В последние годы лазерные технологии приобретают все большее значение в промышленном производстве. Развитие обрабатывающей промышленности в направлении высокотехнологичных, интеллектуальных процессов преобразования привело к тому, что традиционные технологии обработки не могут удовлетворить требования рынка по повышению эффективности и точности производства продукции.
Лазерные технологии, отличающиеся высокой эффективностью, низким потреблением, минимальной деформацией материала и адаптируемостью к объекту обработки, все активнее внедряются во все сферы промышленного производства и становятся незаменимым инструментом в высокотехнологичном производстве.
В последние годы лазерная промышленность стремительно развивается, улучшается стабильность и увеличивается мощность. Выпуск волоконных лазеров мощностью 10 000 ватт и оборудования для обработки стал обычным явлением, и подобные новости появляются один или два раза в месяц.
Мы не можем не задаться вопросом, почему все настаивают на волоконных лазерах мощностью 10 000+ ватт и всегда ли большая мощность лучше для волоконных лазеров. Мы также задаемся вопросом о размере мощных лазеров. волоконный лазер рынок и доступные технические решения.
Чтобы лучше понять рынок, мы провели интервью с представителями компаний, входящих в цепочку производства волоконных лазеров, в том числе с теми, кто уже выпустил волоконные лазеры мощностью 10 000 Вт, теми, кто планирует это сделать, и с теми, кто уже выпустил волоконные лазеры. производители лазеров и производители оборудования для переработки и сбыта. Наша цель - быть всеобъемлющей и объективной.
В ходе нашего месячного исследования мы посетили нескольких производителей волоконных лазеров, производителей оборудования, технических экспертов в области волоконных лазеров и экспертов рынка. Наши выводы свидетельствуют о том, что современное состояние мощных волоконных лазеров еще далеко не достигнуто.
Примечание: В этой статье под мощными волоконными лазерами подразумеваются лазеры с мощностью 10 000+ Вт, если не указано иное.
Сайт лазерная резка рынок доминирует среди множества промышленных применений, и волоконные лазеры становятся все более популярными. С ростом спроса на обработку листов средней толщины, мощные станки лазерной резки с очевидными преимуществами становятся новыми фаворитами рынка.
По сравнению со станками лазерной резки малой и средней мощности, станки лазерной резки высокой мощности более эффективны для обработки листов одинаковой толщины. Значительное увеличение мощности также привело к революционному обновлению процесса резки, снижению стоимости обработки для пользователей и решению основных проблем, таких как "нестабильное производство толстых листов углеродистой стали".
В 2017 году ведущие производители лазерного оборудования таких как Hans'laser запустила оборудование для лазерной резки 12KW и достигла небольших поставок. В 2018 году станки для лазерной резки мощностью 12 кВт заняли видное место на крупных выставках, а после того, как Hans'laser запустила лазер 15 кВт режущего оборудования, другие производители последовали их примеру и выпустили свои собственные продукты мощностью 15 кВт. В 2019 году компания Hans'laser снова обновила предельную мощность, выпустив модель 20 кВт. волоконно-лазерная резка машина для конечного рынка.
Волоконные лазеры также постепенно преодолели предел мощности, и сейчас на рынке доступны волоконные лазеры самой высокой мощности - 30 КВт. Мощность увеличилась с 12 кВт до 20 кВт, 25 кВт и выше.
В чем сложность 10 000+ватт оборудование?
Функциональные компоненты стали основным ограничением. Несмотря на быстрое развитие мощных лазерных приложений, стабильность функциональных компонентов сдерживает развитие сверхмощного оборудования для лазерной резки. Рост мощности режущей головки отстает от роста мощности лазера и станок лазерной резки мощность.
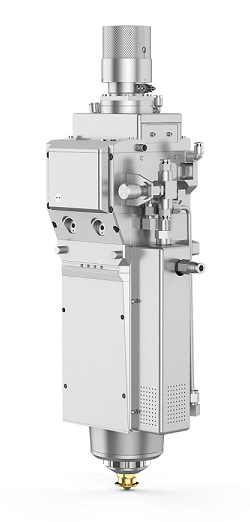
Основные компоненты головка лазерной резки это сопла, фокусирующие линзы и системы слежения за фокусировкой.
Форсунки
Насадки являются наиболее часто используемыми расходными материалами в станок для лазерной резки волокна Инструменты бывают трех основных типов: параллельные, сходящиеся и конические. Качество резки тесно связано с формой и размером сопла.
