I. Требования к технологическому процессу при современном шлифовании зубчатых колес с твердыми зубьями
1. Зоны шлифования при зубошлифовании - секция с инволютным профилем зуба
При современном шлифовании зубчатых колес с твердыми зубьями шлифовальный участок обрабатывает только ту часть эвольвентного профиля зуба, которая находится выше начальной окружности и ниже конечной окружности эвольвенты.
2. Нешлифовальные зоны при шлифовании зубчатых колес - Gear Root
Современные закаленные поверхности зубчатых колес обладают следующими преимуществами, если корень шестерни не шлифуется в процессе зубошлифования:
(1) Позволяет избежать снижения твердости корня шестерни после термообработки, сохраняя слой отрицательных напряжений, образовавшийся на поверхности и корне шестерни после науглероживания, закалки и упрочнения. Это значительно повышает устойчивость шестерни к усталости при изгибе и ее несущую способность.
(2) Узкое дно корневой канавки шестерни, плохой отвод тепла и значительные колебания остаточного материала при чрезмерной кривизне резко ухудшают условия работы шлифовального круга. Это может легко привести к прижогам и трещинам при шлифовании зубчатых колес.
(3) Плохие условия шлифования на дне корневой канавки шестерни приводят к тому, что шлифовальные зерна на внешнем круге шлифовального круга могут осыпаться и изнашиваться, тем самым снижая качество шлифования шестерни.
(4) С точки зрения сопротивления разрушению зубьев, корень шестерни должен иметь определенную степень резания корня. Без определенного количества корневой нарезки на корневой части шестерни при шлифовании неизбежно появятся выступы. Это приведет к серьезной концентрации напряжений, что значительно повлияет на стойкость зубьев к разрушению. Появление таких выступов абсолютно недопустимо.
В заключение следует отметить, что отказ от шлифования корня зубчатой канавки позволяет повысить несущую способность шестерни, предотвратить повреждения при шлифовании, улучшить качество шлифования, снизить нагрузку на процесс шлифования и повысить производительность.
3. Предварительное шлифование с помощью вала для предварительного формирования зуба
(1) Введение в предварительное шлифование варочных поверхностей
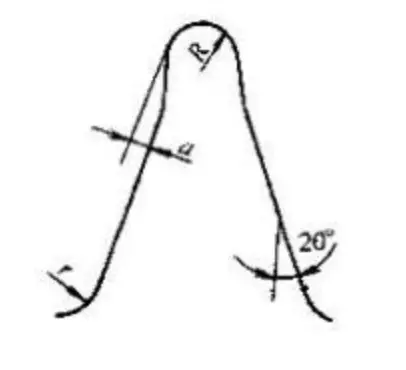
Традиционный варочные панели уже не отвечают требованиям вышеупомянутого процесса. Поэтому на этапе зубофрезерования крайне важно использовать вал предварительного шлифования, оснащенный контактным углом. Отличительной особенностью вала предварительного шлифования по сравнению со стандартным валом является верхняя часть его режущих зубьев, которая имеет режущую кромку с углом контакта, как показано на рисунке ниже.
Схематическое изображение формы зубьев шестерни перед шлифованием
В корневой части зуба шестерни выполняется определенная подрезка корня. Это делается для того, чтобы предварительно сформировать корневую часть обрабатываемой шестерни и удалить большую часть излишков с поверхности зуба, оставив равномерный запас для точной обработки по толщине зуба. После науглероживания и закалки шлифование корня зуба больше не требуется.
(2) Требования к форме зубьев шестерни перед шлифованием:
Граница шлифования шестерни должна быть равномерной;
Перед шлифованием на корневой части шестерни должен быть определенный корневой подрез;
Эвольвентная кривая шестерни после шлифования должна быть достаточно длинной.
(3) Усовершенствования для предварительной шлифовки зуборезных фрез
Раннее использование зуборезных фрез с предварительной шлифовкой было сопряжено со следующими проблемами:
Недостаточное формирование огибающей дуги у корня зуба, недостаточная гладкость, видимые следы от инструмента и менее чем идеальное качество шероховатость поверхности.
