I. Prozessanforderungen für das moderne Hartzahn-Flachschleifen von Zahnrädern
1. Schleifbereiche beim Zahnradschleifen - Das Evolventenprofil
Beim modernen Hartzahn-Flachschleifen schleift die Schleiffläche nur den Teil des Evolventen-Zahnprofils, der oberhalb des Anfangskreises und unterhalb des Endkreises der Evolvente liegt.
2. Nichtschleifende Zonen beim Zahnradschleifen - Gear Root
Moderne gehärtete Zahnradoberflächen haben folgende Vorteile, wenn der Zahnfuß nicht im Schleifprozess geschliffen wird:
(1) Es vermeidet die Verringerung der Zahnradfußhärte nach der Wärmebehandlung und erhält eine negative Spannungsschicht, die sich nach dem Aufkohlen, Abschrecken und Kugelstrahlen auf der Zahnradoberfläche und dem Zahnfuß bildet. Dies verbessert die Widerstandsfähigkeit des Zahnrads gegen Biegeermüdung und die Tragfähigkeit erheblich.
(2) Der schmale Boden der Zahnradwurzelrille, die schlechte Wärmeableitung und die erheblichen Schwankungen des verbleibenden Materials an der übermäßigen Kurve beeinträchtigen die Arbeitsbedingungen der Schleifscheibe drastisch. Dies kann leicht zu Schleifverbrennungen und Rissen beim Schleifen von Zahnrädern führen.
(3) Schlechte Schleifbedingungen am Grund der Zahnradwurzelnut führen dazu, dass die Schleifkörner am Außenkreis der Schleifscheibe abfallen und sich abnutzen, wodurch die Qualität des Zahnradschleifens beeinträchtigt wird.
(4) Im Hinblick auf den Zahnbruchwiderstand muss der Zahnfuß ein gewisses Maß an Verzahnung aufweisen. Ohne eine gewisse Verzahnung des Zahnfußes kommt es beim Schleifen zwangsläufig zu Überständen am Zahnfuß. Dies führt zu einer erheblichen Spannungskonzentration, die die Zahnbruchsicherheit stark beeinträchtigt. Das Auftreten solcher Vorsprünge ist absolut inakzeptabel.
Zusammenfassend lässt sich sagen, dass der Verzicht auf das Schleifen des Zahnfußes die Tragfähigkeit des Zahnrads verbessert, Schäden beim Schleifen des Zahnrads verhindert, die Qualität des Zahnradschleifens verbessert, die Belastung des Schleifprozesses verringert und die Produktivität erhöht.
3. Vorschleifen mit einem Wälzfräser für die vorläufige Zahnformung
(1) Einführung in das Vorschleifen von Wälzfräsern
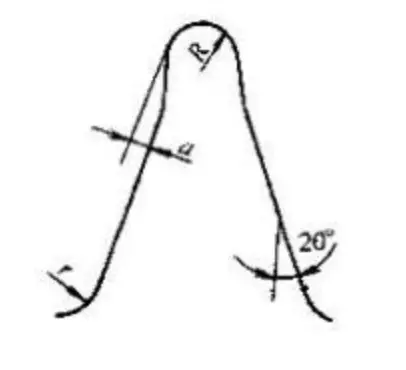
Traditionell Wälzfräser nicht mehr aus, um den Anforderungen des oben genannten Prozesses gerecht zu werden. Daher ist es von entscheidender Bedeutung, während der Wälzfräsphase einen Vorschleiffräser mit Kontaktwinkel einzusetzen. Das Unterscheidungsmerkmal eines Vorschleiffräsers im Vergleich zu einem Standardfräser liegt in der Spitze seiner Schneidezähne, die eine Schneide mit einem Kontaktwinkel aufweist, wie in der folgenden Abbildung dargestellt.
