Английский термин "винт" - это слово, значение которого претерпело значительные изменения за последние несколько столетий.
Не ограничиваясь названием, скромный винт, начиная с его изобретения и заканчивая стандартизацией затягивания по часовой стрелке и откручивания против часовой стрелки, насчитывает тысячи лет.
Вы когда-нибудь задумывались над тем, почему винты затягивают именно по часовой стрелке?
Именно друг Платона изобрел винт.
Шесть простейших механических инструментов: винт, наклонная плоскость, рычаг, шкив, клин, колесо и ось.
Среди этих шести простых машин винт, по сути, представляет собой ось с намотанной на нее спиралью. По сей день винты имеют стандартные размеры. Типичный способ использования винта - затягивать его, поворачивая по часовой стрелке (для ослабления - наоборот).
Преобладание затягивания по часовой стрелке в основном определяется правосторонним движением.
Изначально винты изготавливались вручную, что приводило к непостоянству мелких деталей, часто зависящих от предпочтений мастера.
К середине XVI века французский придворный инженер Жак Бессон изобрел токарный станок, способный нарезать винтовую резьбу, и на распространение этой технологии ушло 100 лет. В 1797 году англичанин Генри Модсли изобрел современный токарный станок, значительно повысивший точность нарезания резьбы.
Тем не менее, размеры и тонкость винтов не были стандартизированы до 1841 года. Ученик Модсли, Джозеф Уитворт, представил документ в Общество муниципальных инженеров, выступая за стандартизацию моделей винтов.
Он предложил два пункта:
- Угол шага резьбы должен быть стандартным и составлять 55°.
- Независимо от диаметра винта следует принять стандартное количество витков резьбы на дюйм.
Производство ранних винтов было сложным: "требовалось три режущих инструмента и два станка".
Чтобы решить производственные проблемы британского стандарта, американец Уильям Селлерс в 1864 году изобрел резьбу с плоским концом. Это небольшое нововведение упростило производство винтов, потребовав только один режущий инструмент и станок, что сделало процесс более быстрым, легким и экономичным.
Резьба Селлерса стала популярной в Соединенных Штатах и быстро стала стандартом для американских железнодорожных компаний.
Характеристики болтовых соединений
Основные переменные в процессе ужесточения
- Крутящий момент (T): Применяемый момент затяжки, измеряемый в Ньютон-метрах (Н-м);
- Сила зажима (F): Фактическое осевое усилие зажима (сжатия) между соединенными телами, измеряемое в Ньютонах (Н);
- Коэффициент трения (U): Коэффициент крутящего момента, потребляемого головкой болта и резьбовой парой, а также другими элементами;
- Угол поворота (A): Угол поворота резьбы, на который должен повернуться болт при определенном приложенном крутящем моменте, чтобы достичь определенного осевого растяжения или сжатия соединяемых деталей.
Методы контроля затяжки болтов
- Метод управления крутящим моментом
Определение: Метод управления, при котором затяжка немедленно прекращается при достижении заданного момента.
Преимущества: Система управления простая, прямая, а качество затяжки можно легко проверить с помощью датчика крутящего момента или высокоточного динамометрического ключа.
Недостатки: Невысокая точность управления (погрешность силы предварительного натяжения составляет ±25% или около того), не позволяет полностью использовать потенциал материала.
- Метод управления углом поворота
Определение: Метод, при котором сначала болт затягивается с небольшим моментом, а затем, начиная с этой точки, затягивается на заданный угол.
Преимущества: Высокая точность осевого усилия предварительного натяжения (±15%), достижение более высоких осевых усилий предварительного натяжения, со значениями, близко распределенными вокруг среднего значения.
Недостатки: Более сложная система контроля, требующая измерения как крутящего момента, так и угла; отделу контроля качества может быть сложно найти подходящий метод проверки результатов затяжки.
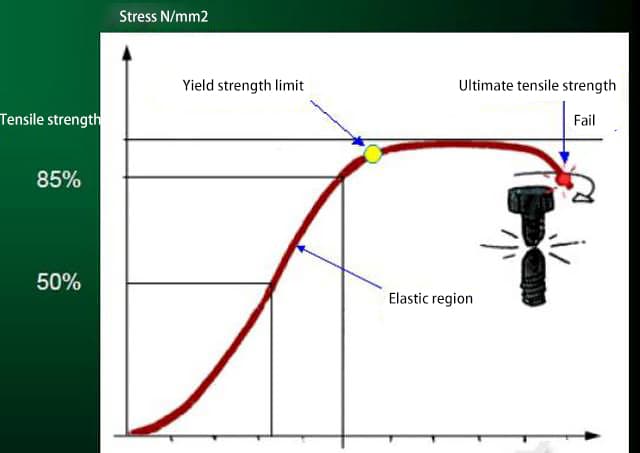
- Метод контроля точки текучести
Определение: Метод, при котором затяжка прекращается после того, как болт затянут до предела текучести.
Преимущества: Очень высокая точность затяжки, погрешность силы предварительного натяжения контролируется в пределах ±8%; однако точность зависит в основном от собственного предела текучести болта.
Недостатки: Процесс затяжки требует динамического, непрерывного расчета и оценки наклона кривой крутящего момента и угла поворота, что требует от системы управления высокой производительности и скорости вычислений в реальном времени.