Metall-Laserschneiden: Tipps und Tricks vom Experten
Haben Sie sich jemals gefragt, wie eine Laserschneidmaschine für optimale Leistung eingerichtet wird? In diesem Artikel gehen wir auf die wichtigsten Schritte beim Auspacken, Überprüfen und Installieren Ihrer neuen Laserschneidanlage ein. Erfahren Sie, wie Sie sicherstellen können, dass Ihre Anlage vom ersten Tag an reibungslos und effizient läuft.
Bitte bewahren Sie das Handbuch und die anderen Anhänge zum späteren Nachschlagen auf.
Das Handbuch enthält wichtige Sicherheitsinformationen, Betriebsverfahren, Transport und Lagerung, Installationsanweisungen, Verwendung und Anwendungen, Fehlersuche, Wartung und Service usw. für das Produkt.
Das Handbuch ist für die Standardkonfiguration der Produkte unseres Unternehmens bestimmt. Bitte beachten Sie die zusätzlichen detaillierten Dateien für spezifische Komponenten.
Bevor Sie dieses Produkt zum ersten Mal benutzen, lesen Sie bitte die Bedienungsanleitung sorgfältig durch.
Für eine effiziente Nutzung des Produkts sollte das Bedienpersonal:
Grundlegende Kenntnisse von Computersoftware wie SolidWorks und AutoCAD.
Kenntnisse in den Bereichen Optik sowie Wartung und Reparatur von elektromechanischen Geräten.
Vergewissern Sie sich, dass sie mit dem Betriebsverfahren vertraut sind, bevor Sie das Gerät in Betrieb nehmen.
Bitte beachten Sie, dass das Produkt, das Sie erhalten, aufgrund laufender Produktaktualisierungen leicht von der Beschreibung im Handbuch abweichen kann. Wir entschuldigen uns für etwaige Unannehmlichkeiten, die dadurch entstehen können.
Kapitel I Annahme und Platzierung der Ausrüstung
Abnahme und Inspektion der Ausrüstung
Hinweise zum Auspacken
Bitte überprüfen Sie die äußere Verpackung der Laserschneidmaschine bei Erhalt des Produkts auf Anzeichen von Schäden.
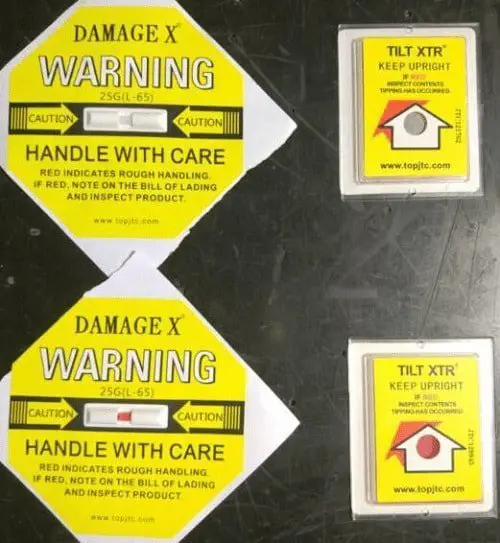
Das Gerät wird in einer Holzkiste verpackt und ist mit stoß- und kippsicheren Aufklebern versehen, wie in Abbildung 1-1 dargestellt.
Abbildung 1-1 Stoßfeste und neigungssichere Etiketten
Wenn sich die Kristallröhre auf dem Etikett DAMAGE X (shock-proof) rot färbt, bedeutet dies, dass das Gerät während des Transports oder der Handhabung einen Stoß erlitten hat.
Wenn sich das Fenster des Schildes TILT XTR (neigungssicher) rot färbt, bedeutet dies, dass die Maschine während des Transports oder der Handhabung einer Neigung ausgesetzt war.
Wie in der Vergleichsabbildung 1-2 zu sehen ist, sind in den oberen Bildern die normalen Etiketten abgebildet, in den unteren Bildern diejenigen, bei denen sich das Kristallrohr und das Fenster rot färben.
Wenn sich die Kristallröhre oder das Fenster rot färbt oder wenn die äußere Verpackung sichtbar beschädigt ist, setzen Sie sich bitte mit der Versicherung oder mit uns in Verbindung, um das weitere Vorgehen zu besprechen.
Abbildung 1-2 Veränderungen der Etiketten vor und nach Schock und Neigung
Das Gerät ist in Holzkisten verpackt. Vor dem Entfernen der Gurte sollten die Holzplatten von oben nach unten entfernt werden, um eine Beschädigung der Geräte im Inneren der Kiste zu vermeiden.
Die Schutzfolie des Geräts darf nicht mit scharfen Gegenständen durchstochen werden, da dies zu Kratzern auf der Oberfläche und zur Beschädigung des Stromkreises führen kann. Unser Unternehmen haftet nicht für Schäden, die durch den Kunden verursacht werden.
Anmerkungen:
Die Laserquelle befindet sich in der Regel in einer Holzkiste und muss vorsichtig ausgepackt werden, damit das Glasfaserkabel nicht beschädigt wird.
Um das Drehbett optimal zu schützen, sollte die Verpackung erst geöffnet werden, wenn ein geeigneter Aufstellort ermittelt wurde.
Inhalt der Inspektion
Bitte vergewissern Sie sich, dass es sich bei dem erhaltenen Produkt um das von Ihnen gekaufte handelt, überprüfen Sie es auf eventuelle Transportschäden und stellen Sie sicher, dass alle Komponenten vorhanden und unbeschädigt sind.
Im Falle eines Transportschadens, einer Abweichung des Produktmodells oder eines fehlenden Zubehörs wenden Sie sich bitte umgehend an unser Unternehmen.
Installationsanforderungen und -hinweise
Anforderungen an den Boden
Das Fundament für die Installation der Ausrüstung muss eben sein, und der Höhenunterschied zwischen Komponenten wie dem Drehbankbett, dem Wasserkühler, dem Schaltschrank, der automatischen Beladevorrichtung, der Werkzeugzuführungsplattform (für den Roboter) und der Laserquelle (in Form eines Schaltschranks) sollte 10 mm nicht überschreiten.
Die Dicke des Betons für die gesamte Installationsfläche sollte nicht weniger als 200 mm betragen, mit einer Druckfestigkeit von nicht weniger als 30 N/mm2 und einer Tragfähigkeit von mehr als 30 kN/m2.
Die gesamte Aufstellfläche des Drehbetts muss aus einer ebenen, durchgehenden Bodenplatte im Bereich der Auflagepunkte bestehen. Die neu angefertigte Bodenplatte/Druckplatte sollte unter normalen Trocknungsbedingungen frei von Beulen oder Rissen sein. Der Verfahrweg des Laserstrahls auf der Linse sollte aufgrund der Neigung des Drehbankbettes 0,5 mm nicht überschreiten.
Anforderungen an die Umwelt
Anforderungen an die Umgebungstemperatur und Luftfeuchtigkeit
Das Gerät muss in einer trockenen und gut belüfteten Umgebung mit einer Umgebungstemperatur von +4℃ bis +33℃ betrieben werden.
Es wird empfohlen, dass der Kunde für eine stabile Umgebung mit gleichbleibender Temperatur und Luftfeuchtigkeit für das Gerät sorgt, sofern dies möglich ist.
Die Umgebungstemperatur sollte nicht unter +4℃ fallen, wenn sich das Gerät im ausgeschalteten Zustand befindet.
Anmerkungen:
Um Wärmeverzerrungen zu vermeiden, sollten direkte Sonneneinstrahlung auf der einen Seite und kühle Luft auf der anderen Seite vermieden werden (wenn das Gerät beispielsweise in der Nähe eines Fensters steht, können Rollläden verwendet werden, um diese Bedingungen abzuschwächen).
Außenluft
Um eine optimale Schnittqualität zu erhalten, muss sichergestellt werden, dass sich in der Nähe der Maschine keine Stoffe befinden, die Strahlen mit einer Wellenlänge von 1,064 um absorbieren können, wie z. B. dampfhaltige Lösungsmittel, die beim Lackieren entstehen, oder Dampf, der von einem Entölungsgerät abgegeben wird.
Kühlung des Steuersystems
Das Steuersystem wird durch eine interne Luftzirkulation innerhalb des Gehäuses des Steuersystems gekühlt, wodurch sichergestellt wird, dass die elektrischen Komponenten weitestgehend vor Staub und Schmutz geschützt sind.
Das Steuersystem sollte nicht in feuchter Umgebung betrieben werden, da dies zu Korrosion an den Kontaktstellen zwischen Schütz und Relais führen kann.
Vibrationsanforderungen
Um eine optimale Leistung aufrechtzuerhalten, muss sichergestellt werden, dass die Geräte keinen äußeren Kräften ausgesetzt sind.