Проблема появления выпуклостей вблизи начальной окружности эвольвенты в процессе шлифования зуба была достаточно серьезной.
После длительного целенаправленного исследования и анализа мы определили следующие проблемы:
В связи с недостаточным формированием огибающей линии оригинальных зуборезных фрез с предварительным шлифованием, мы предложили идею их перепроектирования, подходя к этому со следующих сторон:
Увеличьте внешний диаметр фрезы для предварительного шлифования;
Увеличьте количество рядов инструментов в зуборезных фрезах;
Конструкция с изменяемым углом давления;
Увеличьте количество выкапываемых корней соответствующим образом, обеспечивая при этом прочность передачи.
Вышеуказанные требования были согласованы с отечественными техническими специалистами. производители инструментовсовместно разработали и выпустили новый тип фрезы для предварительного шлифования, подходящей для обработки тяжелых зубчатых колес. Новая зуборезная фреза с предварительным шлифованием не только полностью решила предыдущие проблемы, но и обеспечила очень гладкую корневую зону обрабатываемой шестерни, что позволило добиться превосходных результатов.
(4) При шлифовании зубчатых колес недопустимы трещины и прижоги.
Процесс разрушения зубьев шестерен обычно начинается с образования мелких усталостных трещин, которые постепенно расширяются. Поэтому в отечественных и международных стандартах на зубчатые колеса указано: на закаленной поверхности зубчатого колеса после шлифования не допускаются трещины и прижоги.
II. Характеристики и причины возникновения трещин при шлифовании в зубчатых передачах с твердыми зубьями
1. Характеристики шлифовальных трещин в зубчатых колесах с твердыми зубьями
Шлифовочные трещины - наиболее типичные поверхностные трещины. Их глубина по вертикали обычно не превышает 0,5 мм, а мелкие достигают лишь 0,010-0,020 мм. Хотя иногда их глубина может превышать 1 мм, но это случается относительно редко.
2. Причины образования трещин в поверхностных зубчатых передачах с твердыми зубьями
По общему мнению отечественных и зарубежных специалистов, трещины при шлифовании возникают, когда растягивающее напряжение при шлифовании превышает предел прочности материала на излом. Факторами, непосредственно влияющими на растягивающее напряжение при шлифовании, являются:
(1) Термическая обработка:
Трещины при шлифовании в зубчатых колесах с твердой поверхностью зуба в основном возникают в деталях, подвергшихся науглероживанию, закалке и низкотемпературному отпуску. Поэтому качество термообработки тесно связано с трещинами при шлифовании и является очень важным фактором.
Недостаточный отпуск, слишком низкая температура отпуска или недостаточное время отпуска влияют на содержание углерода в мартенсит и заварки или уменьшения размеров мартенситных микротрещин, что влияет на вязкость разрушения мартенсита. Тепло, выделяемое при шлифовании, создает большие термические и структурные напряжения, что приводит к образованию трещин при шлифовании.
Большая деформация при науглероживании и закалочной термической обработке приводит к неравномерному припуску на шлифование или увеличивает припуск на шлифование зубьев.
(2) Процесс измельчения:
Поскольку трещины при шлифовании возникают в процессе шлифования, технология шлифования является важным фактором, который нельзя игнорировать.
Большие припуски на шлифование могут привести к чрезмерному нагреву шлифовального материала, вызывая термические и структурные напряжения. Эти напряжения в сочетании с растягивающим напряжением при шлифовании увеличивают склонность к образованию трещин.
Необоснованное сопряжение сумм резки.
Неправильный выбор шлифовального круга.
Слишком высокая температура охлаждающего масла или недостаточное количество масла.
III. Технологические меры по предотвращению трещин при шлифовании зубчатых колес с твердыми зубьями
1. Меры по термообработке
Материалы, которые более чувствительны к трещинам при шлифовании, более склонны к образованию трещин во время шлифования. Снижение чувствительности материала к трещинам при шлифовании уменьшает вероятность появления трещин.
Такие материалы, как 20CrMnTi и 20Cr2Ni4A, более чувствительны к трещинам при шлифовании, и эта чувствительность варьируется в зависимости от условий термической обработки науглероживанием.
