Corte por Plasma vs Corte por Láser: Explicación de las diferencias
En el mundo del corte de metales, en rápida evolución, se libra una batalla entre el láser y el plasma. A medida que avanza la tecnología, el panorama cambia, poniendo en tela de juicio supuestos arraigados. Acompáñenos a explorar los últimos avances que están remodelando el sector y descubra cómo el auge de los láseres de ultra alta potencia está revolucionando la forma en que cortamos el metal. Prepárese para sumergirse en una fascinante comparación de estos dos titanes de la metalurgia.
Antes de la popularización de los láseres de varios kilovatios, el corte por láser era principalmente superior al corte por plasma para chapas finas de menos de 10 mm. Sin embargo, en el rango de espesores de 30-50 mm, el corte por plasma tenía una clara ventaja en velocidad y el corte por láser no podía competir.
Con el auge de los láseres de varios kilovatios, y ahora con la adopción generalizada de láseres de 60 kW, el corte por láser se está extendiendo al ámbito del corte de chapas medianas y gruesas. Durante este tiempo, el mercado del corte por plasma ha experimentado un drástico descenso y está siendo sustituido gradualmente en determinados escenarios de aplicación.
El rápido aumento de la cuota de mercado del corte por láser puede atribuirse a dos factores principales: la maduración de la tecnología de corte por láser de alta potencia. tecnología láser de fibra y el rápido desarrollo de industrias manufactureras como la siderurgia, la construcción naval, la industria aeroespacial y la energía nuclear, que tienen una demanda urgente de corte de chapa gruesa eficiente y de alta calidad.
En los últimos años, el entusiasmo por los láseres de varios kilovatios no ha cesado, extendiéndose rápidamente por la industria del láser, aunque no sin sus escépticos, sobre todo en lo que respecta a las recién introducidas máquinas de corte por láser de 60 kW, que han sido objeto de un gran debate.
Sorprendentemente, en menos de seis meses, la demanda de máquinas de corte por láser de 60 kW ha superado a la oferta. La industria de la construcción metálica ha recomprado repetidamente cortadoras láser de ultra alta potencia para sustituir al corte por plasma, lo que parece contradecir el escepticismo. La importancia de los láseres de ultra alta potencia para los procesos de corte de metales dista mucho de ser ordinaria si se consideran los escenarios tradicionales de sustitución de procesos y aplicaciones.
Sustitución del corte por plasma por el láser
La sustitución del corte por plasma por la tecnología láser se está acelerando.
Incluso antes de la adopción generalizada del corte por láser, el corte por plasma era el proceso más maduro en la metalurgia. Utilizaba el calor de un arco de plasma de alta temperatura para fundir localmente el metal en el corte, y el impulso del plasma de alta velocidad se utilizaba para expulsar el metal fundido, formando un corte. El corte por plasma era conocido por su calidad y coste razonables. En aquella época, el corte por plasma se seguía utilizando ampliamente en los segmentos de chapa fina y media por su rápida velocidad de corte y su suavidad. corte.
Sin embargo, con la aparición del corte por láser, empezó a tener cierto impacto en el corte por plasma. En el ámbito del corte de chapas finas, los láseres de fibra de nivel kilovatio tienen una ventaja absoluta sobre el corte por plasma en términos de calidad y eficiencia. Su alta precisión, corte estrecho, mínima zona afectada por el calor, bordes sin rebabas y rápida velocidad de corte los han convertido en la opción preferida en este campo. Por el contrario, las desventajas del corte por plasma son cada vez más evidentes.
Para contrarrestar el impacto del corte por láser, los fabricantes de equipos han desarrollado maquinaria de corte por plasma más refinada para resolver problemas como las superficies de corte rugosas y la escasa perpendicularidad. Al reducir el tamaño de la abertura de la boquilla, se crea un arco muy comprimido que aumenta significativamente la densidad de corriente para lograr una mayor precisión de corte y acabado superficial. Sin embargo, el corte por plasma en el ámbito de la chapa fina todavía no puede competir con el corte por láser en términos de eficacia de procesamiento, precisión y respeto al medio ambiente.
