Die Wahl zwischen Laser-Dauerschweißen und Impulsschweißen: Ein umfassender Leitfaden
Die Wahl des richtigen Laserschweißverfahrens kann sich dramatisch auf Ihre Fertigungseffizienz und Produktqualität auswirken. Haben Sie sich schon einmal gefragt, ob das kontinuierliche oder das Pulslaserschweißen für Ihre Anforderungen besser geeignet ist? Dieser Artikel geht auf die Unterschiede ein und vergleicht Aspekte wie Leistung, Effizienz und Anwendungseignung. Am Ende werden Sie wissen, welche Technik am besten zu Ihren spezifischen Schweißanforderungen passt und optimale Leistung und Kosteneffizienz gewährleistet. Tauchen Sie ein, um eine fundierte Entscheidung zu treffen, die Ihre Arbeitsabläufe rationalisieren und die Qualität Ihrer Produkte verbessern kann.
Laser können auf verschiedene Weise klassifiziert werden. Eine Klassifizierungsmethode basiert auf der Wellenlänge, wobei Laser in infrarot, sichtbar und ultraviolett unterteilt werden können.
Eine weitere Klassifizierung basiert auf dem Arbeitsstoff des Lasers, einschließlich CO2 Laser, Faserlaser, Nd3+:YAG-Festkörperlaser, Nd3+:YAG Scheibenlaser (einzigartig bei Trumpf), direkte Halbleiterlaser, Farbstofflaser und andere. Die Betriebsart des Lasers, ob kontinuierlich oder gepulst, bestimmt auch die Lasertyp.
Im Allgemeinen gibt ein Laserstrahl nur einmal Licht ab, wenn er im Resonanzraum oszilliert, aber durch hochfrequente Oszillation können auch mehrere Strahlen abgegeben werden. Ein Laser gilt als Dauerlichtquelle, wenn die Ausgangsfrequenz einen kritischen Wert erreicht, und als Impulslaser, wenn die Ausgangsfrequenz unter diesem kritischen Wert liegt.
In Wissenschaft und Industrie gibt es jedoch keine Standarddefinition für die Unterscheidung zwischen kontinuierlichen und gepulsten Lasern. Nach allgemeinem Verständnis gilt ein Laser mit einer wiederholten Lichtfrequenz von unter 102 Hz als Impulslaser, 102-103 Hz als quasi-kontinuierlich (QCW), 103-106 Hz als kontinuierlich (CW) und alles über 106-109 Hz als Superkontinuum.
Im Bereich der Metallzerspanung zum Beispiel sind die typischen Frequenzparameter von IPG und Raycus Faserlaser liegen bei 5000 Hz, während die typische Frequenz früher Nd3+:YAG-Festkörperlaser-Schneidmaschinen 300 Hz beträgt. Was die Leistungsparameter betrifft, so liefern CW-Laser im Allgemeinen nur die Leistung, während Pulslaser Einzelpulsleistung, Durchschnittsleistung, Pulsbreite und Frequenz liefern.
Im Bereich der Metallindustrie LaserschweißenNd3+:YAG-Festkörperlaser werden in der Regel zum Impulsschweißen verwendet, während Faserlaser in der Regel zum kontinuierlichen Schweißen eingesetzt werden. Mit den Fortschritten in der Lasertechnologie wird die Unterscheidung zwischen den beiden Verfahren jedoch immer unschärfer, da für das kontinuierliche Schweißen zunehmend industrietaugliche direkte Halbleiterlaser eingesetzt werden.
Das Pulslaserschweißen, bei dem Nd3+:YAG-Laser verwendet werden, ist für seine niederfrequenten, hochenergetischen Pulse bekannt. Ein 500-W-Pulslaser kann beispielsweise eine Einzelpulsleistung von bis zu 12 KW oder mehr erzeugen, was zu einer größeren Einschweißen im Vergleich zu Faserlasern der gleichen Leistung.
Kontinuierliche (Faser-)Laser hingegen zeichnen sich durch eine hohe Frequenz und eine stabile, niedrige Einzelpulsenergie aus.
Eine einfache Analogie zur Erklärung des Unterschieds zwischen Impuls- und Dauerschweißen ist, dass das Impulsschweißen mit dem Rammen von Pfählen mit einer Ramme vergleichbar ist, bei der jeder Schlag schwer, aber die Geschwindigkeit langsam ist. Dagegen ist das kontinuierliche Schweißen wie das Einschlagen von Nägeln mit einem Elektrohammer, bei dem jeder Schlag klein ist, aber die Schlaggeschwindigkeit schnell ist.
