La guía definitiva de la curvadora de tubos (2023 actualizada)
¿Alguna vez se ha preguntado cómo se elaboran con precisión las formas más complejas de los tubos? Esta guía desvela los secretos de las curvadoras de tubos y explora sus tipos, mecanismos y aplicaciones. Con la ayuda de ingenieros mecánicos experimentados, descubra las innovaciones que están revolucionando las industrias y aprenda a elegir la curvadora adecuada para sus necesidades.
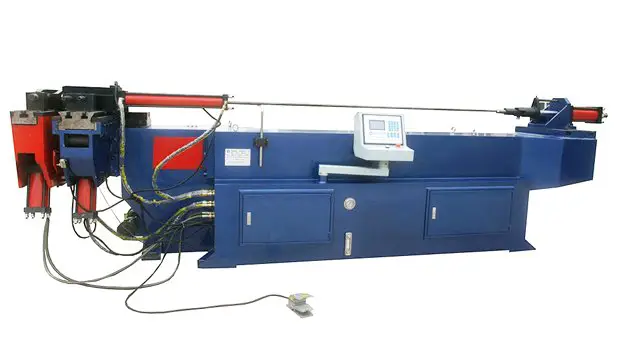
Una dobladora de tubos se refiere a una máquina utilizada para doblar tubos, que se pueden clasificar en control numérico y tipos hidráulicos. Estas máquinas se utilizan ampliamente en diversas industrias, como la construcción de centrales eléctricas, ferrocarriles y carreteras, puentes, barcos, etc.
A diferencia de las máquinas curvadoras de chapa, las curvadoras de tubos se utilizan principalmente para acero plegado tuberías. Se utilizan habitualmente en la construcción de centrales eléctricas, ferrocarriles, calderas, puentes, barcos, mobiliario y decoración, y otras aplicaciones de tendido de tuberías y construcción.
Las curvadoras de tubos también se consideran un equipo importante en la industria de maquinaria para tubos. Ofrecen múltiples funciones, tienen una estructura bien diseñada y son fáciles de manejar.
¿Qué es una máquina curvadora de tubos?
La curvadora de tubos es una máquina diseñada para curvar tubos. Se utiliza normalmente para doblar tubos huecos o macizos de materiales duros en diversas formas, incluidos ángulos y curvas. Esto incluye el curvado de tubos de hierro, tubos de acero, tubos de aleación de aluminio, etc.
Las curvadoras de tubos pueden clasificarse en dos tipos: Dobladoras de tubos CNC y dobladoras de tubos hidráulicas. Se utilizan ampliamente en la construcción de centrales eléctricas, carreteras y ferrocarriles, tendido de tuberías y reparación en calderas, puentes, barcos, muebles, decoración y otras industrias.
La dobladora de tubos tiene varias ventajas, incluyendo múltiples funciones, una estructura razonable y un funcionamiento sencillo.
Tipos de Dobladoras de tubos
La curvadora de tubos es una máquina que se utiliza para curvar tubos en diversas formas, como vigas en I, aceros en canal, ángulos de hierro, alambres y más. También puede formar bobinas, tubos en forma de "U", medios tubos y tubos en espiral. Las categorías de curvadoras de tubos incluyen máquinas curvadoras eléctricas hidráulicas, curvadoras hidráulicas horizontales de tubos, y curvadoras de tubos por laminación multifuncionales.
La máquina dobladora de tubos eléctrica funciona con electricidad y es impulsada por un motor, un variador de velocidad y una transmisión por cadena de engranajes. Por otro lado, la dobladora de tubos hidráulica descompone la operación de plegado en la conducción de sujeción para retraer con presión hidráulica, doblando la tubería hacia atrás, el movimiento auxiliar hacia adelante y hacia atrás, la alimentación y la retracción del núcleo.
La curvadora hidráulica de tubos es una máquina curvadora automática de bobinado plano común y tiene las ventajas de múltiples funciones, estructura razonable, operación simple, movimiento conveniente e instalación rápida. Se utiliza en la construcción de energía eléctrica, construcción de carreteras y ferrocarriles, calderas, puentes, barcos, muebles, decoración, y más.
La dobladora de tubos CNC, por otro lado, utiliza un servomotor en lugar de energía hidráulica y es capaz de controlar la alimentación y la retracción, la rotación del ángulo de inclinación, curvado de tubos y retracción, movimiento auxiliar hacia delante y hacia atrás, y elevación del cabezal. La diferencia entre la dobladora de tubos CNC y la dobladora de tubos hidráulica radica en la producción continua, la precisión de procesamiento y la formación tridimensional de los accesorios de tubería.
La curvadora de tubos de control numérico puede realizar curvados con uno o dos radios de curvatura para tubos en estado frío y se utiliza ampliamente en el curvado de diversos accesorios de tuberías y cables en industrias como la del automóvil y el aire acondicionado.
Existen dos métodos de curvado de la curvadora de tubos:
1. Curvado en frío, incluyendo la dobladora de tubos hidráulica, la dobladora de tubos eléctrica y la máquina dobladora de tres rodillos;
2. Curvado en calienteEl modelo representativo es la curvadora de tubos de media frecuencia.
Principio de funcionamiento de la máquina curvadora de tubos
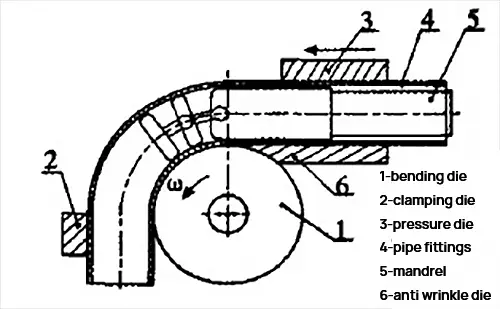
Según el método de curvado de tubos, puede dividirse en curvado por empuje, curvado por rodillo, plegado de prensay el curvado circular. De estos, el curvado circular es relativamente fácil de automatizar, por lo que actualmente las máquinas curvadoras están diseñadas principalmente para este método. El principio del proceso de curvado se ilustra en un diagrama.
