10 técnicas y métodos esenciales para curvar tubos
Esta entrada del blog explora el fascinante mundo de las técnicas de curvado de tubos. Como ingeniero mecánico experimentado, compartiré mis conocimientos sobre los distintos métodos utilizados para dar forma a las tuberías para diversas aplicaciones. Descubra la ciencia que hay detrás de la creación de curvas suaves y ángulos precisos que hacen que los sistemas de tuberías sean eficientes y estéticamente agradables.
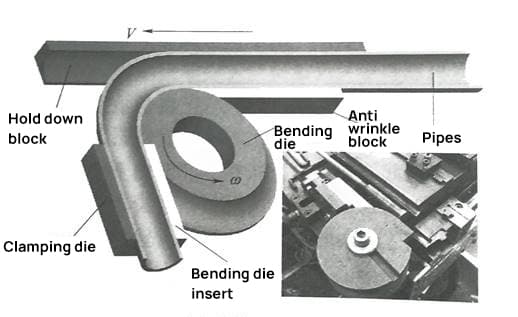
El curvado convencional sin mandril se refiere a un método de curvado sin llenado que se utiliza habitualmente en la producción a temperatura ambiente.
El principal matriz dobladora y principio se ilustran en la figura siguiente. Esta técnica implica la flexión por estiramiento, plegado de prensaprocesos de curvado por derivación, curvado por empuje y curvado por rodillo.
La flexión de tubos puede conseguirse añadiendo una tensión axial basada en el momento de flexión puro. Esto puede clasificarse generalmente como flexión por tracción y flexión por tracción rotativa.
Todos los procesos de flexión por estiramiento comparten una característica común. El esfuerzo de tracción adicional reduce una parte del esfuerzo de compresión tangencial en el lado cóncavo durante el curvado puro. El resultado es la supresión del grosor de la pared y de las arrugas en el doblado. Sin embargo, aumenta inevitablemente la posibilidad de que se produzca un adelgazamiento del grosor de la pared o incluso grietas en el lado convexo de la curva.
(1) Flexión por estiramiento
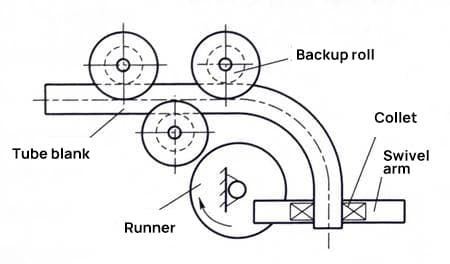
En la figura siguiente se muestra el principio de funcionamiento simplificado de una conformación por estirado y plegado común.
Durante el curvado de tubos, la pieza en bruto pasa por tres rodillos de apoyo horizontales y se fija al brazo giratorio mediante un mandril. Cuando el brazo giratorio gira, impulsa el tubo en bruto para que sufra una deformación por flexión.
El radio de curvatura de la curva puede modificarse durante el conformado por estirado-curvado ajustando la distancia entre el rodillo de apoyo y el mandril, así como el eje de la corredera.
Si se instala un dispositivo de calentamiento antes de que el tubo en bruto entre en la zona de doblado, como una corriente de inducción de frecuencia media para precalentar el tubo en bruto, se puede mejorar su capacidad de deformación plástica. Esto permite la realización del conformado por doblado por estiramiento con calentamiento.
Principio de funcionamiento simplificado de las cuatro conformadoras por estirado y plegado más comunes
(2) Flexión por tracción giratoria
La figura siguiente ilustra el curvado por tracción rotativa, en el que cada parte de trabajo de la matriz de curvado tiene una ranura que coincide con la forma del tubo.
La longitud de la curva transversal es ligeramente inferior al semicírculo del tubo en bruto. Se utiliza para sujetar o presionar el tubo en bruto durante el curvado.
En radio de curvatura puede cambiarse sustituyendo la matriz de plegado giratoria.
La pieza bruta del tubo se presiona contra la matriz de doblado giratoria que puede girar alrededor del eje mediante la matriz de tracción y el sujeción bloque.