Zu den externen Kräften, die den Betrieb der Geräte beeinträchtigen können, gehören:
Gabelstapler und andere landgestützte Fahrzeuge
Direkte Montage oder Demontage von anderen Maschinen in der Nähe des Geräts
Maschinen, die in der Nähe des Geräts Vibrationen erzeugen, wie z. B. Stanzpressen, Biegemaschinen und Blechschneidemaschinen.
Platzierung der Komponenten
Es ist wichtig, die Platzierung des Wasserkühlers, des Schaltschranks, der Laserquelle, des Drehbretts oder des Portalträgers (für den Roboter) und anderer Komponenten zu planen. Die Platzierungsrichtlinien für diese verschiedenen Maschinen sind im Allgemeinen ähnlich und können im Layout der verschiedenen Modelle im ersten Band des Handbuchs nachgelesen werden.
Drehbank Bett
Die Platzierung des Drehbankbettes sollte zuerst bestätigt werden. Mit einem Gabelstapler oder anderem Werkzeug kann das Drehbankbett etwa 80 cm angehoben werden, um den Basiswinkel zu installieren.
Es ist darauf zu achten, dass das Drehbankbett an dem vorgesehenen Ort aufgestellt wird (Abbildung 1-3), wonach die Verpackung des Drehbankbettes entfernt werden sollte. Das weggeworfene Verpackungsmaterial sollte in einem vom Kunden bestimmten Bereich vor Ort abgelegt und umgehend entsorgt werden.
Abbildung 1-3 Drehmaschinenbett (mit Umschlag)
Die Muttern des Basiswinkels sollten individuell eingestellt werden (Abbildung 1-4), und eine Wasserwaage oder eine Nivellierlatte kann verwendet werden, um die Plattform des Drehbankbetts zu nivellieren.
Abbildung 1-4 Winkel der Basis
Bei der Montage von Bauteilen wie Austauschplattformen, Außenabdeckungen, Rohrschneidevorrichtungen und automatischen Zuführungen außerhalb des Drehbetts sollten folgende Grundsätze beachtet werden: von groß nach klein und von innen nach außen. Jede Komponente sollte nach der korrekten Platzierung sicher angeschlossen werden.
Die Manipulatorschneidmaschine der Serie RC sollte mit einem Kran angehoben werden, wobei ein Seil an den Hebebolzen des Geräts gebunden wird, wie in Abbildung 1-5 gezeigt.
Bitte beachten Sie, dass die Kranlast und das Hebeseil eine Kapazität von über 300 kg haben müssen.
Abbildung 1-5 Hebeschema für Manipulator-Schneidemaschine der Serie RC
Transport- und Handhabungsmethoden und Richtlinien:
Es ist nicht erlaubt, auf den Verpackungskarton zu klettern oder schwere Gegenstände darauf zu legen.
Das Produkt sollte nicht durch Ziehen am angeschlossenen Kabel bewegt werden.
Kollisionen und Kratzer auf dem Panel und dem Display müssen vermieden werden.
Der Verpackungskarton sollte vor Feuchtigkeit, längerer Sonneneinstrahlung und Regen geschützt werden.
Der Manipulator muss bei der Installation vorsichtig gehandhabt werden, um Kollisionen zu vermeiden. Das Drahtseil darf nicht direkt mit dem Gerät in Berührung kommen. Gegebenenfalls muss ein weicher Gegenstand als Trennvorrichtung verwendet werden.
Wasserkühlung
Der Kaltwassersatz ist mit Rädern ausgestattet, so dass er nach dem Befüllen mit Wasser auf einer großen Freifläche leicht an einen geeigneten Ort gebracht werden kann.
Es wird empfohlen, ihn an der rechten diagonalen Rückseite des Drehbretts zu platzieren (mit Blick auf die Maschine).
Anmerkungen:
Das Gerät sollte nicht in einem nicht belüfteten, geschlossenen Raum installiert werden. Der Abstand von der Oberseite des Geräts zu anderen Objekten muss mindestens 2,5 m betragen, um einen ordnungsgemäßen Luftstrom zu gewährleisten und Verstopfungen zu vermeiden, während der Abstand von der Wasserkühlmaschine zu anderen Objekten in der Umgebung mindestens 1,5 m betragen muss, um zu verhindern, dass heiße Luft aus der Wasserkühlmaschine auf die Lufteinlassfläche zurückfließt.
Der Wasserkühler sollte nur mit gereinigtem, destilliertem oder deionisiertem Wasser befüllt werden. Es sollten keine korrosiven Flüssigkeiten, Frostschutzmittel oder trübes (mit fadenförmigen, flockigen oder körnigen Schwebstoffen) Wasser oder Wasser mit unangenehmem Geruch verwendet werden.
Vermeiden Sie beim Befüllen direkten Kontakt mit dem Wasser (z. B. mit den Händen) und verwenden Sie nur Pumpen und Schläuche, die für diesen Kaltwassersatz vorgesehen sind.
Es wird empfohlen, das Wasser in der Wasserkühlmaschine alle zwei bis drei Monate auszutauschen.
Abbildung 1-6 Kaltwassersatz
Laser-Quelle
Die Größe der Laserquelle hängt von der Ausgangsleistung ab. Die Laserquelle mit einer Ausgangsleistung von weniger als 1000 W kann im Schaltschrank untergebracht werden (siehe Abbildung 1-7, Abbildung 1-8 und Abbildung 1-9).
Abbildung 1-7 Öffnen der Fronttür des Steuerschranks
Abbildung 1-8 Schematische Darstellung der Einstellung der Laserquelle
Abbildung 1-9 Einstellung der Position der Laserquelle der Serien I3 und I5
Laser-Quelle
Wenn die Leistung der Laserquelle 1000 W übersteigt, wird sie in einem Schrank mit Rädern untergebracht, der nicht im Schaltschrank untergebracht werden kann. Der Schrank sollte in der Mitte auf der rechten Seite des Drehbankbettes aufgestellt werden.
Die Serien I3 und I5 sind mit einem kleinen Gehäuse ausgestattet, und die Ausgangsleistung der Laserquelle ist in der Regel gering, so dass die Laserquelle an einer bestimmten Stelle im Gehäuse platziert werden kann (siehe Abbildung 1-9).
Das RC-Robotermodell ist einzigartig, mit einer Ausgangsleistung der Laserquelle von weniger als 1000 W, und die Laserquelle kann an einer bestimmten Stelle innerhalb des Gehäuses platziert werden (ähnlich wie in Abbildung 1-7, Abbildung 1-8 und Abbildung 1-9).
Steuerkabinett
Wenn die Laserquelle innerhalb des Schaltschranks untergebracht werden kann, sollte sie an einer dafür vorgesehenen Stelle in einem offenen Raum aufgestellt werden. Die optische Faser und das Kabel sollten vorsichtig auf den Hauptkörper gelegt werden. Der Schaltschrank sollte dann an die rechte Vorderseite des Drehbretts geschoben werden.
Fan
Das Gebläse dient zur Beseitigung der Rauchentwicklung. Die Schnittstelle des Lüfterkanals ist zu sehen, wenn die obere Abdeckung des Drehbetts geöffnet wird.
Das andere Ende des Rohrs ist mit dem Ventilator verbunden, und ein Gasauslassrohr ist mit dem Ventilator ausgestattet. Dies ermöglicht eine flexible Installation des Ventilators, sofern die Rohrlänge dies zulässt.
Bild 1-10 Schnittstelle für die Installation des Lüfters an der Rückseite des Drehmaschinenbettes
Einführung in die Installation einer Rohrschneidemaschine
Unser Unternehmen produziert eine Vielzahl von Rohrschneidemaschinendie jeweils mit mehreren Konfigurationen von Haltevorrichtungen ausgestattet sind.
Bei Platten- und Rohrmaschinen ist es entscheidend, die Parallelität, Rechtwinkligkeit und Ebenheit von Rohren und Laserschneiden Köpfe für optimale Leistung. Dieser Vorgang kann komplex sein und erfordert vom Bediener ein hohes Maß an Geschicklichkeit.
Wir empfehlen dringend, dass das Betriebspersonal an einer Schulung im Werk teilnimmt oder sich für die Installation und Inbetriebnahme an den Kundendienst unseres Unternehmens wendet.
Die Installation einer allgemeinen Rohrmaschine ist ähnlich wie die einer Plattenmaschine, weitere Informationen finden Sie im vorherigen Kapitel.
Kapitel II Anschluss von Rohrleitung, Leitung und anderen Komponenten
Anschluss an den Gaskreislauf und Gasbedarf
Anschluss an den Gaskreislauf
Zwei Weißgasleitungen werden an das Drehbankbett angeschlossen, eine für Stickstoff und eine für Sauerstoff.