A medida que aumentaba el grosor de los materiales procesados, el corte por láser de kilovatios también se enfrentaba a retos. En el segmento de chapas medianas y gruesas de 30-50 mm, la velocidad de corte del corte por láser era significativamente inferior a la de las máquinas de corte por plasma de precisión, que mantenían su posición en este dominio.
En 2020, la llegada de la tecnología de corte por láser de diez kilovatios había inyectado nueva vida al procesamiento de metales, contribuyendo a la transformación y modernización de las industrias tradicionales. En ese momento, el corte por láser entró en la era de los diez kilovatios e inició una segunda ronda de desafíos contra el plasma, disputando ferozmente el vasto mercado del corte por plasma.
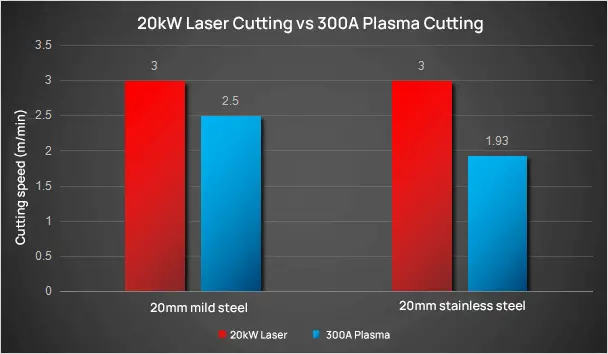
20kw láser VS 300A plasma
Para acero al carbono/acero inoxidable de hasta 20 mm de espesor, un sistema de corte por láser de 20 kW supera la eficacia de una cortadora por plasma de 300 A. Sin embargo, el coste inicial de compra del corte por láser es significativamente superior al del corte por plasma, lo que hace que los usuarios duden entre las dos opciones. Todavía era demasiado pronto para hablar de una sustitución completa.
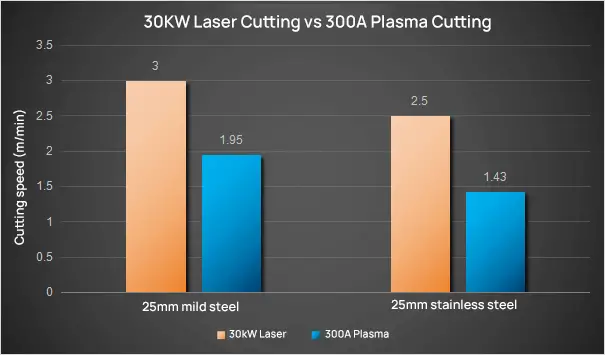
Para 2022, la adopción generalizada de la tecnología láser de 30 kW realmente comenzó a sacudir la posición dominante del corte por plasma, impactando especialmente en el mercado de chapa de espesor medio a grueso.
30kw láser VS 300A plasma
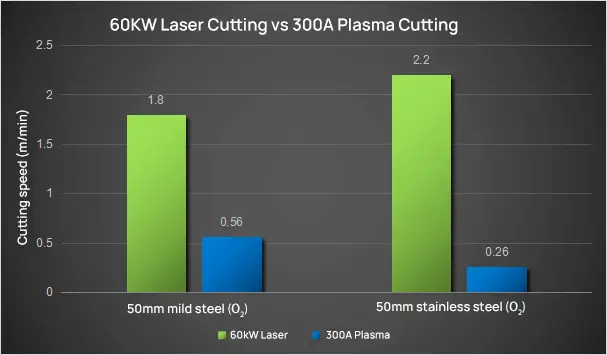
En 2023, el rápido avance de la tecnología nacional de láser de fibra de ultra alta potencia condujo a la aparición de láseres de 60 kW, que realmente rompieron las limitaciones del grosor de corte y desafiaron una vez más al corte por plasma.
60kw láser VS 300A plasma
En términos de eficacia y calidad de corte, el corte por láser de 60 kW tiene ahora la capacidad de sustituir completamente al corte por plasma. Actualmente, el corte por láser y el corte por plasma están igualados en términos de beneficios económicos globales, dominando cada uno la mitad del mercado. El corte por láser de ultra alta potencia revela unas perspectivas de aplicación extremadamente amplias.
