Сравнение эффективности лазерной резки: Воздух vs Кислород vs Азот
Как различные газы могут повлиять на эффективность лазерной резки? В этой статье рассматриваются характеристики воздуха, кислорода и азота в качестве газов для резки, сравнивается их воздействие на различные металлы. Вы узнаете, какой газ обеспечивает наилучшую скорость, качество и экономическую эффективность для конкретных задач. Понимая эти различия, вы сможете оптимизировать процесс лазерной резки, чтобы улучшить результаты производства и снизить затраты.
Воздух, важнейший "газ жизни", которым мы дышим ежедневно, состоит примерно из 78% азота, 21% кислорода, 0,93% аргона, 0,04% углекислого газа и следовых количеств других газов, включая неон, гелий, метан и водород. Водяной пар, хотя и непостоянный, может составлять до 4% атмосферы во влажных условиях.
Теперь давайте рассмотрим преимущества воздушной резки в процессе лазерной резки.
Принцип воздушной резки
Принцип резки воздухом очень похож на принцип резки азотом в процессах лазерной резки. Лазерная энергия используется для расплавления металла, а газ высокого давления - для удаления расплавленного материала из пропила. В ходе этого процесса некоторые металлические вещества могут подвергаться окислению или сгоранию, что приводит к образованию оксидов металла на поверхности реза. К распространенным оксидам относятся серый твердый глинозем (Al2O3), черный твердый магнетит (Fe3O4), и оксид меди(II) (CuO).
Воздух, повсеместно присутствующий в атмосфере, можно использовать для резки, пройдя ряд подготовительных этапов. Сначала он сжимается в резервуаре для хранения воздуха, затем подвергается процессам фильтрации, охлаждения и сушки для удаления загрязняющих веществ, таких как влага и масло. В результате такой обработки воздух становится пригодным для операций резки. Естественный состав воздуха, содержащий примерно 21% кислорода, частично компенсирует отсутствие чистого кислорода или азота в процессе резки.
Теоретически воздушная резка может быть применена к любому металлическому материалу, который может быть расплавлен лазерной энергией. Однако эффективность и качество резки могут варьироваться в зависимости от таких факторов, как толщина материала, теплопроводность и конкретные параметры используемого лазера. Присутствие кислорода в воздухе может приводить к экзотермическим реакциям с некоторыми металлами, что потенциально повышает скорость резки, но также влияет на качество кромки реза и окисление поверхности.
Метод воздушной резки является экономически выгодной альтернативой использованию чистых газов, что делает его особенно подходящим для некритичных областей применения или материалов, менее склонных к окислению. Однако для прецизионной резки или при работе с высокореактивными металлами могут быть предпочтительны другие вспомогательные газы, такие как азот или аргон, для минимизации окисления и достижения превосходного качества кромки.
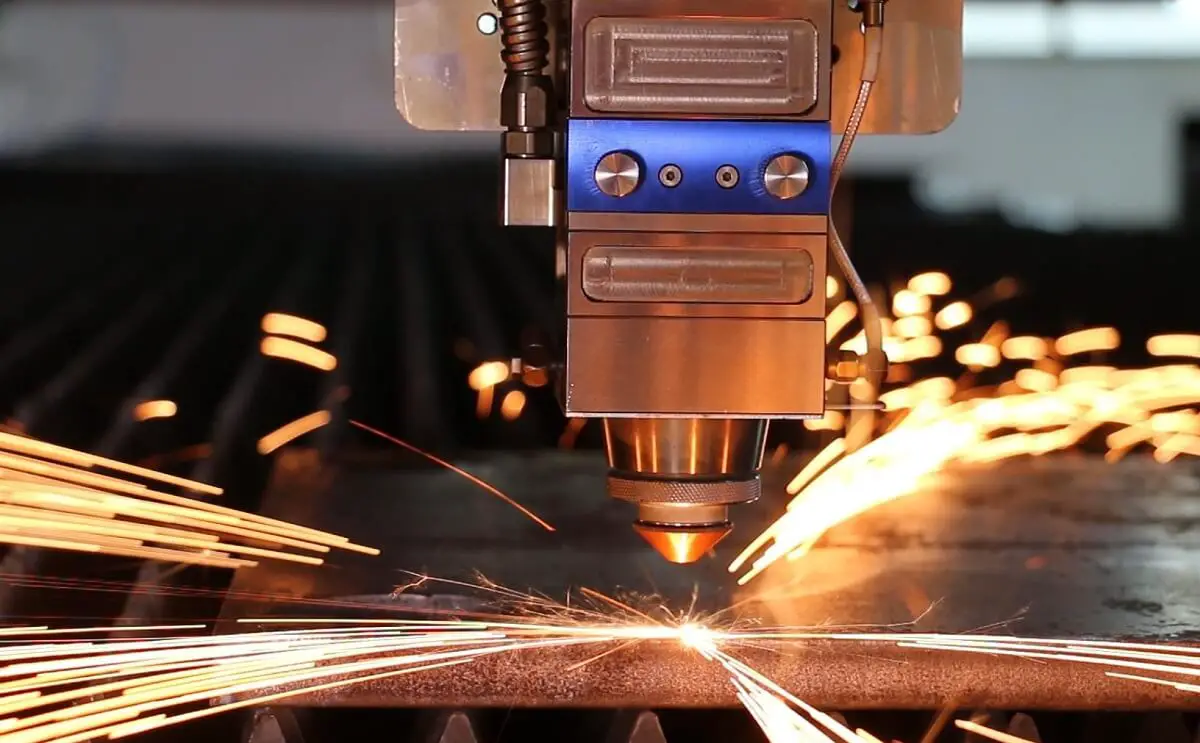
Оценка производительности резки пластин из нержавеющей стали, углеродистой стали и алюминиевых сплавов с помощью станка мощностью 6 кВт. лазерная резка станок с воздухом и азотом/кислородом в качестве режущих газов.