Ein Stickstoffmessgerät kann verwendet werden, um die Stickstoffleitung mit der stickstoffliefernden Einrichtung (Luft) zu verbinden. Ein Sauerstoffmessgerät kann zum Anschluss der Sauerstoffleitung an die sauerstoffliefernde Einrichtung verwendet werden (siehe Abbildung 2-1).
Abbildung 2-1 Beispiel für den Anschluss der Gasversorgungseinrichtung
Die RC-Roboterserie kann nur mit einem Sauerstoffkreislauf ausgestattet werden.
Die Verwendung von Gasflaschen ist eine bequeme Methode für die Versorgung mit Hilfsgas, erfordert aber bei hohem Verbrauch manuelle Arbeit.
Vermeiden Sie es, die Gasflasche während des Betriebs vollständig zu entleeren. Bei der Rückführung der Flasche muss der Restdruck mindestens eineinhalbmal so hoch sein wie der Luftdruck.
Unterbrechen Sie die Luftzufuhr, indem Sie den Schneidvorgang stoppen, wenn Sie die Gasflasche austauschen.
Flüssigkeitsspeicher können je nach Verarbeitungsbedingungen ausgewählt werden und sind die einfachste und wirtschaftlichste Methode zur Luftversorgung.
Sauber (frei von Wasser, Öl und anderen Verunreinigungen)
Dünner Kohlenstoffstahl und dünner rostfreier Stahl
Um einen ordnungsgemäßen Betrieb zu gewährleisten, müssen Variablen in Bezug auf das unterstützte Gas, wie Düsendurchmesser, unterstützter Gasdruck und Laser Schnittzeitmuss bei der Berechnung des tatsächlichen Gasverbrauchs berücksichtigt werden.
Anmerkung:
Da die Normen für Stickstoff- und Sauerstoffmessgeräte je nach Bundesland und Region variieren können, muss der Benutzer möglicherweise ein Stickstoff- und Sauerstoffmessgerät vor Ort kaufen, wenn die von unserem Unternehmen gelieferten nicht mit dem Gasversorgungsgerät kompatibel sind. Die Temperatur des verwendeten Gases sollte 50℃ nicht überschreiten. Bei Problemen mit der Gasversorgung wenden Sie sich bitte an den Gaslieferanten. Wenn die Gasversorgung weit von der Maschine entfernt ist, sollten der Gaskreislauf und das elektrische Kabel nicht in derselben Rohrleitung verlegt werden, und das Gas sollte separat in die Werkzeugmaschine eingeführt werden. Die Maschine sollte nur von geschulten Fachleuten bedient werden, und die Leitungen sollten vor der Benutzung gereinigt und geprüft werden, um einen ordnungsgemäßen Anschluss zu gewährleisten.
Das Blatt Zerspanung Die Maschine ist mit einer pneumatischen Stoßvorrichtung ausgestattet, die nach dem Öffnen des Deckels als Paar zu sehen ist (siehe Abbildung 2-2). Andere pneumatische Vorrichtungen können ein spezielles Modell sein, daher wird empfohlen, Druckluft zu verwenden.
Abbildung 2-2 Anschluss des pneumatischen Stellantriebs
Anschluss von Wasserkreislauf und Kaltwassersatz
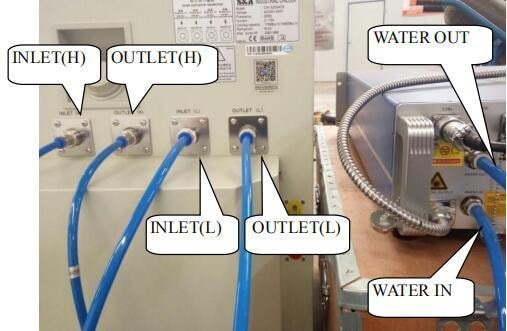
Der Hochdruck- und der Niederdruckwasserkreislauf werden vom Wasserkühler ausgegeben. Der Niederdruck-Wasserkreislauf (zwei blaue Rohre zum Drehbankbett, wie in Abbildung 2-1 dargestellt) fließt zum Faseranschluss und zum Schneidkopf, und es ist wichtig, die Wasserein- und -auslassrichtung zu beachten. Das Wasser sollte durch das Faserpigtail fließen, bevor es den Laserschneidkopf erreicht.
Der ND-Wasserkreislauf fließt auch zur Laserquelle (Abbildung 2-3), und die Anschlussarten variieren je nach Marke und Typ der Laserquelle. Es ist wichtig, die Durchflussrichtung und die Kennzeichnung zu beachten, um den korrekten Anschluss der Wasserleitung an die Maschine sicherzustellen.
Abbildung 2-3 Beispiel für die Verbindung zwischen Wasserkühlmaschine und Laserquelle
Wie in Abbildung 2-3 dargestellt, sollte beispielsweise die Schnittstelle OUTLET (L) auf der linken Seite des Wasserkühlers mit der Schnittstelle WATER IN auf der rechten Seite der Laserquelle verbunden werden, und die Schnittstelle INLET (L) des Wasserkühlers sollte mit der Schnittstelle WATER OUT verbunden werden, um die Zirkulation und den Fluss des Wassers sicherzustellen.
Anschluss des Stromkreises
Die Maschine besteht aus mehreren Teilen, und es ist wichtig, dass alle Teile richtig angeschlossen werden. Die elektrische Anschlussmethode kann im elektrischen Schaltplan im ersten Band des Handbuchs nachgelesen werden.
Wasserkühlung:
Im Schaltschrank sollten die Stromversorgungsleitung für die Wasserkühlmaschine und die Stromversorgungsleitung für die Laserquelle (wie in Abbildung 2-4 dargestellt) zusammen mit dem heißen Draht, dem Nullleiter und dem Erdungsdraht angeschlossen und sicher befestigt werden.
Abbildung 2-4 Beispiel für die Verbindung zwischen der Stromleitung der Wasserkühlmaschine und der Stromleitung der Laserquelle
Wenn die Maschine eine Laserquelle mit höherer Leistung verwendet, erhöht sich die Kühlleistung der Wasserkühlmaschine und erfordert einen dreiphasigen Stromanschluss. Der Anschluss muss separat erfolgen, wobei die Phasenfolge zu beachten ist. Wenn die Phasenfolge nicht stimmt, löst die Wasserkühlmaschine einen Alarm aus und startet nicht. Einige Modelle der Wasserkühlmaschine können auch eine Signalleitung haben, die an die Laserquelle angeschlossen werden muss. Der Anschluss sollte anhand des Etiketts vorgenommen werden.
Laserquelle und Laserschneidkopf
Die Feuerleitung, die Null-Leitung und die Erdungsleitung der Laserquelle sollten wie bei der Wasserkühlmaschine im Schaltschrank angeschlossen werden. Wenn die Laserquelle eine größere Leistung hat, sollte eine dreiphasige Stromversorgung vorgesehen werden, und die Hauptleitung sollte separat angeschlossen werden.
Verschiedene Laserquellen unterschiedlicher Marken oder Modelle haben unterschiedliche Phasensequenzen; wenn die Phasensequenz nicht korrekt ist, wird die Fasersequenz alarmiert und nicht aktiviert.
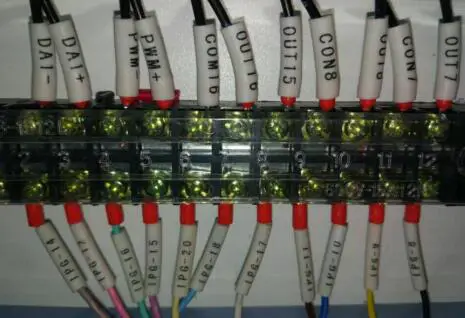
Eine Signalleitung von der Laserquelle muss an die Steuerkarte angeschlossen werden. Die Anzahl der Anschlussleitungen für Laserquellen verschiedener Marken und Modelle ist unterschiedlich, und die reservierte Schnittstelle im Schaltschrank sollte entsprechend der Leitungsnummer gefunden und angeschlossen werden.
Bei Problemen mit dem Anschluss kann der Benutzer den Anschlussplan im ersten Band des Handbuchs zu Rate ziehen oder sich direkt an unser Unternehmen wenden, um Hilfe zu erhalten.
Beispiele für Signalleitungsanschlüsse für die Laserquelle sind in den Abbildungen 2-5 und 2-6 dargestellt.
Abbildung 2-5 Beispiel für den Anschluss der Laserquelle Signalleitung 1
Abbildung 2-6 Beispiel für den Anschluss der Laserquelle Signalleitung 2
Bei einigen Modellen ist in den Kaltwassersatz eine Signalleitung eingebaut, um zu erkennen, ob der Kaltwassersatz eingeschaltet ist. Der Anschluss sollte entsprechend dem Etikett vorgenommen werden.
