Предотвращение водородного охрупчивания металлов: Причины и решения
Вы когда-нибудь задумывались, почему некоторые металлические детали внезапно разрушаются даже при нормальных условиях? Это явление, известное как водородное охрупчивание, представляет собой значительный риск в различных отраслях промышленности. В нашей статье мы рассмотрим, как водород проникает в металл во время таких процессов, как нанесение гальванических покрытий, что приводит к неожиданным поломкам. Поняв механизмы, лежащие в основе этой проблемы, и приняв превентивные меры, вы сможете повысить долговечность и безопасность своих металлических компонентов. Окунитесь в наше руководство, чтобы узнать о практических решениях по борьбе с водородным охрупчиванием.
В каждом гальваническом растворе присутствуют ионы водорода, образующиеся в результате диссоциации молекул воды.
В результате в процессе нанесения покрытия металл осаждается с катода (основная реакция), а также осаждается водород (побочная реакция).
Эволюция водорода имеет множество последствий, среди которых наиболее значимым является водородное охрупчивание.
Водородное охрупчивание представляет собой серьезную опасность для качества обработка поверхности и может привести к поломке деталей во время использования, что может стать причиной серьезных несчастных случаев.
Специалистам по обработке поверхностей крайне важно хорошо разбираться в методах предотвращения и устранения водородного охрупчивания, чтобы свести к минимуму его последствия.
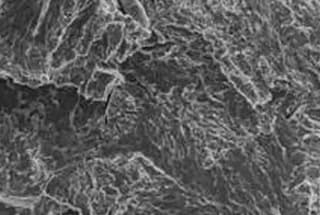
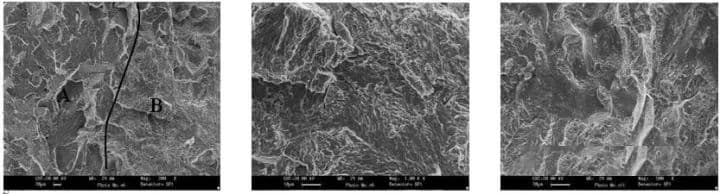
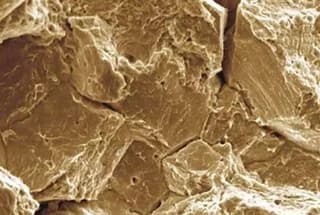
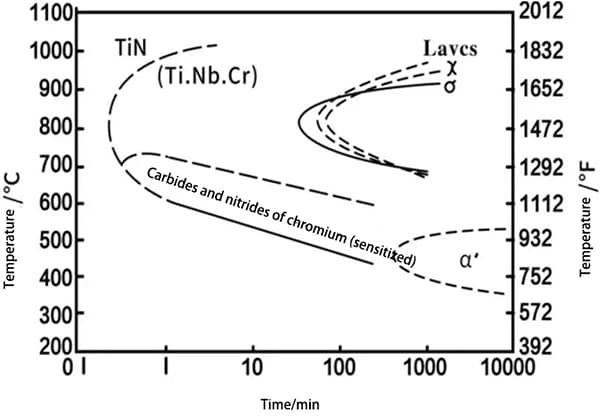
Чувствительность к водородному охрупчиванию высокопрочной новой бейнитной колесной стали
1. Водородное охрупчивание
(1) Водородное охрупчивание
Водородное охрупчивание обычно проявляется в виде замедленного разрушения под действием напряжения.
Известно, что оцинкованные детали, такие как автомобильные пружины, шайбы, винты и рессоры, ломаются уже через несколько часов после сборки с частотой разрушения от 40% до 50%.
В случае со специальным изделием с кадмиевым покрытием на одной из партий появились трещины и разломы.
Было проведено общенациональное исследование, в результате которого был разработан строгий процесс дегидрирования.
Кроме того, некоторые случаи водородного охрупчивания не приводят к замедленному разрушению.
Например, вешалка для гальванических покрытий, изготовленная из стальной и медной проволоки, может пропитаться водородом в результате многократного нанесения гальванических покрытий, травления и деплакирования, что приведет к хрупкому разрушению уже после одного использования.
Аналогично, стержень, используемый для точной ковки охотничьих ружей, может сломаться после нескольких хромирование процессы.
В некоторых случаях закаленные детали с высокой внутреннее напряжение могут растрескиваться во время травления из-за сильного проникновения водорода. Эти трещины могут возникать без внешнего напряжения, и первоначальная прочность не может быть восстановлена путем удаления водорода.
(2) Механизм водородного охрупчивания
Возникновение замедленного разрушения обусловлено диффузией и накоплением водорода в деталях, в частности, в зонах концентрации напряжений, которые дефекты металланапример, дислокации или дырки в атомной решетке.
Когда водород диффундирует к этим дефектам, атомы водорода соединяются, образуя молекулы водорода, которые создают высокое давление.
Это давление создает силу в сочетании с остаточное напряжение внутри материала и внешнее напряжение на материал.
Если результирующая сила превышает предел текучести материала, он разрушится.
