Технология лазерной резки - это инновационный метод обработки листового металла, появившийся в конце XX - начале XXI века.
За последние два десятилетия, благодаря постоянному совершенствованию и доработке технологии как на внутреннем, так и на международном уровне, лазерная резка получила широкое признание и стала использоваться большинством предприятий, занимающихся обработкой листового металла.
Благодаря многочисленным преимуществам, таким как высокая эффективность обработки, высокая точность и высокое качество результатов резки, лазерная резка стала популярным выбором для обработки трехмерных деталей, постепенно вытесняя такие традиционные методы, как плазменная резка, резка водой, газовая резка и штамповка с ЧПУ.
Области применения лазерной резки на рынке
В зависимости от типа используемого лазерного генератора, современные технологии лазерной резки можно разделить на три категории: CO2 лазерная резка, твердотельная (YAG) лазерная резка и волоконно-лазерная резка.
Волоконные лазеры, обладающие превосходным качеством луча, стабильной выходной мощностью и простотой обслуживания, становятся все более популярными в промышленной обработке, вытесняя CO2 и YAG-лазеров.
Применение волоконных лазеров для резки становится все более распространенным в связи с растущим использованием металлических материалов как в повседневной жизни, так и в промышленности.
Технология лазерной резки применяется в различных отраслях промышленности, включая листовой металл Переработка, авиация, электроника, электроприборы, автомобилестроение, прецизионные детали и даже декоративно-прикладное искусство, кухонная утварь и сувениры.
В быстро развивающейся обрабатывающей промышленности технология лазерной резки может быть использована для быстрой, точной и экономически эффективной резки различных металлических материалов, включая нержавеющую сталь, углеродистую сталь, алюминий, оцинкованный металлический лист, и железо.
Принцип волоконно-лазерная резка основана на выходе высокоплотного лазерного луча в процессе резки, который фокусируется на поверхности заготовки. Это приводит к мгновенному плавлению и испарению области, освещенной сверхтонким фокусным пятном на заготовке.
Перемещение положения фокусного пятна облучения контролируется механической системой с числовым программным управлением, что позволяет выполнять автоматическую резку.
Образцы, вырезанные с помощью волоконных лазеров
Технология волоконно-лазерной резки появилась всего 3-5 лет назад и в настоящее время считается одной из самых передовых технологий лазерной резки во всем мире.
Ему нет равных в плане превосходства технологий резки.
Экономически эффективный
Волоконные лазеры являются наиболее экономически эффективным вариантом для резка металла и имеют срок службы от десятков до тысяч часов.
Система не только отличается высокой надежностью и низким процентом отказов, но и работает без вибраций и негативных последствий даже при длительной эксплуатации.
По сравнению с CO2 Лазерные системы, требующие регулярного обслуживания отражателя и резонансного резонатора, позволяют значительно сократить расходы на обслуживание волоконных лазеров.
Кроме того, благодаря высокой точности лазерная резкаПолученные заготовки не требуют дополнительной полировки, снятия заусенцев, финишной обработки или других видов обработки, что приводит к дополнительной экономии трудозатрат и стоимости обработки, а также к значительному повышению эффективности производства.
Данные показывают, что общее энергопотребление волоконный лазер режущей системы примерно в 3-5 раз ниже, чем у системы с CO2 система резки, что позволило достичь энергоэффективности более 86%.
При резке материалов толщиной до 6 мм система волоконно-лазерной резки мощностью 1,5 кВт имеет скорость резки, сопоставимую со скоростью резки на установке мощностью 3 кВт. Лазерная резка CO2 система.
Удобное управление
При волоконно-лазерной резке вся передача информации и энергии осуществляется по оптическому волокну.
Такой способ передачи данных обеспечивает значительную экономию рабочей силы и ресурсов.
Требования к оператору минимальны: от чертежника требуется только ввести чертеж в компьютерную консоль управления. Затем оператор загружает листы на станок и запускает процесс нажатием кнопки "Пуск".
Перед использованием прибора не требуется корректировка оптического пути, а энергия легко передается на лазер.
При выборе волокна производитель лазеровПри этом важно учитывать качество и репутацию бренда, а также наличие подробных инструкций и комплексных услуг по послепродажному обучению.
Компактный механический размер
An оптический волоконный лазер имеет только один ключевой компонент: лазер, излучающий лазерный луч. Объем производства этого лазера очень мал, и он не занимает много места, как другие режущие изделия того же типа.
Например, размер Raycus 50w-750w средней мощности одномодовый непрерывный оптический волоконный лазер для резки металла обычно составляет 450 мм x 240 мм x 680 мм (включая ручку) и весит менее 50 кг.
Модель
RFL-C100
RFL-C300
RFL-C500
RFL-C750
Размер
450*240*680 (с ручкой)
Вес
<50
Вес мощных многомодовых волоконных лазеров Raycus 1000w-6000w составляет от 150 кг до 400 кг. (Пожалуйста, обратитесь к таблице технических параметров каждого продукта, чтобы узнать конкретные параметры).
Модель
РФЛ- C1000
РФЛ -C1500
РФЛ -C2000
РФЛ -C3000
РФЛ -C4000
РФЛ -C6000
Размер
450*240*760 (с ручкой)
650*890*100 (с кольцами)
650*1000*1450 (с кольцами)
1200*960*1300 (с кольцами)
Вес
<50
<150
<150
<200
<250
<400
Компактные размеры и легкая конструкция лазера облегчают размещение и транспортировку машины.
Точные измерения при лазерной резке
Применение волоконных лазеров постепенно расширяется от крупномасштабной грубой обработки до мелкомасштабных и высокоточных областей.