Das optische Kabel der Laserquelle sollte sorgfältig durch die Tankkette geführt werden, und das Faserpigtail sollte in den Laserschneidkopf eingeführt und an der Z-Achse befestigt werden. Die Wasserleitung, die Gasleitung, der Verstärker und die Messleitung sollten installiert werden, nachdem der Laserschneidkopf befestigt ist. Ausführliche Betriebsanweisungen finden Sie in den Begleitmaterialien.
Im Folgenden finden Sie einen kurzen Überblick über die Betriebsabläufe:
Entfernen Sie alle Abdeckplatten der Behälterketten.
Lassen Sie alle optischen Kabel der Laserquelle los, um sie zu entlasten.
Führen Sie das Glasfaserkabel durch das Loch im Schaltschrank in die Tankkette und achten Sie darauf, dass es 300 bis 400 mm von der Abschirmung des Laserschneidkopfes entfernt ist.
Führen Sie das Faserpigtail in den Laserschneidkopf ein.
Sichern Sie den Laserschneidkopf an der Z-Achse.
Installieren Sie das Wasserrohr, die Gasleitung, den Verstärker und die Messleitung entsprechend ihrer Beschriftung, wie in Abbildung 2-7 gezeigt.
Abbildung 2-7 Beispiel für die Installation des Faserschneidkopfes
Montieren Sie die Abdeckplatte der Behälterkette.
Nehmen Sie das überflüssige optische Kabel wieder auf und stecken Sie es in das Gehäuse der Laserquelle.
Anmerkungen:
Das Ende des Faseranschlusses muss vor dem Einsetzen sauber sein.
Ein spezielles Mikroskopteil kann verwendet werden, um das Ende des Faserpigtails zu untersuchen, und ein spezielles Reinigungsmittel (Isopropylalkohol), Druckluft, ein spezielles Wattestäbchen und Linsenpapier sollten verwendet werden, um etwaigen Staub oder Ablagerungen zu entfernen.
Es ist strengstens verboten, das optische Kabel des Lasers zu stark zu biegen, um einen Bruch der Glasfaser im Kabel zu vermeiden.
Das optische Kabel sollte nicht frei liegen, damit man nicht darauf tritt.
Einstecken des Faseranschlusses in den Laserschneidkopf:
Legen Sie das Faserpigtail waagerecht, entfernen Sie die schwarze Staubschutzabdeckung und richten Sie den golden markierten Punkt mit dem rot markierten Punkt am Spannfutter des Laserschneidkopfes aus. Führen Sie es in den Boden ein.
Drehen Sie die Mutter gemäß den Anweisungen auf dem Spannfutter des Laserschneidkopfes nach links, heben Sie sie an und drehen Sie sie nach links, um den Befestigungsvorgang abzuschließen.
Entfernen des Faserzopfes vom Laserschneidkopf:
Das Verfahren zum Entfernen des Faserzopfes ist das Gegenteil des Installationsverfahrens. Drehen Sie die Mutter an der Spannvorrichtung des Laserschneidkopfs nach rechts, ziehen Sie sie nach unten und drehen Sie sie nach rechts. Das Faserpigtail liegt dann frei und kann aus dem Spannfutter entfernt werden.
Sobald das Faserpigtail vom Laserschneidkopf getrennt wurde, sollten Staubschutzhauben verwendet werden, um das Eindringen von Staub zu verhindern.
Achten Sie darauf, zwischen der Wasserleitung und der Gasleitung zu unterscheiden.
Im Allgemeinen ist das weiße starre Rohr die Gasleitung und die weißen und blauen Rohre sind die Wasserleitungen.
Die Methoden zum Anschluss der Wasserleitung an verschiedene Arten von Lasern Die Quellen sind unterschiedlich, und die Verbindung sollte anhand des Etiketts hergestellt werden.
Schaltschrank
Um den normalen Betrieb der Maschine zu gewährleisten, müssen mehrere Leitungen in den Schaltschrank eingeführt werden, z. B. die Stromleitung der Wasserkühlmaschine, die Stromleitung der Laserquelle und die Signalleitung der Laserquelle. In den Schaltschrank müssen auch andere Leitungen eingeführt werden (Abbildung 2-7); einige Leitungen werden in Anschlüsse eingeführt, während andere direkt mit den elektrischen Komponenten im Schaltschrank verbunden sind. Alle Leitungen sind beschriftet, und die Anschlüsse sollten anhand dieser Beschriftungen vorgenommen werden.
Abbildung 2-7 Beispiel für die Leitungseinführung eines Schaltschranks
Bei Anschlussproblemen beachten Sie bitte den Anschlussplan im ersten Band des Handbuchs.
Fan
Der Schaltschrank hat auch eine reservierte Anschlussposition für die Stromleitung des Ventilators in der Nähe der Stromleitung der Laserquelle und der Wasserkühlmaschine. Die mit den Bezeichnungen U1, V1 und W1 gekennzeichneten Positionen im Schaltschrank sollten mit den entsprechenden Positionen U1, V1 und W1 am Ventilator verbunden werden, wie in Abbildung 2-8 gezeigt. Eine Motorumkehrung deutet auf eine falsche Phasenfolge hin, und der Anschluss der Phasenfolge sollte nach dem Abschalten der Stromzufuhr neu angeschlossen werden.
Abbildung 2-8 Anschlussposition für die Lüfterstromleitung
Anschluss von anderen Stromkreisen
Die Maschine kann über zusätzliche Funktionen verfügen, die angeschlossen werden müssen, um einen normalen Betrieb zu gewährleisten. Diese Leitungen sind mit Aufklebern gekennzeichnet, und der Anschluss sollte entsprechend den Aufklebern vorgenommen werden. Wenn Sie Fragen zu den Anschlüssen haben, wenden Sie sich bitte an unser Unternehmen.
Anschluss des Hauptstromkreises der Maschine
Es ist darauf zu achten, dass die Maschine erst dann eingeschaltet werden kann, wenn alle Rohre, Leitungen und Komponenten ordnungsgemäß angeschlossen sind. Die Hauptstromleitung der Maschine, mit Ausnahme der I-Serie, ist ein fünfadriges Kabel (Abbildung 2-9), das aus einer schwarzen Erdleitung, einem blauen Nullleiter und drei Phasenleitungen in verschiedenen Farben (gelb, grün und rot) besteht.
Abbildung 2-9 Hauptstromleitung
Es ist darauf zu achten, dass die Maschine erst dann eingeschaltet werden kann, wenn alle Rohre, Leitungen und Komponenten ordnungsgemäß angeschlossen sind. Die Hauptstromleitung der Maschine ist, außer bei der I-Serie, ein fünfadriges Kabel, das die schwarze Erdungsleitung, die blaue Nullleitung und drei weitere farbige Phasenleitungen (gelb, grün und rot) umfasst. Die Hauptstromleitung der I-Serie ist ein dreiadriges Kabel, das aus der Feuerleitung, der Nullleitung und der Erdungsleitung besteht. Alle Kabel sind mit Etiketten gekennzeichnet, und die Anschlüsse sollten anhand der nummerierten Leitungen vorgenommen werden.
Hinweise zur elektrischen Sicherheit:
Es ist darauf zu achten, dass die Spannung aller Geräte den Anforderungen der Maschine entspricht, und die Stromleitung sollte mit einem Kurzschlussschalter sicher befestigt werden, um Schäden an den Geräten durch Stromausfälle zu vermeiden. Das Gehäuse jedes Geräts sollte geerdet sein, um zu verhindern, dass statische Elektrizität die elektrischen Komponenten beschädigt, und um das Bedienpersonal vor Stromschlägen zu schützen, falls ein Stromkreis beschädigt wird und ein Leck verursacht.
Bei der Durchführung von Wartungsarbeiten oder dem Austausch elektrischer Komponenten sollte der Strom abgeschaltet werden, und der Bediener sollte eine gewisse Zeit warten, bevor er damit beginnt. Arbeiten an der heißen Leitung sind streng verboten. Der Schutzschalter, der Transformator und die Anschlussplatte sollten regelmäßig gereinigt werden, um zu verhindern, dass der Strom durch den Staub fließt und die Geräte beschädigt. Nach Beendigung der Arbeiten ist die Stromzufuhr abzuschalten.
Kapitel III Inbetriebnahme Testlauf
Kenntnis der verschiedenen Schalter an der Maschine
Der Schalter befindet sich auf dem Schaltschrank, wie in Abbildung 3-1 dargestellt. Sein Aussehen kann je nach Charge variieren, aber seine Funktionen werden im Folgenden kurz beschrieben:
Abbildung 3-1 Schematische Darstellung der einzelnen Schalter des Schaltschranks
Der Schalter der Maschine befindet sich im Schaltschrank, wie in Abbildung 3-1 dargestellt. Das Aussehen kann von Charge zu Charge variieren, aber seine Funktionen werden im Folgenden kurz beschrieben:
Hauptschalter der Maschine: Die Maschine ist betriebsbereit, wenn der Hauptschalter nach ordnungsgemäßem Anschluss der Stromleitung geschlossen wird.