Schematisches Diagramm der Zahnradform vor dem Schleifen
Am Zahnfuß des Zahnrads wird ein gewisses Maß an Unterschneidung des Zahnfußes vorgenommen. Damit soll der Zahnfuß des zu bearbeitenden Zahnrades vorgeformt und der größte Teil des Überschusses von der Zahnoberfläche entfernt werden, so dass ein gleichmäßiger Spielraum für die Präzisionsbearbeitung der Zahndicke verbleibt. Nach dem Aufkohlen und Abschrecken ist das Schleifen des Zahnfußes nicht mehr erforderlich.
(2) Anforderungen an die Form der Zahnräder vor dem Schleifen:
Die Schleifspanne für das Zahnrad sollte gleichmäßig sein;
Vor dem Schleifen sollte am Zahnfuß ein deutlicher Unterschnitt vorhanden sein;
Die Evolventenkurve des Zahnrads nach dem Schleifen sollte ausreichend lang sein.
(3) Verbesserungen beim Vorschleifen von Wälzfräsern
Der frühe Einsatz von vorgeschliffenen Wälzfräsern wies die folgenden Probleme auf:
Unzureichende Ausbildung der Bogenhüllkurve am Zahnfuß, unzureichende Glätte, sichtbare Bearbeitungsspuren und suboptimale Oberflächenrauhigkeit.
Das Problem der Ausbuchtungen in der Nähe des Anfangskreises der Evolvente beim Schleifen der Zähne war ziemlich schwerwiegend.
Nach langfristigen, gezielten Untersuchungen und Analysen haben wir folgende Probleme festgestellt:
Eine Erhöhung des Betrags der Schleifzulage;
Erhebliche Verformung nach der Wärmebehandlung;
Inhärente Unzulänglichkeiten beim Vorschleifen von Wälzfräsern.
Aufgrund der unzureichenden Ausbildung der Hüllkurve bei den ursprünglichen Vorschleiffräsern haben wir die Idee einer Neugestaltung unter folgenden Gesichtspunkten vorgeschlagen:
Vergrößern Sie den Außendurchmesser der vorgeschliffenen Wälzfräser;
Erhöhen Sie die Anzahl der Werkzeugreihen in den Abwälzfräsern;
Ausführung mit variablem Eingriffswinkel;
Erhöhen Sie die Wurzelgräbermenge entsprechend und stellen Sie gleichzeitig die Festigkeit des Getriebes sicher.
Die oben genannten Anforderungen wurden mit technisch fähigen inländischen Unternehmen vereinbart. WerkzeugherstellerGemeinsam entwickelten und produzierten sie einen neuen Typ von Vorschleiffräsern, der für die Bearbeitung von Hochleistungszahnrädern geeignet ist. Mit dem neuen Vorschleiffräser konnten nicht nur die bisherigen Probleme vollständig gelöst werden, sondern er führte auch zu einem sehr glatten Wurzelbereich des bearbeiteten Zahnrads und damit zu hervorragenden Ergebnissen.
(4) Schleifrisse und Brandspuren sind beim Zahnradschleifen unzulässig.
Der Prozess des Zahnradbruchs beginnt in der Regel mit der Bildung von winzigen Ermüdungsrissen, die sich allmählich ausweiten. Daher schreiben sowohl nationale als auch internationale Getriebenormen vor, dass auf der gehärteten Zahnradoberfläche nach dem Zahnradschleifen keine Schleifrisse oder Brandspuren entstehen dürfen.
II. Merkmale und Ursachen von Schleifrissen in Zahnrädern mit harter Zahnoberfläche
1. Merkmale von Schleifrissen in Zahnrädern mit harter Zahnoberfläche
Schleifrisse sind die typischsten Oberflächenrisse. Ihre vertikale Tiefe beträgt im Allgemeinen nicht mehr als 0,5 mm, wobei die flachen Risse nur 0,010-0,020 mm erreichen. Obwohl sie manchmal 1 mm überschreiten können, ist dies relativ selten.