Corte por láser de fibra frente al corte por plasma
En los últimos años, la demanda de aplicaciones de corte por láser ha mostrado signos de rápido crecimiento debido a la mejora de la demanda de las industrias derivadas y a la disminución del coste de los láseres de alta potencia.
Sin embargo, el corte por plasma puede ser propenso a producir deformaciones significativas al cortar chapa metálica que es inferior a 6 mm y tiene elevados requisitos de precisión de corte.
Por otra parte, el corte por láser presenta claras ventajas de proceso, en particular para materiales con puntos de fusión elevados, aleaciones resistentes al calor, aleaciones superduras, materiales semiconductores, materiales nomateriales metálicosy materiales compuestos.
1. Comparación entre el corte por láser de fibra y el corte por plasma
Corte por láser de fibra
Corte por plasma
Principio
Un altoláser de densidad de potencia para escanear la superficie del material, calentándolo rápidamente a temperaturas que oscilan entre miles y decenas de miles de grados centígrados.
Esto hace que el material se funda o vaporice, y el material fundido o vaporizado se retira de la hendidura con un gas a alta presión.
Con oxígeno o nitrógeno como gas de trabajo, un arco de plasma de alta temperatura y alta velocidad sirve como fuente de calor, fundiendo localmente el metal que se está cortando.
A continuación, el metal fundido se retira mediante un flujo de aire a alta velocidad, formando una estrecha hendidura.
Material
Materiales metálicos, materiales metálicos especiales y materiales no metálicos
Acero al carbono, acero inoxidable, aluminio, cobre, hierro fundido y otros materiales metálicos
Espesor de corte
Placa de espesor medio
Placa media fina
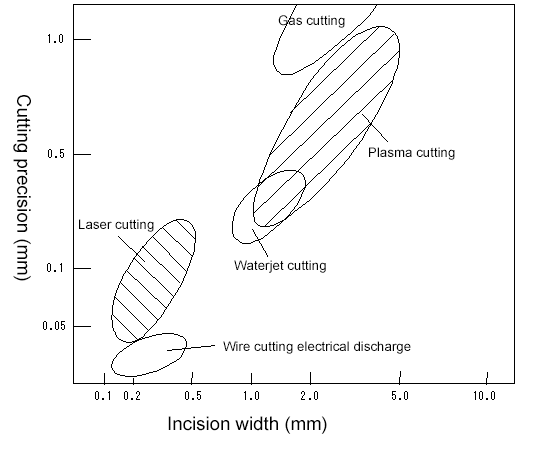
Precisión de corte
Mecanizado de acabado (con una precisión de 0,2 mm)
Al sustituir algunas funciones de punzonado por el corte por láser, puede ser necesario comprar una máquina plegadora para completar el proceso de plegado posterior.
3. Corte por láser de alta potencia sobre corte por plasma
La creciente popularidad de los láseres de alta potencia ha permitido que los equipos de corte por láser superen el límite de grosor.
Anteriormente, el volumen de ventas de láseres de alta potencia era muy bajo, y la aplicación del corte por láser estuvo restringida por el grosor durante mucho tiempo.
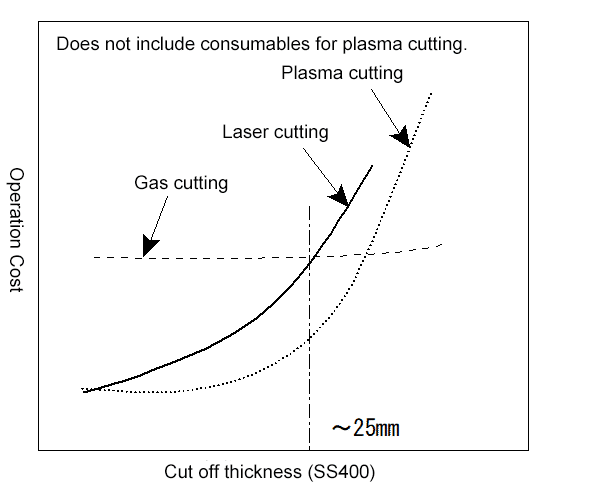
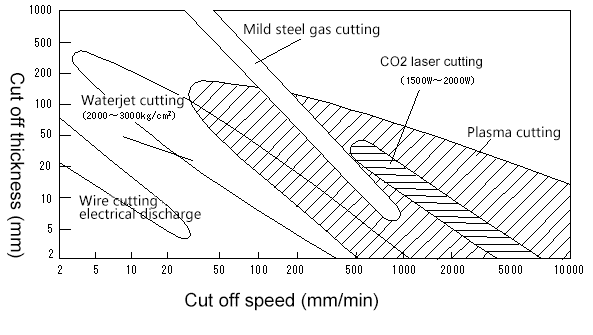
Tradicionalmente, corte con llama se creía que tenía la gama más amplia de espesores de chapa, siendo adecuada para procesar chapas gruesas y extragruesas con bajos requisitos de precisión y teniendo ventajas obvias de velocidad para chapas de más de 50 mm de espesor.