Schalter für Wasserkühlung und Laserquelle: Wenn der Schalter für die Wasserkühlung und die Laserquelle geschlossen ist, werden sowohl die Wasserkühlung als auch die Laserquelle für den Betrieb vorbereitet.
Computer-Schalter: Sobald der Computerschalter geschlossen ist, leuchtet das Bedienfeld für die Höhenverstellung auf, und der Computer, der die Maschine steuert, kann durch Anklicken der Starttaste am Computer-Host gestartet werden.
Bedienfeld für die Höhenverstellvorrichtung: Dieses Bedienfeld wird zur Kalibrierung des Blechs verwendet, um den Schneidevorgang zu stabilisieren, und wird in der Steuerungssoftware angezeigt.
Nottaste: Die Maschine stoppt den Betrieb, wenn diese Taste während der Bewegung gedrückt wird, um mögliche Gefahren zu vermeiden. Zur zusätzlichen Sicherheit befindet sich unten rechts auf dem Display eine weitere Nottaste. Beide Tasten sollten während des normalen Betriebs nicht gedrückt werden.
Servoantriebsschalter: Jede Achse der Maschine wird auf die Arbeit vorbereitet, wenn dieser Schalter geschlossen ist.
USB-Anschluss: Für den Computer-Host ist ein USB-Anschluss vorhanden, an den U-Disketten und andere Geräte angeschlossen werden können.
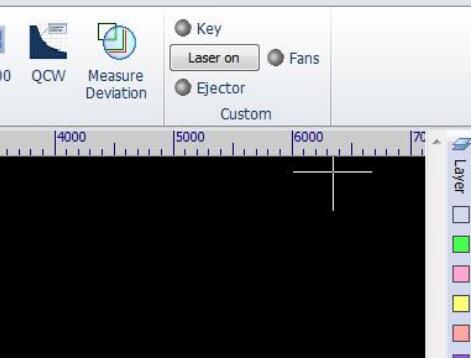
Andere Schalter sind in die Software integriert und können über die Registerkarte CNC bedient werden. Die Anzeige kann zwischen verschiedenen Maschinenmodellen variieren, wie in Abbildung 3-2 gezeigt.
Abbildung 3-2 Schaltflächen der Registerkarte CNC
Ausstoßer: Die Aktion des pneumatischen Aktuators und des Rollenlifts zur Erleichterung der Beladung wird durch den Schalter der Stoßmaterialvorrichtung gesteuert.
Gebläse: Der Gebläseschalter kann angeklickt werden, um das Gebläse zu starten und die Rauchabzugs- und Staubentfernungsfunktion zu aktivieren. Die Tasten "Taste" und "Laser ein" werden für die Bedienung der Laserquelle verwendet, die später beschrieben wird.
Hinweis: Wenn die Leitungen, der Gaskreislauf und der Wasserkreislauf nicht oder nicht richtig angeschlossen sind, funktionieren die oben genannten Schalter möglicherweise nicht.
Außerdem ist die Maschine mit einem Fernbedienungsgriff ausgestattet, dessen Hauptfunktionen wie folgt beschrieben werden.
Prüfen, ob die beweglichen Teile normal funktionieren
Vergewissern Sie sich, dass die Anschlüsse des Wasserkreislaufs, des Gaskreislaufs und des Stromkreislaufs vollständig sind und dass der Dichtungsring, der Stecker, die Klemme und die Schalter fest und zuverlässig angeschlossen sind.
Um die Maschine zu starten, schließen Sie den Hauptschalter und dann den Computerschalter. Klicken Sie dann auf den Startknopf am Computer-Host und drücken Sie den Schaltknopf am Servoantrieb (oder schließen Sie den Schalter des Servoantriebs am Schaltschrank). Öffnen Sie schließlich die Software zur Steuerung der Maschine (falls eine Aufforderung zur Rückkehr zum Ursprung erscheint, brechen Sie diese bitte ab).
Prüfen Sie, ob die Maschine den Dolly und die Z-Achse vertikal und normal bewegen kann, wie in Abbildung 3-3 gezeigt.
Abbildung 3-3 Positionssteuerungsaktion in der Software
Um einen ordnungsgemäßen Betrieb der Rohrschneidemaschine zu gewährleisten, muss sichergestellt werden, dass alle Anschlüsse des Wasserkreislaufs, des Gaskreislaufs und des Stromkreislaufs vollständig und sicher befestigt sind. Testen Sie nach dem Einschalten des Hauptschalters der Maschine, des Computerschalters und dem Starten der Software die Bewegung des Rollwagens und der Z-Achse. Wenn die Maschine mit zusätzlichen Funktionen ausgestattet ist, sollten Sie auch diese testen. Wenn ein Alarm bezüglich der Z-Achse auftritt, kann dieser durch Kalibrierung behoben werden. Maschinen mit Außenabdeckungen verfügen über eine Schutzfunktion zum Öffnen der Abdeckungen; testen Sie diese, nachdem Sie sichergestellt haben, dass die Abdeckungen geschlossen sind. Wenn andere Alarme auftreten, lokalisieren Sie den Problembereich und wenden Sie sich an das Unternehmen, wenn das Problem nicht behoben werden kann. Nachdem alle Aktionen als normal bestätigt wurden, leiten Sie eine Rückkehr zum Ursprungsbetrieb ein. Wenn Sie dazu aufgefordert werden, klicken Sie auf "OK".
Kontrolle des Wasserkreislaufs
Schließen Sie den Schalter der Wasserkühlmaschine und der Laserquelle am Schaltschrank.
Schalten Sie den Einschaltknopf der Wasserkühlmaschine ein. (Hinweis: Je nach Modell müssen Sie eventuell auch die Starttaste auf dem Bedienfeld drücken).
Überprüfen Sie alle Schnittstellen des Wasserkreislaufs auf Anzeichen von Wasserleckagen.
Wenn Sie einen Wasseraustritt feststellen, schalten Sie die Wasserkühlmaschine sofort aus und reparieren Sie die undichte Stelle.
Wiederholen Sie diesen Vorgang, bis der Wasseraustritt vollständig gestoppt ist.
Überprüfung des Gaskreislaufs
Vergewissern Sie sich zunächst, dass genügend Gas in der Gasversorgungsanlage vorhanden ist, und prüfen Sie, ob alle Gaskreisläufe und Anschlüsse sicher sind.
Schalten Sie den Schalter für die Gasversorgungseinrichtung und die Schalter für das Sauerstoff- bzw. Stickstoffmessgerät ein.
Es wird empfohlen, das Sauerstoffmanometer auf einen Wert zwischen 0,3-1,0 MPa und das Stickstoffmanometer auf einen Wert zwischen 1,5-2,7 MPa einzustellen. Im Falle von Gaslecks ist die Quelle zu lokalisieren und das Problem zu beheben.
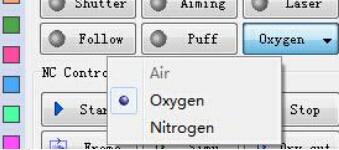
Wenn kein Gas austritt, klicken Sie in der Betriebssoftware auf "Puff", um zu prüfen, ob Gas austritt, und klicken Sie dann erneut auf "Puff", um zu bestätigen, dass kein Gas mehr austritt, wie in Abbildung 3-4 dargestellt.
Abbildung 3-4 Position Prüfgas in Software
Ersetzen Sie das Gas, indem Sie die Taste rechts neben "Puff" drücken. Klicken Sie auf "Puff", um zu sehen, ob Gas freigesetzt wird, und klicken Sie dann erneut, um zu prüfen, ob das Gas aufgehört hat.
Wenn es irgendwelche Anomalien gibt, sollten sie behandelt werden.
Nach dem Anschließen von Druckluft an die Dyade (zu finden durch Öffnen der hinteren Abdeckung, wie in Abbildung 2-2 dargestellt), drücken Sie die Stoßmaterialtaste (oder die Stoßmaterialtaste an der CNC-Schnittstelle), um die Stoßmaterialvorrichtung an der Blechschneidemaschine.
Wenn die Maschine mit einem anderen pneumatischen Antrieb ausgestattet ist, sollte auch dieser geprüft werden.
Laser-Erzeugung
Im Allgemeinen sollte zuerst die Wasserkühlung und dann die Laserquelle gestartet werden.
Sobald die Wasserkühlung und die Laserquelle bereit sind, schalten Sie den Schalter der Wasserkühlung ein. Sobald das Wasser normal fließt, schalten Sie den Schlüsselschalter und den Tastenschalter der Laserquelle ein.