Фокусирующая линза
Фокусирующая линза является основным компонентом режущей головки. Световой луч, испускаемый лазером, фокусируется линзой для формирования пятна с высокой плотностью энергии.
С ростом рыночного спроса на мощные лазеры фокусная глубина и фокусное пятно традиционных линз ограничены. Увеличение фокусной глубины приведет к увеличению размера фокусного пятна, что не сможет удовлетворить требования лазерная обработка во многих случаях. В результате растет спрос на фокусировочные объективы с большой глубиной фокуса и высоким разрешением.
Как фокусное расстояние, так и положение фокусирующей линзы влияют на качество лазерной резки. Линзы с коротким фокусным расстоянием подходят для высокоскоростной резки тонких материалов, а линзы с длинным фокусным расстоянием - для резки толстых заготовок.
Система слежения за фокусом
Система слежения за фокусом станка лазерной резки обычно состоит из фокусирующей режущей головки и системы датчиков слежения. Во время обработки на станке лазерной резки система слежения предотвращает столкновения и неравномерную резку, быстро обрабатывает графику и снижает количество бракованных изделий.
В настоящее время существует два основных типа систем слежения: система слежения с емкостным датчиком, также известная как бесконтактная система слежения, и система слежения с индуктивным датчиком, также известная как контактная система слежения.
В настоящее время компания Precitec доминирует на отечественном рынке мощных режущих головок. Большинство станков лазерной резки мощностью свыше 10 000 Вт оснащены режущими головками Precitec. В свете этого некоторые китайские производители лазеров и оборудования пытаются наверстать упущенное и увеличивают инвестиции в НИОКР по созданию режущих головок для обеспечения стабильной работы мощного лазерного оборудования. Они достигли определенных результатов: некоторые компании выпустили режущие головки, способные выдерживать сверхвысокую мощность 15 кВт, и достигли массового производства. Технология режущих головок мощностью 30 кВт также совершила прорыв.
В чем сложность мощной режущей головки?
По словам старшего научного сотрудника, имеющего большой опыт в области исследований волоконных лазеров, для получения большей мощности волоконного лазера, например 10 000-ваттного, эффективным методом является объединение нескольких волоконных лазеров средней мощности. Ключевым компонентом в этом процессе является волоконный сумматор.
Таким образом, устройство объединения лучей, технология терморегулирования в устройстве объединения лучей и качество выходного луча после устройства объединения лучей имеют решающее значение для высококачественных мощных волоконных лазеров в современной промышленности. Большинство новых приложений, в которых используются мощные волоконные лазеры, требуют высокого качества луча. Эти три аспекта можно сравнить, чтобы определить стабильность, надежность и технологический прогресс конкретного мощного волоконного лазера.
В военной области волоконные лазеры в основном используют спектральное объединение лучей для достижения высокой мощности, но в промышленной области в Китае не было технологических инноваций, и объединение лучей по-прежнему достигается в основном за счет использования нескольких одиночных волоконных модулей. Например, несколько модулей мощностью 2000 и 3000 Вт используются для объединения лучей, чтобы получить волоконный лазер мощностью 10 000 Вт.
Высокая мощность комбинированного луча сходится в лучевом устройстве, и если лучевое устройство не способно выдержать такую высокую мощность, оно может перегореть. Комбинатор высокой мощности в основном импортируется из-за рубежа, и лишь немногие отечественные производители могут его изготовить. В дополнение к техническому разрыву между отечественными и зарубежными волоконными лазерами, мощные волоконные лазерные продукты, которые поддерживают головка лазерной резки также предъявляют более высокие требования.
Например, при использовании волоконного лазера в качестве источника света для станка лазерной резки лазер должен соответствовать режущей головке. Однако отечественных производителей мощных головок для лазерной резки, которые требуют высокой общей стабильности оборудования и представляют собой высший уровень отрасли, немного. По словам инсайдеров отрасли, отечественные режущие головки в основном используются для маломощных согласующих режущих головок, в то время как зарубежные режущие головки в основном используются для мощных лазеров свыше 6000 Вт.
Для мощной лазерной резки стабильность режущей головки является основной проблемой. Трудности, связанные с режущей головкой, в основном отражаются в методах нанесения покрытия на линзы, конструкции оптического тракта, системе охлаждения и позиционировании двигателя.
Покрытие объектива методы
Самой большой проблемой для мощных режущих головок является линза. Поскольку мощность лазера увеличивается, так же как и плотность мощности линзы. Для обеспечения стабильности мощных режущих головок линза представляет собой самую большую трудность.