El proceso de curvado se realiza con una matriz dobladora, matriz de sujeción y matriz de presión. La matriz de doblado está montada en el husillo, mientras que la sujeción asegura los accesorios de tubería para evitar cualquier movimiento axial. La matriz de presión consta de una matriz guía y una matriz de seguimiento. Durante el proceso de curvado, la matriz guía aplica la presión adecuada sobre la matriz antiarrugas a los accesorios de tubería, y la matriz de seguimiento se mueve junto con los accesorios de tubería. También se utiliza un mandril para rellenar la cavidad interior de la pieza y evitar cualquier arruga, aplanamiento, adelgazamiento u otros fallos durante el curvado.
El husillo gira y el tubo se forma enrollándose alrededor de la matriz de doblado. El proceso también implica alimentar la pieza, preparar el espacio para el siguiente doblado, etc. La página radio de curvatura viene determinado por el radio de la matriz de curvado, y pueden conseguirse diferentes radios de curvado simplemente sustituyendo la matriz de curvado por otra de radio diferente.
Estructura y principio de funcionamiento de la curvadora de tubos automática y la curvadora de tubos electrohidráulica:
El sistema hidráulico de una dobladora de tubos se compone de una bomba de aceite eléctrica, tubos de aceite de alta presión, conectores rápidos, cilindro de trabajo y émbolo. La parte del codo de la máquina incluye una placa de flor superior, una placa de flor inferior, un cabezal y un rodillo. La bomba de aceite eléctrica produce aceite a alta presión, que se envía al cilindro de trabajo a través de tubos de aceite a alta presión. El aceite a alta presión impulsa el émbolo en el cilindro de trabajo para generar empuje, lo que resulta en la flexión a través del componente de codo.
Características de la dobladora de tubos
La dobladora de tubos utiliza una pantalla táctil para añadir un módulo de control numérico y cuenta con un funcionamiento tipo diálogo para facilitar la configuración del programa. Su estructura es estable y no se deforma con facilidad.
Cada archivo puede almacenar 16 ángulos de flexión, y se pueden almacenar 16 conjuntos de archivos en la memoria. La función de posicionamiento a baja velocidad y estable ángulo de flexión garantizan una precisión de repetición de ±0,1°.
En caso de error, el mensaje aparecerá en la pantalla para ayudar al operador a eliminar el problema inmediatamente. El dispositivo también incluye un software de investigación y desarrollo para convertir los valores de procesamiento de tuberías en coordenadas, que puede adquirirse e instalarse en un ordenador de sobremesa para su edición y cálculo.
Ventajas y desventajas de la máquina curvadora de tubos
Cuando se utiliza la dobladora de tubos, el aceite a alta presión de la bomba de aceite eléctrica se envía al cilindro de aceite de trabajo a través de un tubo de aceite a alta presión. Este aceite a alta presión empuja el émbolo en el cilindro de aceite de trabajo para generar empuje, y la tubería se dobla a través de las piezas de flexión.
La dobladora de tubos tiene varias ventajas:
Utiliza una pantalla táctil y un módulo de control numérico con una operación de diálogo, lo que hace que la configuración del programa sea sencilla y fácil.
La estructura del lecho es estable y poco propensa a la deformación.
El interruptor de pedal móvil tiene tres funciones: arranque automático, parada de emergencia y parada de emergencia, lo que proporciona una gran seguridad.
Existe la opción de elegir las funciones manual, semiautomática y de ciclo completo.
El cabezal y el codo de la máquina tienen un diseño elegante que proporciona un espacio ideal para el codo.
El sistema de circulación de refrigeración de gran capacidad garantiza la estabilidad funcionamiento de la máquina.
El molde es fácil de sustituir, lo que permite una producción flexible.
Durante el procesamiento, la pantalla del controlador móvil muestra el valor de procesamiento actual del codo, y es posible establecer la acción de un solo paso, la operación de medio ciclo y la operación de ciclo completo.
La curvadora de tubos se utiliza principalmente para curvar tubos.
Este equipo se emplea habitualmente en industrias como la construcción de carreteras, la transformación de automóviles y la construcción naval.
La dobladora de tubos cuenta con una gran estabilidad, un funcionamiento y mantenimiento sencillos, un bajo nivel de ruido de funcionamiento y una mayor seguridad y protección del medio ambiente.
Piezas y funciones de la máquina curvadora de tubos
La curvatubos se utiliza mucho en nuestra vida cotidiana, pero muchos desconocemos sus componentes.
A continuación, le presentaré los componentes clave de una curvadora de tubos.
Cama totalmente automática:
La bancada cuenta con un bastidor de husillo soldado de acero en canal, con las placas de soporte de cojinetes superior e inferior del husillo montadas sobre un bastidor de 15 mm de grosor. chapa de acero marco.
Componente del sistema:
El componente del sistema hidráulico puede utilizar accesorios comerciales o accesorios hidráulicos de aeronaves.
Componente de transmisión:
El componente de transmisión comprende un cilindro de aceite, una cremallera, un engranaje y eje de transmisión.
Componente del molde:
El componente del molde es una herramienta de apoyo hecha de acero para rodamientos o acero en rollo, según el diámetro de la superficie, y se trata térmicamente para alcanzar una dureza de HRC48~52.
Componente de sujeción:
El componente de sujeción hidráulica consta de una placa deslizante, un balancín y un cilindro hidráulico. La expansión y contracción del cilindro impulsa el movimiento del balancín.
