Por qué los tornillos se aprietan en el sentido de las agujas del reloj: Desvelando el misterio
¿Alguna vez se ha preguntado por qué los tornillos se aprietan en el sentido de las agujas del reloj? Este artículo profundiza en las razones históricas y prácticas de esta convención, remontándose a los orígenes del uso de herramientas para diestros y a la evolución de la fabricación de tornillos. Los lectores conocerán los principios mecánicos implicados y los avances que condujeron a las roscas de tornillo estandarizadas actuales. Prepárese para descubrir el fascinante viaje de este objeto cotidiano.
El término inglés "screw" (tornillo) es una palabra que ha sufrido importantes cambios de significado en los últimos siglos.
Más allá de su nombre, el humilde tornillo, desde su invención hasta la normalización de que se apriete en el sentido de las agujas del reloj y se afloje en sentido contrario, ha atravesado miles de años.
¿Se ha preguntado alguna vez por qué los tornillos se aprietan específicamente en el sentido de las agujas del reloj?
Fue un amigo de Platón quien inventó el tornillo.
Las seis herramientas mecánicas más sencillas son: tornillo, plano inclinado, palanca, polea, cuña, rueda y eje.
Entre estas seis máquinas simples, el tornillo es esencialmente un eje con una superficie helicoidal que gira a su alrededor. A día de hoy, los tornillos han desarrollado tamaños estandarizados. El método típico de utilización de un tornillo consiste en apretarlo girándolo en el sentido de las agujas del reloj (lo contrario para aflojarlo).
El predominio del apriete en el sentido de las agujas del reloj viene determinado principalmente por la lateralidad derecha.
Al principio, los tornillos se fabricaban a mano, por lo que los detalles no eran uniformes, a menudo en función de las preferencias del artesano.
A mediados del siglo XVI, el ingeniero de la corte francesa Jaques Besson inventó el torno capaz de cortar roscas de tornillo, una tecnología que tardó 100 años en extenderse. En 1797, el inglés Henry Maudsley inventó el torno moderno, mejorando notablemente la precisión de las roscas.
Sin embargo, los tamaños y la finura de los tornillos carecieron de normalización hasta 1841. El aprendiz de Maudsley, Joseph Whitworth, presentó un documento a la Sociedad de Ingenieros Municipales, abogando por la normalización de los modelos de tornillos.
Propuso dos puntos:
El ángulo de paso de la rosca debe normalizarse a 55°.
Independientemente del diámetro del tornillo, debe adoptarse un número estándar de roscas por pulgada.
La fabricación de los primeros tornillos era un reto, "requería tres herramientas de corte y dos máquinas".
Para resolver los problemas de fabricación de la norma británica, el estadounidense William Sellers inventó una rosca de punta plana en 1864. Esta pequeña innovación simplificó la fabricación de tornillos al requerir sólo una herramienta de corte y una máquina, lo que hizo que el proceso fuera más rápido, sencillo y rentable.
Las roscas de tornillo de Sellers se popularizaron en Estados Unidos y se convirtieron rápidamente en la norma para las compañías ferroviarias americanas.
Características de las uniones atornilladas
Principales variables del proceso de ajuste
Par de apriete (T): El par de apriete aplicado, medido en Newton metros (N-m);
Fuerza de apriete (F): La fuerza de apriete (compresión) axial real entre los cuerpos unidos, medida en Newtons (N);
Coeficiente de fricción (U): El coeficiente de par consumido por la cabeza del tornillo y el par de roscas, entre otros;
Ángulo de giro (A): Ángulo de rosca que debe girar el tornillo en función de un determinado par de apriete aplicado, para conseguir un determinado alargamiento o compresión axial de las piezas unidas.
Métodos de control del apriete de pernos
Método de control del par
Definición: Método de control que detiene inmediatamente el apriete cuando se alcanza un par de apriete establecido.
Ventajas: El sistema de control es sencillo y directo, y la calidad del apriete puede comprobarse fácilmente con un sensor de par o una llave dinamométrica de alta precisión.
Desventajas: La precisión de control no es alta (error de fuerza de pretensión de ±25% más o menos), y no aprovecha plenamente el potencial del material.
