En la fabricación de tubos de escape para automóviles y piezas tubulares similares, es frecuente que se produzcan problemas de calidad, como arrugas o roturas, debido a factores como el radio de curvatura y las propiedades del material. Es especialmente importante reducir o eliminar estos problemas para mejorar la calidad del producto y reducir los índices de desechos.
El proceso de curvado de los tubos es comparable al de las chapas metálicas: la pared exterior de la capa neutra se somete a un esfuerzo de tracción, lo que adelgaza la pared, mientras que la pared interior de la capa neutra experimenta un esfuerzo de compresión, lo que engrosa la pared. Una deformación excesiva puede provocar grietas en la pared exterior y arrugas en la pared interior. La tabla 1 presenta los radios de curvatura mínimos de los tubos de acero.
Los métodos de curvado de tubos suelen incluir: curvado con herramientas manuales de curvado de tubos; curvado con máquinas dedicadas al curvado de tubos; método de curvado antideformación; curvado por extrusión en frío; prensado de moldes para formar codos; curvado por extrusión en caliente de varillas con núcleo. Este artículo se centra principalmente en el uso de máquinas dedicadas al curvado de tubos como ejemplos para analizar los problemas de arrugas y desgarros.
2. El proceso de curvado de tubos mediante una máquina curvatubos específica.
Figura 1: Proceso de trabajo de la curvadora de tubos
1. Mandril 2. Placa guía 3. Muere 4. Bloqueo de presión 5. Componente de tubo
La curvadora de tubos especializada suele utilizar un mandril para el curvado. El proceso consiste en montar la matriz, elemento 3, en un husillo giratorio de la máquina. Antes de doblar el tubo, éste se sujeta a la matriz mediante el bloque de presión (elemento 4). Un mandril, elemento 1, se inserta en el interior del tubo. Cuando la máquina se pone en marcha, el material del tubo se dobla gradualmente alrededor de la matriz para tomar forma.
3. Análisis de elementos de control y métodos de control correspondientes
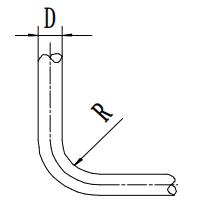
3.1 Radio de curvatura
Durante el proceso de plegadoUn radio de curvatura menor podría provocar arrugas en la cara interior o incluso grietas en la pared exterior. El diseño debe tener en cuenta el grosor de la pared del tubo, el diámetro exterior y la longitud del tubo. propiedades del material. Para elegir el radio de curvatura debe consultarse la tabla 1.
Empíricamente, cuando se utiliza un mandril cilíndrico regular para el curvado, el radio mínimo de curvatura puede ser ligeramente inferior al indicado en la Tabla 1, siempre que no provoque arrugas o grietas. Cuando se requiere un radio de curvatura menor, se puede aumentar el grosor de la pared del tubo, reducir el diámetro exterior y seleccionar un material con buena ductilidad y exterior liso.
3.2 Forma del mandril y posición de sujeción
3.2.1 Posición de trabajo del mandril
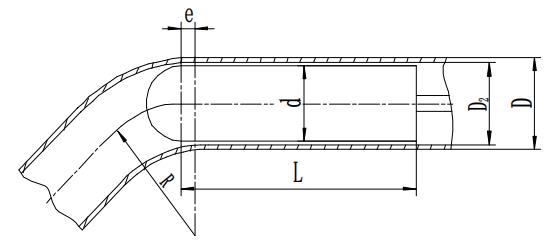
Figura 2 Posición de trabajo del mandril
En el curvado de tubos con núcleo, la forma y la posición de funcionamiento del mandril tienen un impacto significativo en la calidad de curvado del tubo. Normalmente, el diámetro d del mandril debe ser 0,5-1,5 mm menor que el diámetro interior del tubo, lo que facilita la inserción en el tubo.
La distancia e desde el punto donde el mandril entra en el tubo hasta el inicio de la proceso de plegado (véase la figura 2) puede calcularse mediante la siguiente fórmula empírica.