Componentes eléctricos.
Tecnología de curvado de tubos
La curvadora de tubos es comparable a las curvadoras de chapas.
Cuando una tubería se somete a flexión pura bajo un par externo M, la pared exterior de la capa neutra experimenta un esfuerzo de tracción σ1 y se vuelve más delgada, mientras que la pared interior de la capa neutra experimenta un esfuerzo de compresión σ1 y se vuelve más gruesa.
Como resultado de las fuerzas combinadas F1 y F2, la forma de la sección transversal del tubo se vuelve aproximadamente elíptica. Si la deformación es excesiva, pueden formarse grietas en la pared exterior y aparecer arrugas en la pared interior.
El grado de deformación del tubo depende del radio de curvatura relativo (R/D) y del valor del espesor relativo (T/D); cuanto menores sean los valores de R/D y T/D, mayor será el grado de deformación.
Para mantener la calidad de los accesorios de tubería durante el proceso de conformado, es importante controlar el grado de deformación dentro de unos límites aceptables. La capacidad de flexión de un tubo depende no sólo de las propiedades mecánicas del material y del método de flexión, sino también de los requisitos de los accesorios de tubería.
Límite de conformado de la dobladora de tubos
Los límites de conformación de los accesorios de tubería deben abarcar las siguientes consideraciones:
La deformación máxima por alargamiento en la zona de deformación lateral por tracción de la capa neutra no debe superar el valor plástico admisible del material, a fin de evitar la rotura.
En la zona de deformación por compresión interna de la capa neutra, la estructura de pared delgada sometida a un esfuerzo de compresión tangencial no debe superar el umbral de inestabilidad, a fin de evitar la formación de arrugas.
Si el accesorio requiere un grado específico de elipticidad, el límite de conformado debe controlarse para producir la distorsión deseada.
Si los accesorios de tubería tienen requisitos de resistencia para soportar la presión interna, el límite de conformado debe controlarse para evitar un adelgazamiento excesivo del grosor de la pared.
Piezas de dobladoras de tubos
El balancín sirve para garantizar que el radio de curvatura del tubo cumpla las especificaciones requeridas, mientras que el asiento de sujeción limita el rebote del tubo de acero durante el proceso de curvado.
La estación de bombeo se divide en dos partes: alta presión y baja presión, que proporcionan energía para el funcionamiento del rodillo guía, el asiento de la abrazadera del balancín, el cilindro de aceite, el dispositivo de empuje, la placa de la tarjeta del carro y el rodillo enderezador.
El dispositivo de rodillos guía consta de dos juegos de rodillos guía, un bastidor y un dispositivo de sujeción. sistema de transmisión. La apertura y el cierre de los rodillos guía se accionan mediante fuerza hidráulica y su finalidad es garantizar la dirección de flexión horizontal del tubo de acero junto con el balancín.
El dispositivo de accionamiento proporciona la fuente de energía para el dispositivo de empuje.
El rodillo enderezador evita la deformación vertical durante el proceso de curvado, y el uso de una fijación flotante antielipse garantiza que la elipse del tubo de acero cumpla las especificaciones requeridas tras el curvado.
El Dispositivo de Empuje (compuesto por un coche, una cama, eje de transmisióny la cadena de tracción, etc.) hace avanzar el tubo de acero, permitiendo que se doble bajo la influencia del balancín y el rodillo guía.
Precauciones de la curvadora de tubos
(1) Consulte el manual de la bomba eléctrica.
(2) En primer lugar, enrosque el cilindro de trabajo en la rosca interior del bloque cuadrado, de modo que el extremo posterior del cilindro quede montado en la rueda de apoyo.
(3) Seleccione el cabezal de troquelado en función del diámetro de la tubería, colóquelo en el émbolo, alinee los dos rodillos con la ranura correspondiente hacia el cabezal de troquelado, coloque el tamaño adecuado del tablero de flores en el orificio, cúbralo con el tablero de flores superior, inserte la tubería en la ranura y, a continuación, tire hacia atrás del extremo activo de unión rápida de la tubería de alta presión y colóquelo en el conector del cilindro de trabajo. Por último, apriete los tornillos de liberación de aceite de la bomba eléctrica de aceite para iniciar el proceso de curvado.
Una vez finalizado el curvado, afloje el tornillo de liberación de aceite y el émbolo se restablecerá automáticamente.
Observaciones:
(1) Consulte el manual de la bomba eléctrica.
(2) No retire el conector rápido durante la carga.
(3) La máquina utiliza aceite como medio, por lo que es importante realizar una limpieza a fondo y trabajos de mantenimiento del aceite y de las dobladoras de tubos para evitar obstrucciones o fugas, que podrían afectar a su rendimiento.
Aplicación electrohidráulica (dobladora de tubos eléctrica):
La curvadora automática de tubos es adecuada para su uso en la instalación y el mantenimiento de tubos en diversos entornos, como fábricas, almacenes, muelles, edificios, ferrocarriles, automóviles, etc.
Aparte de sus capacidades de curvado de tubos, el componente de curvado de tubos (cilindro de aceite) también se puede desmontar y utilizar como una máquina de gato hidráulico independiente.