El corte por plasma, por su parte, tiene una evidente ventaja de velocidad en el rango de 30-50 mm, pero no es adecuado para chapas extremadamente finas (<2 mm).
Por otro lado, el corte por láser, que utiliza sobre todo láseres de nivel kilovatio, tiene ventajas evidentes en cuanto a velocidad y precisión para placas de menos de 10 mm.
En los últimos años, con la creciente popularidad de los láseres de alta potencia, los equipos de corte por láser se han ido infiltrando poco a poco en el sector del medio espesor. corte de chapa mercado.
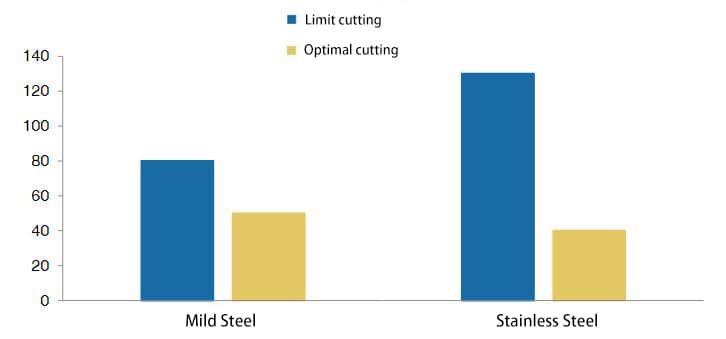
Se incluyen el grosor de corte límite y el grosor de corte óptimo para una máquina de corte por láser de 20 kW vatios (mm).
El aumento de potencia se traduce en un aumento del grosor de corte y de la eficacia del equipo.
Según las estadísticas, la máquina de corte por láser de 20 kW ha logrado un grosor de corte óptimo de 50 mm para acero dulce y 40 mm para acero inoxidable.
Las chapas de acero suelen clasificarse en chapas finas ( 60 mm) en función de su grosor.
Con una potencia de corte de 10000 vatios, el equipo de corte por láser ahora puede cortar placas medianas y la mayoría de las placas gruesas, ampliando sus aplicaciones al campo de las placas medianas.
Además, los láseres de alta potencia también mejoran la eficacia del corte.
Por ejemplo, la eficacia de corte de una máquina de corte por láser de 30000 vatios en una pieza de acero dulce de 50 mm. chapa de acero puede aumentar en 88% en comparación con una máquina de 20000 vatios.
Ventajas del corte por láser de fibra de alta potencia frente al corte por plasma
Espesor
15 kW (m/min)
20 kW (m/min)
30 kW (m/min)
Mejora de la eficacia (30kW sobre 20kW)
8
11
15
22
47%
10
8
11
17
55%
14
5
6
7.5
25%
20
1.5
2.5
4.5
80%
30
0.9
1.2
1.6
33%
40
0.35
0.6
1
67%
50
0.2
0.4
0.75
88%
4. Coste del corte por láser de fibra frente al corte por plasma
En el ámbito de los corte de chapaEl coste del corte por láser es significativamente inferior al del corte por plasma.
El corte por plasma es uno de los principales métodos utilizados en el campo de la chapa gruesa, sin embargo, el coste del corte por láser es inferior por dos razones:
Las necesidades de personal y equipos de corte por láser son mínimas, lo que reduce los costes fijos totales.
El corte por láser es más eficaz en términos de productividad.
