Was wäre, wenn die Einstellung des Fokus Ihres Laserschneiders den Unterschied zwischen einem sauberen Schnitt und einem misslungenen Projekt ausmachen könnte? Beim Laserschneiden ist die Position des Brennpunkts entscheidend für Präzision und Qualität. In diesem Artikel wird erklärt, wie man den richtigen Fokus wählt, wobei positive, negative und Null-Fokus-Techniken detailliert beschrieben werden, und es werden Tipps zur Maschineninspektion gegeben, um eine optimale Leistung zu gewährleisten. Entdecken Sie, wie Sie die besten Schnitte für verschiedene Materialien und Anwendungen erzielen.
Vor dem Schneiden eines Blechs muss der Abstand zwischen dem Laserbrennpunkt und dem zu schneidenden Material richtig eingestellt werden.
Unterschiedliche Brennpunktpositionen können zu unterschiedlicher Präzision im Querschnitt des geschnittenen Materials sowie zu unterschiedlicher Bodenverschlackung und sogar zum Scheitern des Schneidens des Materials führen.
Die Wahl der Brennpunktposition für die Laserschneidmaschine hängt vom Werkstück und dem zu schneidenden Material ab.
Um die richtige Wahl zu treffen, ist es wichtig, die Laserschneiden Maschine vor dem Gebrauch, um qualitativ hochwertige Schnitte und einen ordnungsgemäßen Betrieb der Maschine zu gewährleisten.
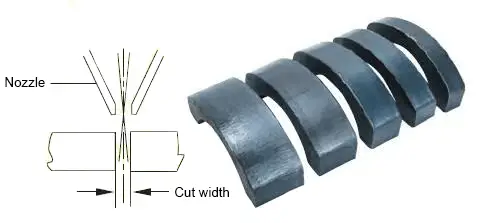
Positiver Fokus Schneiden
Beim Schneiden mit positivem Fokus wird der Brennpunkt über dem zu schneidenden Material positioniert, wobei sich der Brennpunkt auf der Oberseite des Werkstücks befindet.
Beim Brennschneiden von Kohlenstoffstahl wird ein positiver Fokus bevorzugt.
Die Schnittbreite an der Unterseite des Werkstücks ist größer als die an der Oberseite, wodurch die Schlacke besser entfernt wird und Sauerstoff an die Unterseite des Werkstücks gelangen kann, um eine vollständige Oxidation zu ermöglichen.
Innerhalb eines bestimmten Brennweitenbereichs führt ein größerer positiver Brennpunkt zu einer größeren Fleckgröße auf der Oberfläche der Platte, was zu einer besseren Vorwärmung und Wärmeergänzung um den Schnitt herum und zu einer glatteren und helleren Schnittfläche des Kohlenstoffstahls führt.
Für 10.000-Watt-Laser Beim Pulsschneiden von dicken Edelstahlblechen sorgt das Schneiden mit positivem Fokus für eine stabile Qualität, was sich positiv auf die Schlackenentfernung auswirkt und das Risiko von blauem Rücklicht verringert (siehe Abbildung 1).
Abb. 1 Die Wirkung einer 12000W Laserschneiden Kohlenstoffstahl mit positivem Brennpunkt
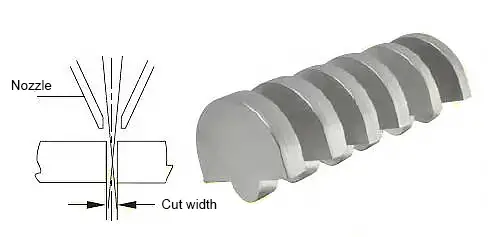
Negativer Fokus Schneiden
Beim Schneiden mit negativem Fokus wird der Brennpunkt innerhalb des Werkstücks positioniert.
In diesem Modus ist der Brennpunkt weiter von der Schnittfläche entfernt, was im Vergleich zum Positivfokusschneiden zu einer relativ größeren Schnittbreite im Werkstück führt. Allerdings sind ein größerer Schnittluftstrom und eine ausreichende Temperatur erforderlich.
Das Schneiden mit negativem Fokus ist geeignet für Schneiden von rostfreiem StahlDas Ergebnis sind eine gleichmäßige Schnittfläche und ein guter Querschnitt.
Beim Perforieren der Platte vor dem Schneiden wird ein negativer Fokus bevorzugt, um eine minimale Perforationsfleckgröße und maximale Energiedichte zu gewährleisten.
Je tiefer die Perforation liegt, desto größer ist der negative Fokuspunkt, wie in Abbildung 2 dargestellt.
Abb. 2 Die Wirkung eines 6000-W-Lasers mit negativem Fokus auf rostfreien Stahl
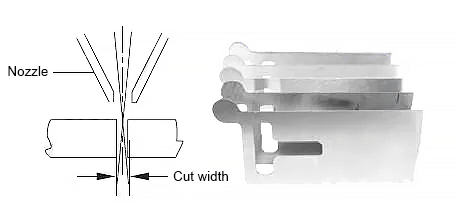
Null-Fokus-Schneiden
Beim Nullfokusschneiden wird der Brennpunkt auf der Oberfläche des Werkstücks positioniert. In diesem Fall ist die Schnittfläche in der Nähe des Brennpunkts relativ glatt, während die untere Fläche abseits des Brennpunkts rau erscheint.
