El aparato de apriete de tuercas y tornillos de soldadura requiere garantizar la calidad durante el proceso de instalación. Además, para evaluar la calidad de la soldadura y la fiabilidad del proceso, la resistencia de la instalación requiere una supervisión durante todo el procedimiento.
Para corroborar la fiabilidad del proceso de instalación, también pueden integrarse en el proceso de producción otras mediciones de aseguramiento de la calidad, lo que podría obviar la necesidad de inspecciones posteriores de las tuercas y tornillos de soldadura.
1. Visión general
Este documento estándar aborda el apriete de tuercas y espárragos soldados en placas de acero y describe el proceso de instalación de los pernos. Detalla las condiciones de instalación de la soldadura para todo el vehículo. Los departamentos apropiados son responsables de estas inspecciones. No deben utilizarse métodos no mencionados en el documento.
El departamento de fabricación requiere una inspección del proceso. En caso de problemas de calidad, el departamento de calidad puede aumentar las inspecciones aleatorias. Para mejorar la calidad y el sistema, y en respuesta a problemas de calidad, es necesario realizar ensayos destructivos del bastidor del vehículo.
2. Otros documentos aplicables
MBN 73B - Tuercas hexagonales
MBN 73C - Tuercas cuadradas
MBN 75 - Espárragos roscados para soldar
MBN 10176 - Tuercas hexagonales con brida
MBN 10369 - Tuercas redondas
MBN 10390 - Tuercas redondas en forma de cúpula
MBN 10391 - Espárragos para soldar con anillo de soldadura
N13008 - Tuercas con brida
DIN EN ISO 14270 - Tamaños de muestra y procedimientos de ensayo para el decapado mecánico de puntos y cordones de soldadura
DIN EN ISO 14272 - Tamaños de las muestras y procedimientos de ensayo para la tracción transversal de los puntos de soldadura
DIN EN ISO 14273 - Tamaños de las muestras y procedimientos de ensayo para el ensayo de cizallamiento de puntos y cordones de soldadura
3. Uso de abreviaturas, definiciones y símbolos
Soldadura límite:
Una soldadura de unión es una soldadura por fusión incompleta, en la que el espárrago simplemente se adhiere al componente metálico sin la resistencia necesaria.
4. Especificaciones de materiales y ciclos
Para controlar los materiales y ciclos, todos los materiales, métodos, procesos, piezas y sistemas deben cumplir las especificaciones legales aplicables.
Todas las soldaduras identificadas como defectuosas mediante el control de parámetros (como la marca de color) deben repararse.
Las muestras de ensayo adicionales deben separarse de las piezas de ensayo aleatorias especificadas que se estén produciendo. Al inspeccionar los espárragos y las tuercas de soldadura, deben consultarse los documentos de proceso pertinentes.
El departamento de inspección debe registrar detalladamente el proceso de inspección, por ejemplo, cómo identificar los defectos en la pieza de prueba.
7.2 Inspección visual
7.2.1 Proceso de inspección
Las inspecciones visuales deben cumplir las normas de evaluación. Deben ser realizadas por inspectores formados en condiciones adecuadas de distancia e iluminación.
7.2.2 Registros de inspección
Las inspecciones visuales deben registrarse en una lista de comprobación.
Los defectos confirmados, como los puntos de soldadura que tienden hacia el borde, deben corregirse inmediatamente en el sistema de producción o en el equipo de soldadura.
7.2.3 Normas de evaluación
La inspección de las tuercas soldadas debe cumplir las normas de la tabla siguiente.
Número de serie
Criterios de evaluación:
Ejemplo
1
Soldaduras omitidas de espárragos/tuercas
2
Daños o contaminación de espárragos/tuercas (incluidas salpicaduras de soldadura y daños en la rosca).
3
La brecha es inapropiada h > 0,1m
4
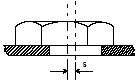
Desviación de la posición central Las tuercas no deben obstruir la instalación de los pernos.
Valores de referencia: Para tuercas con M ≤ 5, S debe ser ≤ 1 mm. Para tuercas con M ≥ 6, S debe ser ≤ 2 mm. Para tuercas redondas arqueadas, S debe ser < 0,8 mm.
