Handgehaltenes Laserschweißgerät: Der grundlegende Leitfaden
Haben Sie sich jemals gefragt, wie handgeführte Laserschweißgeräte die Fertigungsindustrie revolutionieren? In diesem Blogbeitrag gehen wir auf die Feinheiten dieser hochmodernen Werkzeuge ein und zeigen, wie sie die Art und Weise, wie wir Metallkomponenten herstellen und reparieren, verändern. Unser fachkundiger Maschinenbauingenieur führt Sie durch die Vorteile, Anwendungen und Hauptmerkmale handgeführter Laserschweißgeräte und gibt Ihnen wertvolle Einblicke, die Sie auf dem neuesten Stand dieser aufregenden Technologie halten werden.
Nach ersten Erkenntnissen werden die meisten Edelstahlprodukte durch Argon-Lichtbogenschweißen und andere konventionelle Schweißverfahren hergestellt.
Obwohl diese Methoden 80% der Produktionsanforderungen erfüllen können, können sie zu Defekten in den Schweißprodukten führen, wie z. B. Hinterschneidungen, unvollständiges Eindringen, dichte Porosität und Risse.
Diese Mängel verringern nicht nur die Festigkeit der Verbindung, sondern dienen auch als Quelle für Spaltkorrosion.
Die Schweißverfahren erfordert nicht nur das technische Können des Schweißers, sondern auch hohe Kosten für Flussmittel, was die Produktionskosten erhöht. Außerdem sind die Verarbeitungsschritte nach dem Schweißen sehr langsam.
Außerdem sind die Arbeitsschritte der Verarbeitung nach dem Schweißen sehr langsam.
Um diese Probleme zu lösen, werden tragbare Faser Laserschweißmaschinen wurden eingeführt.
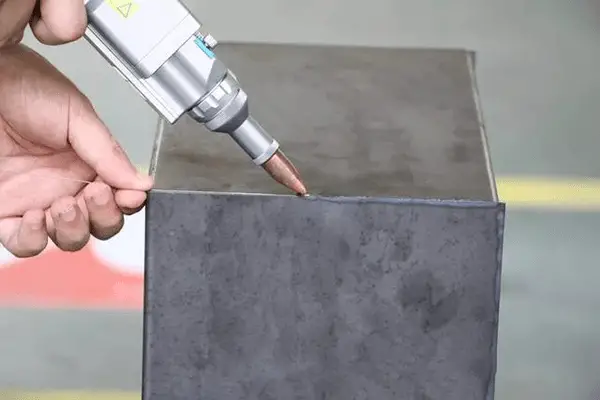
Handgehaltener Laser Schweißtechnik nutzt Laserstrahlen als Energiequelle, um die Schweißfuge zu treffen und zu verschweißen.
Es ist ein neues Schweißverfahren, das sich durch gute Schweißleistung und geringe Verformung auszeichnet und bei der Verarbeitung und dem Schweißen verschiedener Metalle weit verbreitet ist.
Die Handlaserschweißen Die Vorteile der Maschine liegen in der einfachen Bedienung, dem schönen Aussehen, der hohen Schweißgeschwindigkeit und dem Fehlen von Verbrauchsmaterialien.
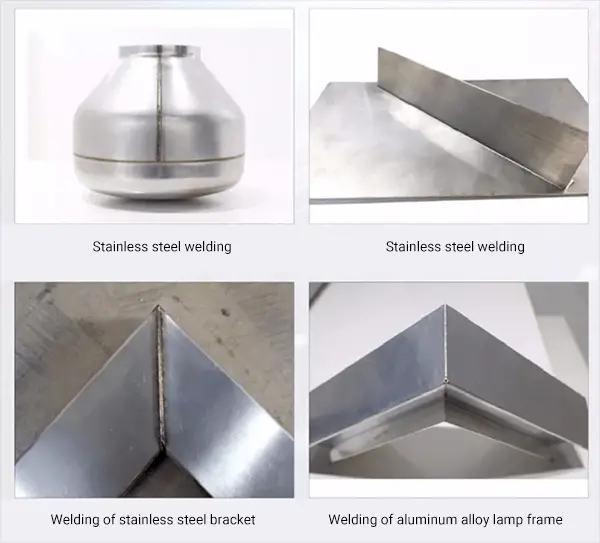
Sie kann herkömmliche Verfahren wie die folgenden perfekt ersetzen Argon-Lichtbogenschweißen und Elektroschweißen zum Schweißen von dünnen Edelstahlblechen, Eisenblechen, verzinkten Blechen und anderen Metallmaterialien.
Handheld Laserschweißen Maschinen können in einer Vielzahl von Branchen eingesetzt werden, die komplexe, unregelmäßige Schweißprozesse erfordern, wie z. B. Schränke, Küchen, Treppen, Aufzüge, Regale, Öfen, Türen und Fenster aus Edelstahl, Geländer, Verteilerkästen und Häuser aus Edelstahl.
Das handgeführte Laserschweißgerät hat eine hohe Schweißgeschwindigkeit, die 2 bis 10 Mal schneller ist als bei herkömmlichen Schweißverfahren, und kann mindestens zwei Schweißer pro Jahr einsparen.
Die Schweißnaht nach dem Laserschweißen ist glatt und ansprechend, was die Notwendigkeit des Nachschleifens reduziert und Zeit und Kosten spart.
Die lasergeschweißten Werkstücke sind frei von Verformungen und Schweißnarben und weisen eine starke Schweißverbindung auf. Außerdem benötigt das handgeführte Laserschweißgerät weniger Verbrauchsmaterial und hat eine lange Lebensdauer.
Die Maschine ist in der Lage, verschiedene Grafiken zu schweißen, darunter Punkte, Linien, Kreise, Quadrate oder beliebige 2D-Formen, die mit der AutoCAD-Software erstellt wurden.
I. Was ist ein handgehaltenes Laserschweißgerät?
Die handgeführte Laserschweißmaschine ist eine neue Generation von Laserschweißgeräten, die mit berührungslosen Schweißtechniken arbeiten.
Während des Betriebs muss kein Druck ausgeübt werden, da ein hochenergetischer Laserstrahl direkt auf die Materialoberfläche gerichtet wird.
Durch diese Wechselwirkung zwischen Laser und Material schmilzt das Material, das dann abkühlt und erstarrt und die Schweißnaht bildet.
Das Handgerät Faserlaserschweißen Maschine füllt eine Lücke in der Lasergeräteindustrie, indem sie das traditionelle Laserschweißen revolutioniert und feste optische Pfade durch handgeführte Flexibilität ersetzt.
Dies ermöglicht das Schweißen im Freien und in größeren Abständen. Die wärmebeeinflusste Fläche beim Schweißen ist klein, wodurch Werkstückverformungen, Schwärzungen oder Spuren auf der Rückseite vermieden werden.
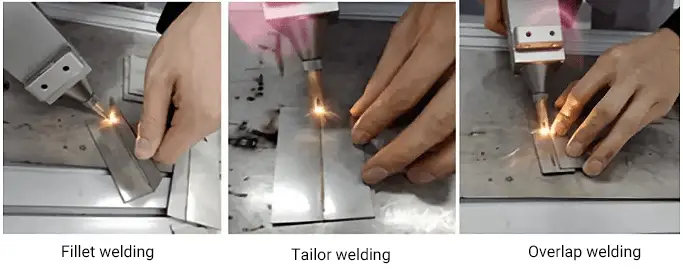
Darüber hinaus ist die Schweißtiefe beträchtlich und die Schweißung stark, so dass eine Vielzahl von Techniken möglich ist, darunter Wärmeleitfähigkeitsschweißen, kontinuierliches Tiefschweißen DurchschweißungPunktschweißen, Stumpfschweißen, Überlappungsschweißen, Dichtungsschweißen, Nahtschweißen und mehr.
Durch die einfache Bedienung, die schönen Schweißnähte, die hohe Schweißgeschwindigkeit und das Fehlen von Verbrauchsmaterialien kann das Handlaserschweißgerät das herkömmliche Argon-Lichtbogenschweißen für Metallmaterialien wie dünnen Edelstahl, Eisen und verzinkte Bleche ersetzen.
Er wird hauptsächlich zum Schweißen großer Werkstücke über große Entfernungen eingesetzt und überwindet die Grenzen herkömmlicher Laserschweißmaschinen.