2. Ursachen der Rissbildung in Zahnrädern mit harter Zahnoberfläche
Sowohl im In- als auch im Ausland besteht Einigkeit darüber, dass Schleifrisse entstehen, wenn die Schleifzugspannung die Bruchfestigkeit des Werkstoffs übersteigt. Die Faktoren, die sich direkt auf die Schleifzugspannung auswirken, sind:
(1) Wärmebehandlung:
Schleifrisse in Zahnrädern mit harter Oberfläche treten meist in Teilen auf, die aufgekohlt, abgeschreckt und bei niedriger Temperatur angelassen wurden. Daher steht die Qualität der Wärmebehandlung in engem Zusammenhang mit Schleifrissen und ist ein sehr wichtiger Faktor.
Übermäßiger Rückstand Austenit erhöht die lokale Zugspannung.
Unzureichendes Anlassen, eine zu niedrige Anlasstemperatur oder eine unzureichende Anlaßzeit beeinflussen den Kohlenstoffgehalt in Martensit und die Verschweißung oder Verkleinerung von Martensit-Mikrorissen, wodurch die Bruchzähigkeit von Martensit beeinträchtigt wird. Die beim Schleifen entstehende Wärme erzeugt große thermische und strukturelle Spannungen, die zu Schleifrissen führen.
Große Verformungen während der Wärmebehandlung durch Aufkohlen und Abschrecken führen zu ungleichmäßigem Schleifaufmaß oder erhöhen das Zahnschleifaufmaß.
(2) Schleifverfahren:
Da Schleifrisse beim Schleifen entstehen, ist die Schleiftechnologie ein wesentlicher Faktor, der nicht vernachlässigt werden darf.
Große Schleifzugaben können übermäßige Schleifwärme erzeugen, die thermische und strukturelle Spannungen verursacht. Diese Spannungen erhöhen in Verbindung mit der Schleifzugspannung die Neigung zur Rissbildung.
Unangemessene Kopplung von Schnittmengen.
Falsche Auswahl der Schleifscheibe.
Zu hohe Kühlöltemperatur oder zu geringe Ölmenge.
III. Technologische Maßnahmen zur Verhinderung von Schleifrissen in Zahnrädern mit harter Zahnoberfläche
1. Maßnahmen zur Wärmebehandlung
Materialien, die empfindlicher auf Schleifrisse reagieren, neigen eher zur Rissbildung beim Schleifen. Eine Verringerung der Empfindlichkeit des Materials gegenüber Schleifrissen verringert die Wahrscheinlichkeit des Auftretens von Rissen.
Werkstoffe wie 20CrMnTi und 20Cr2Ni4A sind empfindlicher gegenüber Schleifrissen, und diese Empfindlichkeit variiert je nach den Spezifikationen der Aufkohlungswärmebehandlung.
Sie kann daher durch veränderte Aufkohlungs-, Abschreck- und Anlaßprozesse angemessen reguliert und reduziert werden. Aus diesem Grund werden die folgenden Maßnahmen ergriffen:
(1) Reduzieren Sie die Abschrecktemperatur von aufgekohlten Teilen: Bei Zahnrädern aus 20CrMnTi sollte die Aufkohlung bei 930°C erfolgen und direkt nach der Aufkohlung abgeschreckt werden. Wenn die Abschrecktemperatur von 860°C auf 830°C gesenkt wird, können schwere Schleifrisse ohne Änderung der Schleifbedingungen beseitigt werden.
(2) Die Oberflächenkohlenstoffkonzentration sollte angemessen sein und im Bereich von 0,7% bis 0,9% liegen. Der Gradient der Kohlenstoffkonzentration sollte allmählich sein und eine gute Oberflächenfestigkeit und Spannungsverteilung gewährleisten.
Die Kohlenstoffgehalt von Schwerlastzahnräder sollten an der Untergrenze kontrolliert werden, was die Kontrolle von Größe und Form der Karbide erleichtert. Wenn der Kohlenstoffgehalt an der Obergrenze kontrolliert wird, verstärkt dies die Tendenz zur Bildung von Restkarbiden. Austenit, Erhöhung der Karbid-, Oberflächen-Oxidation, und der Trend zur Verringerung der Zahnwurzel Stärke.
Den einschlägigen Daten zufolge haben die Vereinigten Staaten die Oberflächenkohlenstoffkonzentration von Schwerlastgetrieben auf etwa 0,65% kontrolliert.