7.3 Pruebas de par
7.3.1 Tuercas soldadas
Antes de realizar la prueba de par en las tuercas soldadas, se requiere una inspección externa. Las normas de inspección son las indicadas en 7.2.3. La comprobación del par de apriete debe realizarse utilizando una llave dinamométrica que se encuentre dentro del rango de comprobación adecuado.
Durante el proceso de prueba, se aplica un par de apriete a la tuerca. Si el costura de soldadura se cizalla o agrieta antes de alcanzar el par mínimo, la resistencia se considera insuficiente.
Las normas de ensayo se detallan en 7.3.3.
Medición del par
M4
6 Nm
M5
8 Nm
M6
14 Nm
M8
32 Nm
M10
70 Nm
M12
100 Nm
Nota: La inspección del par de apriete debe realizarse en las tuercas cuadradas y hexagonales, mientras que el grosor de la chapa de acero no es necesario tener en cuenta las tuercas en forma de arco y redondas.
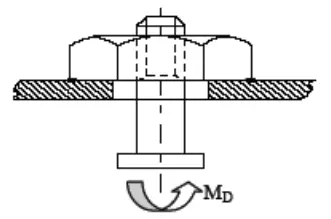
7.3.2 Pernos de soldadura
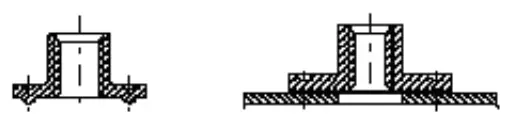
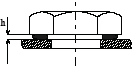
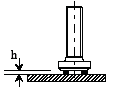
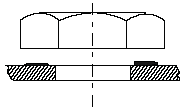
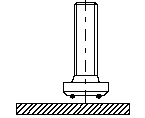
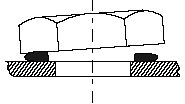
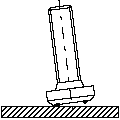
Durante el proceso de inspección del par de apriete, apriete primero las dos tuercas del espárrago de soldadura (como se muestra en la figura 1) y, a continuación, aplique un par de inspección Mtest predeterminado con una llave dinamométrica adecuada, sometiendo así la tuerca a una carga de torsión (como se muestra en la figura 2).
Figura 1: Vista lateral del perno de soldadura
Figura 2: Equipo de inspección (perno de soldadura, dos tuercas, llave dinamométrica)
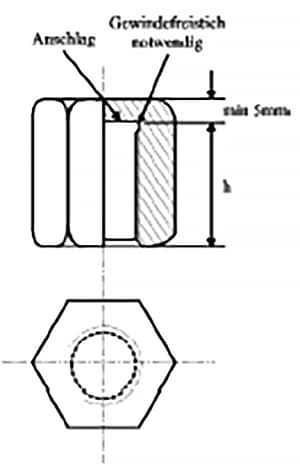
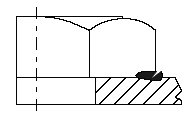
A continuación, retire las dos tuercas. Es plausible emplear una tuerca adecuada (como se muestra en la figura 3). Instale la tuerca completamente y, a continuación, realice una comprobación del par de apriete.
Figura 3: Tuerca seleccionable (h: en función de las condiciones reales)
7.3.3 Criterios de evaluación
Tras la inspección del par de apriete, la instalación de tornillos y tuercas debe evaluarse en función de las descripciones que figuran en la tabla siguiente.
Número de serie
Criterios de evaluación
Ejemplo
1
Los tornillos o tuercas no deben estar sueltos
2
Los cordones de soldadura no pueden presentar separación
3
Los cordones de soldadura no deben estar dañados (agrietados)
7.3.4 Prueba de par de tuercas circulares MBN 10369 y MBN 10390 (tuercas de arco)
Antes de realizar las pruebas de par de apriete de las tuercas circulares, deben efectuarse primero inspecciones visuales, tal como se especifica en el apartado 7.2.3. Comience atornillando un tornillo en la tuerca circular utilizando una llave dinamométrica con un rango de par de apriete adecuado.