II. Arbeitsprinzip der handgeführten Laserschweißmaschine
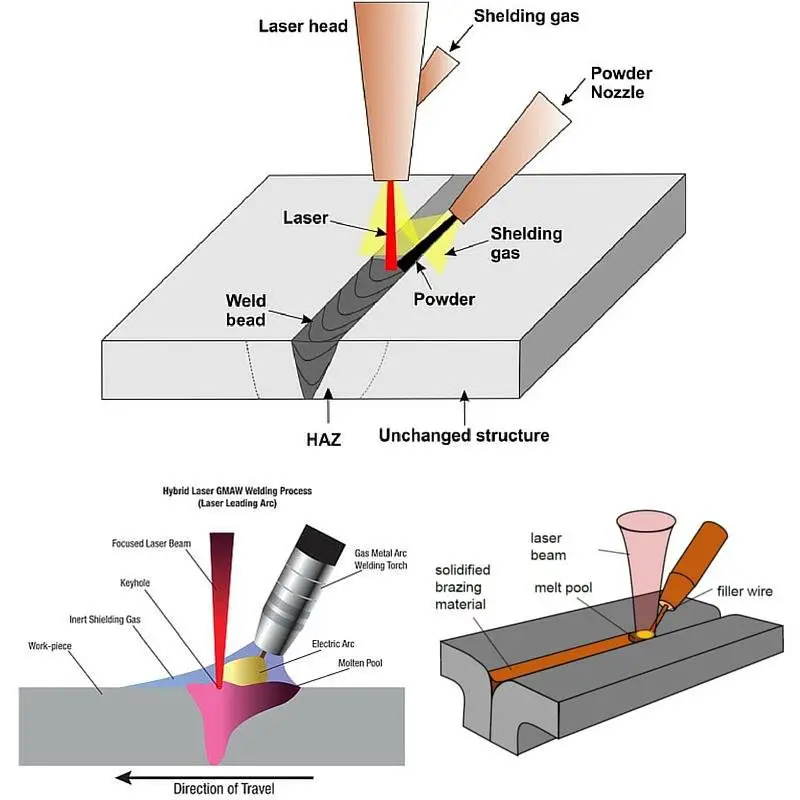
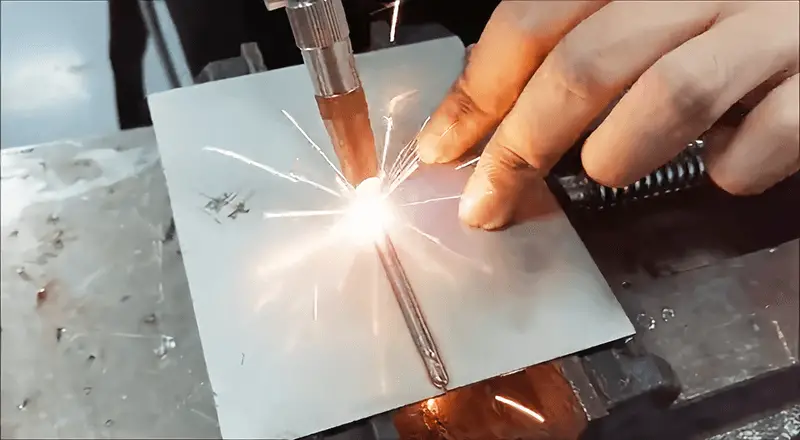
Das Funktionsprinzip eines handgeführten Laserschweißgeräts besteht darin, dass hochenergetische Laserpulse verwendet werden, um bestimmte kleine Bereiche des Materials zu erhitzen. Diese Energie wird durch Wärme übertragen und in das Innere des Materials geleitet, wodurch das Material schmilzt und ein Schmelzbad bildet.
Die Laserwärme Quelle hat eine hohe Energiedichte und kann eine erhebliche Energiemenge auf einen kleinen Punkt konzentrieren. Dies führt zu schnellen Schweißgeschwindigkeiten, minimalen Schweißverformungen und der Möglichkeit, dünne Bleche zu verbinden.
Wenn die Laserleistung Dichte hoch ist (>106w/cm2), erhitzt sich das Metall schnell und erreicht seinen Siedepunkt, wodurch die Oberflächentemperatur rasch ansteigt und das Metall verdampft. Dies erzeugt zusätzliche Spannungen und führt dazu, dass das geschmolzene Metall nach unten sinkt und eine kleine Vertiefung unter dem Laserpunkt entsteht.
Während der Laser das Material weiter erhitzt, wird der Laserstrahl direkt in den Boden der Grube eingespritzt, wodurch ein "kleines Loch" entsteht.
Die Tiefe des kleinen Lochs wird durch das Gleichgewicht zwischen dem Rückstoßdruck des Metalldampfes, der Oberflächenspannung des flüssigen Metalls und der Schwerkraft bestimmt.
Wenn die Punktdichte hoch ist, verläuft das kleine Loch durch die gesamte Blechdicke und bildet eine tiefe Einschweißung.
Das kleine Loch bewegt sich mit dem Lichtstrahl relativ zum Werkstück in Schweißrichtung, und das Metall vor dem kleinen Loch schmilzt, fließt nach hinten und erstarrt zu einer Schweißnaht.
Diese Methode wird hauptsächlich zum Schweißen von dünnwandigen Materialien und Präzisionsteilen verwendet und kann verschiedene Arten des Schweißens wie Punktschweißen, Stumpfschweißen, Überlappungsschweißen und Dichtungsschweißen.
III. Warum ein handgehaltenes Laserschweißgerät verwenden?
Das handgeführte Laserschweißgerät ist für das Schweißen auf große Entfernungen und große Werkstücke ausgelegt.
Während des Schweißvorgangs wird die von der Hitze betroffene Fläche minimal gehalten, wodurch Verformungen, Schwärzungen und Wulstbildung am Werkstück vermieden werden.
Diese Maschine bietet eine tiefe und robuste Schweißnaht mit vollständigem Aufschmelzen, so dass keine Vertiefung zwischen dem erhabenen Teil des geschmolzenen Materials und der Matrixstruktur entsteht.
Die handgeführte Laserschweißmaschine bietet mehrere Vorteile gegenüber herkömmlichen Schweißverfahren.
Zunächst wird das Handschweißgerät gewählt, das die Einschränkungen durch den Arbeitsraum beseitigt.
Der Schweißkopf kann entweder fixiert oder mit dem Werkstück zum Schweißen bewegt werden.
Darüber hinaus ist der Schweißkopf mit einem 5 m langen, importierten Lichtwellenleiter ausgestattet und kann in alle Richtungen gedreht werden, wodurch er bequem und einfach zu bedienen ist.
Diese Maschine ist für das Schweißen im Freien geeignet und bietet im Vergleich zu herkömmlichen Schweißverfahren eine größere Flexibilität.
Mit der Fähigkeit, in jedem Winkel und an jedem Teil des Werkstücks zu schweißen, ist es ideal für Punktschweißen an komplexen Schweißnähten und verschiedenen Geräten.
Das handgeführte Laserschweißgerät hat den Vorteil, dass es jede Schweißaufgabe mit Leichtigkeit und Einfachheit erledigen kann.
Leistungsvergleich zwischen Laserschweißen und traditionellem Schweißen
Hohe Qualität; Einseitiges Schweißen reduziert das Gewicht und hat eine hohe Schweißfestigkeit
Metall
<2
100-1M
Bemerkenswert
Beidseitiges Schweißen erhöht das Gewicht und verringert die Schweißkraft
Metall
<2
1K-100K
Bemerkenswert
Große Schweißnaht; Erhöhtes Gewicht und geringe Schweißfestigkeit
Metall, Nicht-Metall
<30
1M-100M
Min
Hohe Qualität; Das Verfahren ist jedoch komplex und erfordert Vakuum und Entmagnetisierung.
IV. Vorteile der handgeführten Laserschweißmaschine
Handgehaltene Laserschweißtechnik ist bekannt für seine einfache Bedienung, attraktive Schweißnähte, hohe Schweißgeschwindigkeit und den Verzicht auf Verbrauchsmaterial.
Darüber hinaus ist es in der Lage, herkömmliche Schweißverfahren wie das Argon-Lichtbogenschweißen und das Elektroschweißen beim Schweißen von dünnen Edelstahl-, Eisen- und verzinkten Blechen sowie anderen metallischen Werkstoffen perfekt zu ersetzen.
Das handliche Design des Laserschweißgeräts ist für die praktische Anwendung von entscheidender Bedeutung und macht es zur besten Wahl für Werkstätten, die sich mit der Bearbeitung kleinerer Mengen oder mit dem Schweißen kleinerer Mengen befassen.
Die vielfältigen und flexiblen Formen der Schweißprodukte aus kleinen Werkstätten können mit dem manuellen Laserschweißen voll erfüllt werden.
Die handgeführte Laserschweißmaschine arbeitet mit einer handgeführten Schweißpistole anstelle eines festen Lichtweges und revolutioniert damit die bisherige Arbeitsweise von Laserschweißmaschinen.
Diese Betriebsart erleichtert nicht nur das Schweißen von Produkten wie Formen, Werbeschildern und Küchengeräten, sondern ermöglicht auch das Laserschweißen im Freien.
Das handgeführte Laserschweißsystem kann bei komplexen und unregelmäßigen Schweißvorgängen in verschiedenen Branchen eingesetzt werden, z. B. bei Schränken, Küchen, Aufzügen, Regalen, Öfen, Tür- und Fenstergeländern aus Edelstahl, Verteilerkästen und Häusern aus Edelstahl.
Edelstahl, Aluminium, Kupfer, Gold und Silberschmuck können geschweißt werden, ebenso wie eine breite Palette von Beschlägen, wie z. B. Dreiecksventile, rostfreie StahlspülenWasserleitungsarmaturen, T-Stücke und Winkelstücke aus Edelstahl, Bodenabläufe, Türgriffe und Türschlösser.
Breiter Schweißbereich:
Das Handschweißgerät ist mit einer 5-10 m langen Original-Lichtleitfaser ausgestattet, die den Platz auf der Werkbank überflüssig macht und das Schweißen im Freien und aus der Ferne ermöglicht.
Bequemer und flexibler Einsatz:
Das handgeführte Laserschweißgerät verfügt über einen beweglichen Flaschenzug für einen bequemen Griff und die Möglichkeit, die Station jederzeit zu verstellen, ohne dass eine feste Station erforderlich ist. Dies macht es für eine Vielzahl von Arbeitsumgebungen und Szenen geeignet.
Mehrere Schweißverfahren:
Die handgeführte Laserschweißmaschine ist in der Lage, in jedem beliebigen Winkel zu schweißen, einschließlich Überlappungsschweißen, Stumpfschweißen, vertikales Schweißen, flaches Schweißen KehlnahtschweißenInnenkehlnahtschweißen, Außenkehlnahtschweißen und mehr.
Sie kann komplexe und unregelmäßig geformte große Werkstücke schweißen.