En la ecuación,
e - la distancia donde el mandril empieza a doblarse dentro del tubo
R - radio de curvatura de la capa central de la sección transversal
D2 - el diámetro interior del tubo
c - la distancia entre el diámetro interior del tubo y el mandril. Normalmente, c se elige entre 0,5 y 1,5 mm.
3.2.2 Selección de la forma del mandril
Existen varias formas de mandril, que se dividen a grandes rasgos en: mandriles cilíndricos estándar, mandriles en forma de cuchara, mandriles de cadena y mandriles de eje flexible. El mandril cilíndrico estándar se utiliza a menudo debido a su estructura simple, facilidad de fabricación y fácil extracción después del doblado.
Sin embargo, como la superficie de contacto entre el mandril y la pared del tubo es pequeña, resulta menos eficaz para evitar la creación de una forma elíptica.
La longitud del mandril, denotada como L, debe ser (ver Fig. 2)
L = (3 a 5) d mm
Cuando el diámetro d del mandril es grande, el coeficiente toma un valor menor, y viceversa.
3.2.3 Control de la holgura entre el mandril y la pared interior de los accesorios de tubería
Si la separación entre el mandril y la pared interior de los accesorios de tubería es demasiado grande, al principio del proceso de curvado, el mandril y la pared de la tubería no se tocan completamente, lo que provoca arrugas graves en la cara interior de los accesorios de tubería y la aparición de curvas muertas. Si la separación es demasiado pequeña, cuando sujeción un tubo soldado regular, la altura irregular de la soldadura en la pared interior del racor puede dificultar la inserción del mandril en el racor.
A través de un largo periodo de resumen tubo curvado trabajo, el autor ha determinado una separación más adecuada entre la pared interior del tubo y el mandril:
c = D2 - d = 0,5 a 1,5 mm.
3.3 Ajuste de la velocidad de la placa guía
En las operaciones estándar de curvado de tubos en máquinas curvadoras, las placas guía (figura 1) sujetan la pieza y se mueven de forma sincronizada con ella. La velocidad de esta placa guía es ajustable, y su velocidad de movimiento influye directamente en la calidad del tubo curvado.
La pieza, sujeta por el bloque de prensado a la matriz, contiene un mandril en su interior. A medida que la máquina funciona, el material del tubo se dobla gradualmente alrededor de la matriz, y la placa guía avanza en sincronización con la velocidad de la matriz. Durante este proceso, la fricción estática entre la placa guía y la pieza actúa sobre ésta.
Si la velocidad de la placa guía es superior a la de la matriz, imparte un empuje de avance a la pieza; por el contrario, aplica una fuerza de resistencia si su velocidad es inferior. Las pruebas de doblado demuestran que, en igualdad de condiciones, si la velocidad de la placa guía supera considerablemente la velocidad lineal de la matriz, tienden a formarse arrugas en la pared interior del tubo.
Por el contrario, si la velocidad de la placa guía es muy inferior, la pared exterior del tubo se adelgaza notablemente, hasta el punto de desgarrarse. Por lo tanto, ajustar eficazmente la velocidad de empuje de la placa guía para que coincida con la de la matriz es crucial para garantizar la calidad del curvado.
De este análisis se desprende que la velocidad de empuje de la placa guía debe sincronizarse con la velocidad de curvado durante el proceso de curvado. Por lo tanto, antes de curvar o después de cambiar a una matriz de radio de curvado diferente, es necesario ajustar la velocidad de la placa guía en consecuencia.
Como se muestra en la figura 1, la velocidad de curvatura α y el radio de curvatura R están preestablecidos. La longitud de arco que matriz dobladora debe girar, es decir, se calcula la distancia que la placa guía debe avanzar sincrónicamente en el mismo tiempo. La plegadora gira al ralentí mientras el operario gira lentamente la manivela de la válvula de control de velocidad, observando el movimiento de la placa guía.