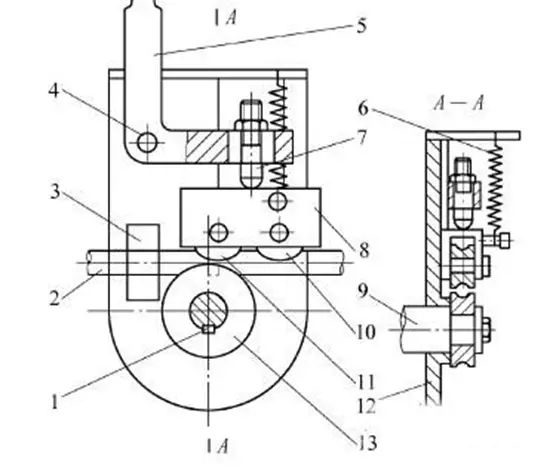
Estructura de la dobladora de tubos
Clave
Tubo de acero
Abrazadera de tubo de acero
Eje de agujas
Mango
Primavera
Tornillos de ajuste
Asiento de rodillo
Eje
Polea guía
Rueda de prensa
Plato giratorio
Módulo de curvado de tubos
(1) MATRIZ DE DOBLADO
Instalación:
retire la tuerca fija de la matriz dobladora en el sentido contrario a las agujas del reloj.
Coloque la matriz de doblado y, a continuación, bloquee la tuerca fija de la matriz de doblado.
(2) PINZA DE SUJECIÓN
Instalación:
tirar de la matriz de sujeción para fijar el eje de centrado.
Colocar la matriz de sujeción y, a continuación, insertar el mandril fijo.
Ajuste:
A. Fije y suelte el asiento de sujeción y, a continuación, ponga el panel de control en modo manual. Presione el botón de sujeción hasta el final del recorrido de sujeción. (En este punto, debe haber un espacio entre el troquel de sujeción de la rueda, que se puede ajustar utilizando el tornillo de ajuste del asiento de sujeción).
B. Ajuste el tornillo de regulación del asiento de apriete de forma que la matriz de apriete y la matriz de plegado queden totalmente selladas.
C. Pulse el botón de retroceso para retraer el troquel de sujeción y, a continuación, ajuste el tornillo de sujeción girándolo aproximadamente 1/2 a 1/4 de círculo en el sentido de las agujas del reloj.
D. Por último, bloquee la tuerca fija en el asiento de sujeción.
(3) Presión DIE
Instalación:
A, retire el tornillo fijo del troquel de presión y, a continuación, coloque el troquel de presión.
B, bloquee los tornillos del molde guía.
Ajuste:
A. Fije y suelte el asiento de sujeción y, a continuación, ponga el panel de control en modo manual. Presione el botón de sujeción hasta el final del recorrido de sujeción. (En este punto, debe haber un espacio entre el troquel de sujeción de la rueda, que se puede ajustar utilizando el tornillo de ajuste del asiento de sujeción).
B. Ajuste el tornillo de regulación del asiento de apriete de forma que la matriz de apriete y la matriz de plegado queden totalmente selladas.
C. Pulse el botón de retroceso para retraer el troquel de sujeción y, a continuación, ajuste el tornillo de sujeción girándolo aproximadamente 1/2 a 1/4 de círculo en el sentido de las agujas del reloj.
D. Por último, bloquee la tuerca fija en el asiento de sujeción.
(4) Mandril
Instalación:
A. Introducir el mandril en la varilla central en el sentido de las agujas del reloj.
B. a continuación, fije los tornillos del mandril.
(Tenga en cuenta que el mandril debe estar en la dirección de doblado)
Funcionamiento de la curvadora de tubos
La máquina herramienta debe estar correctamente conectada a tierra con un cable de un tamaño no inferior a 4 mm2 y fabricado con cable de cobre flexible. El rango de tensión de la fuente de alimentación no debe exceder el rango especificado, y el circuito de control no debe ser probado con un tramegger, ya que esto puede causar daños en el dispositivo.
Al insertar o retirar los conectores, no tire de los hilos o cables, ya que podría provocar el desprendimiento de las soldaduras.
Los finales de carrera, codificadores, etc. no deben golpearse con objetos duros.
Evite los choques con objetos punzantes en la unidad de visualización.
La caja eléctrica debe colocarse en una zona bien ventilada y no debe utilizarse en entornos polvorientos o con gases corrosivos.
No realice modificaciones personales en los terminales de entrada y salida del PC.
Al cambiar la fuente de alimentación de la máquina herramienta, se debe reconfirmar el motor.
La máquina debe mantenerse limpia, prestando especial atención al bloque de sujeción y al bloque deslizante para garantizar que estén libres de objetos extraños.
Lubrique regularmente la cadena y otras piezas deslizantes.
La alimentación eléctrica debe desconectarse durante la limpieza y el mantenimiento.
Preparación: Antes de arrancar, compruebe el nivel de aceite para asegurarse de que está en la línea designada, verifique que se han atendido todos los puntos de lubricación y confirme la rotación del motor. Compruebe si la bomba de aceite emite sonidos extraños y si hay fugas en el sistema hidráulico tras el arranque (el codificador angular no debe lubricarse durante el funcionamiento).
Ajuste de la presión: Utilice la válvula electromagnética de rebose para ajustar la presión a la presión de trabajo requerida, generalmente no superior a 12,5Mpa.
Ajuste del molde: Durante la instalación del molde, es necesario centrar el molde y el bloque de sujeción, que puede ajustarse mediante pernos. Para centrar el bloque de empuje y la matriz, el bloque de empuje es ajustable. Para centrar el cabezal del núcleo y la matriz, afloje el perno del núcleo, ajuste el centro y luego apriete el perno.
Seguridad OperaciónPrecauciones de la curvadora de tubos
Durante el funcionamiento de la máquina curvatubos, asegúrese de que nadie entre en el espacio comprendido dentro del barrido del brazo giratorio. Debe prohibirse a todo el personal entrar en la zona del brazo giratorio y de los accesorios de tubería mientras la máquina esté en funcionamiento.
El sistema hidráulico de la dobladora de tubos utiliza aceite hidráulico normal YA-N32 (designado como 20) y debe cambiarse una vez al año, limpiando simultáneamente el filtro.
Sólo el personal autorizado debe realizar ajustes en la dobladora de tubos o en el troquel, y una persona no debe realizar los ajustes sola. El otro operador debe estar en el armario de control.