Bitte beachten Sie die folgenden Warnhinweise:
Die Laserquelle sollte erst eingeschaltet werden, wenn die Wassertemperatur 20℃ erreicht hat. Je nach Modell der Wasserkühlmaschine kann es erforderlich sein, nach dem Einschalten die Starttaste auf dem Bedienfeld zu drücken, um die Wasserkühlmaschine zu starten. Die Betriebsmethoden können je nach Leistung, Marke und Typ der Laserquelle variieren.
Zum Beispiel, die 500W-1000W IPG-Laser Quelle hat keine Taste. Der Schlüsselschalter und der Schaltknopf sind in die Bediensoftware integriert.
Bei Laserquellen mit größerer Leistung ist es außerdem wichtig, zunächst den Schlüsselschalter einzuschalten oder den Griffschalter zu drehen, um die Entfeuchtungsvorrichtung der Laserquelle für zehn Minuten zu aktivieren. Schalten Sie dann die Wasserkühlung ein, um eine bestimmte Temperatur zu erreichen, bevor Sie die Laserquelle zur Erzeugung des Lasers freigeben.
Wenn eine IPG-Laserquelle mit einer Leistung unter 1000 W verwendet wird, klicken Sie auf die Registerkarte CNC, bevor Sie den Laser erzeugen. Klicken Sie dann auf "Taste" (zu diesem Zeitpunkt leuchtet die POWER-Anzeige auf dem Bedienfeld der Laserquelle auf), warten Sie drei Sekunden und klicken Sie auf "Laser ein" (die PS ACTIVE-Anzeige auf dem Bedienfeld der Laserquelle leuchtet auf). Klicken Sie dann auf "Aiming" (Ausrichten) und Sie sehen die rote Leuchtanzeige unter der Schneidkopfdüse.
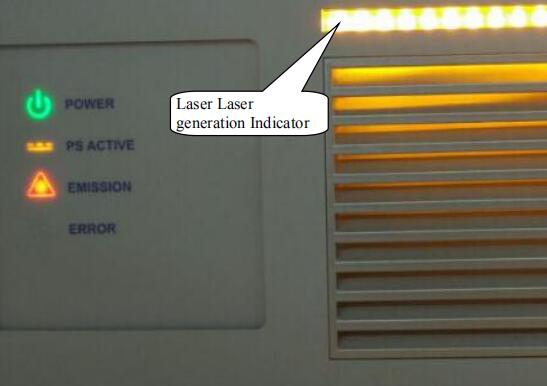
Klicken Sie an dieser Stelle auf die Schaltfläche "Laser", und der Laser wird aus der Düse freigegeben (die Anzeige "EMISSION" und die Anzeige "Lasererzeugung" auf dem Bedienfeld der Laserquelle leuchten auf), wie in den folgenden Abbildungen dargestellt.
Abbildung 3-5 Positionskontrolllaser in der Software
Abbildung 3-6 IPG-Laserquelle Bedienfeld
Abbildung 3-7 Rotlichtauslösung unter dem Laserschneidkopf
Abbildung 3-8 Panelanzeige in der IPG-Laserquelle Lasererzeugung
Anmerkungen:
Die Methode zur Erzeugung des Lasers ist bei dieser Laserquelle ähnlich wie bei anderen Marken und Modellen, von denen einige möglicherweise einfacher zu bedienen sind.
Nachdem Sie beispielsweise den Schlüsselschalter für eine MAX-Laserquelle mit einer Leistung unter 1000 W eingeschaltet haben, warten Sie einige Sekunden und klicken dann auf START. Wenn eine rote Anzeige erscheint, klicken Sie in der Software auf die Schaltfläche "Laser", um den Laser von der Düse zu lösen.
Bei einigen Laserquellen kann es nach dem Einschalten des Schlüsselschalters (oder dem Drehen des Schlüsselschalters in die REM-Position) und dem Klicken auf START (oder dem Nicht-Klicken) erforderlich sein, in der Software auf "Shttur" und dann auf die Schaltflächen Aiming und Laser zu klicken.
Aufgrund der verschiedenen Marken und Modelle von Laserquellen werden andere Vorgänge nicht im Detail aufgeführt. Sollten Sie auf unbekannte Probleme stoßen, wenden Sie sich bitte an unser Unternehmen.
Verfahren zur Inbetriebnahme und Abschaltung
Dieses Kapitel befasst sich mit den vorbereitenden Schritten vor der Inbetriebnahme des Geräts. Es gibt keine strikten Vorgaben für die Inbetriebnahme der einzelnen Komponenten, und es wird empfohlen, wie folgt vorzugehen:
Host- und Betriebssoftware
Gasversorgungseinrichtung
Wasserkühlung
Laser-Quelle.
Das empfohlene Verfahren zum Abschalten der Maschine ist:
Schließen Sie nach Abschluss der Verarbeitung die Gaszufuhrvorrichtung und klicken Sie separat auf "Puff", um das Gas aus der Gasleitung abzulassen.
Legen Sie Klebeband unter die Schneidkopfdüse, um zu verhindern, dass Staub aus der Luft in den Schneidkopf gelangt.
Bringen Sie die X- und Y-Achse in die Mitte der Werkzeugmaschine, um zu verhindern, dass die Antriebswelle die Schnittgenauigkeit aufgrund der Schwerkraftverformung beeinträchtigt.
Schalten Sie den Schalter am Laser aus und unterbrechen Sie die Stromzufuhr.
Schalten Sie den Schalter an der Wasserkühlmaschine aus und unterbrechen Sie die Stromzufuhr.
Schließen Sie die Steuerungssoftware und fahren Sie den Computer-Host herunter.
Überprüfen Sie die Umgebung der Werkzeugmaschine auf potenzielle Brandgefahren, wie z. B. Anzündholz oder Gegenstände mit hoher Temperatur, um Sicherheitsrisiken zu vermeiden.
Kapitel IV Arbeitsschritte bei der Blechbearbeitung
Prinzip des Laserschneidprozesses
Das Laserschneiden ist ein hochentwickeltes Schneidverfahren, das in der Materialbearbeitung weit verbreitet ist. Dabei wird ein Laserstrahl mit hoher Energiedichte als "Schneidewerkzeug" für das Heißschneiden von Materialien.
Diese Technologie wird zum Schneiden verschiedener Metalle eingesetzt, nicht-metallisch Bleche und Verbundwerkstoffe und findet in verschiedenen Bereichen breite Anwendung.
Prinzip des Laserschneidens
Beim Laserschneiden wird ein fokussierter Laserstrahl auf das Werkstück gerichtet. Der Strahl schmilzt das Material, kohlt es auf und trägt es ab oder erhöht seine Temperatur bis zum Entzündungspunkt. Gleichzeitig wird ein Hochgeschwindigkeitsstrahl entlang der gleichen Achse wie der Lichtstrahl verwendet, um das geschmolzene Material zu entfernen und den Schnitt zu vollenden.
Laserschneiden ist eine Methode des thermischen Schneidens.
Hauptmodus des Laserschneidens
Laserschmelzen und Schneiden:
Beim Laserschmelzschneiden werden metallische Werkstoffe durch Lasererwärmung geschmolzen und ein nicht oxidierendes Gas (z. B. N2 oder Luft) verwendet, das durch eine Düse entlang der gleichen Achse wie der Lichtstrahl ausgestoßen wird, um das flüssige Metall zu entfernen und durch den starken Druck eine Schnittfuge zu bilden.
Laser-Sauerstoffschneiden:
Das Prinzip des Laser-Sauerstoffschneidens ähnelt dem des Autogenschneidens. Bei diesem Verfahren wird der Laser als Vorwärmquelle verwendet, und Sauerstoff und andere aktive Gase dienen als Hilfsgas.
Einerseits oxidiert das ausgestoßene Gas mit dem Metall, wodurch eine große Menge an Oxidationswärme freigesetzt wird.
Andererseits werden das geschmolzene Oxid und die Schmelze aus dem Reaktionsbereich herausgeblasen, was zur Bildung eines Schnittspalt im Metall.
Das Laser-Sauerstoffschneiden wird hauptsächlich für leicht oxidierende Metallwerkstoffe wie Kohlenstoffstahl verwendet. Auch Materialien wie rostfreier Stahl können damit bearbeitet werden, aber das Ergebnis ist ein schwarzer und rauer Querschnitt, und die Kosten sind niedriger als bei der Verwendung von Schutzgas.
Merkmale des Laserschneidens
Das Laserschneiden ist bekannt für seine hohe Schneidgeschwindigkeit und seine hohe Qualität im Vergleich zu anderen Schneidverfahren. Die wichtigsten Merkmale des Laserschneidens sind:
Das Laserschneiden bietet aufgrund des kleinen Laserpunkts, der hohen Energiedichte und der hohen Schnittgeschwindigkeit eine hervorragende Schnittqualität.