Tras doblar hasta el ángulo fijado y parar, se mide con una regla el desplazamiento real de la placa guía, comparándolo con el cálculo teórico. Si difieren, puede repetirse el ajuste en vacío hasta que el valor medido coincida con el calculado.
En realidad, debido a los factores de carga, la velocidad de movimiento de la placa guía durante el curvado real suele ser más lenta que durante el ralentí. Por lo tanto, al ajustar la velocidad de empuje de la placa guía, el valor real puede ser ligeramente superior al valor teórico.
4. Conclusión
En conclusión, la presencia de arrugas, desgarros o deformidades elípticas en el tubo es una medida importante de la calidad del curvado.
Estos defectos de calidad pueden minimizarse seleccionando un radio de curvatura adecuado, una forma de mandril apropiada, controlando la separación entre el mandril y la pared interior del tubo, ajustando la posición de inserción del mandril y la velocidad de movimiento de la placa guía.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
Conceptos básicos del diseño asistido por ordenador y la fabricación asistida por ordenador El diseño asistido por ordenador y la fabricación asistida por ordenador (CAD/CAM) es una disciplina de ingeniería de sistemas exhaustiva y técnicamente compleja que incorpora diversos campos como el [...]
Concepto de fabricación virtual La fabricación virtual (FV) es la realización fundamental del proceso de fabricación real en un ordenador. Utiliza tecnologías de simulación por ordenador y realidad virtual, con el apoyo de [...]
Un sistema de fabricación flexible (FMS) suele emplear principios de ingeniería de sistemas y tecnología de grupos. Conecta máquinas herramienta de control numérico por ordenador (CNC) (centros de procesamiento), máquinas de medición por coordenadas, sistemas de transporte de materiales, [...].
Al igual que la tecnología de fabricación desempeña hoy un papel crucial en diversos campos, la tecnología de nanofabricación ocupa una posición clave en el ámbito de la nanotecnología. La tecnología de nanofabricación engloba numerosos métodos, entre ellos la [...]
El mecanizado de ultraprecisión se refiere a los procesos de fabricación de precisión que alcanzan niveles extremadamente altos de precisión y calidad superficial. Su definición es relativa y cambia con los avances tecnológicos. Actualmente, esta técnica puede alcanzar [...]
En la actualidad, el mecanizado puede clasificarse en dos grupos en función del lote de producción: Entre estas dos categorías, la primera representa alrededor del 70-80% del valor de producción total del mecanizado [...]
Este artículo presenta principalmente varios métodos maduros de procesamiento especial. I. Mecanizado por descarga eléctrica (EDM) El EDM es un método de mecanizado de materiales conductores que utiliza el fenómeno de la corrosión eléctrica durante [...].
¿Qué es el mecanizado CNC? El control numérico (CN) se refiere al método de controlar el movimiento y las operaciones de procesamiento de las máquinas herramienta utilizando información digitalizada. Las máquinas herramienta de control numérico, a menudo abreviadas [...]
El mecanizado de corte sigue siendo el método más destacado de procesamiento mecánico y desempeña un papel importante en la fabricación mecánica. Con el avance de la tecnología de fabricación, la tecnología de mecanizado por corte experimentó un progreso sustancial hacia [...].
1. Qué es la tensión de soldadura La tensión de soldadura se refiere a la tensión generada durante el proceso de soldadura en los componentes soldados. Esta tensión está provocada por el proceso térmico de soldadura y [...]
Los materiales avanzados son aquellos que se han investigado o se están desarrollando recientemente y que poseen un rendimiento excepcional y funcionalidades especiales. Estos materiales son de suma importancia para el avance de la ciencia y la tecnología, [...].
La deformación en abombamiento es adecuada para varios tipos de piezas en bruto, como copas embutidas, tubos cortados y soldaduras cónicas laminadas. Clasificación según el medio de conformado por abombamiento Los métodos de conformado por abombamiento pueden clasificarse [...]