Поэтому ее можно соответствующим образом регулировать и снижать путем изменения процессов науглероживания, закалки и отпуска. В связи с этим принимаются следующие меры:
(1) Уменьшите температуру закалки науглероженных деталей: Для шестерен из 20CrMnTi, науглероживание при 930°C, закалка непосредственно после науглероживания, и когда температура закалки снижается с 860°C до 830°C, серьезные трещины при шлифовании могут быть устранены без изменения условий шлифования.
(2) Концентрация углерода на поверхности должна быть соответствующей, контролируемой в диапазоне от 0,7% до 0,9%. Градиент концентрации углерода должен быть постепенным, обеспечивая хорошую прочность поверхности и распределение напряжений.
Сайт содержание углерода тяжелонагруженных зубчатых колес должно контролироваться на нижнем пределе, что облегчает контроль размера и формы карбидов. Если содержание углерода контролируется на верхнем пределе, то это усиливает тенденцию к образованию остаточных аустенит, увеличение карбида, окисление поверхности и тенденция к снижению прочности корня зуба.
Согласно соответствующим данным, в Соединенных Штатах концентрация углерода на поверхности тяжелонагруженных зубчатых колес контролируется на уровне около 0,65%.
(3) Чем меньше закалка, тем выше чувствительность к трещинам при шлифовании. Поэтому тщательный отпуск необходим для повышения пластичности науглероженной закаленной поверхности, позволяя сбалансировать или уменьшить остаточные напряжения и улучшить распределение поверхностных напряжений. Это, в свою очередь, снижает вероятность появления трещин при шлифовании.
(4) Контролируйте количество остаточного аустенита, чтобы предотвратить структурную трансформацию во время шлифования шестерен, которая приводит к значительным структурным напряжениям. Строго ограничивайте остаточный аустенит в пределах 25%, а для ответственных зубчатых колес он должен контролироваться в пределах 20%.
(5) Основное внимание уделяется контролю размера, количества, формы и распределения карбидов для достижения дисперсного распределения мелкозернистых карбидов. Это повышает прочность материала на излом и снижает хрупкость.
(6) Контролируйте уровень мартенсита, чтобы получить криптокристаллический и мелкоигольчатый мартенсит, избегая образования крупноигольчатого мартенсита, тем самым уменьшая источники трещин и повышая прочность материала на излом. Оптимальный уровень мартенсита составляет 3.
(7) Применяйте необходимые технологические меры для контроля деформации при термообработке, уменьшая припуск на шлифовку.
2. Технологические меры в механической обработке
По литературным данным, средняя температура в зоне контакта шлифовального круга с поверхностью зубчатого колеса обычно составляет 500-800°C, а температура в местах шлифования достигает 1000°C.
Кроме того, более 80% этого тепла передается в зубчатое колесо. Значительное количество тепла, выделяемое при шлифовании зубчатых колес, приводит к значительным тепловым напряжениям и термоиндуцированным расширениям и сжатиям в зоне шлифования поверхности зубчатого колеса.
Если не обеспечить эффективный контроль этого нагрева, на поверхности шестерни могут легко образоваться трещины и прижоги.
Поэтому основной упор в технологических мероприятиях по обработке будет сделан на минимизацию и контроль тепла, выделяемого при шлифовании.
(1) Снизить шероховатость поверхности на этапе чернового зубофрезерования, чтобы она находилась в пределах Ra3,2 - Ra3,6.
(2) Строго контролируйте оставшийся номинальный размер при черновом зубофрезеровании, не допускается произвольное увеличение припуска на шлифование.
(3) После термообработки строго отрегулируйте в соответствии с предписанным положением и допустимым диапазоном, чтобы максимально снизить погрешность от термического искажения.
(4) Перед шлифованием необходимо использовать технологию прокатки закаленной поверхности зуба для шабрения. Это обеспечивает равномерный припуск на шлифование, максимально уменьшая его и тем самым минимизируя нагрев при шлифовании.