Por ejemplo, al cortar una placa de acero al carbono de 30 mm de grosor, el coste operativo por metro para el corte por láser de 12 kW, el corte por láser de 20 kW y el corte por plasma de 300 A es de 3,05 yuanes/metro, 1,32 yuanes/metro y 3,13 yuanes/metro respectivamente.
El método de corte por láser de 20kW ahorra 57,8% en costes de explotación en comparación con el método de corte por plasma de 300A, lo que supone una importante ventaja de costes.
Comparación de costes entre el corte por láser y el corte por plasma
Partida de gastos
Corte por láser (12KW)
Corte por láser (20 kW)
Corte por plasma (300 A)
Partes vulnerables del equipo (yuanes / hora)
5
5
70 (electrodo, boquilla, anillo de vórtice, etc.)
Consumo de oxígeno (yuanes/hora)
60
80
80
Partes vulnerables del equipo (yuanes/hora)
10 (grosor de la chapa > 20 mm)
10 (grosor de la chapa > 20 mm)
12
Manipulación (1 persona) + pulido (2 personas)
0
0
60
Coste fijo (yuanes/hora)
0
0
60
Perforación/posicionamiento/transferencia (3 personas + equipo)
65(75)
85(95)
282
Velocidad de corte (14mm acero al carbono)
4 m/min
6 m/min
3,4 m/min
Coste de explotación por metro
65 / 60 / 4m = 0,27 yuanes/m
85 / 60 / 6m = 0,24 yuanes/m
282 / 60 / 3,4 m = 1,38 yuanes/m
Velocidad de corte (30 mm de acero al carbono)
0,41 m/min
1,2 m/min
1,5 m/min
Coste de explotación por metro
75 / 60 / 0,41 m = 3,05 yuanes/m
95 / 60 / 1,2 m = 1,32 yuanes/m
282 / 60 / 1,5 m = 3,13 yuanes/m
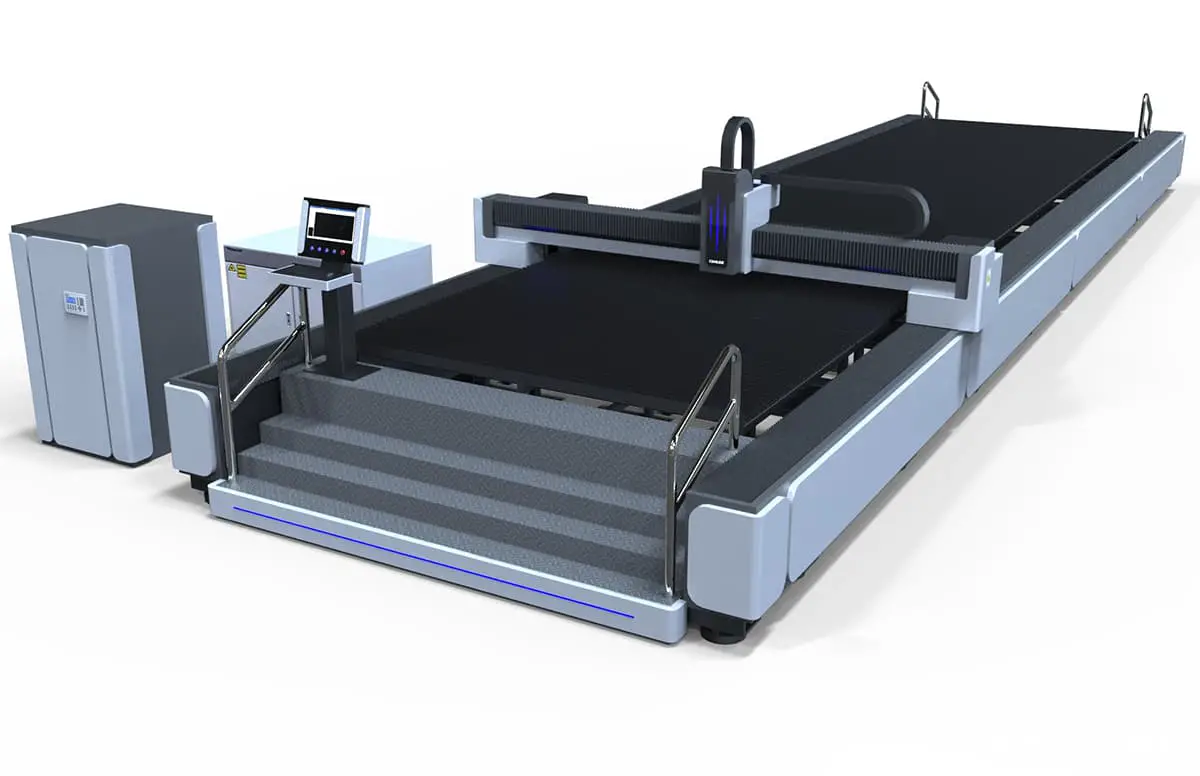
Máquina de corte por láser vs Máquina de corte por plasma
Según nuestra experiencia previa, la comparación entre las máquinas de corte por láser y las máquinas de corte por plasma es la siguiente:
Las máquinas de corte por láser no causan ningún daño a la pieza, mientras que las máquinas de corte por plasma pueden provocar algún daño a la placa, especialmente si la antorcha o la boquilla de la máquina de corte por plasma encuentran problemas durante el proceso de corte.