Durante la prueba, la tuerca es sometida a un par de apriete por el tornillo. Si aparece una grieta en la junta antes de alcanzar el par de apriete mínimo, se considera que su resistencia es insuficiente. La norma de ensayo figura en el apartado 7.3.3.
Par de apriete mínimo para tuerca circular M5: 8Nm
Par de apriete mínimo para tuerca circular M6: 14Nm
Par de apriete mínimo para tuerca circular M8: 32Nm
Par de apriete mínimo para tuerca circular M10: 70Nm
Par de apriete mínimo para tuerca circular M20: 100Nm
7.3.5 Prueba de par de las tuercas de puesta a tierra
Antes de llevar a cabo las pruebas de par de apriete, es necesario realizar primero inspecciones visuales tal y como se dicta en la sección 7.2.3. Comience atornillando un perno en la tuerca esmerilada utilizando una llave dinamométrica con un rango de par de apriete adecuado.
Durante la prueba, la tuerca es sometida a un par de apriete por el tornillo. Si aparece una grieta en la costura antes de alcanzar el par de apriete mínimo, la resistencia se considera insuficiente. La norma de ensayo figura en el apartado 7.3.3.
Par de apriete para la tuerca de puesta a tierra M6: 14Nm
Par de apriete de la tuerca de puesta a tierra M8: 27Nm
7.3.6 Prueba de par de tuercas inaccesibles
En el caso de las tuercas instaladas en cavidades que no requieren pruebas periódicas, pueden probarse utilizando tornillos sin cabeza. Atornille el tornillo sin cabeza en la tuerca y, a continuación, utilice una llave dinamométrica con un rango de par de apriete adecuado para comprobar el par de apriete de la tuerca.
Si aparece una grieta en la tuerca antes de alcanzar el par de apriete mínimo, la resistencia se considera insuficiente. La norma de ensayo figura en el apartado 7.3.3.
Medición del par
M4
4 Nm
M5
5 Nm
M6
8 Nm
M8
20 Nm
M10
50 Nm
M12
80 Nm
Nota: En caso necesario, pueden utilizarse tornillos mejorados.
8. Pruebas destructivas
Los ensayos destructivos son inspecciones especiales que se realizan en el bastidor del vehículo para mejorar la calidad e investigar problemas de calidad.
8.1 Pruebas destructivas de las tuercas de puesta a tierra
Antes de inspeccionar las tuercas de puesta a tierra, debe realizarse una inspección visual, que está normalizada en 7.3.3.
Utilice las herramientas adecuadas para pelar la placa de acero soldada de la tuerca de puesta a tierra.
Comprobar si 80% o más de la circunferencia de soldadura está soldada.
Nota: La soldadura 80% es suficiente para la conexión a tierra.
8.2 Pruebas de par destructivas
Utilice una llave dinamométrica con un rango de par de apriete adecuado para determinar cuánto par de apriete puede desenroscar la tuerca. El par de separación mínimo de la soldadura se indica en la tabla 6.6.
8.2.1 Prueba de par destructiva de tuercas redondas MBN 10369 y MBN 10390 (tuercas de arco)
El ensayo destructivo de las tuercas redondas es similar al ensayo no destructivo (véase 7.2.3).
Sin embargo, debe aplicarse un par de apriete a la tuerca mediante el tornillo hasta que falle la soldadura. Lo mismo que la llave dinamométrica de la sección 9.
8.2.2 Prueba de torsión destructiva de pernos de soldadura
El ensayo de par destructivo del tornillo es similar al ensayo no destructivo (véase 7.3.2).
Sin embargo, debe aplicarse un par de apriete a la tuerca mediante el tornillo hasta que falle la soldadura. Lo mismo que la llave dinamométrica de la sección 9.