Guter Schweißeffekt:
Das handgeführte Laserschweißen ist ein Heißschmelzschweißverfahren, das im Vergleich zu herkömmlichen Schweißverfahren eine höhere Energiedichte bietet, was zu einer besseren Schweißwirkung führt.
Der Schweißbereich wird nur geringfügig von der Hitze beeinflusst und lässt sich nicht so leicht verformen oder schwärzen.
Die Schweißtiefe ist groß, die Schmelze ist ausreichend, und die Schweißnaht ist fest und zuverlässig, mit einer Festigkeit, die die des Grundmetalls selbst erreichen oder sogar übertreffen kann.
Kein Polieren erforderlich:
Beim herkömmlichen Schweißen ist häufig ein Polieren erforderlich, um eine glatte Oberfläche ohne Unebenheiten zu erhalten.
Das handgeführte Laserschweißen hingegen liefert eine kontinuierliche und glatte Schweißnaht ohne Fischschuppen, Narben oder die Notwendigkeit eines nachträglichen Schleifens.
Keine Verbrauchsmaterialien erforderlich:
Im Gegensatz zum herkömmlichen Schweißen, für das Schweißdraht erforderlich ist, lässt sich das handgeführte Laserschweißen einfach durchführen und senkt die Materialkosten in Produktion und Verarbeitung.
Mehrere Sicherheitswarnungen:
Der Berührungsschalter ist nur wirksam, wenn die Schweißdüse mit Metall in Berührung kommt.
Die Leuchte wird automatisch verriegelt, sobald das Werkstück entfernt wird, und der Berührungsschalter verfügt über einen Temperatursensor, der ein hohes Maß an Sicherheit für den Bediener während der Arbeit gewährleistet.
Geringere Arbeitskosten:
Im Vergleich zum Lichtbogenschweißen können die Bearbeitungskosten beim handgeführten Laserschweißen um bis zu 30% gesenkt werden.
Die Bedienung ist einfach und leicht zu erlernen und erfordert eine niedrige technische Schwelle für die Bediener, die schnell geschult werden können, um hochwertige Schweißergebnisse zu erzielen.
V. Handlaserschweißen im Vergleich zum herkömmlichen Schweißen
Mit der Weiterentwicklung der Wirtschaft und der Verbesserung der Schweißtechnik gibt es zahlreiche Schweißverfahren, aus denen der Einzelne wählen kann.
Im Gegensatz zu herkömmlichen Schweißgeräten entscheiden sich in der modernen Fertigungsindustrie immer mehr Verbraucher für Laserschweißgeräte.
Ist das Laserschweißen also wirklich so gut? Um Ihnen zu helfen, die Eigenschaften dieses Produkts besser zu verstehen, möchte ich die Unterschiede zwischen dem Laserschweißen und dem herkömmlichen Schweißen hervorheben.
Kann das Laserschweißen an die Stelle des traditionellen Schweißens treten? Schauen wir uns die einzelnen Schweißverfahren an.
Das Niedertemperaturschweißen beim traditionellen Schweißen ist ein kombiniertes Schweißverfahren, bei dem das Lot durch einen Flammenbrenner erhitzt und im Spalt zwischen den zu verbindenden Metallen geschmolzen wird.
Diese Methode ist umständlich und hat mehrere Nachteile, wie z. B. die Anfälligkeit für Verformungen, Lötstellenbrüche, Korrosion usw.
Zurzeit wird sie nur selten genutzt.
Die handgehaltene Faserlaserschweißmaschine arbeitet im Handschweißmodus und bietet Flexibilität und Komfort mit einem größeren Schweißbereich. Der feste Lichtweg wird durch eine handgeführte Schweißpistole ersetzt.
Das Handgerät Faserlaserschweißen Maschine wird vor allem zum Laserschweißen großer Werkstücke aus großer Entfernung eingesetzt. Beim Schweißen ist die wärmebeeinflusste Fläche minimal, was Verformungen, Schwärzungen und Markierungen auf der Rückseite des Werkstücks verhindert.
Außerdem ist die Einschweißtiefe beträchtlich, die Schweißnaht ist fest und das Aufschmelzen ist angemessen, ohne Vertiefung im konvexen Teil des gelösten Materials oder in der Matrixstruktur des Lösungsbades.
Was unterscheidet das Handschweißen vom herkömmlichen Schweißen? Das erste Unterscheidungsmerkmal des Laserschweißens ist die minimale Verformung des Werkstücks und die Tatsache, dass es praktisch keinen Fügespalt gibt.
Das Verhältnis von Tiefe zu Breite ist hoch, mit einem Verhältnis von 5:1 für Geräte mit hoher Leistung und einem Maximum von 10:1.
Die Schweißfestigkeit ist hoch, die Schweißgeschwindigkeit ist schnell, die Schweißnaht ist schmal, und die Oberflächengüte ist in der Regel gut, so dass eine Reinigung nach dem Schweißen nicht erforderlich ist, was zu einem ästhetisch ansprechenderen Erscheinungsbild als beim herkömmlichen Schweißen führt.
Laserschweißen kann unzugängliche Teile schweißen und hat die Fähigkeit, berührungslos zu arbeiten. Fernschweißen. Allerdings ist das Laserschweißen auf dünne Bleche beschränkt, da es keine ausreichende Eindringtiefe hat und nicht zum Schweißen von Fahrgestell und Rahmen verwendet werden kann.
Dies kann durch Punktschweißen erreicht werden, aber die Schweißnaht des Punktschweißens erfordert das Zusammenfügen von zwei dünnen Platten, was zu einem 15 mm dicken Laminat führt, das nicht nur das Aussehen beeinträchtigt, sondern auch das Gewicht des Fahrzeugs erhöht.
Das Laserschweißen ist zwar die derzeit fortschrittlichste Technologie zum Schweißen von Karosserien, aber es ist nicht möglich, das gesamte Fahrzeug mit dem Laser zu schweißen.
Das Laserschweißen ist ein berührungsloses Verfahren, bei dem kein Druck während des Arbeitsvorgangs erforderlich ist. Es ist schnell, effizient und hat eine große Tiefe bei minimaler Eigenspannung und Verformung. Das Schweißen kann bei Raumtemperatur oder unter besonderen Bedingungen, z. B. in einem geschlossenen Raum, durchgeführt werden, und die Ausrüstung ist einfach und gibt keine Röntgenstrahlen ab.
Es kann zum Schweißen von feuerfesten Materialien, wie z. B. hochschmelzenden Metallen, und sogar nichtmetallische Werkstoffe wie Keramik und Plexiglas. Seine Flexibilität beim Schweißen von speziell geformten Materialien macht es ideal für das berührungslose Schweißen von unzugänglichen Teilen über große Entfernungen.
Durch die Fokussierung des Laserstrahls können kleine Punkte erzielt werden. Da er nicht durch Magnetfelder beeinträchtigt wird und genau positioniert werden kann, eignet er sich für das Mikroschweißen bei der Montage von Mikro- und kleinen Werkstücken in der automatischen Massenproduktion.
Der Laserstrahl lässt sich leicht zeitlich und räumlich aufteilen und kann über Umschaltvorrichtungen auf mehrere Arbeitsstationen übertragen werden, was die gleichzeitige Bearbeitung mehrerer Strahlen und die Bearbeitung an mehreren Arbeitsstationen für präziseres Schweißen ermöglicht.
Da es sich um ein berührungsloses Verfahren handelt, gibt es keine Probleme mit dem Verlust oder dem Austausch von Werkzeugen, und es werden keine Elektroden benötigt, wodurch das Problem der Verschmutzung oder Beschädigung von Elektroden vermieden wird.
Das Laserschweißen kann für das Hochgeschwindigkeitsschweißen automatisiert und mit digitalen Mitteln oder per Computer gesteuert werden.
Im Gegensatz zu herkömmlichen Schweißmaschinen, für die erfahrene Techniker erforderlich sind, können einfache Mitarbeiter mit einigen grundlegenden Computerkenntnissen das Gerät bedienen. Dies spart dem Unternehmen eine Menge Kosten.
Kann das Laserschweißen das traditionelle Schweißen ersetzen? Die Antwort lautet ja, denn das Laserschweißen hat in drei wichtigen Bereichen mehr Vorteile als das herkömmliche Schweißen.
Schnelle Schweißgeschwindigkeit
Erfüllt die Anforderungen der Massenproduktion
Erfüllen Sie die Anforderungen der kontinuierlichen Produktion
Laserschweißen ist 2-10 Mal schneller als herkömmliches Schweißen und kann durch den Einsatz einer einzigen Maschine mindestens zwei Schweißer pro Jahr einsparen. Es erfordert keine besonderen technischen Fähigkeiten und kann dank seines einfachen, intuitiven Designs auch von einfachen Arbeitern bedient werden.
Es ist keine zusätzliche Schulung oder Anleitung erforderlich, so dass schöne geschweißte Produkte ohne Hilfe hergestellt werden können.
Das fertige geschweißte Werkstück ist flach, glatt und ästhetisch ansprechend, ohne dass es geschliffen, poliert oder aufwendig nachbearbeitet werden muss. Dies vereinfacht die Polierverfahren und spart sowohl Zeit als auch Kosten.
VI. Herkömmliches Schweißen vs. Handlaserschweißen
Was sind die Vorteile des handgeführten Laserschweißgeräts im Vergleich zum herkömmlichen Schweißverfahren?
Einfache Bedienung: Das handgeführte Laserschweißgerät kann ohne umfangreiche Schulung verwendet werden, was die Kosten für die Ausbildung reduziert.
Schnell und effizient mit einem großen Verarbeitungsbereich: Die Laserschweißmaschine ist hocheffizient und schnell, erzeugt glatte und schöne Schweißnähte und reduziert den Bedarf an nachfolgenden Schleifprozessen.