Der Einschnitt ist schmal, wobei beide Seiten der Schnittfuge parallel und senkrecht zur Oberfläche verlaufen. Die Größengenauigkeit der geschnittenen Teile ist hoch, und die Schnittfläche ist glatt, sauber und attraktiv. In einigen Fällen kann das Laserschneiden als letzter Bearbeitungsschritt dienen, so dass die Teile ohne weitere Bearbeitung direkt verwendet werden können.
Die Breite der Wärmeeinflusszone im Material ist nach dem Laserschneiden gering, wodurch die Eigenschaften des Materials in der Nähe des Schnitts nur minimal beeinträchtigt werden. Das Werkstück wird nur minimal verformt und behält seine hohe Schnittpräzision bei.
Das Laserschneiden ist schnell und führt zu einer hohen Arbeitseffizienz.
Beim berührungslosen Schneiden kommt die Düse während des Laserschneidens nicht mit dem Werkstück in Berührung, wodurch der Verschleiß des Schneidwerkzeugs verringert wird.
Prozessanalyse des Laserschneidens
Beim Laserschneiden handelt es sich um einen Prozess, bei dem sowohl geschmolzen als auch verdampft wird, und es gibt mehrere Faktoren, die die Schnittqualität beeinflussen können. Neben den Prozessparametern der Werkzeugmaschine und den Eigenschaften der zu bearbeitenden Materialien spielen auch die folgenden Faktoren eine Rolle:
Die Position der Innen- oder Außenbohrung des Blechs muss bei der Wahl zwischen Innen- und Außenschneiden anhand der tatsächlichen Bedingungen bestimmt werden.
Auswahl der Art der Zeilenführung, des Winkels und der Länge.
Der Materialausnutzungsgrad und die richtige Einstellung des Teile- und Blechabstands zur Minimierung der Wärmeeinwirkung.
Bei der Verarbeitung sollte die Wärmeverformung berücksichtigt werden.
Angemessener Einsatz des Mikro-Kreisbogenfräsens.
Das beste Verfahren sollte auf der Grundlage der tatsächlichen Produktionsbedingungen und der zu bearbeitenden Werkstücke und Teile ausgewählt werden. Zur Bestimmung des optimalen Verfahrens sollte die Erfahrung genutzt werden.
Dimmen an der Düse
Aktion der Düse
Die Luftstrombedingungen variieren je nach Konstruktion der Düse und wirken sich direkt auf die Schnittqualität aus.
Die Hauptfunktionen der Düse sind:
Um zu verhindern, dass Verunreinigungen, wie z. B. angeschmolzene Flecken, hochspringen und in den Schneidkopf gelangen, wodurch die Linse beschädigt werden könnte.
Um sicherzustellen, dass das ausgestoßene Gas konzentrierter ist und um die Fläche und Größe der Gasdiffusion zu kontrollieren, was zu einer höheren Qualitätsschneiden.
Einfluss der Düse auf die Schnittqualität und Düsenauswahl
Der Zusammenhang zwischen Düse und Schnittqualität:
Die Verformung der Düse oder Rückstände können die Schnittqualität beeinträchtigen.
Daher sollte die Düse vorsichtig behandelt werden, um Beschädigungen zu vermeiden, und die Rückstände auf der Düse sollten regelmäßig gereinigt werden.
Bei der Herstellung der Düse sollten hohe Anforderungen an die Präzision gestellt werden, und die Düse sollte ersetzt werden, wenn ihre Qualität mangelhaft ist.
Auswahl der Düse:
Im Allgemeinen führt ein kleiner Düsendurchmesser zu einer hohen Gasgeschwindigkeit und einer starken Fähigkeit, geschmolzenes Material zu entfernen, wodurch es sich zum Schneiden dünner Platten und zur Herstellung feiner Schnittflächen eignet.
Andererseits führt ein großer Düsendurchmesser zu einer geringen Gasgeschwindigkeit und zu einer schlechten Fähigkeit, geschmolzenes Material zu entfernen, so dass es für das Schneiden dicker Platten bei niedriger Geschwindigkeit geeignet ist.
Wenn eine Düse mit einem größeren Lochdurchmesser zum schnellen Schneiden einer dünnen Platte verwendet wird, können die entstehenden Rückstände hochspritzen und die Schutzscheibe beschädigen.
Die Düse kann auch in Verbund- und Einschichtdüsen unterteilt werden (siehe Abbildung 4-1), wobei Verbunddüsen im Allgemeinen zum Schneiden von Kohlenstoffstahl und Einschichtdüsen zum Schneiden von Stahl verwendet werden. Schneiden von rostfreiem Stahl.
Abbildung 4-1 Einschichtige Düse und Verbunddüse
Konzentrische Einstellung von Laser und Düse
Verfahren zum Einstellen des Lasers für den Durchgang durch die Düsenmitte:
Öffnen Sie die Software und positionieren Sie den Querbalken und den Laserschneidkopf entsprechend.
Bringen Sie mit dem Daumen gleichmäßig Zelluloseband an der Stirnseite der Düse an (siehe Abbildung 4-2).
Abbildung 4-2 Schematisches Diagramm des Dimmverfahrens
Stellen Sie in der Software eine geeignete Leistungsstufe ein (etwa 10%) und klicken Sie auf "Laser" (oder drücken Sie die Taste "Laser" am Griff). Das "⊙"-Symbol erscheint auf dem Band. Entfernen Sie das Zelluloseband und achten Sie darauf, dass Sie seine relative Position nicht verdrehen.
Wenn sich der Lichtpunkt nicht in der Mitte der Düse befindet, stellen Sie den Knopf oben auf dem Schneidkopf ein, um sicherzustellen, dass der Lichtpunkt zentriert ist.
Wiederholen Sie die obigen Schritte, bis sich das mit dem Laser eingebrannte Loch im Zellophanband mit der Mitte der Düse überschneidet.
Wenn die Mitte der Düse nicht mit der Mitte des Lasers ausgerichtet ist, können die folgenden Auswirkungen auf die Schnittqualität auftreten:
Die Qualität des Schnittabschnitts wird beeinträchtigt, was zu ungleichmäßigem Gasausstoß und schlechter Qualität im Bereich des Schnittabschnitts führt, was möglicherweise einen ungleichmäßigen Schnitt zur Folge hat.
Die Winkelqualität wird beeinträchtigt, was beim Schneiden kleiner Werkstücke mit scharfen Winkeln oder kleinen Winkelschnitten auf der Platte zu Überschmelzungen führt. Beim Schneiden dicker Platten werden möglicherweise keine scharfen Ecken erzielt.
Wenn die Perforation nicht stabil ist, kann es bei der Perforation von dicken Platten zu Überschmelzungen kommen, was die Kontrolle der Perforationszeit erschwert.
Die Ausrichtung der Düsenmitte und des Lasers ist ein entscheidender Faktor für die Schnittqualität, vor allem beim Schneiden dicker Werkstücke, wo dieser Effekt noch ausgeprägter ist.
Daher ist es wichtig, die Ausrichtung der Düsenmitte und des Lasers anzupassen, um bessere Schneidergebnisse zu erzielen.
Einstellung des Fokus des Lichtstrahls
Während des Laserschneidens hat die relative Lage des Strahlfokus und der zu schneidenden Blechoberfläche einen erheblichen Einfluss auf die Schnittqualität, so dass es von entscheidender Bedeutung ist, die Fokusposition anzupassen.
Diese Laserschneidmaschine ist mit einer hochpräzisen automatischen Nachführvorrichtung ausgestattet. Das numerische Steuerungssystem passt den Abstand zwischen der Stirnfläche der Düse und der Blechoberfläche automatisch an, wenn sich die Blechhöhe ändert, so dass die Höhe von der Düse zur Blechoberfläche und die Fokusposition konstant bleiben.
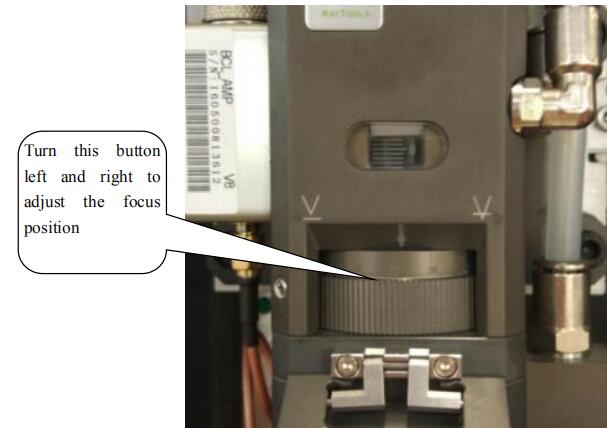
Der Fokussiermechanismus des Objektivs wird durch einen präzisen Schraubenlift-Fokuskasten erreicht, der selbstsichernd ist und eine Feinfokussierung ermöglicht.
