
مخطط بدل الانحناء من 0 درجة إلى 180 درجة لثني الصفائح المعدنية
هل تساءلت يومًا كيف يتم تصميم أجزاء الصفائح المعدنية وتصنيعها بدقة؟ في منشور المدونة هذا، سوف نغوص في عالم بدل الانحناء الرائع - وهو أمر بالغ الأهمية...
هل تساءلت يومًا عن سبب عدم ملاءمة بعض الانحناءات المعدنية؟ من الانحناءات على شكل حرف L إلى الانحناءات على شكل حرف Z، يعد إتقان هذه الانحناءات الخاصة أمرًا بالغ الأهمية في تشغيل المعادن. تتعمق هذه المقالة في الفروق الدقيقة في تقنيات الثني المختلفة، وتقدم نصائح أساسية لتجنب المزالق الشائعة وتعزيز الدقة. ستتعلم كيفية اختيار الأدوات المناسبة، وفهم المبادئ الكامنة وراء كل انحناء، وتطبيق أفضل الممارسات للحصول على نتائج خالية من العيوب. يُعد هذا الدليل مثاليًا للمبتدئين والمحترفين المتمرسين على حد سواء، حيث يضمن لك هذا الدليل أن أعمالك المعدنية ترقى إلى أعلى المعايير. هل أنت مستعد للثني بكل ثقة؟ تابع القراءة!
وفقًا للزاوية، يمكن تقسيمها إلى فئتين: انحناءات بزاوية 90 درجة وانحناءات غير 90 درجة.
وفقًا لطريقة المعالجة، يمكن تقسيمها إلى فئتين: المعالجة العامة (L > V/2) والمعالجة الخاصة (L < V/2).
(1) استنادًا إلى مبدأ الدعامتين الخلفيتين وتحديد المواقع بناءً على شكل قطعة العمل.
(2) عند استخدام مقياس خلفي، من المهم مراعاة الانحراف والتأكد من محاذاة الانحراف مع الخط المركزي لحجم ثني قطعة العمل.
(3) بالنسبة للانحناءات الصغيرة، من الأكثر كفاءة معالجتها في وضع عكسي.
(4) يوصى بوضع المقياس الخلفي تحت الوسط لمنع الرفع عند الاتكاء.
(5) من الأفضل أن تكون قريبة من المقياس الخلفي.
(6) يوصى بالميل مع الجانب الطويل من قطعة العمل.
(7) يمكن استخدام الرقصات للمساعدة في التموضع غير المنتظم وميل الوتر.
عند المعالجة، انتبه إلى طريقة التموضع وحركة آلية الدعم في طرق التموضع المختلفة.
عند تركيب القالب، يجب أن يكون القالب مثنيًا ويجب سحب آلية الدعم لمنع تشوه قطعة العمل أثناء الثني.
عند ثني قطع الشُّغْلَة الكبيرة داخليًا، قد يكون من الصعب تحديد موضع الشُّغْلَة أو منع التلف بسبب الشكل الأكبر ومساحة الثني الأصغر. لتجنب ذلك، يمكن إضافة نقطة تموضع في الاتجاه الطولي أثناء المعالجة. تعمل طريقة المعالجة في اتجاهين على تسهيل التموضع وتحسين السلامة ومنع تلف قطعة العمل وزيادة كفاءة الإنتاج.
يجب أن تستخدم الانحناءات N طرق معالجة مختلفة بناءً على الشكل. عند الانحناء، يجب أن تكون الأبعاد الداخلية أكبر من 4 مم، ويكون حجم البعد X محدودًا بشكل القالب. إذا كان حجم المادة أقل من 4 مم، فيجب استخدام طرق معالجة خاصة.
(1) تأكد من أن قطعة العمل لا تتداخل مع الأدوات.
(2) تأكد من أن زاوية الميل أقل قليلاً من 90 درجة.
(3) من الأفضل استخدام آليتي دعم للاتكاء، إلا في حالات خاصة.
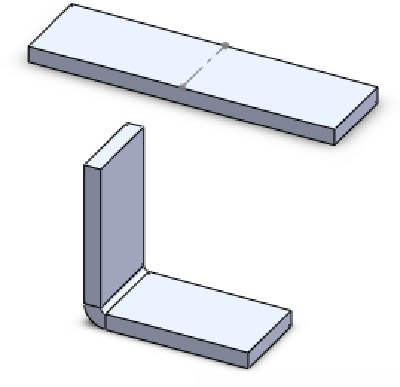
(1) بعد الانحناء على شكل حرف L، يجب أن تكون الزاوية 90 درجة أو أقل قليلاً من 90 درجة لتسهيل المعالجة وتحديد المواقع.
(2) أثناء معالجة الانحناء الثاني، يجب وضع قطعة العمل في وسط سطح المعالجة.