3. Strahlcharakteristik
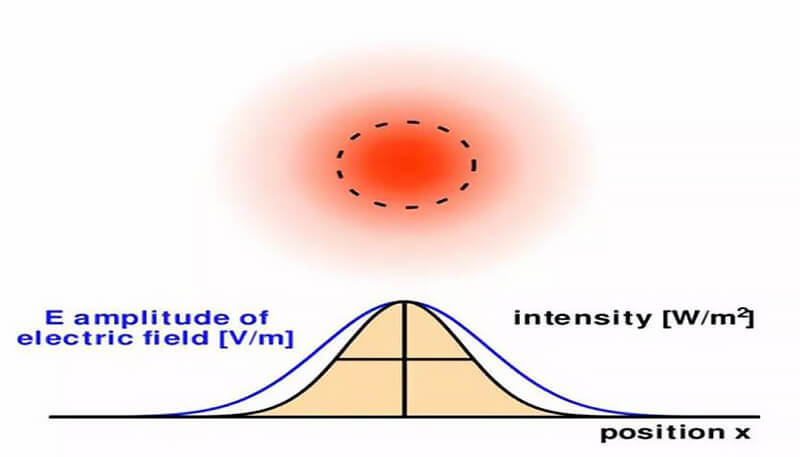
Bekanntlich handelt es sich bei dem von einem Dauerstrichlaser (Faserlaser) erzeugten Strahl um einen typischen Gauß'schen Strahl. Das bedeutet, dass die Leistungsdichte in der Mitte des Strahls sehr hoch ist und vom Zentrum weg schnell abnimmt.
Im Gegensatz dazu hat die Lichtintensität eines gepulsten Lasers eine Flat-Top-Verteilung, d. h., die Energie wird ungefähr gleichmäßig über die Oberfläche senkrecht zum Strahl verteilt.
Es ist erwähnenswert, dass die Strahlverteilung eines direkten Halbleiterlasers ebenfalls der Flat-Top-Verteilung ähnelt, was hier jedoch nicht weiter erörtert werden soll.
Energieverteilung von Gaußschen Strahlen
Energieverteilung eines flachspitzigen Strahls
4. Schweißverfahren
Die Häufigkeit der Lichtabgabe beim Dauerschweißen ist extrem hoch.
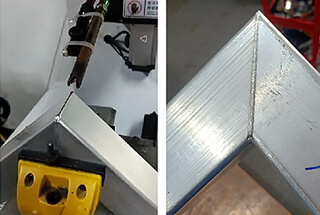
Wenn die richtigen Schweißschutzmaßnahmen und -parameter verwendet werden, kann eine gleichmäßige und glatte Schweißnaht erzielt werden, die nicht geschliffen oder poliert werden muss.
Das Impulsschweißen hingegen hat eine niedrigere Lichtfrequenz und erzeugt ein deutliches, intermittierendes Klopfgeräusch während der Schweißung. Schweißverfahren. Die entstehende Schweißnaht hat ein flaches, fischschuppenartiges Aussehen, ähnlich wie Argon-Lichtbogenschweißenoder einzelne Punktschweißpunkte nach Bedarf.
Beim kontinuierlichen Schweißen müssen nur einige wenige Parameter ausgewählt werden, z. B. die geeignete Schweißspur, die Laufgeschwindigkeit und die Leistung, was es relativ einfach macht. Beim Impulsschweißen hingegen müssen mehrere Parameter berücksichtigt werden, darunter die Impulsbreite, die Lichtausgangsfrequenz, die Einzelimpulsleistung, die Laufgeschwindigkeit und die Impulswellenform, was das Verfahren komplexer macht.
Impulsschweißpunkt (Schweißpunkt)
Kontinuierliche Schweißnaht
Außerdem hat der Faserlaserstrahl eine hohe Energiedichte in seinem optischen Zentrum. Mit der heutigen Technologie kann der Laserstrahl effizient durch eine Faser mit einem sehr kleinen Kerndurchmesser übertragen werden. Dadurch eignen sich Lichtlaser mittlerer bis hoher Leistung ideal für das Tiefschweißen, bei dem Schweißnähte mit einem hohen Tiefe-Breite-Verhältnis erzeugt werden.
Die Flat-Top-Verteilung von gepulsten Laserstrahlen bietet erhebliche Vorteile für das Wärmeleitungsschweißen, insbesondere beim Spleißschweißen von dünnen Blechen.
5. Anmeldung
Der kontinuierliche (Faser-)Laser hat einen bedeutenden Marktanteil im Bereich des Schweißens erlangt und ersetzt die CO2 und Nd3+:YAG-Festkörperlaser aufgrund ihrer Stabilität, ihres geringen Stromverbrauchs, ihrer Effizienz, ihrer hohen Strahlqualität und ihrer Energiedichte. Es wird erwartet, dass sich dieser Trend in Zukunft fortsetzen wird.
