
板金曲げの0°~180°曲げ許容範囲表
板金部品がどのように設計され、精密に製造されているのか、不思議に思ったことはありませんか?このブログ記事では、曲げ代の魅力的な世界に飛び込みます。
金属の曲げ加工で、なぜうまく曲がらないのか不思議に思ったことはありませんか?L曲げからZ曲げまで、これらの特殊な曲げをマスターすることは、金属加工において非常に重要です。この記事では、さまざまな曲げ技法のニュアンスを掘り下げ、よくある落とし穴を避け、精度を高めるための重要なヒントを提供します。正しい工具の選び方、各曲げの原理を理解し、完璧な結果を得るためのベストプラクティスを実践する方法を学びます。初心者にも熟練したプロにも最適なこのガイドは、あなたの金属加工が最高水準に達することを保証します。自信を持って曲げる準備はできましたか?続きを読む
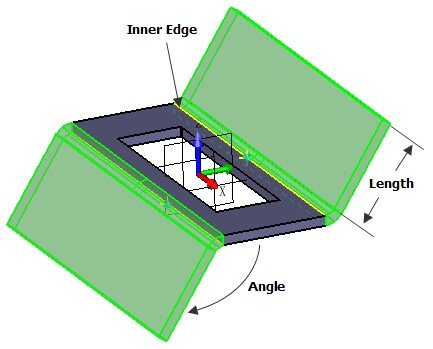
角度によって2つのカテゴリーに分けられる:90度ベンドと非90度ベンドである。
加工方法によって、一般加工(L>V/2)と特殊加工(L<V/2)に分けられる。
(1)2つのバックストップとワークの形状に基づく位置決めの原理に基づく。
(2) バックゲージを使用する場合は、たわみを考慮し、ワークの曲げ寸法の中心線に合わせることが重要である。
(3)小さなベンドは、逆位置決めで加工した方が効率が良い。
(4)体を傾けたときに浮き上がらないように、バックゲージを真ん中より下に置くことをお勧めします。
(5)バックゲージに近い位置が良い。
(6)ワークの長辺で傾けることを推奨する。
(7) 不規則な位置決めや斜辺の傾きを補助するために治具を使用することができる。
加工時には、位置決め方法と、さまざまな位置決め方法におけるバックストップ機構の動きに注意すること。
金型を取り付ける際は、曲げ加工時のワークの変形を防ぐため、金型を曲げ、バックストップ機構を後退させる必要がある。
大きなワークを内部で曲げる場合、形状が大きく曲げ面積が小さいため、ワークの位置決めや破損防止が難しい場合があります。これを避けるために、加工中に長手方向に位置決めポイントを追加することができます。2方向に加工するこの方法は、位置決めを容易にし、安全性を向上させ、ワークの損傷を防ぎ、生産効率を高めます。
N曲げは形状によって加工方法を使い分ける。曲げ加工の場合、内寸法は4mm以上でなければならず、X寸法サイズは金型形状によって制限される。材料寸法が4mm未満の場合は、特殊な加工方法を用いる必要がある。
(1) ワークが工具に干渉しないようにする。
(2) 傾斜角度が90度よりわずかに小さいことを確認する。
(3)特別な場合を除き、傾きには2つのバックストップ機構を使うのがベスト。
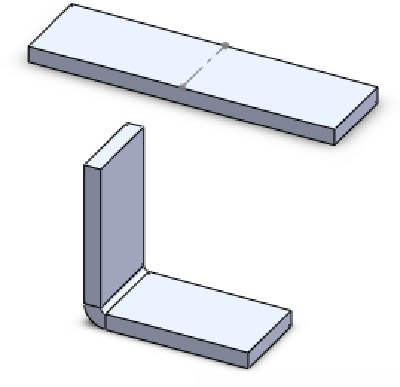
(1) L曲げ加工後の角度は、加工や位置決めを容易にするため、90度または90度よりわずかに小さい角度とする。
(2)2回目の曲げ加工では、ワークを加工面の中央に位置させる。

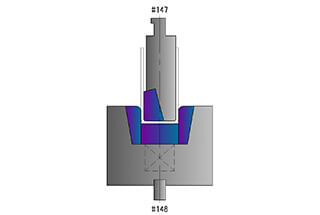
Z曲げはオフセット曲げとも呼ばれ、逆方向に曲げることを指す。角度は、斜辺と直線辺の差に基づいて分割される。曲げ加工の最小サイズは金型によって制限され、最大サイズは加工機の形状によって決まる。一般的に、Z曲げの内寸が板厚(T)の3.5倍以下の場合はオフセット金型を使用する。3.5T以上の場合は通常の加工方法となる。
(1) 傾斜が便利で、安定性が良い。
(2)リーニングポジションは一般的にL字屈曲と同じ。
(3) 2回目のリーニングの際、ワークピースは、(1)と(2)が同じ高さになるようにする。 下型.