(5) Рационально выбирайте и подбирайте количество режущих инструментов. Основными принципами должны быть более высокая скорость вращения круга, более быстрый ход и соответствующая подача. Согласно зарубежным данным: фаза грубого шлифования поверхности зуба является решающим моментом для образования шлифовальных трещин. Подавляющее большинство шлифовальных трещин возникает именно на этой стадии. На этом этапе следует уделять особое внимание.
(6) Выбор шлифовального круга - важнейший этап процесса шлифования зубов. Правильный выбор шлифовального круга значительно влияет на точность и эффективность шлифования зубов. Неправильный выбор твердости, размера зерна или структуры круга может легко привести к прижогу поверхности и трещинам при шлифовании. Поэтому при выборе круга следует учитывать следующие аспекты:
Абразив: Красный корунд, также известный как PA, имеет твердость, сравнимую с белым корундом (WA), но обладает лучшей вязкостью. При шлифовании стали высокой прочности с использованием корунда эффективность выше, чем у белого корунда. Долговечность шлифовального круга и шероховатость шлифовальной поверхности также выше, поэтому предпочтение отдается PA.
Связка: материал, который связывает зерна песка вместе, образуя шлифовальный круг. В настоящее время в качестве связки для шлифовальных кругов на зубошлифовальных станках используется преимущественно керамический клей (код V); он обладает стабильными свойствами, выдерживает воздействие воды и тепла без разрушения, адаптируется к различным охлаждающим жидкостям при шлифовании и является экономически эффективным.
Твердость: Чем тверже шлифовальный круг, тем меньше его пористость. Во время шлифования зазоры между зернами круга быстро забиваются шлифовальными частицами. В сочетании с плохой самозатачиваемостью твердых кругов затупившиеся зерна нелегко сбрасываются, что может привести к образованию прижогов между кругом и поверхностью заготовки. Это влияет на теплоотвод и увеличивает нагрев при шлифовании, что может легко привести к прижогам и трещинам. Более мягкие круги быстро изнашиваются и при неправильном использовании могут напрямую повлиять на точность передачи. Поэтому принцип выбора твердости круга таков: для обработки мягких материалов выбирайте более твердый круг, а для твердых - более мягкий. При шлифовании твердых, низкоуглеродистых легированная стальСледует выбрать колесо от K до J. (Сравнение новых и старых моделей: K - средне-мягкий 1, J - мягкий 3).
Организация: Приоритет отдается шлифовальным кругам с общей пористой структурой. По своей организации шлифовальные круги в основном делятся на пять классов.
Размер зерна: Чем меньше размер зерна, тем больше шлифовальных частиц участвует в шлифовании на единицу площади, соответственно, увеличивается сила резания и теплота шлифования, что может легко привести к износу. Для обеспечения точности шлифования поверхностей зубчатых колес обычно используется размер зерна от 46# до 60#. Для зубчатых колес с меньшим модулем следует выбирать шлифовальные круги с большим размером зерна, в то время как для больших модулей зубчатых колес следует использовать шлифовальные круги с меньшим размером зерна. (Размер зерна обозначается числом, чем больше число, тем меньше размер частиц).
Форма и размер: Модель зубошлифовального станка - Y7163A, используется двойной конический шлифовальный круг (код PSX1). Размеры составляют Ф350×Ф127×32.
Не следует упускать из виду состояние остроты алмаза на правке шлифовального круга. Из-за затупления алмазного наконечника шлифовальный круг после правки становится тупым, что приводит к значительному увеличению нагрева при шлифовании. Поэтому, как только алмаз затупится, его следует немедленно заточить, чтобы восстановить остроту, что является предпосылкой и гарантией правильной правки шлифовального круга.
Охлаждающая жидкость играет важную роль в процессе шлифования, и ей следует уделять достаточно внимания. Зубошлифовальные станки работают по принципу генераторного шлифования, когда шлифовальный круг и поверхность зуба имеют точечный контакт в процессе шлифования. Возникающее при шлифовании тепло отводится мощной охлаждающей жидкостью, протекающей по шлифовальному кругу и поверхности зуба. Такой метод шлифования позволяет предотвратить образование трещин при шлифовании, предотвратить засорение шлифовального круга и рассеивание шлифовальной пыли, что обеспечивает хороший экологический эффект. Поэтому охлаждающая жидкость должна быть обильной и распыляться непосредственно на зону шлифования с выбранным расходом 40-45 л/мин и давлением 0,8-1,2 Мпа. Необходимо поддерживать чистоту охлаждающей жидкости, фильтровать ее в процессе циркуляции и контролировать ее температуру, при необходимости используя радиатор. Особое внимание следует уделять тому, чтобы расход и сила распыления охлаждающей жидкости были достаточными. При любых изменениях следует проверить фильтр насоса охлаждающей жидкости на предмет засорения. Также требуется регулярная очистка и проверка фильтра.