Cuando ajuste la curvatubos o conduzca un vehículo vacío, retire el mandril.
Al ajustar manualmente la velocidad del cilindro, el brazo giratorio debe girar a más de 900, y la velocidad de ajuste debe estar sincronizada con la velocidad lineal del borde del codo giratorio. Está prohibido aumentar la velocidad por encima del borde del molde giratorio en modo manual.
Compruebe regularmente el apriete de la cadena y manténgala elástica y consistente después de cierto tiempo.
Cuando se utiliza el modo de doblado automático del núcleo, vuelva el brazo de doblado anterior, el operador debe asegurarse de que el cabezal del núcleo está en la tubería o que no hay bloqueo del eje del núcleo, de lo contrario el cabezal del núcleo o la varilla del núcleo pueden doblarse o romperse.
Después del uso, corte la alimentación eléctrica y limpie y lubrique adecuadamente la máquina.
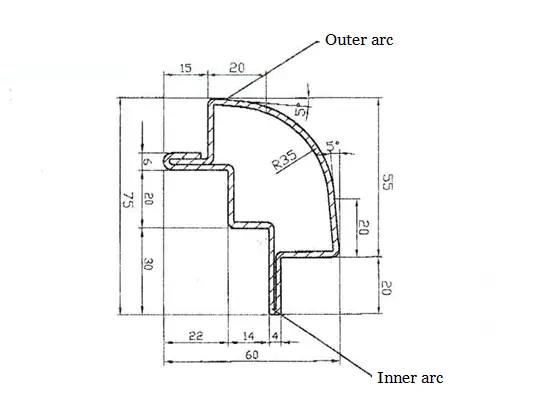
Regularización del tipo de tubo acodado
Diseñe el tubo de escape para evitar arcos circulares grandes, curvas arbitrarias y curvas compuestas en las que el arco circular supere los 180°.
Los arcos circulares grandes no sólo aumentan la carga de trabajo, sino que también están limitados por el tamaño de la curvadora de tubos.
Los diseños poco razonables de curvas arbitrarias y curvas compuestas obstaculizan la mecanización y la automatización, dificultando que los operarios se liberen del pesado trabajo manual.
Un arco superior a 180° imposibilita la descarga de la dobladora de tubos.
Velocidad de curvado de la máquina curvadora de tubos
El principal efecto de la velocidad de conformado por flexión sobre la calidad del conformado es:
Si la velocidad es demasiado rápida, es fácil que se produzcan puntos planos en las partes curvas de los conductos, y el redondez puede no cumplir los requisitos, lo que provoca el encaje y la rotura de los conductos.
Si la velocidad es demasiado lenta, es fácil que se arrugue la sonda y que se deslice el bloque de prensado.
Para determinar la velocidad máxima de curvado de la máquina, la mejor velocidad de curvado final debe ser 20-40% de la velocidad máxima de curvado de la curvadora de tubos.
Normalización del radio de curvatura de la curvadora de tubos
El radio de curvatura debe elegirse para conseguir tanto "un tubo y un troquel" como "varios tubos y un troquel".
Cuando un tubo sólo tiene unas pocas posiciones de curvado o varios ángulos de curvado, sólo puede haber un radio de curvado porque el módulo de la máquina curvadora de tubos no puede cambiarse durante el proceso de curvado. Esto se conoce como "un tubo corresponde a una matriz".
Sin embargo, cuando se utiliza "un troquel para varios tubos", los tubos con el mismo diámetro deben utilizar el mismo radio de curvatura, y deben utilizarse los mismos módulos para curvar tubos con formas diferentes. Esto ayuda a reducir el número de módulos necesarios.
Mandril para tubos curvados y su posición
En el proceso de curvado, se utiliza un mandril para soportar la pared interior del radio de curvado del tubo y evitar su deformación. Sin el mandril, es difícil garantizar la calidad del curvado de tubos.
Hay muchos tipos de mandriles, incluidos los mandriles cilíndricos, los mandriles universales de una cabeza, de dos cabezas, de tres cabezas y de cuatro cabezas, así como los mandriles de orientación de una o varias cabezas.
La posición del mandril en el proceso de conformado de tubos tiene cierta influencia. En teoría, la tangente del mandril debería estar al mismo nivel que la tangente de la matriz de curvado del tubo. Sin embargo, un gran número de experimentos han demostrado que avanzar el mandril 1-2 mm es mejor, y la calidad de curvado es ideal en este punto.
Por supuesto, si el mandril se mueve demasiado, puede provocar la llamada "cabeza de ganso" en la pared exterior de la pieza curva.
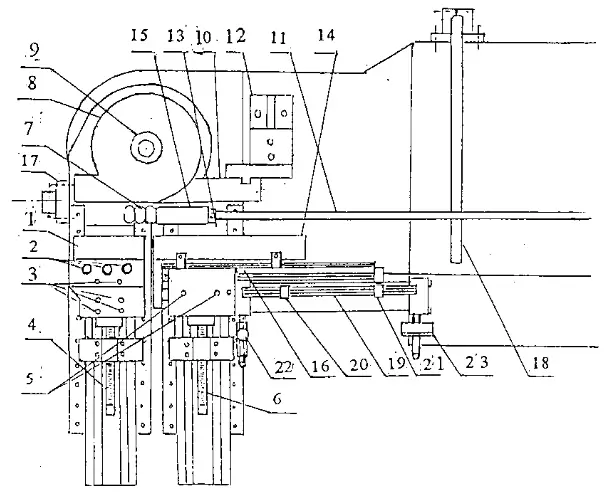
¿Cómo instalar el molde de la dobladora de tubos CNC automática?
tornillo de ajuste del troquel de sujeción
perlas de mandril
placa antiarrugas
tuerca de fijación del vástago del mandril
base del molde guía
límite de empuje auxiliar asiento deslizante ranura placa
válvula auxiliar de regulación de la velocidad de empuje
tornillo prisionero del casquillo de la matriz de prensado
matriz dobladora
vástago de mandril
molde guía
asiento del tapón
empuje auxiliar límite delantero
manómetro auxiliar de presión de empuje
tornillo de ajuste del casquillo de la matriz de prensado
molde curvo cierre y tapón
asiento de chapa antiarrugas
mandril
barra de sujeción
límite de retroceso auxiliar
Bloquee el troquel de plegado y el capuchón (9) en el sentido de las agujas del reloj, aflójelo y retírelo. Después de sustituir el troquel de rueda dobladora necesario, bloquee el troquel y el capuchón de doblado.