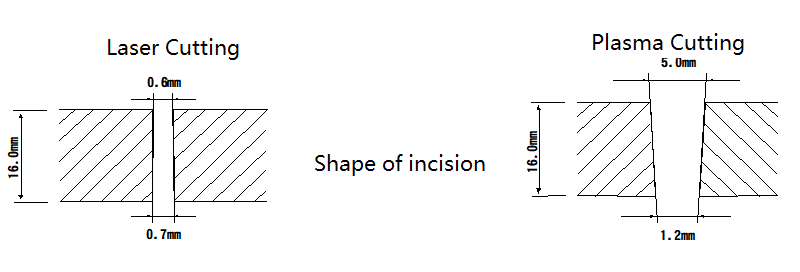
El rayo láser se concentra en puntos diminutos, lo que da como resultado una ranura de corte estrecha para la máquina de corte por láser. En cambio, la ranura de corte de la máquina de corte por plasma es ligeramente más ancha.
Las máquinas de corte por láser tienen una velocidad de corte más rápida, con algunas máquinas capaces de alcanzar velocidades de hasta 10 metros por minuto, en comparación con las máquinas de corte por plasma.
La superficie de corte producida por las máquinas de corte por láser es lisa y sin rebabas, lo que da como resultado cortes de alta calidad.
También es un proceso de corte sin contacto.
La zona afectada por el calor es mínima y la deformación térmica de la pieza es casi nula, lo que elimina la necesidad de un procesamiento secundario y evita los bordes torneados.
Sin embargo, las máquinas de corte por láser tienen un grosor de placa limitado y un coste de procesamiento más elevado.
Por otro lado, las máquinas de corte por plasma pueden cortar una amplia gama de chapas de acero, desde 6 mm hasta 40 mm, con distintos modelos y potencias.
Tienen un menor coste de procesamiento y requieren menos destreza del operario en comparación con las máquinas de corte por láser.
La máquina de corte por láser tiene una gran precisión con una exactitud de posicionamiento de 0,05 mm y una exactitud de reposicionamiento de 0,02 mm, pero requiere un entorno de trabajo estricto.
Por otro lado, si bien las máquinas de corte por plasma pueden no tener el mismo nivel de precisión que las máquinas de corte por láser, tienen un bajo requisito de entorno de trabajo y movilidad, y una amplia gama de capacidades de corte.
1. Ventajas de una máquina de corte por láser
Alta precisión de corte: La máquina de corte láser es altamente precisa, con una precisión de corte de 0,05mm y una precisión de reposicionamiento de 0,02mm.
Rápida velocidad: La velocidad de corte de la máquina de corte láser puede alcanzar los 10m/min, haciéndola mucho más rápida que el corte por plasma.
Mínima deformación de la chapa: La zona afectada por el calor del corte es pequeña, y casi no hay deformación térmica de la pieza. Esto significa que el filo de corte es liso y sin rebabas.
Estas ventajas hacen que la máquina de corte por láser sea adecuada para cortar piezas con formas complicadas y requisitos de alta precisión.