(3) Je unzureichender das Anlassen, desto höher ist die Anfälligkeit für Schleifrisse. Daher ist ein gründliches Anlassen unerlässlich, um die Duktilität der aufgekohlten, gehärteten Oberfläche zu erhöhen, so dass sich die Eigenspannungen ausgleichen oder verringern und die Verteilung der Oberflächenspannungen verbessert wird. Dies wiederum senkt die Wahrscheinlichkeit von Schleifrissen.
(4) Kontrolle der Restaustenitmenge, um eine strukturelle Umwandlung während des Schleifens des Zahnrads zu verhindern, die zu erheblichen strukturellen Spannungen führt. Begrenzen Sie den Restaustenit strikt auf 25%, und bei kritischen Zahnrädern sollte er auf 20% begrenzt werden.
(5) Das Hauptaugenmerk liegt auf der Kontrolle von Größe, Menge, Form und Verteilung der Karbide, um eine disperse Verteilung der feinkörnigen Karbide zu erreichen. Dadurch wird die Bruchfestigkeit des Werkstoffs erhöht und die Sprödigkeit verringert.
(6) Kontrolle des Martensitgehalts, um kryptokristallinen und feinnadeligen Martensit zu erhalten und die Bildung von grobnadeligem Martensit zu vermeiden, wodurch die Rissquellen reduziert und die Bruchfestigkeit des Materials verbessert wird. Der optimale Martensitgehalt ist 3.
(7) Umsetzung der erforderlichen Maßnahmen zur Kontrolle der Verformung der Wärmebehandlung, die Verringerung der Schleifen Zulage.
2. Technologische Maßnahmen in der Zerspanung
Aus der Literatur geht hervor, dass die durchschnittliche Temperatur im Kontaktbereich zwischen der Schleifscheibe und der Zahnradoberfläche typischerweise zwischen 500 und 800 °C liegt, wobei die Temperatur an den Schleifstellen bis zu 1000 °C erreicht.
Außerdem wird über 80% dieser Wärme in das Zahnrad übertragen. Die beträchtliche Wärme, die beim Schleifen von Zahnrädern entsteht, führt zu erheblichen thermischen Spannungen und thermisch bedingten Ausdehnungen und Kontraktionen im Schleifbereich der Zahnradoberfläche.
Wenn diese Hitze nicht wirksam kontrolliert wird, kann die Zahnradoberfläche leicht Schleifrisse und Verbrennungen entwickeln.
Der Schwerpunkt der maschinentechnischen Maßnahmen wird daher auf der Minimierung und Kontrolle der beim Schleifen entstehenden Wärme liegen.
(1) Verringern Sie die Oberflächenrauhigkeit während der Schruppfräsphase, um sie zwischen Ra3,2 und Ra3,6 zu halten.
(2) Strenge Regulierung der verbleibenden nominalen Größe während der groben Wälzfräsen, ist es nicht zulässig, willkürlich erhöhen das Schleifen Zulage.
(3) Nach der Wärmebehandlung ist eine strenge Justierung gemäß der vorgeschriebenen Position und dem zulässigen Bereich vorzunehmen, um den Fehler durch thermische Verformung so weit wie möglich zu minimieren.
(4) Vor dem Schleifen ist es zwingend erforderlich, die gehärtete Zahnoberfläche mit der Walztechnik zu schaben. Dies sorgt für ein gleichmäßiges Schleifaufmaß, reduziert es so weit wie möglich und minimiert so die Schleifwärme.
(5) Rationelle Auswahl und Anpassung der Schnittmengen. Die Leitprinzipien sollten höhere Scheibendrehzahlen, schnellere Hübe und ein angemessener Vorschub sein. Nach ausländischen Angaben ist die Grobschleifphase der Zahnoberfläche der entscheidende Moment für die Entstehung von Schleifrissen. Die überwiegende Mehrheit der Schleifrisse entsteht in dieser Phase. Dieser Phase sollte besondere Aufmerksamkeit gewidmet werden.