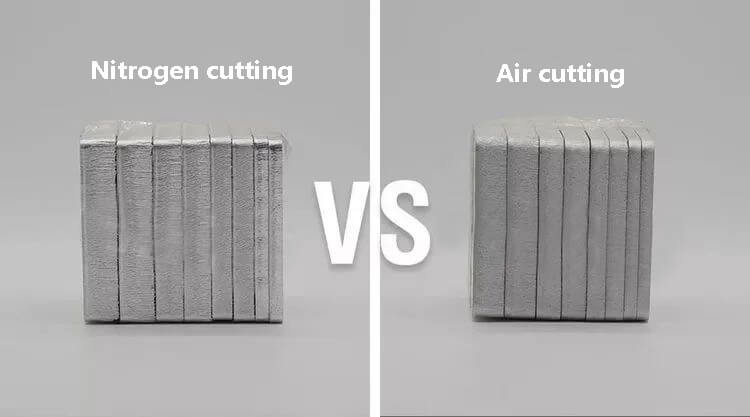
⊙ Сравнение влияния азота и воздуха на режущую часть
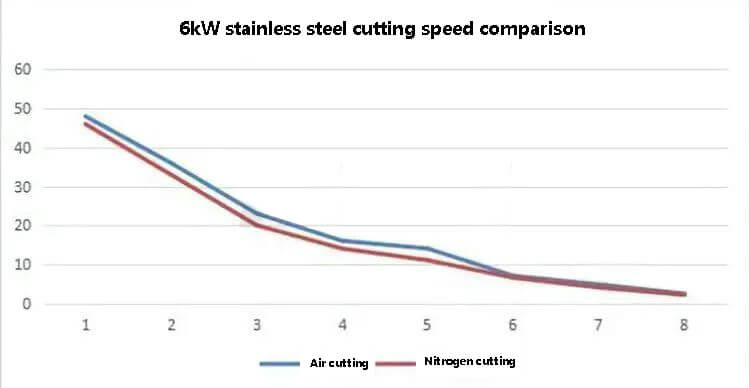
⊙ Сравнение скорости резки азотом и воздухом
Анализ эффектов:
На рисунке выше показаны результаты резки нержавеющей стали толщиной от 10 мм до 4 мм, расположенные в таком порядке.
По сравнению с азотной резкой, срез, полученный с помощью воздуха, выглядит темнее, но в нем нет шлака. После полировки срезанный участок также приобретает более яркий вид.
По скорости воздушная резка нержавеющей стали немного быстрее азотной, но разница невелика.
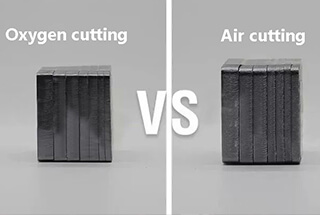
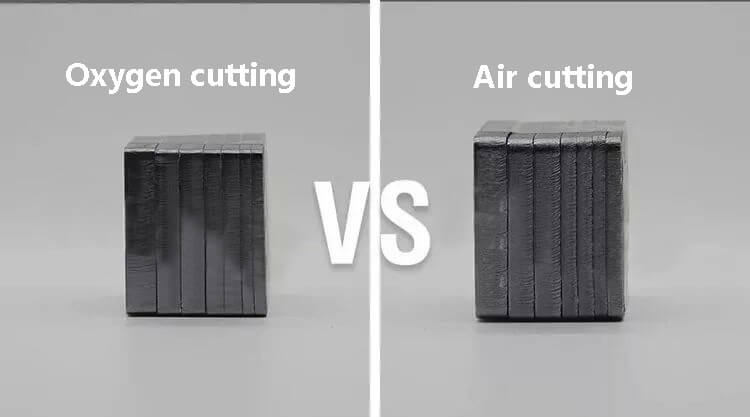
Эксперимент 2: сравнение кислородной и воздушной резки углеродистой стали
⊙ Сравнение эффектов кислородной и воздушной резки
⊙ Сравнение скорости воздушной и кислородной резки
Анализ эффектов:
На рисунке выше показаны результаты резки углеродистой стали толщиной от 10 мм до 3 мм, расположенные в таком порядке.