Sin embargo, el grosor de corte es limitado, y normalmente sólo se utiliza para cortar placas de menos de 8 mm de grosor.
2. Ventajas de una máquina de corte por plasma:
Amplia gama de corte: El corte por plasma puede cortar todas las chapas metálicas.
Rapidez y eficacia: El corte por plasma es rápido y eficaz.
Mayor precisión y finura que NC oxicorte: El corte por plasma tiene una mayor precisión y finura que el oxicorte NC.
La desventaja del corte por plasma es que resulta difícil cortar chapas gruesas, especialmente chapas de más de 20 mm.
Para cortar estas planchas más gruesas, se requiere una mayor potencia de plasma, lo que aumenta el coste del equipo.
1. Tabla comparativa de corte por láser y corte por plasma
Corte por láser (láser CO2 4kW)
Corte por plasma (plasma O2 230A)
Materiales recortables
Metal: acero al carbono, bajo acero aleadoAcero inoxidable, acero de alta aleación, aluminio, aleación de cobre, etc;
No metálicos: cerámica, plásticos, caucho, madera, cuero, tela, papel, película, etc.
Acero de alta aleación como el acero al carbono, acero de baja aleación y acero inoxidable.
No se pueden procesar otros materiales no metálicos de alta viscosidad (caucho, film, etc.), ni materiales quebradizos (cerámica, vidrio, etc.).
Espesor máx. de corte
25 mm (acero dulce)
150mm(ss, ms)
Velocidad de corte (mm/min)
Grosor < 1
>10,000
No se puede cortar
2
7,000
No se puede cortar
6
3,000
3,700
12
1,800
2,700
25
500
1,200
50
No se puede cortar
250
> 100
No se puede cortar
-
Ancho de ranura
Estrecho
Muy amplia
Alrededor de 0,6 mm para templado de 16 mm corte de acero
Alrededor de 0,5 mm para corte de acero dulce de 16 mm
Un método de procesado que utiliza altas temperaturas arco de plasma calor, utilizando oxígeno o nitrógeno como gas de trabajo, para fundir y vaporizar la incisión de una pieza metálica.
A continuación, el impulso del flujo de plasma de alta velocidad se utiliza para eliminar el metal fundido, lo que da lugar a la formación de una costura de ranurado.
El láser generado por el dispositivo láser se transmite a través de una serie de espejos y se enfoca sobre la superficie de la pieza mediante una lente de enfoque, provocando la fusión o vaporización del punto caliente de la pieza y formando una hendidura.
Simultáneamente, se utiliza gas auxiliar en el proceso de corte para eliminar la escoria de la hendidura y, en última instancia, cumplir el objetivo del procesado.
El corte por plasma es adecuado para cortar tipos de metal y se utiliza principalmente para cortar chapas de grosor medio. Las ventajas del corte por plasma incluyen una velocidad de corte rápida, ranuras de corte estrechas, áreas afectadas por el calor pequeñas, deformación mínima y bajos costes operativos.
Sin embargo, una desventaja es que provoca un ángulo de 0,5-1,5 grados en la sección transversal vertical y el endurecimiento de la incisión.
El corte por láser, en cambio, se utiliza principalmente para cortar planchas medianamente finas y tiene una gama muy amplia de materiales de corte incluyendo metal, no metal, cerámica, vidrio, etc.
Debido a la alta dirección, brillo e intensidad del láser, tiene una velocidad de corte rápida, alta precisión de mecanizado y costuras de corte estrechas que no requieren ningún procesamiento posterior.
En conclusión, en términos de corte de material, corte por láser tiene una gama de opciones más amplia que el corte por plasma. Para cortar chapas finas, el corte por láser tiene una ventaja más clara.
Sin embargo, en términos de coste, el corte por plasma es mucho más económico que el corte por láser.
Ventajas y desventajas del corte por plasma y láser
1. Ventajas e inconvenientes del corte por láser
En comparación con los métodos de corte tradicionales, una máquina de corte por láser presenta varias ventajas notables:
Cortes estrechos que permiten soldar directamente sin necesidad de rectificar la superficie de corte.
Alta velocidad de corte: puede alcanzar los 10 m/min para chapas finas, lo que es más rápido que el corte por plasma.