Instalación de la matriz de sujeción principal
Para sustituir la matriz de sujeción deseada, retire primero el eje del pasador (2) de la matriz de sujeción principal, sustitúyala por la matriz de sujeción deseada e inserte el eje del pasador. A continuación, afloje el perno de fijación (3) de la base de la matriz de sujeción, accione la sujeción de la matriz principal mediante la pantalla del modo manual, gire el tornillo de ajuste de la matriz de sujeción (4) y muévalo hacia delante hasta que la matriz de sujeción quede sujeta a la matriz de doblado. A continuación, presione la mordaza principal para liberar la sujeción y gire el tornillo de ajuste de la matriz de sujeción hacia delante 1/3 o 1/2 vuelta. Por último, bloquee los tornillos de fijación de la base de la matriz de sujeción.
Instalación de la matriz de sujeción de la guía
Para instalar el troquel guía, siga el mismo método anterior, pero ajuste la fuerza de sujeción para que sea ligeramente inferior a la del troquel de sujeción principal.
Si el tubo se arruga durante el curvado, mueva el tornillo de ajuste del manguito de la matriz de prensado hacia delante aproximadamente 1/4 de vuelta y vuelva a intentar el curvado hasta que no queden arrugas.
Durante la prueba de plegado, es importante asegurarse de que la velocidad de avance del empujador auxiliar esté sincronizada con la velocidad de plegado.
Instalación y ajuste del vástago del mandril y del asiento del cilindro del mandril
Para instalar el talón del mandril (7), enrosque la varilla del mandril (11) en la varilla del mandril (15), y conecte el mandril a la junta transversal del cilindro del mandril.
El método general de ajuste consiste en asegurarse de que el extremo delantero de la varilla del mandril sobrepasa el punto tangente central de la matriz de doblado en 2-5 mm (dependiendo del diámetro de la matriz de doblado; cuanto mayor sea el diámetro, mayor será la distancia más allá del punto tangente, y cuanto menor sea el diámetro, lo contrario).
El asiento del cilindro de mandril debe instalarse en el riel guía del cilindro de mandril, y el riel guía del cilindro de mandril debe estar equipado con una escala.
El puntero indica el radio de la matriz de doblado, por lo que si se sustituye la matriz de doblado, el asiento del cilindro del mandril debe ajustarse en consecuencia.
Instalación de un dispositivo antiarrugas
La placa resistente a las arrugas (10) se fija en el asiento resistente a las arrugas (12), con el asiento del arco de la placa resistente a las arrugas cerca del troquel de doblado (8). El extremo delantero debe estar lo más cerca posible del centro de la matriz de la rueda, y el extremo trasero de la placa resistente a las arrugas debe estar paralelo a la matriz guía con una diferencia de 1-2 grados para reducir la fricción entre la placa resistente a las arrugas y la pieza de trabajo.
Manipulación e instalación de la dobladora de tubos
Manipulación:
Toda la máquina herramienta puede levantarse enhebrando alambre de acero a través de la parte inferior de la máquina herramienta.
Debe colocarse hilo o tela de algodón en el punto de contacto entre el cable de acero y la máquina herramienta para evitar dañar la superficie del cuerpo de la máquina.
Durante la manipulación, las piezas móviles deben asegurarse para evitar movimientos y colisiones.
Instalación:
La máquina-herramienta debe instalarse directamente, y el nivel del equipo puede ajustarse regulando el bloque de dimensionamiento de amortiguación situado al pie de la máquina-herramienta.
La posición del enfriador de aceite con respecto a la máquina herramienta debe determinarse en función de la posición de funcionamiento real.
Preparación para la puesta en servicio:
Antes de la puesta en marcha, el operador debe leer atentamente las instrucciones y familiarizarse con las precauciones de seguridad, el rendimiento y las especificaciones de funcionamiento de la máquina herramienta.
Conecte el cable entre la caja de control y el host.
Añada aceite hidráulico al depósito de aceite hidráulico hasta la línea central del indicador de nivel de aceite.
Añada aceite mecánico n.º 20 al cuerpo giratorio y a la caja de engranajes hasta la línea central del indicador de nivel de aceite.
Inyectar grasa lubricante en el bloque deslizante de la guía lineal y en varios vasos de aceite.
Compruebe si hay cuerpos extraños en y alrededor de la pista de movimiento de las piezas móviles.
Una vez conectada la alimentación, pulse el botón de arranque del motor hidráulico (motor) y pulse rápidamente el botón de parada de emergencia (fstop), y observe si la dirección del motor se ajusta a la marca de dirección. Si no es así, ajuste el cableado de alimentación e inténtelo de nuevo.
Compruebe la presión del sistema hidráulico (después de arrancar el motor hidráulico, presione el núcleo de la válvula electromagnética de rebose con la ayuda de herramientas adecuadas), y el valor indicado en el manómetro debe ser inferior a 14 MPa (generalmente ajustado al salir de fábrica).