(1)L曲げの加工角度は所定の位置になければならず、一般的には89.5度から90度が要求される。
(2) 引込み時のワークの変形に注意すること。
(3) 処理順序が正しいこと。
(4)特殊加工については、以下の方法がある:
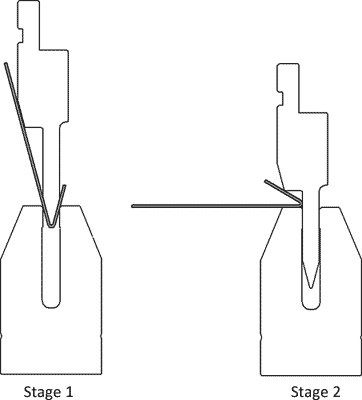
鋭角曲げとヘミングの加工工程は以下の通り:
材料の厚さの5~6倍を基準に、次のように選択する。 Vグルーヴ 下金型の幅、深さ30度。平坦化エッジの特定の条件に基づいて上型を選択します。
平らにする側は、両面の平行度に注意する。平らにする辺が長い場合は、まず曲げてから平らにすることをお勧めします。平らにする辺が短い場合は、パディング加工を行うことができる。
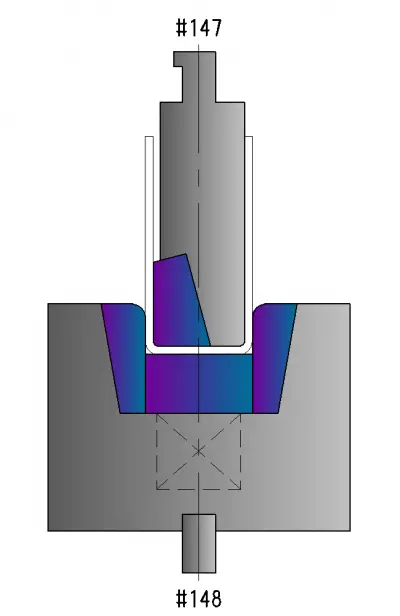
を使用している。 プレスブレーキ 通常、プレス・リベット金物には、凹金型、治具、その他の補助金型加工工具の使用が必要である。一般的な金物には、圧着ナット、スタッド、ねじ、その他が含まれる。
注意事項
ワークの形状を保護する必要がある場合は、回避加工を行う必要がある。
加工後、トルクを検査し、推力が基準を満たしていることを確認し、金具と被加工物が平らで密着していることを確認する。
曲げ加工やリベット打ちの後、金物を機械の横に押し付けるときは、加工を避け、金型とワークの平行度を保つことに注意する。
バルジングが発生した場合は、バルジングエッジにクラックがないこと、バルジングエッジがワークの表面より高くなっていないことを確認してください。
一般的な特殊金型の成形加工には以下のようなものがある:
小さなオフセット、フック、ドローブリッジ、ドローバッグ、スカッシュ、いくつかの不規則な形。
特殊な金型は一般的に、バックゲージのフィンガーやセルフポジショニングを使って位置決めする。
特殊な金型による加工で最も重要なのは、その機能や組み立て要件に影響がなく、外観が正常であることを確認することである。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。