Das Nullfokusschneiden wird vor allem beim Schneiden von dünnen Blechen mit kontinuierlichen Lasern und beim Schneiden von Folienschichten mit gepulsten Lasern durch Spitzenleistungsverdampfung eingesetzt.
Abb. 3 2000-W-Laserschneiden von dünnen Kohlenstoffstahlblechen bei Nullfokus
A Gründliche Inspektion sorgt für besseres Schneiden
1) Sauberkeit des Objektivs.
Die Linse des 10.000-Watt-Schneidkopfes ist für die 10.000-Watt-Laserschneidmaschine von entscheidender Bedeutung. Ihre Sauberkeit wirkt sich direkt auf die Bearbeitungsleistung und die Schnittqualität der Maschine aus.
Eine verschmutzte Linse kann sich nicht nur negativ auf die Schneidergebnisse auswirken, sondern auch Schäden an den internen Komponenten des Schneidkopfes und des Laserausgangskopfes verursachen.
Eine Vorprüfung vor dem Schneiden kann schwere Schäden verhindern.
Die Methode zur Erkennung von Rotlicht ist in Tabelle 1 dargestellt.
Tabelle 1 Rotlichtnachweisverfahren
Düse
Einzelne Düse über 2mm
Saubere Linse
Verschmutzte Linse
Methoden
1. Rotes Licht wird angezeigt, wenn der Laser eingeschaltet ist;
2. Das weiße Papier ist etwa 300 mm von der Schneidkopfdüse entfernt, um das rote Licht zu sehen;
3. Wenn schwarze Flecken oder unregelmäßige schwarze Objekte im roten Licht zu sehen sind, ist die Linse verschmutzt und muss vor dem Schneiden und der Fehlersuche gereinigt werden.
2) Koaxiale Fehlersuche.
Die Koaxialität der Düsenaustrittsöffnung und des Laserstrahls ist ein entscheidender Faktor, der sich auf die Schnittqualität auswirkt. Unstimmigkeiten, die durch eine falsche Ausrichtung der Düse und des Laserstrahls verursacht werden, können zu einer unregelmäßigen Schnittfläche führen. In schweren Fällen kann der Laserstrahl auf die Düse treffen, was zu Überhitzung und Verbrennung der Düse führt.
Die Methode der koaxialen Fehlersuche ist in Tabelle 2 dargestellt.
Tabelle 2 Koaxiales Fehlersuchverfahren
Düse
Düse 1,2 mm
Normal koaxial
Abnormale koaxiale
Werkzeuge
Klebebänder
Drei koaxiale
Methoden
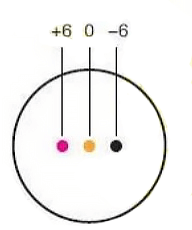
1. Koaxiale Einstellung im Brennpunkt 0, so dass sich der Laser in der Mitte der Düse befindet;
2. Licht im Brennpunkt ±6mm;
3. Wenn der Fokus 0 und der ±6mm treffende Lichtpunkt in der Mitte der Düse liegen, ist dies normal.
Ist dies nicht der Fall, muss der Schneidkopf oder der Laserlichtwegversatz ausgetauscht werden.
(3) Prüfen Sie die Punktverteilung.
Die Form des Laserspots spiegelt direkt die Verteilung der Laserenergie in seitlicher Richtung wider. Die Rundheit des Flecks zeigt die Gleichmäßigkeit der Energieverteilung in verschiedene Richtungen an.
Ein stark abgerundeter Punkt mit gleichmäßiger Energieverteilung in alle Richtungen garantiert eine glatte Schnittfläche und eine gleichmäßige Schnittgeschwindigkeit in alle Richtungen, wodurch die Qualität der Schneidprodukte gewährleistet wird.
Tabelle 3 ist die Methode zur Überprüfung der Punktverteilung.
Tabelle 3 Koaxiales Fehlersuchverfahren
Düse
Einzelne Düse über 2mm
Normaler Laserspot
Abnormaler Laserpunkt
Werkzeuge
Schwarzes Laserpunktpapier
Methoden
1. Das schwarze Laserpunktpapier ist etwa 300 mm von der Schneidkopfdüse entfernt, um einen Punkt zu erzeugen;
2. Wenn im Spot schwarze Flecken zu sehen sind, ist das Objektiv verschmutzt;
3. Wenn der Fleck nicht rund ist und die Mitte verschoben ist, dann ist der Laserspot schlecht verteilt
(4) Prüfung des Wärmebereichs der Düse.
Eines der Hauptprobleme beim Einsatz von 10.000-Watt-Lasern zum Schneiden dicker Kohlenstoffstahlplatten ist die Überhitzung der Düse. Deshalb ist es wichtig, die Düsentemperatur für verschiedene Düsengrößen und Brennpunkte bei voller Leistung zu testen, bevor der Schneidprozess beginnt.