Скорость диффузии водорода и, следовательно, возникновение водородного охрупчивания зависят от градиента концентрации, температуры и типа материала.
Материалы с малым атомным радиусом, такие как сталь и медь, более восприимчивы к диффузии водорода, в то время как в кадмии, олове, цинке и их сплавах диффузия водорода затруднена.
Слой кадмиевого покрытия особенно устойчив к диффузии водорода, так как водород, образующийся во время кадмирования, остается в слое покрытия и в поверхностном слое металла под ним, что затрудняет его диффузию наружу и удаление.
Со временем водород диффундирует в металл и может образовывать дефекты внутри металла, что затрудняет его удаление.
При обычных температурах диффузия водорода происходит медленно, поэтому для его удаления необходимо нагревать.
С повышением температуры растворимость водорода в стали также увеличивается.
Однако слишком высокая температура может снизить твердость материала.
Важно учитывать температуру для снятия напряжения перед нанесением покрытия и удаления водорода после нанесения покрытия, чтобы не снизить твердость материала, избежать температуры хрупкого отпуска некоторых сталей и сохранить эксплуатационные характеристики покрытия.
2. Меры по предотвращению и устранению
(1) Уменьшить количество проникающего водорода в металл
В процессе удаления ржавчины и окалины следует как можно чаще использовать пескоструйную обработку.
Если требуется кислотная промывка, в раствор следует добавить ингибитор коррозии, например, рутин.
Для удаления масла следует использовать химические средства удаления масла, чистящие средства или растворители с низкой проницаемостью водорода.
Если выбрано электрохимическое удаление масла, за катодом должен следовать анод.
В гальванике количество проникающего водорода невелико в щелочных гальванических растворах или растворах с высокой эффективностью тока.
(2) Покрытие с низкой диффузией водорода и низкой растворимостью водорода должно быть принято
Принято считать, что при нанесении гальванических покрытий из Cr, Zn, Cd, Ni, Sn и Pb водород легко проникает в стальные детали, в то время как покрытия из таких металлов, как Cu, Mo, Al, Ag, Au и W, обладают низкой диффузией водорода и низкой растворимостью водорода, что приводит к меньшему проникновению водорода.
При соблюдении технических требований к продукту можно использовать покрытия, не вызывающие водородной проницаемости.
Например, покрытие Dacromet может быть использовано в качестве альтернативы цинкованию, не вызывая водородного охрупчивания.
Это покрытие обладает повышенной коррозионной стойкостью в 7-10 раз и хорошей адгезией.
Толщина пленки 6-8 мм аналогична тонкому цинковому покрытию и не влияет на сборку.
(3) Снять напряжение перед нанесением покрытия и удалить водород после нанесения покрытия для устранения потенциального водородного охрупчивания
Если детали имеют высокую внутреннюю остаточное напряжение После закалки, сварки или других процессов перед нанесением покрытия следует провести отпускную обработку, чтобы снизить риск проникновения водорода.
В целом, детали с высокой проницаемостью водорода при нанесении покрытия должны быть дегидрогенизированы как можно скорее, поскольку водород в слое покрытия и поверхностном основном металле будет продолжать диффундировать в стальную матрицу с течением времени.
Согласно проектам международных стандартов, дегидрогенизационная обработка в идеале должна проводиться в течение 1 часа после нанесения покрытия, но не позднее чем через 3 часа.
В Китае также существуют аналогичные стандарты в отношении дегидрогенизации до и после цинкования.
Дегидрогенизация после нанесения покрытия обычно осуществляется путем нагревания и запекания, при температуре 150-300°C и изоляции в течение 2-24 часов.
Точная температура и время обработки должны определяться в зависимости от размера, прочности, свойств покрытия и времени нанесения покрытия на детали.
Дегидрогенизация обычно проводится в печи, при этом температура для оцинкованных деталей составляет 110-220°C, а температура должна регулироваться в зависимости от материала основы.
Для эластичных материалов, тонкостенных деталей толщиной менее 0,5 мм и стальных деталей с высокими требованиями к механической прочности после цинкования необходимо провести обработку для удаления водорода.
Для предотвращения "кадмиевого охрупчивания" температура дегидрирования деталей с кадмиевым покрытием не должна быть слишком высокой, обычно в пределах 180-200°C.
3. Проблемы, требующие внимания
Чувствительность к водородному охрупчиванию увеличивается с ростом прочности материала, что является фундаментальной концепцией, которую должны понимать специалисты по обработке поверхности при подготовке спецификаций гальванических процессов.
Согласно международным стандартам, сталь с пределом прочности на растяжение σb > 105 кг/мм2 должна проходить предварительное снятие напряжения и последующую обработку для удаления водорода.
Французская авиационная промышленность требует соответствующей дегидрогенизационной обработки для стальных деталей с пределом текучести σs > 90 кг/мм2.
Поскольку существует сильная корреляция между прочность и твердость Сталь, чувствительность материалов к водородному охрупчиванию легче определить по их твердости, чем по прочности.