(6) Die Auswahl der Schleifscheibe ist ein entscheidender Schritt im Zahnschleifprozess. Die richtige Wahl der Schleifscheibe hat einen großen Einfluss auf die Präzision und Effizienz des Zahnschleifens. Eine falsche Wahl der Härte, Korngröße oder Struktur der Scheibe kann leicht zu Oberflächenverbrennungen und Schleifrissen führen. Daher sollte die Schleifscheibe unter Berücksichtigung der folgenden Aspekte ausgewählt werden:
Schleifmittel: Der rote Korund, auch PA genannt, hat eine mit dem weißen Korund (WA) vergleichbare Härte, aber eine bessere Zähigkeit. Beim Schleifen von Stahl mit hoher Zähigkeit mit Korund ist die Effizienz höher als bei weißem Korund. Auch die Haltbarkeit der Schleifscheibe und die Rauheit der Schleiffläche sind besser, weshalb PA bevorzugt wird.
Bindung: Das Material, das die Sandkörner zu einer Schleifscheibe zusammenbindet. Derzeit wird auf Zahnradschleifmaschinen überwiegend keramischer Klebstoff (Code V) verwendet; er hat stabile Eigenschaften, ist wasser- und hitzebeständig, ohne sich zu zersetzen, passt sich an verschiedene Kühlmittel an und ist kostengünstig.
Die Härte: Je härter die Schleifscheibe, desto geringer ist ihre Porosität. Beim Schleifen werden die Lücken zwischen den Schleifkörnern schnell durch Schleifpartikel verstopft. In Verbindung mit der schlechten Selbstschärfung harter Schleifscheiben lassen sich die stumpfen Körner nicht so leicht ablösen, was zu Verbrennungen zwischen der Scheibe und der Werkstückoberfläche führen kann. Dies beeinträchtigt die Wärmeabfuhr und erhöht die Schleifhitze, was leicht zu Verbrennungen und Rissen führen kann. Weichere Scheiben verschleißen schnell und können bei unsachgemäßer Verwendung die Präzision der Verzahnung direkt beeinträchtigen. Daher gilt für die Auswahl der Scheibenhärte der Grundsatz: Wählen Sie eine härtere Scheibe für die Bearbeitung weicher Materialien und eine weichere Scheibe für harte Materialien. Beim Schleifen von harten, kohlenstoffarmen legierter Stahlsollte ein K- bis J-Rad gewählt werden. (Neuer-alter Modellvergleich: K- mittel weich 1, J- weich 3).
Organisation: Vorrangig werden Schleifscheiben mit einer allgemein porösen Struktur verwendet. Die Organisation der Schleifscheiben ist hauptsächlich in fünf Klassen unterteilt.
Korngröße: Je kleiner die Korngröße ist, desto mehr Schleifpartikel sind pro Flächeneinheit am Schleifen beteiligt, dementsprechend steigen die Schnittkraft und die Schleifwärme, was leicht zu Verschleiß führen kann. Um die Präzision des Oberflächenschleifens von Zahnrädern zu gewährleisten, liegen die üblichen Korngrößen zwischen 46# und 60#. Für Zahnräder mit kleineren Modulgrößen sollten Schleifscheiben mit größeren Korngrößen gewählt werden, während für größere Zahnradmodule Schleifscheiben mit kleineren Korngrößen verwendet werden sollten. (Die Korngröße wird durch eine Zahl dargestellt, je größer die Zahl, desto kleiner die Partikelgröße).
Form und Größe: Das Modell der Zahnradschleifmaschine ist Y7163A, mit einer doppelt konischen Schleifscheibe (Code PSX1). Die Abmessungen sind Ф350×Ф127×32.
Der Schärfezustand des Diamanten auf dem Schleifscheibenabrichter sollte nicht übersehen werden. Durch das Abstumpfen der Diamantspitze wird die Schleifscheibe nach dem Abrichten stumpf, was zu einem erheblichen Anstieg der Schleifwärme führt. Sobald der Diamant stumpf wird, sollte er daher sofort geschärft werden, um seine Schärfe wiederherzustellen, was eine Voraussetzung und Garantie für das ordnungsgemäße Abrichten der Schleifscheibe ist.