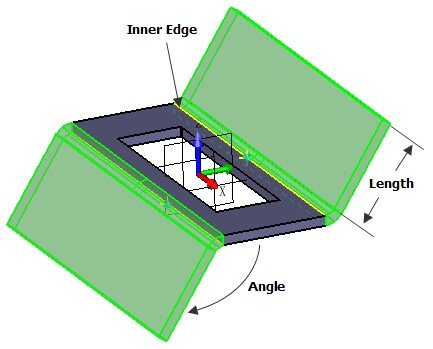
يشير الانحناء على شكل Z، المعروف أيضًا باسم الانحناء الإزاحي، إلى الانحناء في الاتجاه المعاكس. يتم تقسيم الزاوية على أساس الفرق بين الوتر والحافة المستقيمة. يتم تحديد الحد الأدنى لحجم عملية الانحناء بواسطة القالب، ويتم تحديد الحجم الأقصى من خلال شكل آلة المعالجة. بشكل عام، عندما يكون الحجم الداخلي للثني على شكل حرف Z أقل من 3.5 أضعاف السُمك (T)، يتم استخدام قالب الإزاحة. عندما يكون أكبر من 3.5T، يتم تطبيق طريقة المعالجة العادية.
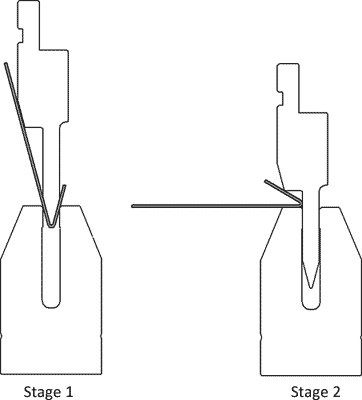
(1) وضعية ميل مريحة وثبات جيد.
(2) وضع الميل هو نفسه وضع الانحناء بشكل عام.
(3) أثناء الميل الثاني، يجب أن تكون قطعة العمل مائلة مع القالب السفلي.
(1) يجب أن تكون زاوية معالجة الانحناء L في مكانها، والمتطلب العام هو 89.5 إلى 90 درجة.
(2) انتبه إلى تشوه قطعة العمل عند التراجع.
(3) يجب أن يكون ترتيب المعالجة صحيحًا.
(4) للمعالجة الخاصة، يمكن استخدام الطرق التالية:
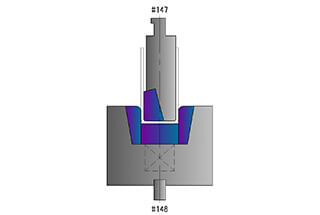
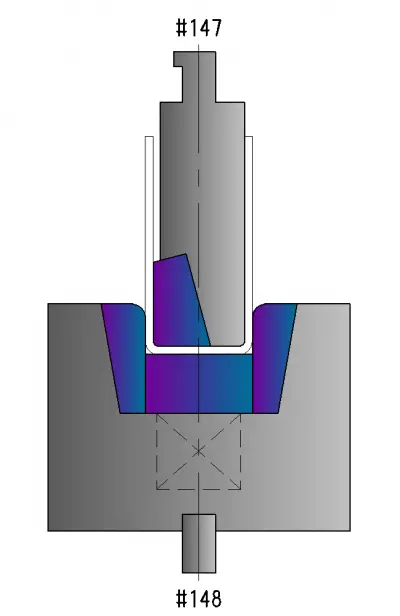
خطوات المعالجة للثني الحاد والتطويق هي:
بناءً على 5 إلى 6 أضعاف سمك المادة، حدد الأخدود الخامس عرض القالب السفلي بعمق 30 درجة. اختر القالب العلوي بناءً على الشروط المحددة لحافة التسطيح.
يجب أن ينتبه جانب التسطيح إلى توازي كلا الجانبين. بالنسبة لحواف التسطيح الأطول، يوصى بالثني أولاً ثم التسطيح. بالنسبة لحواف التسطيح الأقصر، يمكن استخدام معالجة الحشو.
استخدام مكابح الضغط يتطلب عادةً استخدام القوالب المقعرة والتركيبات وغيرها من أدوات معالجة القوالب المساعدة الأخرى. تشمل عناصر الأجهزة الشائعة الصواميل المجعدة والمسامير والبراغي وغيرها.
الاحتياطات:
عند الحاجة إلى حماية شكل قطعة العمل، يجب إجراء معالجة التجنب.
بعد المعالجة، افحص عزم الدوران، وتحقق من أن قوة الدفع تفي بالمعيار، وتأكد من أن الأجهزة وقطعة العمل مسطحة ومتقاربة.
عند الضغط على الجهاز بجانب الماكينة بعد الثني والتثبيت، انتبه إلى تجنب المعالجة والحفاظ على التوازي بين القالب وقطعة العمل.
في حالة حدوث انتفاخ، تأكد من عدم وجود شقوق على الحافة المنتفخة، وأن الحافة المنتفخة ليست أعلى من سطح قطعة العمل.
تشمل معالجة تشكيل القوالب الخاصة العامة ما يلي:
الإزاحات الصغيرة، والخطافات، وجسور السحب، وأكياس السحب، والسكواتش، وبعض الأشكال غير المنتظمة.
عادةً ما يتم وضع القوالب الخاصة باستخدام أصابع المقياس الخلفي أو الوضع الذاتي.
إن أهم جانب من جوانب المعالجة بالقوالب الخاصة هو التأكد من عدم تأثر وظائفها ومتطلبات التجميع وأن يكون مظهرها طبيعيًا.

بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.