Некоторые компании преодолели эту проблему, совершив прорыв в технологии покрытия линз. В настоящее время представленные на рынке режущие головки могут стабильно работать с мощностью 15 кВт.
Оптический путь дизайн
После объектива еще одной важной задачей является оптическая конструкция. Режим масштабирования мощной режущей головки - это в основном масштабирование коллиматорной линзы, что отличается от традиционной маломощной режущей головки, в которой используется масштабирование фокусирующей линзы. Для мощных лазерных головок, если коллиматор перемещается ближе к волокну, плотность мощности увеличивается.
Система охлаждения
Помимо процесса нанесения покрытия на линзы и проектирования оптического тракта, сложными проблемами в мощных режущих головках являются системы охлаждения и контроль точности двигателя режущей головки. Во время резка пластинУвеличение мощности лазера дает больше энергии и повышает вероятность повышения температуры в линзе и режущем сопле. Охлаждение должно быть обеспечено с помощью водяного охлаждения или других методов охлаждения.
Позиционирование двигателя
Для управления двигателем применяются методы обратной связи, позволяющие корректировать его положение с помощью обратной связи, что обеспечивает более точное позиционирование и высокую скорость реакции при фокусировке.
Чем выше мощность, тем лучше?
Мощные волоконные лазеры в основном используются для лазерной резки и сварки в промышленности. Убеждение, что чем выше мощность, тем лучше, преобладает среди многих опрошенных нами лазерных компаний, которые ввели понятие "предельная мощность". Они считают, что для применение лазерной резкиНо существует предел мощности процесса резки, за которым качество и скорость резки уже не улучшаются. В некоторых случаях переход на другие лазеры, такие как эксимерные или CO2-лазеры, может быть более экономически эффективным.
Эти компании, как правило, считают, что для промышленного рынка, 6 кВт может удовлетворить более 95% резки спрос, и волоконные лазеры с более чем 6 кВт являются небольшой рынок в области резки. Появление 12 кВт, 20 кВт и 30 кВт волоконно-лазерного оборудования для резки только демонстрирует спрос на мощное лазерное оборудование на рынке, но это специфическое требование для небольшого диапазона и нет необходимости в крупномасштабном применении. Таким образом, мощные волоконные лазеры рассматриваются как направление развития, пока волоконные лазеры не преодолели отметку в 10 000 Вт.
Однако при обработке специальных материалов, трудно поддающихся резке, маломощные лазеры работают медленно, и эффект резки получается слабым. Для обработки материалов с высоким коэффициентом отражения также требуется более высокая энергия, поэтому здесь используются лазеры мощностью 10 000 Вт. Производители лазерного оборудования сообщают, что мощные лазеры в основном используются на рынке обработки, а спрос со стороны корпоративных клиентов на рынке обработки в основном на лазеры мощностью 6 000-8 000 Вт. Емкость всего рынка тесно связана с макроэкономикой страны.
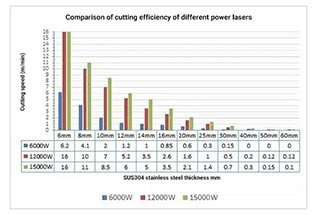
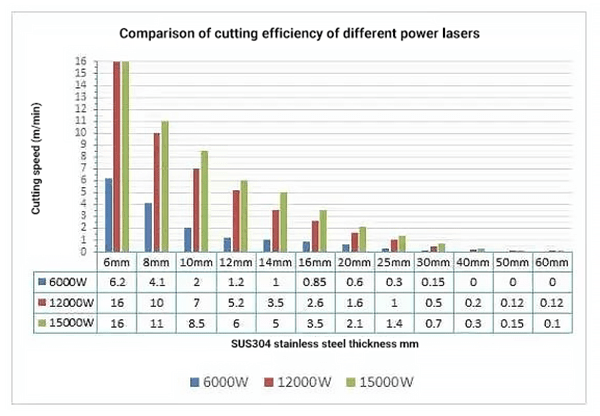
Резка нержавеющей стали - эффективность до 400%
Резка углеродистой стали - hВысокоскоростная резка средних и тонких пластин воздухом вместо кислорода
Согласно рисунку выше, предельная мощность резки блестящей поверхности углеродистой стали определяется толщиной листа. Если фактическая мощность меньше предельной, скорость резания будет расти по мере увеличения мощности. Однако если фактическая мощность больше предельной, скорость резки останется неизменной и не улучшится даже при увеличении мощности. Эффект резания также не изменится.