IV. Технологические меры по устранению трещин при шлифовании на закаленных поверхностях зубчатых колес
При появлении шлифовальных трещин на закаленных поверхностях зубчатых колес необходимо сначала проанализировать причины их возникновения. Затем, исходя из условий работы, следует применить следующие методы лечения:
1. Эффекты и применение метода вторичного отпуска
(1) Метод вторичного закаливания
Соответствующим образом увеличив время отпуска закаленных деталей, подвергнутых науглероживанию, повысив температуру отпуска и увеличив количество отпусков, можно добиться достаточного отпуска для устранения и уменьшения трещин при шлифовании. Конкретный подход заключается в следующем:
После отпуска шестерни при температуре 180℃ в течение не менее 16 часов можно приступать к шлифованию или зачистке перед шлифованием. В случае сильных трещин при шлифовании можно провести два низкотемпературных отпуска.
Выдержка в горячем масле при температуре от 160℃ до 180℃ в течение 12 часов дает еще лучшие результаты.
Благодаря простоте и эффективности этих методов они широко используются для предотвращения и устранения трещин при шлифовании.
(2) Эффект достаточной закалки проявляется следующим образом:
Достаточный отпуск значительно снижает чувствительность к шлифованию различных виды стали.
Для закаленных и закаленных деталей, которые уже прошли обработку, мы определяем достаточность отпуска, наблюдая за цветом поверхности закаленной детали. Золотистый оттенок свидетельствует о достаточном отпуске, в то время как соломенно-желтый цвет говорит о том, что требуется дополнительный отпуск.
Для закаленных и закаленных деталей, которые не подвергались обработке, можно использовать наждачную бумагу, чтобы отполировать и осветлить определенную часть поверхности детали до появления металлического блеска. Затем мы определяем достаточность отпуска, наблюдая за цветом этой поверхности после отпуска.
(4) Соображения при вторичном отпуске
Чтобы максимально уменьшить деформацию компонентов, их можно выдерживать при температуре печи 100°C в течение 1-2 часов во время отпуска, затем температуру повышают до 180°C и проводят отпуск в течение 14-15 часов.
Для закаленных и закаленных деталей, которые уже подвергались обработке, необходимо обеспечить соответствующую защиту во время отпуска.
2. Метод рубцевания для удаления трещин
Поверхности зубов с трещинами очищаются путем скарификации с помощью твёрдый сплав Роликовая фреза, затем шлифовка зубьев. Этот метод в основном используется, когда:
Толщина зуба имеет достаточный запас.
Его часто применяют, когда глубина трещин относительно невелика.
3. Метод шлифования для удаления трещин
При шлифовании крупной планетарной шестерни возникла серьезная трещина, что послужило типичным примером применения метода удаления трещин при шлифовании, о котором подробно рассказано ниже:
(1) Краткое введение в ситуацию с большой планетарной передачей с сильными трещинами при шлифовании:
Технические параметры большой планетарной передачи: m=9z=66α=20°f=1, ширина зуба=60
Материал и условия термообработки: 20CrMnTi с глубиной науглероживания 1.8~2.3, твердость поверхности HRC58~62
Состояние деформации и граница шлифования: После закалки науглероживанием, в результате деформации, фактический размер после расширения нормальной линии составляет: 1,25 (мм). Припуск на шлифование: 0,65 (мм); При появлении сильных трещин на шлифовании оставшийся припуск на шлифование составляет: 0,7 (мм).