Das Nd3+: YAG Festkörperlasertrotz seiner langen Entwicklungsgeschichte und seines großen Marktes vielversprechende Möglichkeiten in spezialisierten Bereichen haben wird. Derzeit wird das kontinuierliche Laserschweißen hauptsächlich für das Tiefschweißen verwendet. Glasfaserlaser (kontinuierlich) sind beispielsweise in der Automobilbranche weit verbreitet. Mit dem technologischen Fortschritt, insbesondere in Lichtwellenleiterlaser und der direkten Halbleiterlasertechnologie wird das kontinuierliche Laserschweißen voraussichtlich in einer breiteren Palette von Bereichen eingesetzt werden.
Die hohe Effizienz und Stabilität des kontinuierlichen Laserschweißens entspricht zudem dem wachsenden Trend in der Fertigungsindustrie zu intelligenten und automatisierten Produktionsmethoden.
Das Impulsschweißen ist zwar auf dem Markt rückläufig, hat aber immer noch einen Platz in der Zukunft. Faserlaser haben quasi-kontinuierliche Laser entwickelt, die mit dem Impulsschweißen konkurrieren, aber das Impulsschweißen hat immer noch seine Berechtigung für spezielle Materialien und Schweißanforderungen. Darüber hinaus hat der Nd3+:YAG-Festkörperlaser die Vorteile niedriger Kosten, einfacher Anwendung und einfacher Wartung, die das Impulsschweißen auch auf lange Sicht relevant halten werden.
6. Schlussfolgerung
Die Wahl zwischen zwei Schweißverfahren erfordert eine sorgfältige Bewertung verschiedener Faktoren wie Kosten, Betriebskosten, Prozessanforderungen und Produktionseffizienz.
Das Impulsschweißen hat einen geringen Gesamtwirkungsgrad, bietet aber eine hohe Einzelimpulsenergie. Allerdings kann es in der Anwendung teuer sein. Dagegen ist das kontinuierliche Schweißen effizienter und hat niedrigere Betriebskosten, aber es ist mit höheren Anschaffungskosten verbunden.
Beide Methoden haben ihre eigenen Vor- und Nachteile und sind daher in bestimmten Bereichen anwendbar.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Was macht Autos sicherer, leichter und effizienter? Die Laserschweißtechnik verändert die Automobilherstellung, indem sie die Präzision erhöht und die Kosten senkt. Dieser Artikel erläutert die Funktionsweise des Laserschweißens, seine...
Stellen Sie sich ein Schweißverfahren vor, das den Verzug minimiert, die Präzision erhöht und die Effizienz verbessert. Die Laserschweißtechnik für Bleche leistet genau das und revolutioniert Branchen von der Automobilindustrie bis zur Hightech-Elektronik. Dieser Artikel...
Wie erreicht man die perfekte Schweißnaht an einem Titanrohr und schafft dabei ein Gleichgewicht zwischen Präzision und Effizienz? Dieser Artikel befasst sich mit den Feinheiten des Laserschweißens von Titanrohren und erforscht Techniken zur Minimierung...
Stellen Sie sich vor, Sie könnten Ihre Schweißarbeiten mit der Kraft des Lasers verändern. Die Welt des Laserschweißens bietet eine Vielzahl von Optionen, darunter Faser-, Dioden-, Scheiben- und CO2-Laser, die jeweils...
Haben Sie sich schon einmal gefragt, wie die moderne Technik so präzise und saubere Schweißnähte erzielt? In diesem Artikel erkunden wir die faszinierende Welt der Laserschweißgeräte. Du erfährst, wie sie funktionieren,...
Haben Sie sich jemals gefragt, ob die Laserleistung auf Ihrem Handschweißgerät korrekt angegeben ist? Dieser Artikel befasst sich mit dem weit verbreiteten Problem der falschen Kennzeichnung von Handlasergeräten...
Wie kann man fehlerfreie Schweißnähte bei Aluminiumlegierungen sicherstellen? Dieser Artikel befasst sich mit drei Expertentipps zur Minimierung von Porosität beim Laserschweißen von Aluminium. Durch die Untersuchung von Methoden wie Oberflächenbehandlung, Optimierung...
Haben Sie sich jemals gefragt, was eine perfekte Schweißnaht ausmacht? Beim Laserschweißen liegt das Geheimnis in der Verwendung von Schutzgas. In diesem Artikel wird untersucht, wie verschiedene Gase, wie Stickstoff, Argon,...
In der Welt des Schweißens kann die Wahl des richtigen Verfahrens erhebliche Auswirkungen auf Effizienz und Qualität haben. Laserschweißen und WIG-Schweißen (Argon-Lichtbogen) bieten jeweils einzigartige Vor- und Nachteile. Laserschweißen...