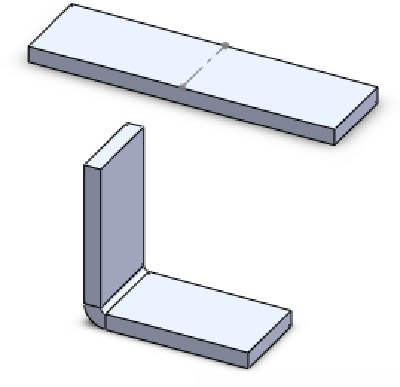
1. L-Kurve
Je nach Winkel kann man sie in zwei Kategorien einteilen: 90-Grad-Bögen und Nicht-90-Grad-Bögen.
Je nach Verarbeitungsmethode kann sie in zwei Kategorien unterteilt werden: allgemeine Verarbeitung (L > V/2) und spezielle Verarbeitung (L < V/2).
- Die Auswahl der Form sollte auf der Grundlage des Materials, der Blechdicke und des Umformwinkels erfolgen.
- Das Prinzip der Neigung:
(1) Basierend auf dem Prinzip der zwei Anschläge und der Positionierung auf der Grundlage der Form des Werkstücks.
(2) Bei der Verwendung eines Hinteranschlags ist es wichtig, die Durchbiegung zu berücksichtigen und sicherzustellen, dass er auf die Mittellinie der Biegegröße des Werkstücks ausgerichtet ist.
(3) Bei kleinen Biegungen ist es effizienter, sie in umgekehrter Positionierung zu bearbeiten.
(4) Es wird empfohlen, den Hinteranschlag unter die Mitte zu legen, um ein Anheben beim Anlehnen zu verhindern.
(5) Es ist besser, sich in der Nähe des Hinteranschlags zu befinden.
(6) Es wird empfohlen, sich mit der langen Seite des Werkstücks anzulehnen.
(7) Bei unregelmäßiger Positionierung und Hypotenusenneigung können Vorrichtungen verwendet werden.
- Vorsichtsmaßnahmen:
Achten Sie bei der Verarbeitung auf die Positionierungsmethode und die Bewegung des Rücklaufsperrenmechanismus bei verschiedenen Positionierungsmethoden.
Beim Einbau der Form sollte diese gebogen und die Rücklaufsperre zurückgezogen werden, um eine Verformung des Werkstücks während des Biegens zu verhindern.
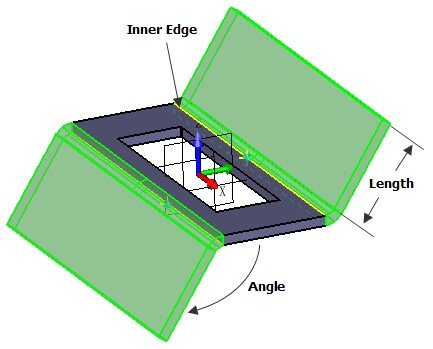
Beim Innenbiegen großer Werkstücke kann es aufgrund der größeren Form und des kleineren Biegebereichs schwierig sein, das Werkstück zu positionieren oder Beschädigungen zu vermeiden. Um dies zu vermeiden, kann während der Bearbeitung ein Positionierungspunkt in der Längsrichtung hinzugefügt werden. Diese Methode der Bearbeitung in zwei Richtungen erleichtert die Positionierung, verbessert die Sicherheit, verhindert Schäden am Werkstück und erhöht die Produktionseffizienz.
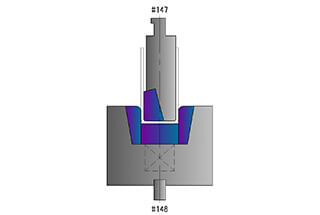
2. N-Kurve
Bei N-Biegungen sollten je nach Form unterschiedliche Verarbeitungsmethoden angewandt werden. Beim Biegen müssen die Innenabmessungen größer als 4 mm sein, und die Größe der X-Abmessungen wird durch die Form begrenzt. Wenn die Materialgröße weniger als 4 mm beträgt, sollten spezielle Verarbeitungsmethoden angewandt werden.
- Wählen Sie die Form auf der Grundlage der Materialstärke, der Größe, des Materials und der Biegewinkel.
- Das Prinzip der Neigung:
(1) Stellen Sie sicher, dass das Werkstück nicht mit den Werkzeugen in Berührung kommt.
(2) Stellen Sie sicher, dass der Neigungswinkel etwas weniger als 90 Grad beträgt.
(3) Es ist am besten, zwei Anlehnungsmechanismen zu verwenden, außer in besonderen Fällen.
- Vorsichtsmaßnahmen:
(1) Nach dem L-Biegen sollte der Winkel 90 Grad oder etwas weniger als 90 Grad betragen, um die Verarbeitung und Positionierung zu erleichtern.
(2) Bei der zweiten Biegebearbeitung sollte das Werkstück in der Mitte der Bearbeitungsfläche positioniert werden.
Z-Biegung, auch Offset-Biegung genannt, bezieht sich auf die Biegung in die entgegengesetzte Richtung. Der Winkel wird auf der Grundlage der Differenz zwischen der Hypotenuse und der geraden Kante geteilt. Die Mindestgröße des Biegeprozesses wird durch die Form begrenzt, und die maximale Größe wird durch die Form der Verarbeitungsmaschine bestimmt. Wenn die innere Größe der Z-Biegung weniger als das 3,5-fache der Dicke (T) beträgt, wird im Allgemeinen eine Offset-Matrize verwendet. Wenn sie größer als 3,5 T ist, wird die normale Verarbeitungsmethode angewandt.