La matriz de tracción gira sobre la pista de arco circular con un radio fijo y el eje de la matriz de curvado rotativa, lo que impulsa al tubo en bruto a girar con la matriz de curvado rotativa bajo la presión radial y la fricción tangencial del bloque de sujeción para lograr la conformación por curvado.
Debido al aumento de la deformación tangencial de estiramiento de la pieza en bruto de tubo en el lado convexo de flexión, tiene la propiedad de flexión por estiramiento.
En la actualidad, la mayoría de los equipos de curvado de tubos y máquinas CNC de curvado de tubos en producción funcionan basándose en el principio de curvado por tracción rotativa.
Dobladora de tubos CNC de tracción rotativa
2. Flexión por compresión
La flexión por compresión es la contrapartida de la flexión por tracción, que se consigue mediante la acción conjunta del empuje axial adicional o derivado y el momento flector en la flexión de tubos.
El empuje axial adicional puede reducir o contrarrestar la tensión tangencial en el lado convexo del codo, evitando así que el grosor de la pared del codo se adelgace o se agriete. Sin embargo, el aumento de la tensión tangencial de compresión en el lado cóncavo del codo puede hacer que la pared del tubo se engrose o incluso se arrugue.
El curvado por compresión de tubos se clasifica principalmente en curvado por compresión, curvado por compresión rotativa y curvado por fuerza axial.
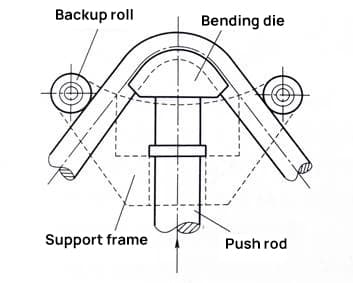
El curvado de tubos, como se ilustra en la figura siguiente, es similar al curvado en V de chapas y se utiliza para curvar y dar forma a productos de codo de diámetro medio y pequeño con segmentos de tubo rectos.
La matriz dobladora y el rodillo de apoyo tienen una ranura de trabajo con el mismo diámetro que el tubo y ligeramente más pequeña que el semicírculo.
La matriz de curvado, consolidada con la varilla de empuje y con un radio de curvatura específico, empuja el tubo en bruto hacia fuera y hace rodar dos formas de curvado entre los rodillos de apoyo de ambos lados.
La sustitución de la matriz de curvado puede cambiar el radio de curvado del tubo, mientras que el tamaño de los dos ángulos internos de curvado viene determinado por la carrera de empuje de la matriz de curvado.
El curvado de tubos presenta una alta eficiencia de producción, y el ajuste de la matriz es sencillo.
Sin embargo, la desventaja es que el fuerza de flexión aplicada durante el curvado se concentra entre los dos rodillos de apoyo. Es probable que el contacto inicial entre el tubo en bruto y la matriz de plegado distorsione la sección de recorrido, lo que afectará a la calidad del plegado.
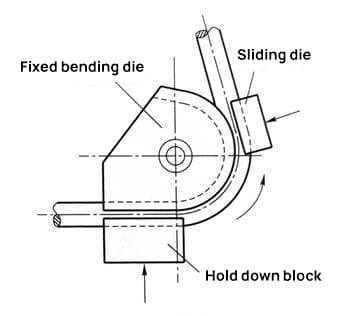
(2) Flexión por compresión rotativa
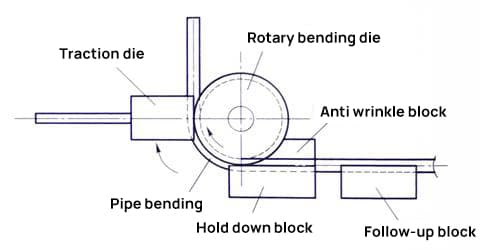
El curvado por compresión rotativa tiene una forma similar al curvado por tracción rotativa, pero el mecanismo para curvar los tubos es diferente.
Como se muestra en la siguiente figura, durante el proceso de doblado, la matriz deslizante o rodillo aplica presión radial al tubo en bruto mientras gira alrededor del eje de la matriz de doblado fija, forzando gradualmente al tubo en bruto recto a adherirse a la superficie de la ranura de la matriz de doblado fija bajo fricción tangencial para doblarse y formarse.