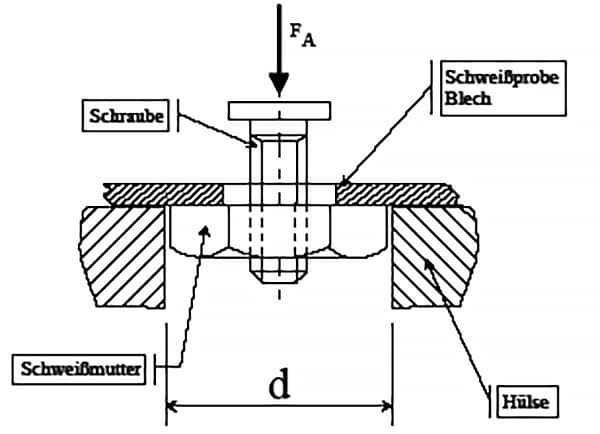
8.3 Prueba de compresión
8.3.1 Secuencia de pruebas
La resistencia a la compresión del equipo de ensayo adecuado debe poder medir la soldadura separada.
La fuerza FA debe compararse con el valor de fuerza mínima de la tabla 8.4. Además, debe evaluarse la superficie de fractura para determinar si se formó un punto de soldadura completo.
8.3.2 Equipos de ensayo
Tuerca hexagonal
Tuerca cuadrada
Diámetro (mm)
Espesor de la placa (mm)
Longitud (mm)
M3
10
2
40
M4
M4
12
M5
M5
13
M6
M6
14
M8
18
M8
21
M10
23
M12
M10
27
M14
M12
31
M16
M14
33
Para los componentes que no figuran en la tabla, como tornillos redondos o tuercas, el equipo de inspección debe ser similar al anterior.
8.4 Lista de inspección de fuerzas
Los componentes mencionados en la sección seis.
Diámetro de la rosca
Espesor de la placa
Fuerza de compresión
M4
0.75 1.0 1.5
>1,3 kN
M5
0.75 1.0 1.5
>2,0 kN
M6
1.0 1.5 2.5
>2,5kN
M8
1.0 2.0 3.0
>3,0 kN
M10
1.25 2.0 3.0
>4,0kN
7/16''
1.25 2.0 3.0
>5,0 kN
M12
1.5 2.0 3.0
>6,0 kN
Una presión excesiva que se extienda más allá del ámbito de aplicación debe acordarse con los departamentos responsables pertinentes.
8.5 Inspección del ensayo de pelado
En el caso de las tuercas de chapa de acero soldada, se puede emplear un método de pelado para la inspección.
La tuerca se despega de la chapa de acero con herramientas adecuadas, como un martillo, un cincel o un equipo de ensayo de tracción.
En cada punto de soldadura debe comprobarse si las dimensiones del punto de soldadura en la chapa de acero pelada son las mismas que antes de la soldadura (por ejemplo, la dimensión mínima de un punto de soldadura de 24 mm de diámetro es de 24 mm; la dimensión mínima de un punto de soldadura pre-soldado de 3x8 mm es de 3x8 mm).
Tras la inspección de todos los cordones de soldadura, si cumplen las siguientes condiciones, se consideran aceptables:
3 de cada 4 soldaduras por puntos cumplen los requisitos
2 de cada 3 soldaduras por puntos cumplen los requisitos
8.6 Inspección de secciones transversales de metales especiales
En casos especiales, puede utilizarse una sección transversal metálica para inspeccionar el estado de apriete de tornillos y tuercas.
La inspección de secciones metálicas especiales requiere la intervención de personal especialmente formado.
Las directrices de formación deben ser emitidas por un ingeniero de soldadura autorizado o un experto en soldadura certificado.
9. Tabla de prueba de par
Como se menciona en la sección 6, para las piezas.
Pruebas destructivas
Ensayos no destructivos
Diámetro de la rosca
Espesor de la placa
El ajuste del par en el sistema de soldadura.
Control del par durante el proceso de inspección de la pieza, que está relacionado con el grosor de la chapa.
M4
0.7 1.25 1.5
13 Nm 13 Nm 16 Nm
6 Nm 8 Nm 8 Nm
M5
0.7 1.25 1.5
20 Nm 29 Nm 29 Nm
8 Nm 10 Nm 10 Nm
M6
0.8 1.5 2.0
24 Nm 33 Nm 34 Nm
14 Nm 20 Nm 20 Nm
M8
1.0 2.0 3.0
58 Nm 61 Nm 60 Nm
32 Nm 38 Nm 38 Nm
M107/16''
1.25 2.0 3.0
112 Nm 133 Nm 125 Nm
70 Nm 90 Nm 90 Nm
M12
>1.5
140 Nm
100 Nm
Nota: La norma de inspección de 6.2.3 es específica para chapas finas de acero.