Vor der Durchführung der Tests muss die Koaxialität so ausgerichtet werden, dass der Lichtpunkt am Düsenausgang zentriert ist. Außerdem sollte für die Düse ein Kühlgassystem zum Schneiden installiert werden.
Prüfverfahren:
Unter dem Schneidkopf sollten mit einer geeigneten Menge Wasser gefüllte Eiseneimer aufgestellt werden.
Das Hilfsgas (die Gasart und der Luftdruck sollten entsprechend den spezifischen Anforderungen für das Schneiden eingestellt werden) sollte zuerst eingeblasen werden, und der Laser sollte 30 Sekunden lang mit voller Leistung betrieben werden, um etwaige Veränderungen der Düsentemperatur zu überwachen.
Die Düsengröße sollte dann geändert und der Testvorgang wiederholt werden.
Die Wärmeentwicklung der verschiedenen Düsen sollte aufgezeichnet werden und als Referenz für die anschließende Einstellung des Schneidprozesses dienen.
Wenn die Düsentemperatur nicht innerhalb eines engen Bereichs bleibt, kann dies auf ein Problem mit dem Schneidkopf, der Düse, der Linse oder dem Laser hinweisen, und es sollte eine weitere Fehlersuche durchgeführt werden, bevor mit dem nächsten Schritt in der Einrichtung des Schneidprozesses fortgefahren wird.
Schlussfolgerung
Ob ein positiver oder negativer Brennpunkt für das Laserschneiden verwendet wird, hängt nicht von der Metallmaterial (z. B. nichtrostender Stahl oder Kohlenstoffstahl), sondern vielmehr auf das verwendete Schneidverfahren (z. B. Oxidationsschneiden oder Schmelzschneiden).
Verschiedene Werkstücke, die mit der Laserschneidmaschine bearbeitet werden, können unterschiedliche Fokusmuster erfordern.
Unter Berücksichtigung der unterschiedlichen Auswirkungen von positivem und negativem Fokus beim Schneiden von rostfreiem Stahl und Kohlenstoffstahl und unter Berücksichtigung der individuellen Bearbeitungsbedürfnisse können die Anwender die geeignete Fokusschneidmethode auswählen, um die Leistungsvorteile der Laserschneidmaschine voll auszuschöpfen.
Die 15-kW-Laser der verschiedenen Marken haben im Allgemeinen ähnliche Schnittergebnisse und eine ähnliche Bearbeitungseffizienz sowohl für Kohlenstoffstahl als auch für rostfreien Stahl.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Das Laserschneiden hat die Fertigung revolutioniert, aber wussten Sie, dass der Druckluftkompressor eine entscheidende Rolle für den Erfolg spielt? In diesem Blogbeitrag gehen wir auf die Feinheiten bei der Auswahl des...
Die Wahl des richtigen Hochleistungs-Faserlasers für Ihre industriellen Anforderungen kann eine schwierige Aufgabe sein. Bedeutet eine höhere Leistung immer eine bessere Effizienz? Nicht unbedingt. Dieser Leitfaden klärt über gängige Missverständnisse und...
Stellen Sie sich ein Werkzeug vor, mit dem Sie Materialkosten sparen, die Schneidpräzision erhöhen und die Sicherheit am Arbeitsplatz verbessern können - alles in einer einzigen Maschine. Die 3D-Laser-Rohrschneidmaschine bietet diese Vorteile und mehr. Von...
Sind Sie bereit, das volle Potenzial Ihres Laserschneidbetriebs auszuschöpfen? Dieser Artikel befasst sich mit den entscheidenden Aspekten der Auswahl, Installation und Wartung eines 10.000-Watt-Laserschneidkopfes. Erfahren Sie...
Haben Sie sich jemals mit der Wahl der richtigen Laserschneiddüse für Ihr Projekt schwer getan? Die Auswahl der optimalen Düse ist entscheidend für saubere, präzise Schnitte und eine maximale Effizienz. In diesem...
Sind Sie neugierig auf die Möglichkeiten des Laserschneidens? In diesem umfassenden Leitfaden tauchen wir in die Welt der Laserschneidgeschwindigkeiten und -dicken für verschiedene Metalle ein. Unser erfahrener Maschinenbauingenieur wird...
Haben Sie sich jemals gefragt, wie eine Laserschneidmaschine tickt? In diesem Blog-Beitrag tauchen wir tief in das Innenleben dieser hochpräzisen Maschinen ein, die die Branche revolutioniert haben...
Fasziniert von der Kunst des Laserschneidens? In diesem Blogbeitrag erfahren Sie mehr über die kritischen Parameter, die über Qualität und Effizienz des Schnitts entscheiden. Entdecken Sie Insider-Tipps von erfahrenen...
Sind Sie neugierig auf die Spitzentechnologie, die die Fertigung revolutioniert? In diesem Blogbeitrag tauchen wir in die Welt der Laserschneidmaschinen ein, erkunden ihre Vorteile und die führenden Hersteller, die die...