Большинство производителей лазеров по-прежнему рассматривают 3000-8000 Вт как основную область конкуренции на рынке, несмотря на наличие технологий и прототипов 10 000-ваттных лазеров. Это основано на ограниченной мощности промышленной обработки.
Однако существует и другая точка зрения, согласно которой чем выше мощность, будь то мгновенная или средняя, тем лучше обрабатывающие возможности лазера как инструмента и источника тепла в лазерной обработке. Это было доказано применением волоконных лазеров мощностью 15 кВт/20 кВт для сверхмощной обработки и термообработки, которые показали лучшие результаты по сравнению с волоконными лазерами мощностью 6000 Вт.
Современные изделия мощностью 10 000 Вт могут эффективно разрезать средние и толстые пластинынапример, из углеродистой стали, что устраняет необходимость в дополнительных процессах шлифования.
Поскольку возможности и мощность мощных лазеров продолжают совершенствоваться, пользователи, скорее всего, перейдут на них, когда преимущества перевесят затраты.
Порог плавления металлов составляет миллион ватт на квадратный сантиметр, а порог модификации металлических поверхностей - 10 000 ватт на квадратный сантиметр.
Исходя из этих двух основных данных, можно предположить, что в будущем лазеры мощностью 100 000 ватт или даже миллион ватт станут более распространенными.
Мощные лазеры имеют широкий спектр потенциальных применений, включая железнодорожный транспорт, аэрокосмическую промышленность, судостроение и военное дело.
Для сварки судов хорошо подходят мощные лазеры, хотя в Китае они пока не применяются.
А как насчет стоимости?
Сайт преимущество лазера технологии является ее высокое качество и эффективность, обусловленные качеством передачи оптического волокна и эффективностью фотоэлектрического преобразования. Чем выше мощность, тем глубже обработка и выше скорость сварки.
Однако эти преимущества и недостатки взаимозависимы. Для высокотехнологичных предприятий инвестиции в разработку технологий и продуктов - это первая категория затрат, требующая вложения соответствующих талантов, средств и времени. Некоторые основные компоненты не могут быть получены собственными силами, поэтому необходимо закупать сырье, такое как оптическое волокно, источник накачки, сумматор, решетка и системы управления цепями, что иногда составляет до 70% от общей стоимости.
Почему же предприятия переходят на мощные лазеры, несмотря на высокие инвестиционные затраты? Ответ обусловлен прибылью.
Эксперты отрасли говорят, что хотя на китайском рынке маломощных волоконных лазеров доминируют отечественные бренды, эти продукты одержали уверенную победу над импортными. Однако на рынок выходит слишком много компаний, что вызывает резкое падение цен и приводит к жесткой конкуренции и низкой прибыли, как, например, на рынке волоконных лазеров мощностью 1000-3000 Вт.
С другой стороны, общий рыночный спрос на лазеры с более высокой мощностью, например 3000-6000 Вт, 10 кВт, невелик, но они открывают возможности для дифференцированной конкуренции.
Высокая добавленная стоимость мощной лазерной продукции и относительно большая норма прибыли делают ее новым рынком для предприятий.
Кроме того, важным фактором является демонстрация технических преимуществ. Например, IPG Photonics публично заявляет, что может продавать изготовленные на заказ полностью волоконные лазеры промышленного класса мощностью 500 000 ватт, хотя нам неизвестно ни одной отрасли, где бы в настоящее время использовалась эта продукция. Тот факт, что компания способна разрабатывать такие мощные лазеры, свидетельствует о ее научно-исследовательских возможностях и качестве продукции, а значит, является ключевым рекламным моментом.
С точки зрения производителей оборудования, отраслевые эксперты говорят, что лишь несколько производителей 10 000-ваттных продуктов могут удовлетворить их требования к качеству и стабильности. Остальным поставщикам лазеров еще предстоит пройти через процесс продвижения и обратной связи.
По мере того как все больше компаний, производящих волоконные лазеры, выходят на рынок, у производителей оборудования появляется все больше возможностей для выбора, а соотношение цены покупки, естественно, увеличивается.
Вопрос о том, являются ли более мощные волоконные лазеры "лучшими", не имеет однозначного ответа. Технологический прогресс, локализация основных компонентов, совершенствование вспомогательного оборудования, рыночный спрос и развитие областей применения - все это будет стимулировать рост волоконных лазеров, а также трансформацию и модернизацию производства.
Мощным волоконным лазерам еще предстоит пройти долгий путь.