От использования мощных лазеров для резки полос углеродистой стали толщиной 20 мм и более для крупной графики до применения лазеров средней мощности в несколько сотен ватт для тонкой обработки тонких материалов толщиной менее 1 мм - волоконные лазеры способны выполнять прецизионную резку.
Насколько точна резка волоконным лазером? Чтобы ответить на этот вопрос, приведем реальные результаты испытаний:
Материалы, используемые для испытаний:
Одномодовый непрерывный волоконно-оптический лазер средней мощности
Модель машины: Raycus RFL-C500
Объект испытания: лист толщиной 0,5 мм
Тест на ширину щели
Благодаря использованию специально настроенной режущей головки наименьшее расстояние между полосами, которое может быть достигнуто на листе толщиной 0,5 мм, составляет 0,1 мм.
Испытание на вырезание круглых отверстий
При резке пластины толщиной 0,5 мм минимальный диаметр вырезаемого круга составляет около 0,45 мм, что достижимо при использовании режущей головки с определенной оптической конфигурацией в сочетании с непрерывным волоконным лазером Raycus RFL-C500.
Измеренный диаметр реза 1,246 (мм)
Установленный диаметр резки 1 (мм)
Измеренный диаметр резки 1,013 (мм)
Установочный диаметр резки 0,8 (мм)
Измеренный диаметр резания 0,831 (мм)
Установочный диаметр резки 0,6 (мм)
Измеренный диаметр резания 0,441 (мм)
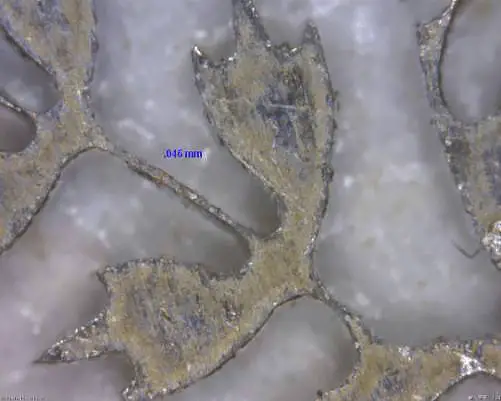
Установочный диаметр резки 0,05 (мм)
Измеренный диаметр реза 0,456 (мм)
Установочный диаметр резки 0,04 (мм)
Испытание шаблона для резки
Использование непрерывных лазеров Raycus средней мощности позволяет точно обрабатывать небольшие детали и в полной мере использовать преимущества волоконных лазеров, такие как малое пятно фокусировки и одномодовые свойства. Это минимизирует зону теплового воздействия по обе стороны от щели материала, позволяя вырезать очень тонкие полосы.
Даже при 50-кратном увеличении рисунок остается четким и ясным.
После 20-кратного увеличения
После 30-кратного увеличения
После 50-кратного увеличения
Давайте посмотрим на общий результат. Разрез ровный, детали рисунка четкие, даже если рисунок вырезан на листе диаметром менее 12 мм.
Понятие 12 мм относится к диаметру разрезаемого материала. Например, лазерная резка может создать тонкий узор на стальная пластина диаметром менее 12 мм, что гораздо меньше, чем диаметр обычной пятицентовой монеты (20,5 мм) или монеты в десять центов (19 мм).
Не забывайте, что делиться - значит заботиться! : )
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
1. Что такое сварочное напряжение Под сварочным напряжением понимается напряжение, возникающее в процессе сварки в сварных деталях. Это напряжение возникает в результате термического процесса сварки и [...].
Под передовыми материалами понимаются недавно исследованные или находящиеся в стадии разработки материалы, обладающие исключительными характеристиками и особыми функциональными свойствами. Эти материалы имеют огромное значение для развития науки и техники, [...]...
Формирование выпуклости подходит для различных типов заготовок, таких как чашки глубокой вытяжки, разрезанные трубы и прокатные конические сварные изделия. Классификация по средствам формования выпуклости Методы формования выпуклости можно разделить [...].
Структура плашки для нарезания резьбы Общая формула Для резьбы небольшого размера в плашках для нарезания резьбы обычно используется пробивной пуансон, а для резьбы большего размера (M5 и выше) - пуансон с [...]...
Степень деформации при отбортовке или операциях отбортовки принято обозначать коэффициентом отбортовки, который рассчитывается по следующей формуле: K=D0d В формуле: Чем выше [...].
Что такое калибр листового металла? Калибр, широко известный как американский термин, - это единица измерения диаметра, которая возникла в Северной Америке и является частью Брауновского [...]...
Выбор и настройка воздушного компрессора для станка лазерной резки - сложный процесс, требующий учета множества факторов, включая давление, расход и качество воздуха. Вот [...].
Что такое отжиг? Отжиг - это процесс термической обработки металла, который улучшает свойства материала путем медленного нагрева металла до определенной температуры, поддержания ее в течение [...]...
Осмотр и техническое обслуживание вырубного пресса являются жизненно важными мерами для обеспечения его нормальной работы и продления срока службы. Вот некоторые ключевые аспекты проверки пресса [...].
Существуют различные типы трещин: трещины в сырье, трещины, вызванные термообработкой, и трещины при ковке, которые могут сбить с толку. Их идентификация является важным курсом [...].
Первым шагом в процессе изготовления листового металла является разворачивание геометрических форм и цельного тела. Точность и правильность разворачивания образца напрямую влияет на [...]...
Метод расчета веса физического блока серебра основан на его объеме, а конкретная формула выглядит следующим образом: Вес серебра (кг) = Длина (см) × [...].