Чертежи изделий и процессы обработки обычно включают твёрдость сталичто делает его более удобным для оценки.
Было замечено, что при нанесении гальванических покрытий сталь с твердостью примерно HRC38 начинает подвергаться риску разрушения от водородного охрупчивания.
Для деталей с твердостью более HRC43 следует рассмотреть возможность дегидрогенизации после нанесения покрытия.
Если твердость составляет около HRC60, дегидрогенизация должна быть проведена сразу после обработки поверхности, иначе стальные детали растрескаются в течение нескольких часов.
В дополнение к твёрдость сталиПри этом необходимо учитывать следующие факторы:
Безопасность деталей: Детали с высокой степенью безопасности должны подвергаться усиленному удалению водорода.
Геометрия деталей: Детали с выемками, склонными к концентрации напряжений, малым R и т.д. должны иметь усиленное удаление водорода.
Площадь поперечного сечения деталей: Небольшие стальные проволоки пружин и тонкие рессоры легко насыщаются водородом, поэтому удаление водорода должно быть усилено.
Степень проникновения водорода в детали: Детали с большим количеством водорода, образующегося при обработке поверхности, и более длительным временем обработки должны иметь усиленное удаление водорода.
Тип покрытия: Например, слой кадмиевого покрытия серьезно блокирует диффузию водорода, поэтому удаление водорода должно быть усилено.
Напряженные свойства используемых деталей: Детали, находящиеся под высоким растягивающим напряжением, должны иметь усиленное удаление водорода. Водородное охрупчивание не происходит при сжимающем напряжении.
Состояние обработки поверхности деталей: Детали с высоким внутренним остаточным напряжением от таких процессов, как холодная гибка, растяжение, закалка и сварка, должны иметь усиленное удаление водорода после нанесения покрытия и снятие напряжения перед нанесением покрытия.
История деталей: Особое внимание следует уделять деталям, имеющим историю водородного охрупчивания, и вести соответствующие записи.
Устранение водородного охрупчивания
Основная проблема заключается в явлении "гидрогенизации", которое происходит в процессе нанесения гальванического покрытия. Неквалифицированные продукты, которые вы используете, не обязательно являются результатом самого процесса гальванизации, поскольку большинство методов гальванизации (за исключением вакуумной) вызывают гидрогенизацию металла.
Однако многие обработка поверхности металла В целях экономии производственных затрат на предприятиях опускают последний этап, а именно процесс "дегидрогенизации". Этот процесс, необходимый для металлических деталей с требованиями к прочности, включает в себя нагрев деталей до высокой температуры 120-220°C в течение 1-2 часов после нанесения гальванического покрытия.
Если пользователь не знает или не запросил или не принял этот процесс, он может сэкономить 5-15% стоимости. Это может привести к тому, что болты с покрытием, пружинные прокладки и другие детали станут "хрупкими".
Конкретные условия дегидрогенизационной обработки должны контролироваться в соответствии с требованиями к деталям.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Почему крошечные примеси в стали имеют такое большое значение? Эти неметаллические включения, хотя и незначительные, оказывают глубокое влияние на свойства и пригодность стали. В этой статье мы рассмотрим их происхождение, классификацию и достижения...
Какая скрытая опасность может привести к разрушению стальной конструкции без предупреждения? Водородно-индуцированное растрескивание (HIC) - это критическая проблема, затрагивающая многие отрасли промышленности, когда атомы водорода проникают в сталь, приводя к охрупчиванию...
Обезуглероживание в быстрорежущей стали может резко снизить качество продукции, вызывая раннее разрушение, закалочные трещины и снижение усталостной прочности. Но что вызывает этот пагубный эффект? Загрязняющие вещества в соляных ваннах, влага в...
Выдержат ли яркие оттенки ваших тарелок из нержавеющей стали испытание временем? В этой статье мы рассмотрим факторы, влияющие на сохранение цвета тарелок из нержавеющей стали, изучим общие...
Вы устали от растущей стоимости нержавеющей стали для ваших проектов? В этой статье рассматривается экономичная альтернатива нержавеющей стали 304 - SUS443. Узнайте, как SUS443 обеспечивает превосходную коррозионную стойкость,...
Представьте себе материалы, которые могут произвести революцию в целых отраслях промышленности, сделав вещи прочнее, легче и умнее. В этой статье рассматриваются 50 инновационных материалов, которые должны изменить технологии и производство. От непревзойденной прочности графена...
Почему в штамповой стали при закалке образуются трещины и как их можно предотвратить? В этой статье рассматриваются различные типы трещин, которые могут возникнуть, от продольных до...
Почему металлические детали иногда неожиданно выходят из строя после термообработки? В этой статье мы рассмотрим явление смешанных кристаллов, объясним их образование, роль сегрегации элементов сплава и деформацию...
Как материал может быть одновременно и решением, и вызовом для промышленного применения? Сверхчистая ферритная нержавеющая сталь, обладающая замечательной коррозионной стойкостью и теплопроводностью, незаменима в различных...