По сравнению с кислородной резкой углеродистая сталь толщиной 8 мм имеет незначительный остаток шлака, а углеродистая сталь толщиной 10 мм имеет более сильный остаток шлака.
Поэтому воздушная резка не рекомендуется для резки листов углеродистой стали толщиной более 10 мм.
Эксперимент 3: сравнение азота и воздуха резка алюминия сплав
⊙ Сравнение влияния азота и воздуха на режущую часть
⊙ Сравнение скорости резки азотом и воздухом
Анализ эффектов:
На рисунке выше показаны результаты резки с 10 мм до 3 мм. алюминиевые пластиныВ таком порядке.
По сравнению с азотной резкой воздушная резка дает более тонкое сечение и меньшее количество шлаковых остатков.
По скорости воздушная резка алюминиевых пластин немного быстрее азотной, но разница невелика.
Резюме
Были проведены эксперименты по оценке производительности и эффективности резки воздухом и азотом/кислородом на различных материалах и толщинах листов.
Комплексная оценка показала, что воздушная резка является экономически эффективным вариантом для применения в областях с менее жесткими требованиями. Использование воздуха в качестве вспомогательного газа для резки позволяет значительно снизить производственные затраты по сравнению с азотом или кислородом.
Однако при выборе воздушной резки необходимо учитывать следующие соображения:
1. Качество воздуха: Сжатый воздух должен быть тщательно обработан для обеспечения оптимальной производительности резки. Такая обработка должна включать:
Холодная сушка для достижения точки росы под давлением в диапазоне 3-8°C
Многоступенчатый процесс обезжиривания
Фильтрация для достижения содержания жидкого масла ≤0,003 ppm и парообразного масла ≤0,003 ppm
Применение специализированных фильтров, предназначенных для удаления газообразных загрязнений масла
2. Техническое обслуживание: Необходимо проводить регулярное и тщательное техническое обслуживание системы очистки воздуха, включая:
Обслуживание воздушных компрессоров
Проверка и обслуживание холодильных сушилок
Своевременная замена фильтра
Пренебрежение этими процедурами обслуживания может привести к:
Загрязнение газопровода водой и нефтью
Запотевание защитной линзы, ухудшающее качество резки
Потенциальное повреждение группы внутренних зеркал из-за повышенной температуры, вызванной взаимодействием мощных лучей
3. Оптимизация процесса: Чтобы определить наиболее экономически эффективное решение для резки, соответствующее конкретным производственным требованиям, производители должны рассмотреть:
Эффективность резки (например, скорость резки, время прокола)
Эксплуатационные расходы (включая потребление газа и техническое обслуживание)
Качество резки (например, шероховатость кромок, образование окалины и зона термического влияния)
Учет специфики материала (например, чувствительность к окислению, диапазон толщины)
Тщательно оценивая эти факторы и сопоставляя их с производственными потребностями, производители могут добиться более высокого качества продукции при оптимизации затрат. Такой подход гарантирует, что выбранный метод резки не только соответствует техническим характеристикам, но и согласуется с общей эффективностью производства и экономическими соображениями.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель компании MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь сталкивались с проблемой выбора подходящего сопла для лазерной резки? Выбор оптимальной насадки имеет решающее значение для получения чистых, точных срезов и максимальной эффективности. В этом...
Вы когда-нибудь задумывались, как устроен станок для лазерной резки? В этой статье мы подробно рассмотрим внутреннее устройство этих высокоточных станков, которые произвели революцию в...
Вы когда-нибудь задумывались, как лазер может разрезать металл, словно горячий нож масло? В этой увлекательной статье мы рассмотрим научные основы технологии резки волоконным лазером.....
Вам интересно узнать о передовой технологии, совершившей революцию в производстве? В этом блоге мы погрузимся в мир станков для лазерной резки, изучим их преимущества и ведущих производителей, доминирующих...
Представьте себе катастрофические последствия пренебрежения техническим обслуживанием станков лазерной резки. Не позволяйте своему бизнесу стать жертвой дорогостоящих простоев и ремонтов! В этой статье мы рассмотрим основные...
Лазерная резка произвела революцию в производстве, но даже самые современные станки сталкиваются с проблемами. В этом блоге мы рассмотрим распространенные проблемы, с которыми сталкиваются станки для лазерной резки пластин, и предоставим пошаговую...
Заинтригованы искусством лазерной резки? В этой статье блога вы узнаете о критических параметрах, от которых зависит качество и эффективность резки. Откройте для себя инсайдерские советы от опытных механиков...
Вам интересно узнать о возможностях лазерной резки? В этом подробном руководстве мы погрузимся в мир скоростей и толщин лазерной резки для различных металлов. Наш эксперт, инженер-механик, расскажет...
Почему качество лазерной резки различается при одинаковом оборудовании и параметрах? В этой статье мы рассмотрим, как состав пластин из углеродистой стали влияет на результаты резки. Исследуя...