A diferencia de la flexión por tracción rotativa, la zona de deformación por flexión se genera entre la matriz deslizante y la matriz de flexión fija. La superficie de la pieza bruta de tubo convexo está siempre sometida a la acción combinada de la presión radial y la fricción tangencial, lo que puede reducir en cierta medida la deformación tangencial por tracción de la pieza bruta de tubo convexo.
(3) Flexión por empuje de la fuerza axial
El molde que se muestra en la figura siguiente consta de dos mitades centradas por el plano de flexión.
Bajo el empuje axial de la matriz, el tubo en bruto es forzado a doblarse y formarse presionando en la cavidad del molde tras pasar por el manguito guía.
El proceso de deformación por flexión del tubo en bruto en el molde es complejo. Además de estar sometido al par de flexión, también está sometido al empuje axial y a la fuerza de fricción opuesta a su sentido de marcha.
El curvado por empuje es diferente del curvado ordinario, ya que la capa neutra de la deformación de la pared del tubo puede desplazarse hacia el exterior del curvado, lo que ayuda a aliviar el adelgazamiento de la pared exterior.
Para evitar arrugas o torsiones en el interior del codo, el espesor relativo de la pared del tubo que empuja la flexión debe ser superior a 0,06.
Para reducir la fricción, a menudo es necesario lubricar la pieza en bruto del tubo o la cavidad del molde de doblado.
Para los codos de paredes finas, se suele adoptar el curvado por empuje con un alma para evitar el pandeo y las arrugas.
Diagrama esquemático del curvado por empuje axial de moldes de tubos
3. Otros métodos habituales de curvado de tubos sin mandril
Aparte de los métodos mencionados, también existen los desvíos, curvado de rodillosy otros.
Sin embargo, la mayoría de estos métodos pueden no cumplir los estrictos requisitos de precisión y calidad del curvado. Por ello, suelen utilizarse para curvar accesorios de tubería que no requieren una gran precisión en cuanto a su forma y tamaño.
(1) Conformado por curvado de tubos
El curvado de tubos es un proceso de fabricación habitual que puede realizarse manualmente o utilizando una máquina curvadora de tubos.
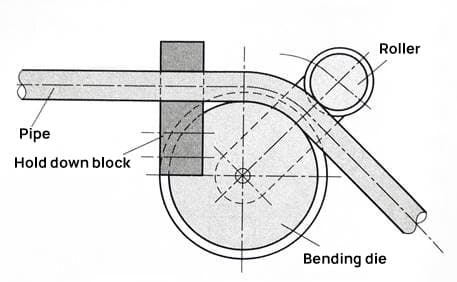
El curvado por derivación, como se muestra en el diagrama siguiente, es similar al curvado por compresión rotativa, con la diferencia de que la fricción de rodadura se produce entre la ranura de trabajo del rodillo y la superficie del tubo en bruto.
Durante el proceso de plegadoLa pieza en bruto se sujeta por un extremo en el cabezal de sujeción de la matriz de curvar, mientras que la rueda de presión lateral la presiona contra la superficie de la ranura de la matriz de curvar y gira alrededor de ésta. El cabezal de sujeción también gira junto con el tubo en bruto.
Principio del curvado de tubos
(2) Perfilado de tubos
Tubo curvado de rodillos se utiliza habitualmente para curvar tubos de paredes gruesas, como se muestra en el diagrama siguiente.
El tubo en bruto se coloca entre tres o más rodillos, cada uno de los cuales tiene una ranura con un diámetro interior ligeramente mayor que el diámetro exterior del tubo y una circunferencia de sección ligeramente menor que el semicírculo del tubo en bruto.
Cada rodillo gira y se mueve en diferentes direcciones, lo que permite que el tubo en bruto se enrolle en una forma de doblado específica. El curvado multirodillo puede mejorar la precisión de curvado de los tubos, reducir la distorsión de la sección transversal de curvado y mejorar el grado de deformación de curvado uniforme del tubo.