Schweißbarer Werkstoffbereich: Die Maschine kann verschiedene Materialien schweißen, wie z.B. rostfreien Stahl, Eisen, verzinkte und Aluminiumplatten.
Keine Beschränkungen hinsichtlich der Werkstückform und der Bearbeitungsumgebung: Die Maschine kann kleine Lötstellen und kleine wärmebeeinflusste Bereiche herstellen. Sie benötigt keine Schweißwerkbank und nimmt nur wenig Platz ein. Sie ist flexibel, schnell und kann in entlegenen Gebieten eingesetzt werden, ohne durch die Umgebung eingeschränkt zu sein.
Niedrige Wartungskosten: Mit dem handgeführten Laserschweißgerät und seinem Zubehör kann der Schweißvorgang abgeschlossen werden, und die Kosten für den Ersatz sind gering.
Hohes Kosten-Nutzen-Verhältnis: Die manuelle Handlaserschweißmaschine eignet sich nicht nur für handgeführte Laserschweißarbeiten, sondern auch für hochpräzise Reparaturen beim Schweißen von Formen unter Verwendung einer Montageplattform. Sie ist die bevorzugte, kostengünstige und leistungsfähige Schweißanlage für kleine Hersteller.
VII. Handlaserschweißgerät vs. Argonlichtbogenschweißen
Energieverbrauch: Im Vergleich zum traditionellen Lichtbogenschweißen kann eine handgeführte Laserschweißmaschine etwa 80% bis 90% an elektrischer Energie einsparen und die Verarbeitungskosten um etwa 30% senken.
Schweißeffekt: Mit dem handgeführten Laserschweißen lassen sich unähnliche Stähle und Metalle effektiv schweißen. Zu den Vorteilen gehören hohe Geschwindigkeit, geringe Verformung und eine kleine Wärmeeinflusszone. Die resultierende Schweißnaht ist sauber, flach, ohne oder mit nur wenigen Luftlöchern und ohne Verschmutzung. Die Maschine kann Mikroschweißen und Präzisionsschweißen.
Nachfolgende Prozesse: Aufgrund der geringen Wärmezufuhr während des Schweißvorgangs minimiert eine handgeführte Laserschweißmaschine die Verformung des Werkstücks und führt zu einer schönen Schweißoberfläche, die nur minimale oder gar keine Nachbehandlung erfordert. Dadurch werden die Arbeitskosten, die mit groß angelegten Polier- und Richtprozessen verbunden sind, erheblich reduziert.
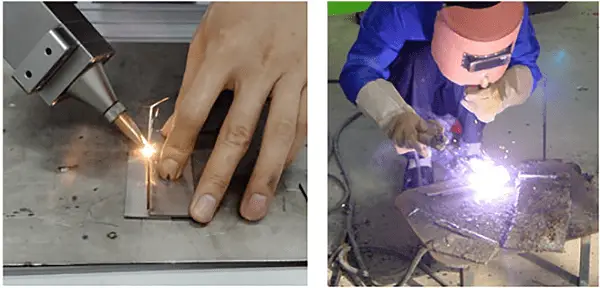
Schweißverfahren für ungleiche Teile: Argon-Lichtbogenschweißen: Hierbei handelt es sich um eine Form des Punktschweißens, bei der das Werkstück mit einer Schweißnarbe und Überlappung verbunden wird. Die Wärmeeinbringung ist hoch, und das Werkstück muss erheblich nachbehandelt werden, z. B. durch Polieren, um die Narbe zu entfernen. Außerdem ist ein zusätzlicher Schweißdraht erforderlich.
Handgehaltenes Laserschweißen: Bei diesem Verfahren wird ein kontinuierliches Laserlicht verwendet, ohne direkten Kontakt mit dem Werkstück. Der Laser erzeugt ein Hochtemperaturlicht, das das Metall sofort zum Schmelzen bringt und ein Schmelzbad erzeugt. Das Gas wird gleichmäßig in die Schweißnaht gefüllt und kühlt sie ab. Das Ergebnis ist eine sofort heiße oder kalte Schweißnaht mit minimaler Wärmeeinwirkung, die eine schöne Schweißnaht ohne Narben erzeugt. Je nach den Anforderungen des Kunden muss das geschweißte Teil möglicherweise nicht weiter geschliffen werden.
Das Argon-Lichtbogenschweißen eignet sich nicht zum Schweißen dünner Bleche, da es eine hohe Hitzeeinwirkung hat und nicht schweißen kann. Feinblech weniger als 1 mm.
Das Laserhandschweißen hingegen eignet sich für das Schweißen dünner Bleche bis zu 3 mm, während das Argon-Lichtbogenschweißen bei Blechdicken über 4 mm eingesetzt werden sollte.
Geeignetes Verfahren und Funktion:
Das Argon-Lichtbogenschweißen eignet sich für Versteifungen oder Verbindungselemente, wie z. B. das Schweißen von Blechen oder Rohren mit einer Dicke von mehr als 4 mm, Bettkörper.
Sie eignet sich für Verstärkungs- und Lagerungszwecke, bei denen es nicht auf Genauigkeit und Schönheit ankommt. Es ist in der Lage, Punktschweißen, Stapeldicke und Verstärkung des Werkstücks selbst, und muss nicht auf das Aussehen zu konzentrieren.
Der Mehrwert des Produkts ist auch in diesem Fall ein anderer, und es besteht keine Notwendigkeit, das Laserschweißen zu wählen.
Handgehaltenes Laserschweißen eignet sich für Teile, die ein schönes Aussehen erfordern, sowie für Träger- und Strukturteile.
Im Falle einer fehlenden oder falschen Verschweißung:
Argon-Lichtbogenschweißen: Wenn das ursprüngliche Werkstück wiederholt punktgeschweißt wird, entstehen Vertiefungen. Je öfter die Schweißnaht repariert wird, desto wahrscheinlicher ist es, dass sie zusammenbricht, was zu hohen Kosten führt, insbesondere bei großen Teilen.
Handgehaltenes Laserschweißen: ermöglicht andererseits flexible Schweißreparaturen und das Werkstück kann entsprechend geschweißt werden. Der Schweißdraht kann auch nach dem tatsächlichen Bedarf gefüllt werden, und eine leichte Politur kann später erfolgen.
Schweißen mit Zusatzdraht
Thermische Effekte:
Argon-Lichtbogenschweißen: erzeugt große Hitze und langsame Wärmeabfuhr, wodurch der Schweißpunkt rotglühend wird.
Handgehaltenes Laserschweißen: hat keine Wärmewirkung und schnelle Wärmeableitung.
Mobilität:
Argon-Lichtbogenschweißen: wird mit einem 3 Meter langen und nicht leicht zu bewegenden Motorkasten (Pistolenkörper) geliefert.
Handgehaltenes Laserschweißen: hat eine Kabellänge von 5-20 Metern, wodurch es leicht zu bewegen ist.
Risikofaktor:
Argon-Lichtbogenschweißen: Erzeugt große Funken, die auf den Körper und das Gesicht spritzen können.
Handgehaltenes Laserschweißen: ist risikofrei durch die Verwendung von Laserschutzbrillen, ohne Funkenbildung.
Anforderungen an die Arbeitnehmer:
Handgehaltenes Laserschweißen: ist einfach zu bedienen und erfordert nur 3 Stunden Schulung für normale Arbeiter, um mit dem Schweißen zu beginnen.
Vergleich der Effizienz:
Handgehaltenes Laserschweißen ist 10-mal schneller als Argonlichtbogenschweißen.
Schweißkraft oder Spannung:
Unterschiedliche Leistungen, die verschiedenen Dicken entsprechen, können kombiniert werden mit Schweißdicke und Kraft, um eine vollständige Durchdringung des Werkstücks zu erreichen.
Die Durchschweißung wird stärker als das Material selbst, da es nach dem Erhitzen abgeschnitten wird und nach dem zweiten Erhitzen und Schmieden verschleißfester wird.
Die Kunden können ihre eigenen Zugproben anfertigen und werden möglicherweise feststellen, dass die Schweißstelle nicht bricht, während die nicht geschweißte Stelle zuerst bricht.
Handgeführte Laserschweißmaschine mit Schwenkkopf
Temperatur beim Schweißen: Die maximale Schweißtemperatur kann bis zu 4000 °C betragen, und die Wärme kann sofort kontrolliert und abgeleitet werden, was zu einer minimalen Wärmeeinwirkung führt.
Einseitiges und beidseitiges Schweißen: Normalerweise ist die Festigkeit des einseitigen Schweißens nicht so hoch wie die des doppelseitigen Schweißens. Beim beidseitigen Schweißen wird die Oberfläche gleichmäßiger erwärmt, was zu einem besseren Aussehen und weniger Hitzeeinwirkung und Verformung führt. Wenn Sie beim einseitigen Schweißen eine höhere Festigkeit erreichen wollen, muss der Prozess verlangsamt werden, was zu mehr Wärme und einer größeren Wärmewirkung führt.
Handlaserschweißen vs. Argon-Lichtbogenschweißen vs. YAG-Schweißtisch
Sie ist einfach zu bedienen und kann von normalen Arbeitnehmern ohne hohe Schulungskosten verwendet werden. Sie zeichnet sich durch hohe Effizienz, große Schweißkapazität und schnelle Schweißgeschwindigkeit aus. Sie erzeugt feine und schöne Schweißnähte und reduziert den Bedarf an nachfolgenden Schleifprozessen.
Diese Technologie kann zum Schweißen einer Vielzahl von metallische Werkstoffe wie Edelstahl, Eisen, verzinkte und Aluminiumplatten. Durch den kleinen Schweißpunkt und den minimalen Wärmeeinflussbereich ist keine Schweißwerkbank erforderlich, was Platz spart.