Método de control del ángulo de par
Definición: Método que primero aprieta el tornillo a un par pequeño y luego, a partir de este punto, lo aprieta un ángulo especificado.
Ventajas: Elevada precisión de la fuerza de pretensión axial (±15%), consiguiendo fuerzas de pretensión axial más elevadas, con valores estrechamente distribuidos en torno a la media.
Desventajas: El sistema de control es más complejo, ya que requiere la medición tanto del par como del ángulo; y el departamento de inspección de calidad podría tener dificultades para identificar un método adecuado para comprobar los resultados del apriete.
Método de control del punto de producción
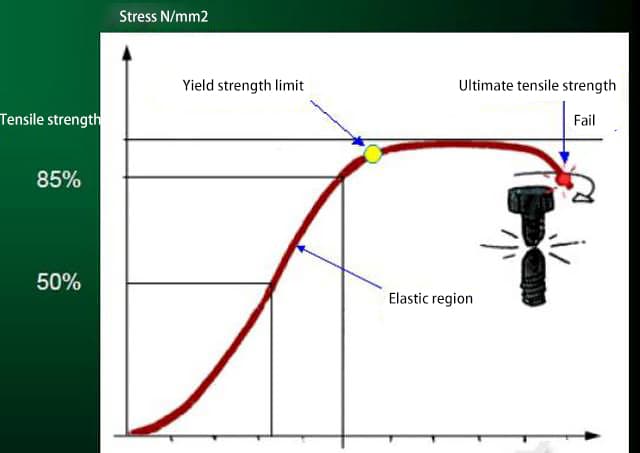
Definición: Método que detiene el apriete una vez que el tornillo está apretado hasta su límite elástico.
Ventajas: Muy alta precisión de apriete, con error de fuerza de pretensión controlable dentro de ±8%; sin embargo, su precisión depende principalmente del límite elástico propio del tornillo.
Desventajas: El proceso de apriete requiere un cálculo dinámico y continuo y el juicio de la pendiente de la curva de par y ángulo de rotación, exigiendo un alto rendimiento en tiempo real y velocidad de cálculo del sistema de control.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez se ha preguntado por qué algunos tornillos parecen durar para siempre mientras que otros se aflojan y fallan? Este artículo explora el fascinante mundo de los tornillos, desde...
¿Alguna vez se ha preguntado cómo se garantiza la integridad de las tuercas y tornillos soldados de su coche? Este artículo revela el meticuloso proceso de comprobaciones e inspecciones de calidad que mantienen su vehículo...
¿Ha pensado alguna vez en la precisión necesaria para apretar los tornillos de las bridas? Una técnica adecuada puede evitar fugas y garantizar la seguridad en sistemas de alta presión. Este artículo profundiza en los métodos esenciales para...
¿Cómo elegir entre un caudalímetro de orificio y un caudalímetro de cuña? Ambos sirven para medir el caudal, pero tienen ventajas e inconvenientes distintos. Los caudalímetros de orificio son conocidos...
¡Atención a todos los ingenieros mecánicos y profesionales de la fabricación! ¿Tiene problemas con los molestos defectos de anodizado en sus productos de aluminio? ¡No busque más! En esta entrada del blog, profundizaremos en...
¿Ha pensado alguna vez en los héroes anónimos que mantienen unidas nuestras máquinas? En este artículo exploraremos el fascinante mundo de las conexiones mecánicas, desde el humilde remache hasta la poderosa soldadura.....
¿Ha pensado alguna vez en la fuerza oculta tras los tornillos que mantienen unido nuestro mundo? Este artículo explora el fascinante mundo de los pesos y grados de resistencia de los...
¿Alguna vez ha tenido que elegir entre manguitos de expansión hidráulicos o mecánicos para su maquinaria? Este artículo profundiza en sus principales diferencias y analiza las ventajas e inconvenientes de cada uno. De...
El deslizamiento de los tornillos hexagonales puede ser un problema frustrante en cualquier proyecto. Este artículo explora las razones de este deslizamiento y ofrece soluciones prácticas para evitarlo. Desde utilizar el...