Aunque se utiliza principalmente para curvar tubos de pared gruesa, a veces también puede emplearse para curvar tubos de pared delgada.
Diagrama esquemático de la formación de rollos de tubo
(a) Diagrama esquemático de la flexión asimétrica de tres rodillos (b) Diagrama esquemático de rollo lateral plegado de cuatro rodillos
Curvado de llenado de tubos
El curvado de llenado de tubos, también conocido como curvado de mandril, es un proceso habitual para curvar tubos de paredes finas de diámetro medio a grande.
Para minimizar o eliminar defectos como el aplanamiento de la sección transversal, el colapso de la pared y las arrugas durante el proceso de curvado, se utiliza un método denominado curvado de relleno. Para ello, se introducen varios mandriles o rellenos en el tubo en bruto que se va a curvar para proporcionar soporte durante el proceso de curvado.
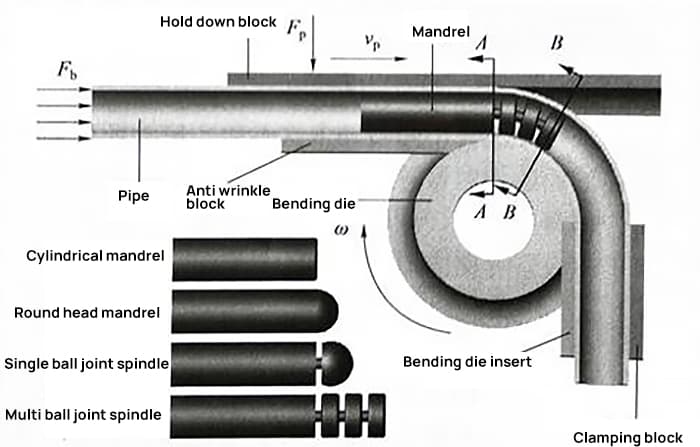
1. Doblado de mandriles
El curvado con mandril es un proceso de curvado que permite controlar con precisión la forma de la sección transversal de los codos.
La diferencia clave entre el curvado con mandril y el curvado normal sin mandril es que, durante el proceso de curvado, se coloca previamente un mandril en el interior del tubo en bruto.
En la producción real, los mandriles o barras de mandril se clasifican en dos tipos: mandriles rígidos y mandriles flexibles sólidos.
Los mandriles rígidos incluyen mandriles de cabeza redonda, mandriles en forma de cuchara y mandriles de cuerno de toro.
Los mandriles flexibles incluyen mandriles flexibles de sección única y mandriles flexibles de sección múltiple.
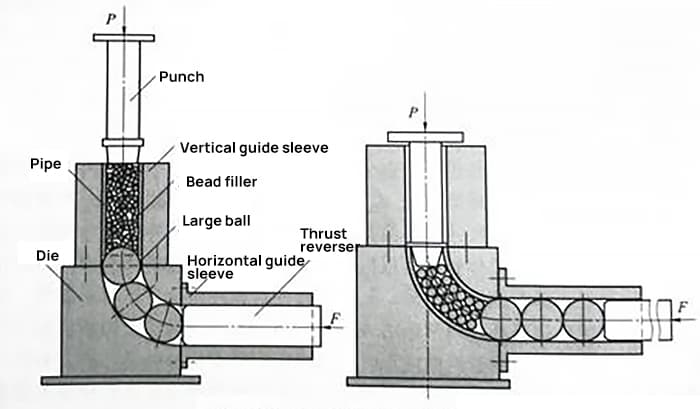
2. Relleno de partículas sólidas Conformado por flexión y empuje
El llenado de partículas sólidas y el conformado por flexión por empuje es un proceso habitual para curvar miembros de pared delgada o codos con paredes de pequeño espesor.
Tradicionalmente se utilizaba arena de cuarzo como relleno, pero poco a poco se ha ido sustituyendo por partículas de resina o perlas metálicas.
Antes del proceso de curvado por empuje, se colocan en la matriz de curvado bolas de gran diámetro ligeramente más pequeñas que la vista exterior de la pieza bruta del tubo para evitar que el relleno de perlas resbale. A continuación, el tubo en bruto se rellena con bolas de diámetro pequeño.