10. Documento de inspección
La inspección de muestras aleatorias debe registrarse. Los resultados de las inspecciones aleatorias deben conservarse durante un periodo de tiempo.
10.1 Medidas correctoras de defectos
Si se descubren defectos durante el proceso de inspección, deben subsanarse inmediatamente. Además, deben inspeccionarse o corregirse los sistemas pertinentes.
Todos los vehículos que actualmente experimentan los mismos problemas deben ser reparados. Deben retirarse las tuercas remachables defectuosas y, para fijar tornillos o tuercas nuevos, la superficie de la placa debe mantenerse limpia y plana.
En los casos concretos en que no puedan sustituirse los tornillos y las tuercas, deberán establecerse métodos de reparación adecuados mediante QPQ y EP/CSV.
11. Herramientas de inspección
El departamento de inspección también debe comprobar las herramientas de inspección.
Las llaves dinamométricas utilizadas deben cumplir las siguientes condiciones:
Diferencia de par de trabajo dentro de 10% del intervalo de inspección
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
Conceptos básicos del diseño asistido por ordenador y la fabricación asistida por ordenador El diseño asistido por ordenador y la fabricación asistida por ordenador (CAD/CAM) es una disciplina de ingeniería de sistemas exhaustiva y técnicamente compleja que incorpora diversos campos como el [...]
Concepto de fabricación virtual La fabricación virtual (FV) es la realización fundamental del proceso de fabricación real en un ordenador. Utiliza tecnologías de simulación por ordenador y realidad virtual, con el apoyo de [...]
Un sistema de fabricación flexible (FMS) suele emplear principios de ingeniería de sistemas y tecnología de grupos. Conecta máquinas herramienta de control numérico por ordenador (CNC) (centros de procesamiento), máquinas de medición por coordenadas, sistemas de transporte de materiales, [...].
Al igual que la tecnología de fabricación desempeña hoy un papel crucial en diversos campos, la tecnología de nanofabricación ocupa una posición clave en el ámbito de la nanotecnología. La tecnología de nanofabricación engloba numerosos métodos, entre ellos la [...]
El mecanizado de ultraprecisión se refiere a los procesos de fabricación de precisión que alcanzan niveles extremadamente altos de precisión y calidad superficial. Su definición es relativa y cambia con los avances tecnológicos. Actualmente, esta técnica puede alcanzar [...]
En la actualidad, el mecanizado puede clasificarse en dos grupos en función del lote de producción: Entre estas dos categorías, la primera representa alrededor del 70-80% del valor de producción total del mecanizado [...]
Este artículo presenta principalmente varios métodos maduros de procesamiento especial. I. Mecanizado por descarga eléctrica (EDM) El EDM es un método de mecanizado de materiales conductores que utiliza el fenómeno de la corrosión eléctrica durante [...].
¿Qué es el mecanizado CNC? El control numérico (CN) se refiere al método de controlar el movimiento y las operaciones de procesamiento de las máquinas herramienta utilizando información digitalizada. Las máquinas herramienta de control numérico, a menudo abreviadas [...]
El mecanizado de corte sigue siendo el método más destacado de procesamiento mecánico y desempeña un papel importante en la fabricación mecánica. Con el avance de la tecnología de fabricación, la tecnología de mecanizado por corte experimentó un progreso sustancial hacia [...].
1. Qué es la tensión de soldadura La tensión de soldadura se refiere a la tensión generada durante el proceso de soldadura en los componentes soldados. Esta tensión está provocada por el proceso térmico de soldadura y [...]
Los materiales avanzados son aquellos que se han investigado o se están desarrollando recientemente y que poseen un rendimiento excepcional y funcionalidades especiales. Estos materiales son de suma importancia para el avance de la ciencia y la tecnología, [...].
La deformación en abombamiento es adecuada para varios tipos de piezas en bruto, como copas embutidas, tubos cortados y soldaduras cónicas laminadas. Clasificación según el medio de conformado por abombamiento Los métodos de conformado por abombamiento pueden clasificarse [...]