Das Kühlmittel spielt eine entscheidende Rolle im Schleifprozess und sollte ausreichend beachtet werden. Zahnradschleifmaschinen arbeiten nach dem Prinzip des Wälzschleifens, bei dem die Schleifscheibe und die Zahnoberfläche während des Schleifvorgangs einen Punktkontakt herstellen. Die dabei entstehende Schleifwärme wird durch das starke Kühlmittel abgeführt, das über die Schleifscheibe und die Zahnoberfläche fließt. Diese Schleifmethode hilft, die Bildung von Schleifrissen zu vermeiden, verhindert das Zusetzen der Schleifscheibe und die Streuung von Schleifstaub, was zu guten Umwelteffekten führt. Daher muss das Kühlmittel reichlich vorhanden sein und mit einer gewählten Durchflussmenge von 40 bis 45 l/min und einem Druck von 0,8 bis 1,2 MPa direkt auf die Schleiffläche gesprüht werden. Es ist wichtig, die Reinheit des Kühlmittels aufrechtzuerhalten, es während der Zirkulation zu filtern und seine Temperatur zu kontrollieren, gegebenenfalls mit Hilfe eines Kühlers. Es ist besonders darauf zu achten, dass die Durchflussmenge und die Kraft des versprühten Kühlmittels ausreichend sind. Bei Veränderungen sollte der Filter der Kühlmittelpumpe auf Verstopfung überprüft werden. Eine regelmäßige Reinigung und Inspektion des Filters ist ebenfalls erforderlich.
IV. Prozessmaßnahmen zur Beseitigung von Schleifrissen auf gehärteten Zahnradoberflächen
Wenn an den gehärteten Zahnradoberflächen Schleifrisse auftreten, sollten zunächst die Ursachen für diese Risse analysiert werden. Dann sollten je nach den Arbeitsbedingungen die folgenden Behandlungen durchgeführt werden:
1. Die Auswirkungen und die Anwendung der sekundären Temperierungsmethode
(1) Sekundäres Temperierverfahren
Durch eine angemessene Verlängerung der Anlaßzeit für aufgekohlte, abgeschreckte Teile, eine Erhöhung der Anlaßtemperatur und eine Erhöhung der Anzahl der Anlaßvorgänge kann ein ausreichendes Anlassen erreicht werden, um Schleifrisse zu beseitigen oder zu verringern. Der spezifische Ansatz ist wie folgt:
Nach dem Anlassen des Zahnrads bei 180℃ für mindestens 16 Stunden kann das Zahnrad vor dem Schleifen geschliffen oder geschabt werden. Bei starken Schleifrissen können zwei Tieftemperatur-Temperierungen durchgeführt werden.
Die Reifung in heißem Öl zwischen 160℃ und 180℃ für 12 Stunden führt zu noch besseren Ergebnissen.
Aufgrund der Einfachheit und Wirksamkeit dieser Methoden werden sie häufig zur Vermeidung und Beseitigung von Schleifrissen eingesetzt.
(2) Die Auswirkungen einer ausreichenden Temperierung sind wie folgt:
Ausreichendes Anlassen reduziert die Schleifempfindlichkeit verschiedener Arten von Stahl.
Bei ausreichendem Anlassen verschweißen sich die Mikrorisse von selbst.
Ausreichendes Anlassen führt zu einer besseren Eliminierung der Abschreckung Eigenspannung.
(3) Methoden zur Identifizierung einer angemessenen Temperierung
Bei einsatzgehärteten und abgeschreckten Bauteilen, die bereits bearbeitet wurden, bestimmen wir die Angemessenheit des Anlassens anhand der Farbe der Oberfläche des angelassenen Teils. Ein goldener Farbton deutet auf eine ausreichende Temperierung hin, während eine strohgelbe Farbe darauf hindeutet, dass eine weitere Temperierung erforderlich ist.