- Das Prinzip der Neigung:
(1) Bequeme Anlehnposition und gute Stabilität.
(2) Die Schräglage ist im Allgemeinen die gleiche wie bei der L-Biegung.
(3) Beim zweiten Anlehnen sollte das Werkstück bündig mit dem Untergesenk.
- Vorsichtsmaßnahmen:
(1) Der Verarbeitungswinkel der L-Biegung muss vorhanden sein, und die allgemeine Anforderung ist 89,5 bis 90 Grad.
(2) Achten Sie beim Zurückziehen auf die Verformung des Werkstücks.
(3) Die Reihenfolge der Bearbeitung muss korrekt sein.
(4) Für die spezielle Verarbeitung können folgende Methoden verwendet werden:
- Mittellinien-Trennverfahren (exzentrische Bearbeitung)
- Kleine V-Bearbeitung (erhöhter Biegefaktor ist erforderlich)
- Einfache Formgebung
- Schleifen der unteren Form.
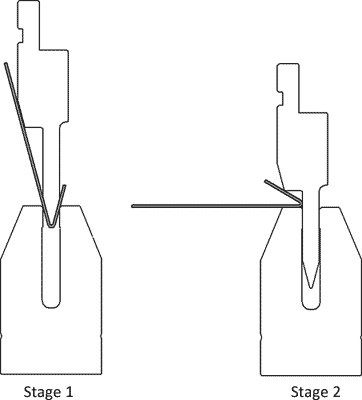
4. Akutes Biegen und Säumen
Die Bearbeitungsschritte beim Spitzbiegen und Säumen sind:
- Biegen Sie das Material zunächst bis zu einer Tiefe von etwa 35 Grad.
- Verwenden Sie dann eine Saumstempel um sie in eine flache und geschlossene Position zu bringen.
- Auswahl der Form:
Ausgehend von der 5- bis 6-fachen Materialstärke wählen Sie die V-Nut Breite der unteren Matrize mit einer Tiefe von 30 Grad. Wählen Sie die obere Matrize auf der Grundlage der spezifischen Bedingungen der Abflachungskante.
- Vorsichtsmaßnahmen:
Bei der Abflachung ist auf die Parallelität der beiden Seiten zu achten. Bei längeren Glättkanten wird empfohlen, zuerst zu biegen und dann zu glätten. Bei kürzeren Abflachungskanten kann eine Polsterung vorgenommen werden.
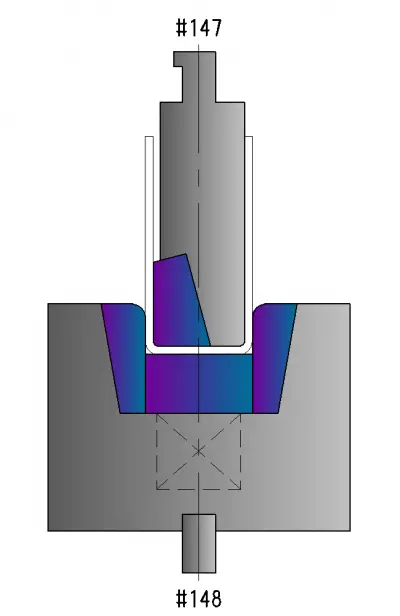
5. Presse Hardware
Die Verwendung eines Abkantpresse Die Herstellung von genieteten Beschlägen erfordert in der Regel den Einsatz von konkaven Formen, Vorrichtungen und anderen Hilfswerkzeugen für die Formverarbeitung. Zu den gängigen Beschlägen gehören Quetschmuttern, Bolzen, Schrauben und andere.
Vorsichtsmaßnahmen:
Wenn die Form des Werkstücks geschützt werden muss, muss eine Ausweichbearbeitung durchgeführt werden.
Prüfen Sie nach der Bearbeitung das Drehmoment, vergewissern Sie sich, dass die Schubkraft der Norm entspricht, und stellen Sie sicher, dass die Beschläge und das Werkstück eben und dicht sind.
Achten Sie beim Anpressen der Beschläge an die Maschine nach dem Biegen und Nieten darauf, dass eine Bearbeitung vermieden wird und die Parallelität zwischen Form und Werkstück erhalten bleibt.
Wenn eine Wölbung auftritt, vergewissern Sie sich, dass keine Risse an der Wölbungskante vorhanden sind und dass die Wölbungskante nicht höher als die Oberfläche des Werkstücks ist.
Die Verarbeitung von allgemeinen Sonderformen umfasst:
Kleine Versatzstücke, Haken, Ziehbrücken, Ziehbeutel, Kürbisse und einige unregelmäßige Formen.
Spezialformen werden im Allgemeinen mit Hilfe von Hinteranschlagfingern oder durch Selbstpositionierung positioniert.
Das Wichtigste bei der Verarbeitung mit Sonderformen ist, dass ihre Funktionen und Montageanforderungen nicht beeinträchtigt werden und ihr Aussehen normal ist.