Mit dem handgeführten Laserschweißgerät lassen sich Schweißaufgaben leicht erledigen, wenn es mit einem handgeführten Laserschweißgelenk ausgestattet ist, und der Austausch von Zubehör ist kostengünstig.
IX. Anwendungen des Handlaserschweißens
Als wichtige unterstützende Technologie für die umweltfreundliche Wiederaufbereitung, Laserbearbeitung Technologie hat klare Vorteile gegenüber herkömmlichen Methoden.
Aufgrund der hohen Geschwindigkeit, der Präzision, des geringen Energieverbrauchs und anderer Vorteile wird sie in vielen wichtigen Bereichen der Volkswirtschaft eingesetzt, z. B. in der Mikroelektronik und in Elektrogeräten, in der Automobilindustrie, in der Luft- und Raumfahrt, im Maschinenbau, in der Druck- und Verpackungsindustrie und in anderen Bereichen.
Als leistungsfähiges Werkzeug zur Erreichung des Ziels einer intelligenten Fertigung ist die Laserschweißtechnik eine der wichtigsten Anwendungen der Laserbearbeitung.
Das handgeführte Laserschweißen ist besonders wichtig für komplexe und unregelmäßige Schweißvorgänge ohne Vorrichtungen, wie z. B. Bleche, Fahrgestelle, Wassertanks, Verteilerkästen, Schrankküchen, Tür- und Fenstergeländer aus Edelstahl usw.
Obwohl das handgeführte Laserschweißen eine relativ neue Technologie ist, hat es bereits das traditionelle Argon-Lichtbogenschweißen und das elektrisches Schweißen beim Schweißen von dünnen Metallmaterialien wie Edelstahl-, Eisen- und Aluminiumblechen in den oben genannten Anwendungen.
Darüber hinaus wurde das Wachstum der Laserschweißindustrie in den letzten Jahren durch die rasche Expansion des Marktes für neue Energiefahrzeuge, insbesondere bei der Herstellung von Batterien, weiter beschleunigt.
Das handgeführte Laserschweißen erfreut sich zunehmender Beliebtheit und wird vom Markt anerkannt, was es zu einem vielversprechenden neuen Bereich auf dem Lasermarkt macht. Branchenexperten sagen voraus, dass handgeführte Laserschweißgeräte nach ihrer Standardisierung in wichtigen Branchen wie dem Schienenverkehr, der Luft- und Raumfahrt, der Automobilherstellung und der Medizintechnik weit verbreitet sein werden.
X. Warum können Handlaserschweißgeräte den Schweißmarkt beeinflussen?
Mit dem technologischen Fortschritt ist die handgeführte Laserschweißmaschine immer ausgereifter geworden. Die vierte Generation des Laserschweißgeräts ist jetzt auf dem Markt erhältlich.
Die Schweißleistung ist einstellbar, und die Größe und Breite der Schweißnaht kann je nach den zu schweißenden Materialien angepasst werden, was großen Komfort und Kosteneinsparungen bietet.
Der verwendete Laser ist eine bekannte Marke, die für ihre hohe Effizienz, stabile Lichtleistung und eine Lebensdauer von bis zu 100.000 Stunden bekannt ist. Darüber hinaus hat das handgeführte Laserschweißgerät ein schlankes Design, das bei den Benutzern gut ankommt.
Die Bedienung des Geräts ist einfach: Die Schweißpistole ist über ein 10 Meter langes Glasfaserkabel mit dem Hauptgerät verbunden, was ein flexibles Schweißen in einem weiten Bereich, auch im Freien, ermöglicht.
Die handgeführte Laserschweißmaschine bietet mehr Flexibilität und Bedienbarkeit als herkömmliche stationäre Schweißverfahren und kann im Vergleich zum Lichtbogenschweißen bis zu 80-90% an elektrischer Energie einsparen.
Außerdem können die Verarbeitungskosten im Vergleich zum Lichtbogenschweißen um etwa 30% gesenkt werden. Die Bedienung der Maschine ist einfach und erfordert nur eine halbstündige Einweisung, so dass sie leicht zu erlernen ist und schnell eingesetzt werden kann.
Die technischen Anforderungen an die Bediener sind niedrig, was Arbeitskosten spart. Er ist so einfach zu bedienen, dass selbst Mädchen ihn leicht steuern können.
Zusammenfassend lässt sich sagen, dass die handgeführte Laserschweißmaschine einfach zu bedienen ist und in der Schweißindustrie großes Lob erhalten hat.
XI. Was sind die Vorteile einer handgeführten Laserschweißmaschine für das Schweißen von Edelstahl?
Der Einsatz von handgeführten Laserschweißgeräten reduziert den Vorbereitungsaufwand für die Werkstücke und das erforderliche Fachwissen des Schweißers erheblich.
Unternehmer, die Produkte aus rostfreiem Stahl schweißen, müssen nur die Schweißparameter je nach Dicke des Edelstahlblechs, ohne dass zusätzlicher Schweißdraht oder Verbrauchsmaterial benötigt wird.
Das handgeführte Laserschweißgerät verfügt über eine starke Durchdringungsfähigkeit und liefert saubere und dauerhafte Schweißnähte. Es benötigt weniger Laserleistung zum Schweißen von Edelstahltüren und -fenstern, Handläufen und anderen Edelstahlprodukten und ist daher einfacher zu bedienen.
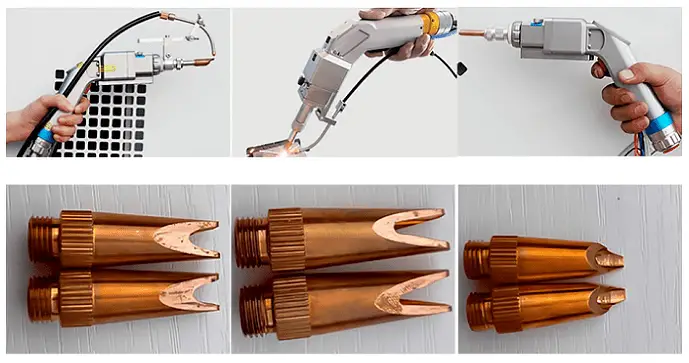
Der Schweißkopf des handgeführten Laserschweißgeräts ist mit 5 m importierter optischer Faser ausgestattet, was es flexibel und bequem für das Schweißen im Freien macht.
Die Betriebsart der Handschweißpistole ermöglicht das Schweißen in jedem Winkel oder an jedem Teil des Werkstücks, mit intelligenter Umschaltung des doppelten Strahlengangs und gleichmäßiger zeitgeteilter Lichtenergieverteilung.
Es eignet sich für das Punktschweißen verschiedener komplexer Schweißnähte und Vorrichtungen und kann durch die Kombination mit einem Manipulator leicht automatisiert werden, was noch mehr Flexibilität und Komfort bietet.
Dieses handgeführte Laserschweißgerät eignet sich zum Schweißen verschiedener Materialien wie Edelstahl und Kohlenstoffstahl und kann in einer Vielzahl von Branchen eingesetzt werden, z. B. in der Küche, bei Haushaltsgeräten, in der Werbung, im Formenbau, bei Türen und Fenstern aus Edelstahl, im Handwerk, bei Haushaltsprodukten, Möbeln und Automobilteilen.
XII. Herausforderungen des handgeführten Laserschweißens
Trotz der wachsenden Beliebtheit handgeführter Laserschweißsysteme auf dem Markt gibt es noch einige Herausforderungen zu bewältigen. Die meisten der von den Geräteherstellern angebotenen handgeführten Laserschweißgeräte verwenden kontinuierliche Faserlaser mit einer Leistung zwischen 200 und 1500 W.
Aus Sicherheitsgründen muss der Schweißer jedoch eine umfassende Ausbildung absolvieren, und der Laser darf nicht auf Menschen oder umliegende Objekte gerichtet werden, da er schwere Verbrennungen oder sogar Brände verursachen kann.
Außerdem erzeugt der Schweißprozess, obwohl er auf das Werkstück gerichtet ist, immer noch sehr helle Reflexionen, so dass der Bediener eine spezielle Lichtschutzbrille tragen muss.
Wenn diese Probleme angegangen werden, wird das handgeführte Laserschweißsystem mehr Anerkennung finden und die Marktnachfrage könnte schnell wachsen.
XIII. Welche Probleme werden durch Laserhandschweißen gelöst?
1. Anmeldung im Küchenartikelindustrie
Mit handgeführten Laserschweißgeräten für Küchengeräte lassen sich etwa 80% bis 90% an elektrischer Energie einsparen. Im Vergleich zum Lichtbogenschweißen bietet es außerdem eine Kostenreduzierung von etwa 30%.
Darüber hinaus ist diese Anlage in der Lage, unterschiedliche Stähle und Metalle zu schweißen und kann leicht mechanisiert und automatisiert werden.
Auf dem Gebiet der BlechverarbeitungDas Laserschweißen hat eindeutige Vorteile gegenüber dem traditionellen Argon-Lichtbogenschweißen.
Zu diesen Vorteilen gehören ein höherer Wirkungsgrad, eine minimale thermische Verformung, ein attraktiveres Erscheinungsbild, eine höhere Festigkeit, keine Notwendigkeit des Polierens nach dem Schweißen, die Fähigkeit, nahtlos zu arbeiten Stumpfschweißen, Biegen, Stanzen und Schneiden.
3. Anmeldung im Bereich der Verarbeitung von rostfreiem Stahl im Badezimmer
Im Bereich des Schweißens von Sanitärkeramik aus Edelstahl bietet das Laserhandschweißen eine nahtlose Verbindung von Armaturen wie Wasserhähnen und Waschbeckenausläufen mit hellen und attraktiven Schweißnähten.