Bei einsatzgehärteten und abgeschreckten Bauteilen, die nicht bearbeitet wurden, kann mit Schleifpapier ein bestimmter Teil der Bauteiloberfläche poliert und aufgehellt werden, bis sie einen metallischen Glanz aufweist. Wir bestimmen dann die Angemessenheit der Vergütung durch Beobachtung der Farbe dieser Oberfläche nach dem Anlassen.
(4) Überlegungen während des sekundären Temperns
Um den Verzug der Bauteile so gering wie möglich zu halten, können die Bauteile während des Temperns 1 bis 2 Stunden bei einer Ofentemperatur von 100 °C gehalten werden, dann wird die Temperatur auf 180 °C erhöht und das Tempern 14 bis 15 Stunden lang durchgeführt.
Bei einsatzgehärteten und abgeschreckten Bauteilen, die bereits bearbeitet wurden, sollte beim Anlassen ein entsprechender Schutz vorgesehen werden.
2. Scarfing-Methode zur Rissbeseitigung
Gesprungene Zahnoberflächen werden durch Auskratzen mit einem Hartlegierung Walzenfräser, gefolgt von Zahnschleifen. Diese Methode wird vor allem verwendet, wenn:
Die Zahndicke hat einen ausreichenden Spielraum.
Sie wird häufig angewendet, wenn die Risstiefe relativ gering ist.
3. Schleifmethode zur Rissbeseitigung
Beim Schleifen eines großen Planetengetriebes trat ein schwerer Schleifriss auf, der ein typisches Beispiel für die unten beschriebene Methode zur Beseitigung von Schleifrissen darstellt:
(1) Kurze Einführung in die Situation des großen Planetengetriebes mit schweren Schleifrissen:
Technische Parameter des großen Planetengetriebes: m=9z=66α=20°f=1, Zahnbreite=60
Material und Wärmebehandlung: 20CrMnTi mit einer Aufkohlungstiefe von 1,8~2,3, Oberflächenhärte HRC58~62
Verformungszustand und Schleifspanne: Nach der Aufkohlung Abschrecken, aufgrund von Verformung, die tatsächliche Größe nach der Erweiterung der normalen Linie ist: 1,25 (mm). Schleifspanne: 0,65 (mm); Wenn starke Schleifrisse auftreten, beträgt die verbleibende Schleifzugabe: 0,7 (mm).
Aktueller Zustand des Schleifrisses: Der stärkste Schleifriss weist 14 parallele Risse auf der rechten Seite eines Zahns auf, die senkrecht zur Schleifrichtung über die Zahnbreite verteilt sind. Die Risslänge liegt nahe der Zahnhöhe, und fast jeder Zahn hat Schleifrisse auf der linken und rechten Seite. Die Anzahl der Risse variiert, die Verteilung ist unregelmäßig und diskontinuierlich. Der Zustand der Risse ist äußerst ernst.
(2) Durchführung der folgenden Maßnahmen:
Zahnräder mit starken Schleifrissen für einen 12-stündigen Alterungsprozess in 180°C heißes Öl legen.
Tauschen Sie die Schleifscheibe aus: Die ursprüngliche Härte der Schleifscheibe war Grad K, jetzt ersetzt durch Grad J.
Durch den langjährigen Einsatz der Kühlpumpe ohne Filter ist der Kühlöltank stark verunreinigt, und eine 6 cm dicke Schicht aus Schleifsediment bedeckt den gesamten Boden des Tanks. Reinigen Sie daher den Kühlöltank gründlich und ersetzen Sie ihn durch neues Öl, um die Qualität und Wirksamkeit der Kühlung zu gewährleisten.
Beim Schleifprozess zur Beseitigung von Schleifrissen wird die Zustellung auf 0,025(mm) geregelt.
Beim Schleifen zur Beseitigung von Schleifrissen muss die Schleifscheibe nach jeweils zwei vollständigen Umdrehungen abgerichtet werden, um einen scharfen Arbeitszustand während des Betriebs zu erhalten.
Schärfen Sie den stumpfen Diamanten am Abrichtgerät, um seine Schärfe wiederherzustellen.