Excelente calidad de corte: mínima deformación, bajo rugosidad superficialy un borde limpio y recto.
Alta precisión: con una precisión de posicionamiento de 0,05 mm y una precisión de reposicionamiento de 0,02 mm.
Amplia gama de materiales de corte: además de metal, también puede cortar madera, plástico, caucho, PVC, cuero, textiles y vidrio orgánico.
Sin embargo, el corte por láser también presenta algunas desventajas:
Coste elevado: tanto la inversión inicial como el mantenimiento continuo son más caros.
Actualmente, el corte por láser es más rentable para las chapas finas. Sin embargo, al cortar placas gruesas, la eficacia es baja, y no se recomienda a menos que los requisitos de calidad sean elevados.
2. Ventajas e inconvenientes del corte por plasma
El corte por plasma también tiene sus ventajas e inconvenientes:
Ventajas:
En el proceso de corte de placas de espesor medio, el corte por plasma puede alcanzar una alta velocidad de corte, que es mucho mayor que la velocidad de corte por láser y llama.
Además, la inversión inicial en equipos es menor en comparación con el corte por láser y el coste de mantenimiento también es significativamente inferior.
Desventajas:
Las desventajas del corte por plasma incluyen:
① Pobre perpendicularidad de la superficie de corte, lo que da lugar a un borde de corte oblicuo importante en el lateral.
② Genera más escoria de corte que es necesario eliminar mediante rectificado, lo que aumenta los costes de mano de obra.
③ Emite polvo nocivo y luz de arco durante el proceso de corte. Sin embargo, el corte por plasma bajo el agua puede mitigar este problema.
④ Alto consumo de boquillas de corte a largo plazo, lo que conlleva costes elevados.
Conclusión
En la información anterior, hemos proporcionado una visión general tanto del corte por láser como del corte por plasma desde varias perspectivas.
Al leer este artículo, esperamos que ahora comprenda mejor estos dos métodos de corte de chapa.
La decisión de utilizar una máquina de corte por plasma o una máquina de corte por láser depende en última instancia de los objetivos de producción, los factores de coste y los requisitos de precisión.
Si aún no está seguro, puede ponerse en contacto con nosotros y dejar que nuestros expertos le orienten a la hora de tomar una decisión.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
El corte por láser revolucionó la fabricación, pero ¿sabía que el compresor de aire desempeña un papel crucial en su éxito? En esta entrada del blog, nos adentraremos en los entresijos de la elección del...
¿Siente curiosidad por la tecnología de vanguardia que está revolucionando la fabricación? En esta entrada del blog, nos sumergiremos en el mundo de las máquinas de corte por láser, explorando sus ventajas y los principales fabricantes que dominan...
¿Alguna vez se ha preguntado cómo consiguen los fabricantes precisión y eficacia al cortar acero inoxidable? Este artículo se sumerge en seis técnicas avanzadas para el corte de acero inoxidable, destacando sus ventajas y aplicaciones....
Imagine un futuro en el que la tecnología de corte por láser revolucione la industria manufacturera, aumentando la eficiencia y la precisión como nunca antes. Este artículo explora cómo los avances en el corte por láser están...
Elegir la máquina de corte de metal adecuada puede resultar desalentador, con opciones como plasma, oxicorte, láser y chorro de agua. Cada método tiene ventajas únicas, desde la velocidad de corte y la precisión hasta el coste y...
Imagine cortar metal con la precisión del bisturí de un cirujano. Las máquinas de corte por láser de precisión ofrecen este nivel de exactitud, transformando la fabricación con su capacidad para cortar formas complejas rápidamente....
¿Alguna vez se ha preguntado por qué sus piezas de metal cortadas con láser no son tan precisas como antes? Este artículo desvela los secretos de la sangría del corte por láser y explora cómo...
¿Alguna vez se ha preguntado cómo un láser puede cortar el metal como un cuchillo caliente la mantequilla? En este fascinante artículo, exploraremos la ciencia que hay detrás de la tecnología de corte por láser de fibra....
Imagine una herramienta que corte el metal con la precisión del bisturí de un cirujano. La tecnología de corte por láser promete exactamente esto, ofreciendo cortes de alta calidad, una velocidad increíble y versatilidad en una gama...