Das Verfahren ermöglicht das 360-Grad-Schweißen von rechtwinkligen Verrundungen und ist daher bequem und einfach zu bedienen.
XIV. Handlaserschweißgerät Betriebsumgebung
Die grundlegende Betriebsumgebung des Produkts ist wie folgt:
Spannung
Dreiphasig, fünfadrig 380V ± 10% 50 / 60Hz AC
Stromversorgungskapazität
Nicht weniger als 5KW
Umgebung einstellen
Sanft, ohne Vibrationen und Stöße
Temperatur der Arbeitsumgebung
10℃~40℃
Feuchtigkeit der Arbeitsumgebung
<70%
Gewicht (ohne Verpackung)
300kg
Warnung:
Stellen Sie vor der Verwendung des Lasers sicher, dass eine ordnungsgemäße Erdung vorhanden ist.
Das Produkt wird nicht mit eingebauten Komponenten geliefert, alle Wartungsarbeiten müssen unter Anleitung des technischen Personals des Unternehmens durchgeführt werden.
Um einen elektrischen Schlag zu vermeiden, dürfen Sie das Etikett nicht manipulieren und die Abdeckung nicht entfernen. Jegliche Beschädigung des Produkts wird nicht von der Garantie abgedeckt.
Der Ausgangskopf des Lasers ist mit einem optischen Kabel verbunden. Prüfen Sie den Ausgangskopf sorgfältig, um eine Verschmutzung durch Staub oder andere Verunreinigungen zu vermeiden.
Verwenden Sie für die Reinigung der Linse spezielles Linsenpapier.
Bei unsachgemäßem Betrieb kann der Laser beschädigt werden, wenn er nicht gemäß den Anweisungen in diesem Handbuch verwendet wird.
Es ist verboten, den Ausgabekopf zu installieren, während der Laser in Betrieb ist.
Blicken Sie nicht direkt in den Ausgabekopf. Achten Sie bei der Bedienung des Geräts darauf, dass Sie einen geeigneten Laserschutz tragen.
Vorsichtsmaßnahmen
(1) Bevor Sie das Laserschweißgerät an das Stromnetz anschließen, müssen Sie sicherstellen, dass die richtige 380-V-Wechselspannung verwendet wird. Andernfalls kann es zu irreparablen Schäden am Laser kommen.
(2) Der Betrieb des Lasers außerhalb der in diesem Handbuch angegebenen Kontroll- oder Einstellmethoden kann ebenfalls zu Schäden führen.
(3) Eine saubere Ausgangslinse ist entscheidend für eine gute Kollimation des Laserausgangs. Jede Beschädigung der Linse führt zu einer irreparablen Beschädigung des Lasers.
(4) Bei Nichtgebrauch ist es wichtig, den Kollimator mit seiner Schutzkappe abzudecken und die Linse am Ausgang nicht zu berühren. Falls eine Reinigung erforderlich ist, sollten spezielles Linsenpapier und Alkohol verwendet werden.
(5) Leistungsverluste des Lasers, die durch unsachgemäße Bedienung, wie oben beschrieben, verursacht werden, sind nicht durch die Garantie abgedeckt.
Technische Parameter der handgeführten Laserschweißmaschine
Modell
Optische Eigenschaften
Testumgebung
Nennausgangsleistung (W)
1000-2000
Arbeitsmodus
Kontinuierlich / Modulation
Output Spot
Drehbarer Motorring variabler Multispot
Bereich der Leistungsregelung (%)
10~100
Zentrale Wellenlänge (nm)
1080
Nennausgangsleistung
Instabilität der Ausgangsleistung
<3%
Nennausgangsleistung;
Kontinuierliche Betriebszeit: ≥ 5 Std;
Arbeitstemperatur: 25 ℃
Modulationsfrequenz (Hz)
50~5k
Nennausgangsleistung
Rotes Licht zeigt die Ausgangsleistung an (mW)
0.5~1
Optische Ausgangseigenschaften des Ausgangskopfes
Qualität der Strahlen (BPP, mm-mrad)
<2
Nennausgangsleistung
Numerische Apertur
0.2
Durchmesser des Faserkerns (μm)
50
25, 100, 200 Fakultativ
Länge der Ausgangsfaser (m)
10-15
Elektrische Eigenschaften
Betriebsspannung
Dreiphasiges Fünfleitersystem 380V±10% 50/60Hz AC
Maximale Leistungsaufnahme (W)
5000
Kontrollmodus
Hyper-Terminal /RS-232/AD
Andere Merkmale
Abmessungen (B×H×T)
Gewicht (kg)
<300
Temperaturbereich der Arbeitsumgebung (℃)
10~40
Luftfeuchtigkeitsbereich der Arbeitsumgebung (%)
<70
Lagertemperatur (℃)
-10~60
Kühlbetrieb
Wasserkühlung
XV. Vorbereitung des Handlaserschweißgeräts vor dem Gebrauch
1) Einstellung der Wassertemperatur des Kühlsystems:
Im Sommer (Umgebungstemperatur höher als 30 ℃) 29 ± 0,5 ℃.
Im Winter (Umgebungstemperatur unter 30 ℃) 25 ± 0,5 ℃.
2) Kühlmittelanforderungen:
Als Kühlwasser sollte gereinigtes Wasser verwendet werden, und es wird empfohlen, auch gereinigtes Wasser zu trinken.
Um eine Verstopfung des Kühlwassers durch Schimmelbildung zu vermeiden, wird empfohlen, beim Hinzufügen von reinem Wasser 10% Ethanol hinzuzufügen.
Wenn die Umgebungstemperatur des Geräts zwischen -10℃ und 0℃ liegt, sollte eine 30%-Ethanollösung verwendet und alle zwei Monate ersetzt werden.
Liegt die Umgebungstemperatur des Geräts unter -10℃, muss ein Doppelkühler mit Heizfunktion verwendet und der Dauerbetrieb des Kühlsystems sichergestellt werden.
Sonstige Anforderungen an das Kühlsystem:
Wenn der Laser über einen längeren Zeitraum nicht benutzt wird, ist es wichtig, das Kühlwasser im Kühlsystem und im Laser abzulassen, um irreparable Schäden an der Laserausrüstung zu vermeiden.
Es ist wichtig, die Wassertemperatur des Kühlsystems in Abhängigkeit von der Umgebungstemperatur richtig einzustellen.
Wenn die Wassertemperatur zu hoch eingestellt ist, kann dies zu einer Fehlfunktion des Lasers führen.
Wird die Wassertemperatur hingegen zu niedrig eingestellt, kann sich Kondenswasser im Laser oder seinem Ausgangskopf bilden, was zu irreparablen Schäden an der Laseranlage führt.
Vor dem Start des Lasers muss sichergestellt werden, dass das Kühlsystem ordnungsgemäß funktioniert und die Wassertemperatur die richtige Höhe erreicht hat.
(im Sommer: 29 ± 0,5°C; im Winter: 25 ± 0,5°C)
Vorsichtsmaßnahmen beim Einbau
(1) Stellen Sie das Gerät an einem waagerechten Ort auf und sichern Sie es wie erforderlich.
(2) Bevor Sie das Gerät einschalten, vergewissern Sie sich, dass die Stromversorgung stabil ist (220-380V AC ± 10%, 50/60Hz) und das Erdungskabel in gutem Zustand ist.
(3) Schließen Sie alle Strom- und Steuerleitungen bei ausgeschaltetem Gerät an.
(4) Schließen Sie das Kühlsystem an den Laser und den Ausgabekopf an und beachten Sie dabei die Kennzeichnung des Wasserein- und -auslasses.
(5) Überprüfen Sie den Laserausgangskopf und reinigen Sie ihn, falls erforderlich, bevor Sie ihn in das Gerät einbauen. Wenn der Ausgangskopf verstaubt ist, installieren und betreiben Sie den Laser nicht, bevor er gereinigt worden ist.
(6) Behandeln Sie die gelbe/metallgepanzerte Schutzhülse während der Installation des Jumpers vorsichtig und vermeiden Sie Schäden an der optischen Faser, indem Sie nicht darauf treten, sie quetschen oder sie zu stark biegen.
(7) Gehen Sie beim Ein- und Ausbau des Laserausgangskopfes vorsichtig vor und vermeiden Sie Vibrationen.
(8) Achten Sie bei der Installation des Jumper-Ausgangskopfes auf eine saubere Umgebung, um eine Verschmutzung des Ausgangskopfes zu vermeiden. Vermeiden Sie z. B. den Einsatz von elektrischen Lüftern zur Wärmeabfuhr im Sommer, wenn es heiß ist, um große Mengen an Staub in der Luft zu vermeiden.
(9) Das Minimum Biegeradius der Laserübertragungsfaser sollte während des Transports und der Lagerung nicht weniger als 20 cm betragen, wenn der Laser nicht in Gebrauch ist. Im Ausgangszustand des Lasers sollte der minimale Biegeradius nicht weniger als 30 cm betragen.
Alle Steuerleitungen des Lasers sollten bei ausgeschaltetem Gerät angeschlossen werden, um eine mögliche Beschädigung des Lasers durch eine elektrisch aufgeladene Installation der Steuerleitungen zu vermeiden.
Die Laserausgangsfaser sollte so weit wie möglich in entspannter Position gehalten werden, und die Ausgangsfaser darf nicht verdreht werden.
Wenn der Durchmesser der Faser zu klein ist, kann dies zu einer Beschädigung der Laserleistung führen.
Gehen Sie beim Ein- und Ausbau des Laserausgangskopfes vorsichtig vor und vermeiden Sie jegliche Vibration.
