, recomendamos encarecidamente dejarla reposar antes del acabado.
Este periodo de reposo permite que la pieza libere parte de su tensión de forma natural, garantizando la estabilidad del producto final. Por desgracia, mucha gente pasa por alto este paso crítico, y el proceso de mecanizado se racionaliza a menudo en busca de eficiencia a costa de la calidad.
E. Proceso de acabado de las piezas.
Al cabo de cierto tiempo, el material del componente se ha vuelto relativamente estable.
Durante la fase de acabado, es crucial evaluar las habilidades del operario.
En muchos casos, la precisión del acabado no depende únicamente de la precisión de la máquina herramienta, sino que también puede verse influida por la sujeción método.
Especialmente para las piezas que carecen de resistencia y rigidez, debe prestarse más atención a la sujeción.
Evite utilizar una fuerza excesiva para comprimir la pieza.
Si la pieza se deforma durante el mecanizado, volverá a su estado original en cuanto se suelte la mordaza, lo que provocará un cambio en la precisión del mecanizado.
Por eso, durante el proceso de acabado, la fuerza de apriete es especialmente importante y es también el secreto de muchos expertos.
Conclusión
Lo anterior es una puesta en común de la aplicación de los procesos de tratamiento térmico que intervienen en el mecanizado de una pieza. Hay muchos procesos similares, como el temple y la carbonitruración. Acumular este tipo de experiencias es crucial para un ingeniero de diseño mecánico cualificado.
A pesar del creciente rendimiento de los equipos de control numérico y de una mayor automatización, los conocimientos mecánicos tradicionales siguen siendo esenciales. Estos conocimientos sirven de base para hacer un buen uso de las tecnologías avanzadas. El camino hacia el progreso tecnológico es gradual y requiere una aplicación paso a paso.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
1. Qué es la tensión de soldadura La tensión de soldadura se refiere a la tensión generada durante el proceso de soldadura en los componentes soldados. Esta tensión está provocada por el proceso térmico de soldadura y [...]
Los materiales avanzados son aquellos que se han investigado o se están desarrollando recientemente y que poseen un rendimiento excepcional y funcionalidades especiales. Estos materiales son de suma importancia para el avance de la ciencia y la tecnología, [...].
La deformación en abombamiento es adecuada para varios tipos de piezas en bruto, como copas embutidas, tubos cortados y soldaduras cónicas laminadas. Clasificación según el medio de conformado por abombamiento Los métodos de conformado por abombamiento pueden clasificarse [...]
Estructura de la terraja de roscar Fórmula general Para roscas de pequeño tamaño, en las terrajas de roscar se utiliza generalmente un punzón perforador, mientras que para roscas más grandes (M5 y superiores), se utiliza un punzón con [...]
El grado de deformación en las operaciones de rebordeado o rebordeado se representa comúnmente por el coeficiente de rebordeado, que se calcula mediante la siguiente fórmula: K=D0d En la fórmula: Cuanto mayor sea [...]
¿Qué es el calibre de chapa? Gauge, comúnmente conocido como término americano, es una unidad de medida del diámetro originaria de Norteamérica y que forma parte de la Browne [...]
La elección y configuración de un compresor de aire para una máquina de corte por láser es un proceso complejo que requiere la consideración de múltiples factores, como la presión, el caudal y la calidad del aire. A continuación se [...]
¿Qué es el recocido? El recocido es un proceso de tratamiento térmico de metales que mejora las propiedades del material calentando lentamente el metal a una temperatura determinada, manteniéndola durante un [...].
La inspección y el mantenimiento de una punzonadora son medidas vitales para garantizar su funcionamiento normal y prolongar su vida útil. He aquí algunos aspectos clave de la inspección de punzonadoras [...].
Existen varios tipos de grietas: grietas en las materias primas, grietas causadas por el tratamiento térmico y grietas de forja, que pueden resultar confusas. Identificarlas es un curso importante [...]
El primer paso en el proceso de fabricación de chapas metálicas es el desdoblamiento de las geometrías y el cuerpo coherente. La precisión y corrección del desdoblamiento de la muestra repercute directamente [...]
El método para calcular el peso de un bloque físico de plata se basa en su volumen, siendo la fórmula específica Peso de la plata (kg) = Longitud (cm) × [...]