Aplicaciones de la máquina curvadora de tubos
Aplicación de la curvadora de tubos en la industria de fabricación de equipos de generación de energía:
Con el telón de fondo de una oferta mundial de recursos cada vez más escasa y el aumento de los precios del petróleo, la demanda de equipos de generación de energía es cada vez más evidente.
En el proceso de fabricación de equipos de generación de energía, el costo gastado sólo en la dobladora de tubos CNC es muy considerable.
Aplicación de la máquina curvadora de tubos en la industria de fabricación de moldes:
En el proceso de fabricación de moldes de doblado de tubos, el molde de doblado de tubos NC se utiliza en casi todos los eslabones, tales como molde de conformado, molde caliente, molde frío, molde de plástico, etc.
Además, el automóvil, el tren de ajuste, la fabricación de maquinaria en general, y la fabricación de muebles se han convertido en los principales usuarios de la industria de moldes de curvado de tubos CNC.
Aplicación de la curvadora de tubos en la industria aeroespacial:
En esta industria, las curvadoras de tubos se utilizan generalmente para curvar piezas estructurales de aviones; estas piezas estructurales suelen ser de gran volumen, y en el pasado se utilizaba mucho la aleación de aluminio.
Con la expansión de los campos de aplicación de la aleación de titanio y materiales metálicos compuestos, los requisitos para la máquina curvadora de tubos NC son cada vez más altos.
¿Cuál es el precio de la máquina curvadora de tubos?
La configuración de la dobladora hidráulica de tubos desempeña un papel importante en la determinación del precio. Hay un dicho que dice que el precio es igual a la mercancía. Cada precio tiene sus propias razones y requisitos.
Los usuarios que requieren una alta precisión de curvado y eficiencia de la curvadora hidráulica de tubos están muy preocupados por la calidad. La calidad viene determinada por la configuración interna del equipo.
A algunos clientes les preocupa mucho el precio, pero también tienen ciertas exigencias de calidad. Es difícil encontrar un equilibrio entre ambas cosas.
Actualmente, la mayoría de las curvadoras de tubos en el mercado oscilan entre 3000 y 100.000 RMB, y la cotización específica depende del espesor de la pared y el radio de curvatura del material.
¿Cómo utilizar la máquina curvadora de tubos?
Ajuste de la máquina herramienta:
Para conseguir la forma geométrica deseada para el tubo curvado, seleccione el molde en función del diámetro exterior, el grosor de pared y el radio de curvatura del accesorio de tubería y, a continuación, ajuste las piezas correspondientes.
Ángulo de flexión:
Introduzca el ángulo deseado en la pantalla de visualización de funcionamiento según las necesidades del usuario (consulte el manual del aparato eléctrico).
Ajuste del mecanismo de la placa deslizante de sujeción e impulsión:
La sujeción e impulsión de tubos de esta máquina herramienta adopta un mecanismo de aumento de la fuerza de la biela.
Para garantizar el autobloqueo del estado de sujeción, afloje primero las varillas roscadas del mecanismo de sujeción de tubos y del mecanismo de refuerzo. A continuación, en el estado manual, los dos mecanismos se encuentran en la posición de sujeción y, por último, apriete las varillas roscadas.
La velocidad del bloque deslizante puede ajustarse mediante la válvula de mariposa unidireccional para sincronizarlo con el eje principal.
Ajuste la parte de rotación de la varilla del tornillo transversal en función de la tubería y el molde seleccionados para que la línea central de su manguito coincida con el centro del codo del molde.
Ajuste del contrapunto:
En primer lugar, ajuste el contrapunto de modo que el centro del vástago del núcleo coincida con el centro del codo de la matriz y, a continuación, ajuste la varilla roscada en el vástago del pistón del contrapunto de modo que el cabezal del núcleo se extienda hasta la posición adecuada.
Ralentí de la máquina herramienta:
En el modo manual, pulse el botón de acción para accionar el cilindro de aceite correspondiente y observe si la acción es normal sin arrastramiento, pulsaciones ni fugas de aceite.
Utilice el modo de avance para desplazar el carro por el carril guía, gire el manguito giratorio y observe su flexibilidad y precisión.
Accione el cilindro de sujeción de la pinza para observar el movimiento de su casquillo deslizante y la fiabilidad de la sujeción.
Seleccione varios ángulos diferentes para observar la coordinación y coherencia de las acciones de cada mecanismo en modo automático. Tras comprobar que todos los elementos son normales, el equipo puede ponerse en funcionamiento con normalidad.
Consejos para usar la máquina curvadora de tubos
Después de comprar la curvadora de tubos, se debe prestar atención a los siguientes puntos:
Antes de poner la máquina en funcionamiento, compruebe si los puntos de lubricación de la máquina carecen de aceite, si el dispositivo de protección de seguridad es fiable y si el mecanismo de movimiento está suelto. Una persona debe confirmar antes de iniciar la operación.
Ponga en marcha la bomba de aceite del codo y compruebe si la presión del sistema está dentro del rango especificado. Si la presión es demasiado alta, puede dañar los componentes hidráulicos y desperdiciar potencia. Si es demasiado baja, afectará al trabajo.
Ajuste la posición y el ángulo necesarios de las piezas y colóquelas a la longitud deseada.
Ajuste la guía de elevación vertical de modo que el cilindro de prensado pueda sujetar firmemente el tubo de hierro.
Asegúrese de que el cilindro de prensado del troquel de sujeción puede sujetar el tubo de hierro.
Durante el funcionamiento normal, coloque la pieza de trabajo en la matriz de plegado, contacte y posicione el extremo frontal, y pulse el interruptor de pedal para completar.
Una vez finalizado el trabajo, corte la alimentación eléctrica y realice una limpieza y lubricación adecuadas.