Vergewissern Sie sich vor der Montage des Laserausgangskopfes, dass die optische Linse und der Hohlraum des Schneidkopfes sauber und frei von Verunreinigungen sind.
Achten Sie gut auf die Schutzkappe des Ausgabekopfes, um Verunreinigungen zu vermeiden. Andernfalls kann die Schutzkappe zu einer indirekten Verschmutzung des Ausgabekopfes führen.
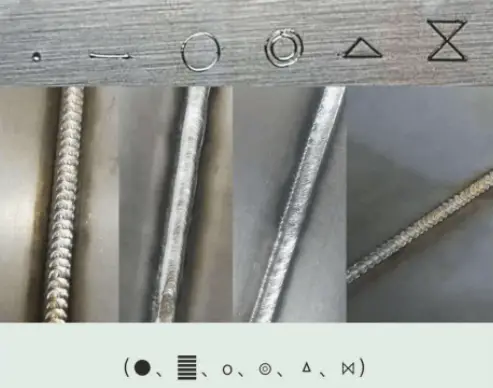
XVI. Sechs-Punkt-Muster des handgeführten Laserschweißens
(1) Das Gerät bietet drei neue Balkenformen und sechs Balkenformen zur Auswahl, die eine individuelle Anpassung an die Bedürfnisse verschiedener Balkenformen für das Innen- und Außeneckenschweißen ermöglichen, Flachschweißenund Winkelschweißen.
(2) Das Qilin-Doppelpendel ermöglicht eine einstellbare Energiedichte, die ein effektives Schweißen in einem Bereich von 0,2 bis 5 mm ermöglicht.
Nein.
Modell
Vorteile
1
Punkt
Kleiner Punkt, starke Energie, geeignet für Einschweißen und Schneiden.
2
Leitung
Die Breite der Schweißnaht kann eingestellt werden, und sie ist in der Lage, dickere Bleche bis zu einem gewissen Grad zu durchdringen.
Dadurch eignet es sich für das Schweißen von Außenecken, das Schneiderschweißen und das Schweißen mit Drahtvorschub.
3
Kreis
Der Durchmesser kann angepasst werden, was zu einer gleichmäßigen Verteilung der Energiedichte führt.
Die Vorteile des Hochfrequenzschweißens bei dünnen Blechen liegen auf der Hand.
4
Doppel-O
Der einstellbare Durchmesser dient in erster Linie dazu, Hohlstellen zu reduzieren, den Lichtfleck zu vergrößern und eine gleichmäßigere Lichtabstrahlung über die Platte zu gewährleisten.
Diese Eigenschaft macht es geeignet für alle Arten von Winkelausführung.
5
Dreieck
Die einstellbare Breite hilft, Hohlräume zu reduzieren, und sorgt dafür, dass die drei Seiten der Platte gleichmäßig erwärmt werden.
Darüber hinaus ermöglicht die Integration des Drahtvorschubschweißens eine Reduzierung der Frequenz und erzeugt einen fischschuppenförmigen Schweißpunkt, was eine erhebliche Verbesserung gegenüber dem Einzelschwingen darstellt. Schweißnähte.
6
8 Stil
Auf der Grundlage eines dreieckigen Designs wird der Lichtpunkt weiter vergrößert, was eine mehrfache Erwärmung der Platte ermöglicht.
Dank dieser Eigenschaft eignet sich das Gerät für den Einsatz beim Schweißen mit großer Breite.
Keine Leitfähigkeitsanzeige oder intermittierende Lichtausgabe während des Schweißens:
Das leitende Signal darf nicht angeschlossen sein.
Das Kabel ist möglicherweise lose und nicht fest eingesteckt.
Die Krokodilklemme darf keine Schleife mit dem DT1-Signal bilden.
Ein intermittierendes Licht kann auch durch eine lockere Kupferdüse oder Rost auf der Platte während des Schweißens entstehen.
Gas kann nicht kontrolliert werden:
Die Touchscreen-Gas-Taste kann nicht geschlossen werden.
Die Gasverzögerung ist möglicherweise zu hoch eingestellt.
Der Plus- und Minuspol des Gasventils können vertauscht werden.
Das Schutzglas brennt leicht:
Möglicherweise ist das Gas nicht rein oder es herrscht kein Luftdruck.
Der Pfannenstöpselring kann beschädigt sein.
Die Offsetposition des roten Lichts ist möglicherweise zu groß.
Es können sich Ölflecken auf dem Teller befinden.
Schweißbrennerkopf überhitzt:
Dies kann auf das Verbrennen der Schutzlinse zurückzuführen sein.
Der Wasserkreislauf des Wasserkühlers ist möglicherweise blockiert.
Der Faserdurchmesser des Lasers ist möglicherweise zu groß.
Die Parameter des Touchscreens können nicht geändert werden:
Dies kann auf starke statische Störungen zurückzuführen sein.
Das Touchscreen-Programm kann verstümmelt sein.
Ein Neustart des Programms kann das Problem beheben."
XVIII. Wartung von Handlaserschweißgeräten
Reinigung des Schweißpistolenkopfes:
Wischen Sie den Pistolenkopf nicht mit Wasser oder anderen ätzenden Flüssigkeiten ab.
Verwenden Sie keine Luftpistole und keinen starken Wind, um Teile des Pistolenkopfes auszublasen.
Auswechseln der Schutzscheibe:
Halten Sie die Umgebung sauber.
Schalten Sie den Ventilator oder die Klimaanlage aus.
Dichten Sie den Spalt des Pistolenkörpers mit Klebeband ab, wenn Sie die Schutzscheibe entfernen, um das Eindringen von Staub zu verhindern.
Handhabung des Schweißpistolenkopfes:
Im Inneren der Schweißpistole befinden sich mehrere Gruppen von leistungsstarken, empfindlichen Reflexionslinsen.
Es ist strengstens verboten, den Kopf der Schweißpistole zu stoßen oder fallen zu lassen.
Verwendung des Produkts:
Die gesamte Maschine muss geerdet sein und das Erdungskabel muss ordnungsgemäß funktionieren.
Die Laserschweißmuffe darf nicht auf der gleichen Konsole wie eine Argon-Lichtbogen-Schweißmaschine verwendet werden und kann nicht in Verbindung mit einer solchen verwendet werden.
XIX. Fehlerbehebung bei handgeführten Laserschweißgeräten
Warnung
Wartung:
Muss von Personal mit Wartungszertifikaten durchgeführt werden.
Bei Online-Strommessungen ist Vorsicht geboten, da beim Anschließen des Netzes gefährliche Spannungen anliegen.
Die Leiterplatte ist tot
Die Platinenanzeige funktioniert nicht
Ist der Not-Aus-Schalter beschädigt?
Ist die Sicherung der Leiterplatte lose?
Die Leiterplatte ist eine zylindrische 5×20
Transparentes Glasrohr mit 6A Strom
Wartung der Einheit
Prüfen Sie vor jedem Start des Geräts, ob das Filtersieb der Wassermaschine belüftet ist.
Das Filtersieb filtert den Staub und die Haare aus der Luft, wie in der Abbildung dargestellt
Bitte blasen Sie den Kondensator lange Zeit durch:
Wartung des Wassertanks:
Prüfen Sie den Wasserstand vor der Inbetriebnahme des Geräts und füllen Sie ihn bei Bedarf auf.
Wechseln Sie die Wasserqualität regelmäßig, wechseln Sie das Wasser alle 62 Tage, um seine Qualität zu erhalten.
Wenn die Zugabe von externer Flüssigkeit erforderlich ist, ist nur Ethanol (Industriealkohol) mit einem Wasser-Alkohol-Verhältnis von 4:1 zulässig. In kälteren Regionen mit Temperaturen unter 4 bis 5 Grad empfiehlt es sich, die Maschine nachts nicht auszuschalten, um Gefrieren und Schäden zu vermeiden. Sobald die Temperatur ansteigt, sollten Sie das Wasser ablassen und wiederverwenden.
Wenn Sie das Gerät für längere Zeit nicht benutzen, öffnen Sie den Abfluss, um den Wassertank zu entleeren.
Wartung des Netzteils:
Überprüfen Sie regelmäßig die Spannung, um Schäden durch Stromschalter zu vermeiden.
Sicherheitsvorkehrungen
Prüfen Sie vor der ersten Installation und Inbetriebnahme sorgfältig die Verdrahtung und die Spannung auf ihre Richtigkeit
Das Personal, das für die Installation des Geräts verantwortlich ist, muss sicherstellen, dass es ordnungsgemäß installiert wird, um elektrische Lecks, Wasserlecks oder Brände zu vermeiden. Wenn das Gerät aus- und wieder eingebaut werden muss, empfiehlt es sich, einen Fachmann zu Rate zu ziehen.
Schalten Sie das Gerät nicht durch Ziehen des Netzsteckers über das Schaltersystem des Controllers ein. Ein zu hoher Strom könnte den Stecker verbrennen und den Stromkreis auslösen, was ein Sicherheitsrisiko darstellt.
Vergewissern Sie sich, dass die Stromversorgung sicher angeschlossen und die Kabelisolierung intakt ist. Lose oder gebrochene Drähte können zu einem elektrischen Schlag, Kurzschluss oder Brand führen.
Vermeiden Sie es, Fremdkörper wie Finger oder Stöcke in den Luftauslass des Geräts zu stecken, da dies zu Schäden am Gerät oder Verletzungen führen kann.
Sorgen Sie während des Betriebs des Geräts für ausreichende Belüftung.
Stellen Sie sich nicht auf das Gerät und legen Sie keine Gegenstände darauf ab.
Bedienen Sie das Gerät nicht mit nassen Händen, da dies zu einem Stromschlag führen kann.