Durante el curvado por empuje, la corredera de la prensa acciona el punzón de curvado por empuje para extrudir el relleno de perlas en la pieza bruta tubular. Sin embargo, debe tenerse en cuenta que las partículas sólidas no pueden considerarse como un medio continuo y su deformación de flujo bajo presión no puede aproximarse a un volumen constante.
Además, el uso de bolas de acero duro puede causar defectos como la indentación en la pared interior del codo.
Diagrama esquemático del llenado y curvado de partículas sólidas en tuberías
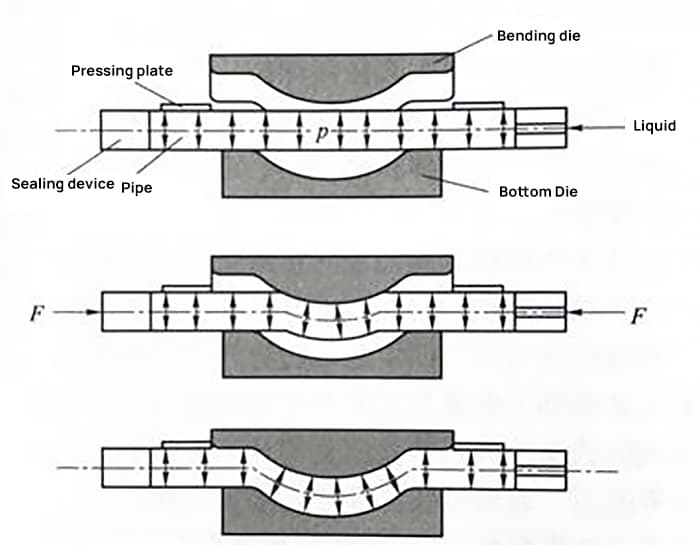
3. Curvado de llenado de líquidos
Se ha desarrollado el método de llenado y curvado de tubos utilizando líquido como relleno, con dos procesos relativamente maduros: el curvado hidráulico de tubos mediante punzonado y el curvado por empuje de tubos mediante punzonado y alimentación.
Aunque el curvado de llenado de líquidos supera algunas de las deficiencias del curvado de llenado de partículas sólidas, el sellado del medio sigue siendo un reto tecnológico.
Principio de funcionamiento del hidroconformado de tubos
4. Curvado con masilla líquida
En el proceso de curvado con relleno líquido, se inyecta un líquido curable en el tubo en bruto mientras está en estado líquido. Una vez sellados ambos extremos, la sustancia líquida se solidifica y se convierte en un relleno integral que se utiliza para el curvado.
Los materiales de relleno solidificados pueden incluir agua, colofonia, aleación de bajo punto de fusión y varios tipos de resinas.
Curvado de calefacción
El curvado por calentamiento es un método tradicional de transformación del plástico en el que se utiliza el calor para ablandar el tubo en bruto y mejorar su capacidad de deformación plástica. Este método se utiliza cuando la forma de los componentes del tubo no es adecuada para el curvado en frío.
El proceso de curvado suele implicar una combinación de calentamiento, curvado y enfriamiento. Entre los métodos más comunes de curvado por calentamiento se incluyen el curvado por llenado de calentamiento general, el curvado por inmersión de calentamiento general, el curvado por calentamiento local por inducción de media frecuencia y el curvado por láser.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Se ha preguntado alguna vez cómo se consiguen curvas y formas precisas en los intrincados tubos metálicos? Este artículo desvela los principales fabricantes de curvadoras de tubos y tuberías, mostrando sus innovadoras tecnologías...
¿Alguna vez se ha preguntado cómo se elaboran con precisión las formas más complejas de los tubos? Esta guía desvela los secretos de las curvadoras de tubos y explora sus tipos, mecanismos y aplicaciones. Con la ayuda de expertos ingenieros mecánicos,...
¿Alguna vez se ha maravillado ante las elegantes curvas de una barandilla de acero inoxidable o las estilizadas líneas de una escultura metálica? Detrás de estos bellos diseños se esconde el arte y la ciencia...