Текущее состояние трещины при шлифовании: Наиболее сильная трещина шлифования имеет 14 параллельных трещин на правой стороне зуба, распределенных перпендикулярно по ширине зуба к направлению шлифования. Длина трещины близка к высоте зуба, и почти каждый зуб имеет трещины шлифования на левой и правой поверхностях. Количество трещин варьирует, распределение их прерывистое и неравномерное. Состояние трещин крайне тяжелое.
(2) Принять следующие меры:
Поместите шестерни с сильными трещинами при шлифовании в горячее масло при температуре 180°C для 12-часового старения.
Замените шлифовальный круг: Первоначальная твердость шлифовального круга была класса K, теперь он заменен на класс J.
Вследствие длительного использования насоса охлаждения без установленного фильтра бачок охлаждающего масла сильно загрязнился, и все дно бачка покрылось слоем мельчайших отложений толщиной 6 см. Поэтому тщательно очистите бак для охлаждающего масла, замените его новым, обеспечив качество и эффективность охлаждения.
В процессе шлифования для устранения трещин при шлифовании подача контролируется на уровне 0,025(мм).
В процессе шлифования для удаления трещин шлифовальный круг необходимо протравливать через каждые два полных оборота, чтобы сохранить остроту во время работы.
Заточите затупившийся алмаз на колесном станке, чтобы восстановить его остроту.
Частота преобразователя переменного тока увеличена с первоначальной настройки 33HZ до 45HZ, чтобы увеличить число ходов ползунка.
Благодаря принятию вышеуказанных мер все серьезные трещины при шлифовании были успешно устранены.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Основные концепции автоматизированного проектирования и автоматизированного производства Автоматизированное проектирование и автоматизированное производство (CAD/CAM) - это комплексная и технически сложная дисциплина системного инжиниринга, которая включает в себя такие различные области, как компьютерная [...]...
Концепция виртуального производства Виртуальное производство (ВП) - это фундаментальная реализация реального производственного процесса на компьютере. В нем используются технологии компьютерного моделирования и виртуальной реальности, поддерживаемые высокопроизводительными [...]...
Гибкая производственная система (FMS) обычно использует принципы системной инженерии и групповой технологии. Она объединяет станки с числовым программным управлением (ЧПУ) (обрабатывающие центры), координатно-измерительные машины, системы транспортировки материалов, [...]...
Подобно тому, как производственные технологии играют важнейшую роль в различных областях, технология нанофабрикации занимает ключевое место в сфере нанотехнологий. Технология нанофабрикации включает в себя множество методов, в том числе механические [...].
Сверхточная обработка относится к прецизионным производственным процессам, в которых достигаются чрезвычайно высокие уровни точности и качества поверхности. Ее определение относительно и меняется по мере развития технологий. В настоящее время эта технология позволяет достичь [...].
В настоящее время механическую обработку можно разделить на две группы в зависимости от серийности производства: Среди этих двух категорий, первая составляет около 70-80% от общей стоимости продукции механической обработки [...]...
В этой статье в основном представлены несколько зрелых методов специальной обработки. I. Обработка электрическим разрядом (EDM) EDM - это метод обработки токопроводящих материалов, использующий явление электрической коррозии во время [...]...
Что такое обработка с ЧПУ? Числовое программное управление (ЧПУ) - это метод управления движением и операциями обработки на станках с помощью оцифрованной информации. Станки с числовым программным управлением, часто сокращенно называемые [...]...
Обработка резанием остается наиболее распространенным методом механической обработки, играющим важную роль в механическом производстве. С развитием производственных технологий технология обработки резанием претерпела значительный прогресс в [...].
1. Что такое сварочное напряжение Под сварочным напряжением понимается напряжение, возникающее в процессе сварки в сварных деталях. Это напряжение возникает в результате термического процесса сварки и [...].
Под передовыми материалами понимаются недавно исследованные или находящиеся в стадии разработки материалы, обладающие исключительными характеристиками и особыми функциональными свойствами. Эти материалы имеют огромное значение для развития науки и техники, [...]...
Формирование выпуклости подходит для различных типов заготовок, таких как чашки глубокой вытяжки, разрезанные трубы и прокатные конические сварные изделия. Классификация по средствам формования выпуклости Методы формования выпуклости можно разделить [...].