Das Gerät muss ordnungsgemäß geerdet sein. Das Erdungskabel sollte nicht an die Gas-, Wasser- oder Telefonleitung angeschlossen werden, da eine schlechte Erdung zu einem Stromschlag führen kann.
Stellen Sie sicher, dass eine Stromschutzvorrichtung installiert ist, um einen elektrischen Schlag zu vermeiden.
Sollten ungewöhnliche Erscheinungen (z. B. Brandgeruch) auftreten, unterbrechen Sie sofort die Stromzufuhr und wenden Sie sich an die Wirtschaftsabteilung, um Lösungen zu finden.
XX. Manuelle Bedienung und tägliche Wartung eines handgeführten Laserschweißgeräts
Der Bediener des handgeführten Laserschweißgeräts muss professionell geschult sein, die Verwendung der Systemanzeigeleuchten und -tasten verstehen und mit den Grundkenntnissen der Ausrüstung vertraut sein.
Überprüfen Sie vor der Inbetriebnahme des Handlaserschweißgeräts, dass die Erkennungskanäle und -drähte nicht beschädigt oder freigelegt sind.
Es ist strengstens untersagt, Gegenstände oder Werkzeuge auf dem Roboterkörper, dem Außenschaft, der Pistolenreinigungsstation oder dem Wasserkühler abzustellen.
Außerdem ist es strengstens verboten, brennbare oder flüssige Gegenstände in den Operationssaal zu stellen. Die Temperatur im Operationssaal darf 25°C nicht überschreiten, und es dürfen keine undichten Stellen vorhanden sein.
Führen Sie regelmäßig Tests und Inspektionen durch.
Die Verwendung von Schweißmaschinen und kann leicht Staub aus der Umgebung anziehen und sich im Inneren der Maschine ansammeln.
Um dies zu vermeiden, verwenden Sie regelmäßig saubere und trockene Druckluft, um den Staub im Inneren des Schweißgeräts zu entfernen.
Überprüfen Sie regelmäßig die Anschlüsse der Stromkabel.
Bei der jährlichen Wartung und Inspektion sind alle defekten Teile zu ersetzen, das Gehäuse zu reparieren und alle Teile, die die Isolierung beschädigen, zu verstärken.
Prüfen und ersetzen Sie regelmäßig die leitfähige Düse und reinigen und ersetzen Sie den Federschlauch.
Überprüfen Sie auch die Isolierringe.
Durch die oben genannten regelmäßigen Wartungen und Inspektionen kann das Auftreten von Schweißfehlern minimiert werden.
Sie erfordern zwar einen gewissen Zeit- und Arbeitsaufwand, verlängern aber die Lebensdauer der Schweißmaschine, erhöhen die Betriebseffizienz, sichern die Leistung und verbessern die Sicherheit.
Außerdem dürfen bei der Verwendung des handgeführten Laserschweißgeräts die Sicherheitsvorkehrungen nicht außer Acht gelassen werden.
Die Schweißgeschwindigkeit hat einen erheblichen Einfluss auf die von der Schweißnaht pro Zeiteinheit aufgenommene Energie und damit auf die Einbrandtiefe und -breite der Schweißnaht sowie auf ihr Aussehen. Dieser kurze Überblick erörtert die Auswirkungen der Schweißgeschwindigkeit auf die Schweißnahtqualität und bietet eine Referenz für Prozessanpassungen.
Die Geschwindigkeit wirkt sich in erster Linie auf die Einschweißtiefe und -breite aus, was hauptsächlich mit der linearen Energiedichte zusammenhängt. Generell gilt, dass mit zunehmender Laserschweißgeschwindigkeit die aufgeschmolzene Fläche und Breite abnehmen. Dies ist darauf zurückzuführen, dass die Erhöhung der Laserschweißgeschwindigkeit zu einer kürzeren Verweilzeit des Lasers auf der Oberfläche des Werkstücks führt. Mit der kürzeren Verweilzeit des Lasers verringert sich die Wärmeleitfläche, was zu einer kleineren Schmelzzone und Wärmeeinflusszone führt.
Beziehung zwischen den charakteristischen Parametern der Schweißnaht und der Geschwindigkeit
Außerdem wirkt sich die Schweißgeschwindigkeit auf das Aussehen der Schweißnaht aus und führt häufig zu einem rauen, "V-förmigen" Fischschuppenmuster auf der Oberfläche, mit Verfärbungen und minimaler oder gar keiner Verstärkung, was zu einer ungefüllten Schweißnaht führt.
Veränderungen der Geschwindigkeit und des Aussehens der Schweißnähte
Hinweis: Bei den oben genannten Leistungsparametern handelt es sich um Standardtestdaten. Aufgrund der Komplexität praktischer Anwendungen kann es zu Abweichungen kommen.
Eine falsche Wahl der Geschwindigkeit kann zu Fehlern beim Laserschweißen führen, das ein kontinuierlicher Prozess des Aufschmelzens und Erstarrens ist. Mit zunehmender Schweißgeschwindigkeit nimmt auch die Abkühlungsgeschwindigkeit des geschmolzenen Metalls zu. Diese beschleunigte Erstarrung erschwert die Ausbreitung des Metalls, was zu Buckelschäden führt. Diese Buckel nehmen mit steigender Schweißgeschwindigkeit zu und begrenzen indirekt die Schweißgeschwindigkeit.
Defekte durch überhöhte Geschwindigkeit - Schweißraupenbildung
Lösungen zur Verhinderung von Humping:
1. Verwenden Sie Laser mit einem kleineren Kerndurchmesser oder wählen Sie kollimierende Fokussierköpfe, um die Spotgröße zu verringern und die Energie effektiver zu konzentrieren.
Der Mechanismus ist folgender: Laser mit einem kleineren Spotdurchmesser können den Abstand zwischen der Laserwärmequelle und dem Konvergenzpunkt des Flüssigmetallstroms verkürzen, was die Ausbreitung des Flüssigmetalls erleichtert und das Buckeln unterdrückt;
Zweistrahlige Unterdrückung von Schweißspritzern
2. Verwenden Sie einen Zweistrahl-Laser-Ansatz mit einem Strahl vor dem anderen, oder verwenden Sie ringförmige Punkte, Multi-Wellenlängen-Faser-Halbleiter-Verbundschweißen, die die maximale Schweißgeschwindigkeit ohne Humping um über 40% im Vergleich zu Single-Strahl-Laser-Geschwindigkeiten deutlich erhöhen können.
In der Regel ist einer der beiden Laserstrahlen für die Vorwärmung und Nachbearbeitung zuständig, der andere für die Schmelztiefe. Dadurch wird die Abkühlungsgeschwindigkeit des Flüssigmetalls um das Schlüsselloch herum reduziert, der Temperaturgradient verringert, die Oberflächenspannung des Flüssigmetalls um das Schlüsselloch herum gesenkt und die Ausbreitungsfähigkeit des Flüssigmetalls verbessert, wodurch ein Humping verhindert wird.
Kreisförmiger Lichtpunkt unterdrückt Schweißgrate
XXII. Hersteller von Laserschweißmaschinen
Wenn Sie verlässliche Hersteller von Laserschweißmaschinen finden möchten, können Sie sich an diese Stelle.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Wie können handgeführte Laserschweißgeräte die starke Hitzeentwicklung während des Betriebs bewältigen? Dieser Artikel befasst sich mit den modernsten Technologien zur Wärmeableitung, wie z. B. Luft- und Wasserkühlung, die für die Aufrechterhaltung...
Stellen Sie sich vor, Sie revolutionieren die Fertigung im Schienenverkehr mit einem Werkzeug, das Effizienz, Flexibilität und Präzision vereint. Das handgeführte Laserschweißen könnte die Branche revolutionieren. Dieser Artikel erforscht das Potenzial des...
Beim Laserschweißen kann die Wahl zwischen handgeführten und automatischen Geräten Ihren Arbeitsablauf erheblich beeinflussen. Handgeführte Laserschweißgeräte bieten Flexibilität und Präzision für kleine oder unterschiedliche Aufgaben,...
Haben Sie sich jemals gefragt, ob die Laserleistung auf Ihrem Handschweißgerät korrekt angegeben ist? Dieser Artikel befasst sich mit dem weit verbreiteten Problem der falschen Kennzeichnung von Handlasergeräten...
In der sich schnell entwickelnden Welt des Laserschweißens ist Innovation der Schlüssel. Da die Hersteller die Grenzen des Möglichen immer weiter hinausschieben, heben sich eine Handvoll Unternehmen als Marktführer in diesem Bereich hervor....
Handgehaltene Laserschweißgeräte haben sich in den letzten Jahren zu einem bahnbrechenden Produkt auf dem Markt für Laseranwendungen entwickelt und sich zu einem Wachstumspunkt der grünen Laserindustrie entwickelt. Seit 2018,...
Stellen Sie sich eine Schweißtechnik vor, die Präzision, minimale thermische Verformung und eine hohe Verarbeitungsgeschwindigkeit bietet. Das Laserschweißen bringt diese Vorteile mit sich und revolutioniert die Fertigungsindustrie. Dieser Artikel befasst sich mit dem...
Haben Sie sich schon einmal gefragt, wie die moderne Technik so präzise und saubere Schweißnähte erzielt? In diesem Artikel erkunden wir die faszinierende Welt der Laserschweißgeräte. Du erfährst, wie sie funktionieren,...
Stellen Sie sich vor, Sie schweißen mit Präzision, Geschwindigkeit und minimaler Wärmeverformung - willkommen in der Welt des Laserdrahtfüllschweißens. Diese fortschrittliche Technik übertrifft herkömmliche Methoden und bietet Lösungen für Herausforderungen wie Rissbildung in der Schweißnaht...