Die Frequenz des Wechselstromumrichters wird von der ursprünglichen Einstellung von 33HZ auf 45HZ erhöht, um die Anzahl der Schieberhübe zu erhöhen.
Durch die Umsetzung der oben genannten Maßnahmen konnten alle schweren Schleifrisse erfolgreich beseitigt werden.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Grundlegende Konzepte des computergestützten Entwurfs und der computergestützten Fertigung Der computergestützte Entwurf und die computergestützte Fertigung (CAD/CAM) sind ein umfassendes und technisch komplexes Fachgebiet der Systemtechnik, das verschiedene Bereiche wie die [...]
Konzept der virtuellen Fertigung Die virtuelle Fertigung (VM) ist die grundlegende Umsetzung des tatsächlichen Fertigungsprozesses auf einem Computer. Sie nutzt die Technologien der Computersimulation und der virtuellen Realität, unterstützt durch [...]
Ein flexibles Fertigungssystem (FFS) beruht in der Regel auf den Prinzipien der Systemtechnik und der Gruppentechnologie. Es verbindet CNC-gesteuerte Werkzeugmaschinen (Bearbeitungszentren), Koordinatenmessmaschinen, Materialtransportsysteme, [...]
So wie die Fertigungstechnologie heute in verschiedenen Bereichen eine entscheidende Rolle spielt, nimmt die Nanofabrikationstechnologie eine Schlüsselposition in der Nanotechnologie ein. Die Nanofabrikationstechnologie umfasst zahlreiche Methoden, darunter mechanische [...]
Unter Ultrapräzisionsbearbeitung versteht man Präzisionsfertigungsverfahren, die ein extrem hohes Maß an Genauigkeit und Oberflächenqualität erreichen. Die Definition ist relativ und ändert sich mit den technologischen Fortschritten. Derzeit kann diese Technik [...]
Gegenwärtig kann die spanabhebende Bearbeitung in zwei Gruppen eingeteilt werden, die sich auf die Produktionscharge beziehen: Von diesen beiden Kategorien entfallen auf die erste etwa 70-80% des gesamten Produktionswerts der Zerspanung [...]
In diesem Artikel werden hauptsächlich mehrere ausgereifte spezielle Bearbeitungsmethoden vorgestellt. I. Funkenerosion (EDM) Die Funkenerosion ist ein Verfahren zur Bearbeitung leitfähiger Werkstoffe unter Ausnutzung des Phänomens der elektrischen Korrosion während [...]
Was ist CNC-Bearbeitung? Numerische Steuerung (NC) bezeichnet die Methode zur Steuerung der Bewegung und der Bearbeitungsvorgänge von Werkzeugmaschinen mit Hilfe digitalisierter Informationen. Numerisch gesteuerte Werkzeugmaschinen, oft abgekürzt als [...]
Die spanabhebende Bearbeitung ist nach wie vor die wichtigste Methode der mechanischen Bearbeitung und spielt eine wichtige Rolle in der mechanischen Fertigung. Mit den Fortschritten in der Fertigungstechnik hat die spanende Bearbeitung erhebliche Fortschritte in Richtung [...]
1. Was sind Schweißspannungen Schweißspannungen sind die Spannungen, die während des Schweißprozesses in geschweißten Bauteilen entstehen. Diese Spannung wird durch den thermischen Prozess des Schweißens verursacht und [...]
Als fortschrittliche Werkstoffe werden Materialien bezeichnet, die in jüngster Zeit erforscht wurden oder sich in der Entwicklung befinden und über außergewöhnliche Leistungen und besondere Funktionen verfügen. Diese Materialien sind für den Fortschritt in Wissenschaft und Technik von größter Bedeutung, [...]
Die Wulstumformung eignet sich für verschiedene Arten von Rohlingen, z. B. für tiefgezogene Tassen, geschnittene Rohre und gewalzte konische Schweißteile. Klassifizierung nach dem Medium der Wulstumformung Wulstumformverfahren lassen sich in folgende Kategorien einteilen [...]