En caso de emergencia al operar la dobladora de tubos, pulse el botón de parada de emergencia, gire el interruptor giratorio a la posición manual y reajústelo manualmente. En caso de avería, informe oportunamente para su reparación.
Mantenimiento de la máquina curvadora de tubos
Ocho métodos para el mantenimiento de curvatubos:
Método 1:
Cuando se utilice la dobladora de tubos, debe hacerse estrictamente de acuerdo con las normas de funcionamiento (puntos clave).
Es necesario realizar un mantenimiento periódico de la maquinaria. El personal de mantenimiento debe estar cualificado mediante educación y formación.
Método 2:
La dobladora de tubos debe mantenerse limpia, y las partes sin pintar deben recubrirse con grasa antioxidante.
Compruebe si la presión de cada sistema de presión de aceite es normal.
Método 3:
Antes de poner en marcha la dobladora de tubos cada vez, se debe añadir aceite lubricante regularmente en puntos fijos y cuantitativamente de acuerdo con los requisitos de la tabla de lubricación.
El aceite debe estar limpio y sin sedimentos.
El tubo de aceite y la línea del brazo doblador no deben tocar el suelo.
Método 4:
Compruebe y repare periódicamente el interruptor, el fusible y la empuñadura para garantizar su funcionamiento fiable.
Compruebe periódicamente que el aceite hidráulico del depósito de aceite alcanza al menos 80% del indicador de nivel de aceite.
Método 5:
En aceite lubricante en el cojinete del motor se sustituirán y rellenarán periódicamente, y el funcionamiento del motor se comprobará con regularidad.
El índice de temperatura del indicador del nivel de aceite no debe superar los 60℃.
Método 6:
Compruebe periódicamente si la correa trapezoidal, la empuñadura, el pomo y la llave están dañados. Si están muy desgastados, deben sustituirse sin demora.
Aplique regularmente grasa lubricante en la posición de engrane entre el engranaje de transmisión y la cremallera.
Método 7:
Está terminantemente prohibido que personal no designado maneje el equipo. En general, las personas deben abandonar la máquina y detenerse.
La parte deslizante o giratoria debe lubricarse regularmente.
Método 8:
Lubrique y limpie la dobladora de tubos 10 minutos antes de trabajar cada día.
Cuando funcione por debajo de 5℃, preste atención al encharcamiento y no deje que se congele.
No coloque objetos magnéticos cerca del servomotor ni los golpee.
Cuando limpie la pantalla LCD, desconecte primero la alimentación y no la limpie con detergente líquido o vapor licuado.
No coloque la máquina en un lugar donde haya filtraciones de lluvia o humedad.
Resolución de problemas de la máquina curvadora de tubos
Si se detecta una fuga de aceite en el cilindro de aceite, confirme la necesidad de sustituir el anillo de estanqueidad.
Si la presión de la máquina es insuficiente, compruebe si el nivel de aceite del depósito es suficiente y si la temperatura del aceite es demasiado alta.
Cuando no se detecta el interruptor de proximidad, la pantalla mostrará la causa correspondiente del fallo. Utilice la información de avería mostrada para localizar el problema con fines de mantenimiento y solución de problemas.
En caso de ángulo impreciso, compruebe si el cilindro de la garra avanza y está en su sitio, o compruebe si la garra correspondiente es demasiado grande.
Si el servo no gira o el servomotor no avanza durante el funcionamiento, compruebe si hay un código de fallo en el servocontrolador. El fallo más común es una baja tensión momentánea. Si experimenta las condiciones anteriores, apague primero la fuente de alimentación principal y vuelva a encenderla después de 30 segundos. Si no se puede solucionar, notifíquelo a la empresa. No desmonte ni repare sin autorización, ya que será responsable de las consecuencias.
Si el ángulo de flexión no es correcto, compruebe si el tornillo de fijación del acoplamiento del codificador está flojo y si el extremo de flexión lenta tiene un ángulo de entrada.
Si alguna acción de la presión de aceite no responde, por favor, compruebe si la válvula solenoide correspondiente es anormal.
Los mejores fabricantes / proveedores de Máquina curvadora de tubos
¿Cómo elegir la máquina curvadora de tubos adecuada?
En primer lugar, hay que determinar el rango de diámetros de tubería del codo en función de la situación real de producción.
Algunas plantas de procesamiento de hardware utilizan dobladoras de tubos para diversos accesorios de tubería, pero cada dobladora de tubos tiene sus propias limitaciones, y su capacidad de doblado está limitada por sus propios parámetros.
En segundo lugar, es necesario determinar los parámetros de flexión del accesorio de tubería más grande que entra en el ámbito de flexión, incluyendo:
Material de los accesorios de tubería (tubo de acero, tubo de acero inoxidable, tubo de aluminio, etc.)
Sección de tubo (tubo redondo, tubo cuadrado, ángulo de hierro, etc.)
Diámetro exterior del tubo
Espesor de la pared del tubo
Radio de curvatura (referido al diámetro de paso del tubo) y otros parámetros.
Por último, facilite estos parámetros a los fabricantes. Normalmente, le recomendarán el modelo que necesita en función de sus parámetros.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Se ha preguntado alguna vez cómo se consiguen curvas y formas precisas en los intrincados tubos metálicos? Este artículo desvela los principales fabricantes de curvadoras de tubos y tuberías, mostrando sus innovadoras tecnologías...
Esta entrada del blog explora el fascinante mundo de las técnicas de curvado de tubos. Como ingeniero mecánico experimentado, compartiré mis conocimientos sobre los distintos métodos utilizados para dar forma a los tubos para diversas aplicaciones.....
¿Alguna vez se ha maravillado ante las elegantes curvas de una barandilla de acero inoxidable o las estilizadas líneas de una escultura metálica? Detrás de estos bellos diseños se esconde el arte y la ciencia...