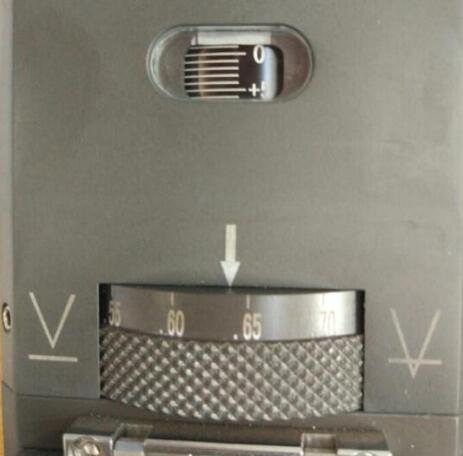
Das Fokussierhandrad ist mit einem Fokussiermodul ausgestattet, und entlang der Umfangsrichtung sind 20 halbierte Markierungen angebracht (wie in Abbildung 4-3 dargestellt). Bei jeder Drehung der Markierung hebt oder senkt sich die Fokussierlinse um 0,05 mm. Eine vollständige Drehung der Fokussierlinse führt zu einer vertikalen Bewegung von 1 mm. Die Skala 0 befindet sich in der Nähe der Düse. Ein Wert von -5 bedeutet, dass der Fokus 5 mm von der Düse ausfährt, und ein Wert von +5 bedeutet, dass der Fokus 5 mm von der Düse zurückgezogen wurde.
Abbildung 4-3 Fokussiereinrichtung des Laserkopfes
Die Beziehung zwischen Fokusposition und Schneidstoffen und -schnitten ist in der folgenden Tabelle aufgeführt
Null Fokus: Laserfokus befindet sich auf der oberen Fläche des Blechs
Es wird verwendet in Bogenschneiden. Die obere Schneidefläche ist glatt und die untere Fläche ist nicht glatt.
Positiver Fokus: Laserfokus befindet sich auf der oberen Fläche des Blechs
Betriebsverfahren der Kohle Stahlplatte. Der Fokus liegt auf der Oberfläche, daher ist der Bereich der glatten Oberfläche recht groß, der Schnittspalt ist breiter als der Schnittspalt der Null-Brennweite, der Gasfluss ist beim Schneiden recht groß und die Perforationszeit ist länger als die des Null-Fokus.
Negativer Fokus: Der Laserfokus befindet sich unterhalb der oberen Oberfläche des Blechs
Anwendung von rostfreiem Stahl, Kupferblech und Aluminiumblech. HP-Stickstoff wird zum Schneiden von rostfreiem Stahl verwendet, um den Schutzabschnitt für geschmolzene Schlacke zu erleichtern, und die Schnittfuge wird mit der Verdickung des Werkstücks verbreitert.
Kalibrierung
Legen Sie das Blech auf den Schneidetisch und positionieren Sie den Schneidkopf mit Hilfe der Software und der Handbedienung über dem Blech. Klicken Sie auf der Registerkarte CNC auf das BCS100-Symbol, dann im Dialogfeld auf [F1] KALIBRIEREN und anschließend auf [2] KAPAZITANZKALIBRIEREN, wie in Abbildung 4-4 gezeigt. Bewegen Sie den Laserkopf mit dem Abwärtspfeil auf eine Position von ca. 5 mm bis 10 mm über dem Blech und klicken Sie auf Enter (siehe Abbildung 4-5). Klicken Sie nach Abschluss der Kalibrierung (wenn Stabilität und Glattheit als gut bewertet werden) auf die Schaltfläche "Speichern" und schließen Sie die BCS100-Schnittstelle. Klicken Sie auf "Verfolgen", um zu testen, ob die Verfolgungsfunktion normal funktioniert.
Abbildung 4-4 Schnittstelle für die Erstkalibrierung
Abbildung 4-5 Kalibrierungsschnittstelle
Es wird empfohlen, nach jeder Inbetriebnahme und nach dem Austausch von Blechen eine Kalibrierung vorzunehmen.
Schneidevorgang
Zeichnen oder Importieren der Grafikdaten
Cyp Cut ist mit benutzerfreundlichen Zeichenfunktionen ausgestattet und setzt voraus, dass der Bediener über Zeichenkenntnisse verfügt. Diese Kenntnisse werden hier nicht weiter erläutert.
Zusätzlich zu den integrierten Funktionen kann die Software Dateien in Formaten wie DXF, AI und PLT importieren, wie in der folgenden Abbildung dargestellt.
Abbildung 4-6 Grafiken importieren
Überprüfen der Grafiken
Nach dem Zeichnen und Importieren der Grafiken ist es wichtig, sie auf Fehler oder unnötige Grafiken zu überprüfen.
Die Registerkarte Zeichnen (Abbildung 4-7) bietet Funktionen wie das Zusammenführen und Verbinden von Linien, das Entfernen wiederholter Linien und das Entfernen kleiner Grafiken. Bei komplexen Grafiken empfiehlt es sich, diese Funktionen zu verwenden.
Abbildung 4-7 Prüfen, ob die Grafiken korrekt sind
Manchmal können die importierten Grafiken Größenfehler aufweisen. Prüfen Sie daher auch, ob die Größe falsch ist, und korrigieren Sie sie gegebenenfalls.
Abbildung 4-8 Überprüfen der Grafikgröße
Einstellung der Prozessparameter
Einstellung von Ein- und Auslaufstrecken
Es wird empfohlen, nur die Einführungslinie festzulegen. Wenn Sie mit der automatisch eingestellten Anschnittlinie nicht zufrieden sind, können Sie deren Richtung ändern, indem Sie nach Auswahl der geschlossenen Linie auf "Außen" oder "Innen" klicken. Um den Startpunkt des Schneidens zu ändern, klicken Sie auf "Lead Pos" und wählen Sie die gewünschte Position. Um die Bearbeitungsrichtung zu ändern, klicken Sie auf "Rückwärts".
Abbildung 4-9 Einstellung der Zuleitung
Sortierung
Bei komplexen Grafiken empfiehlt es sich, nach der Auswahl einer Ordnungsregel auf das "O"-Symbol zu klicken und dann die Grafiken zu sortieren. Um die Schnittführung in der Software zu simulieren, klicken Sie auf "Simu". Wenn die Routenabläufe nicht korrekt sind, ändern Sie bitte die Sortierregeln.
Abbildung 4-10 Sortierverfahren
Einstellung der Schneidparameter
Klicken Sie auf "Layer" und stellen Sie die entsprechenden Schneidparameter im Pop-up-Dialogfeld ein. Die Maschine verfügt über mehrere Sätze von Schneidparametern, die vom Unternehmen bei der Auslieferung gespeichert wurden. Klicken Sie auf "Laden" und wählen Sie eine geeignete Option, um die Parameter abzurufen. Beachten Sie, dass die abgerufenen Parameter nur als Referenz dienen. Es wird empfohlen, dass der Bediener die am besten geeigneten Parameter anhand der tatsächlichen Bedingungen testet und bestimmt.
Abbildung 4-11 Schnittstelle zur Parametereinstellung
Einstellung der Brennweite
Stellen Sie die Brennweite entsprechend der Materialstärke ein, wie in Abschnitt 4.2.4 und der folgenden Abbildung gezeigt.
Abbildung 4-12 Einstellen der korrekten Brennweite
Wählen Sie die richtige Position und verschieben Sie sie entlang des Rahmens.
Klicken Sie auf "Home Ref" und wählen Sie die entsprechende Halteposition für den Laserkopf. Bewegen Sie den Laserschneidkopf in die richtige Position, klicken Sie auf "Rahmen" und überprüfen Sie, ob die Testform korrekt ist. Klicken Sie auf "Trockenschnitt", um die Maschine laufen zu lassen, ohne tatsächlich einen Laserschnitt zu erzeugen. Dieser Schritt ist optional und kann übersprungen werden, um Zeit zu sparen.
Abbildung 4-13 Einstellung der Stopp-Position des Laserkopfes
Abbildung 4-14 Bewegungsbedienfeld
Hinweise: Bevor Sie mit der Bearbeitung beginnen, müssen Sie sicherstellen, dass die Abmessungen des Werkstücks innerhalb der Grenzen des Blechs liegen. Dadurch wird verhindert, dass sich der Laserschneidkopf außerhalb des Blechs absenkt und gegen die Klinge stößt, was zu einer Beschädigung des Lasers während des Schneidvorgangs führen könnte.
Schneiden
Klicken Sie auf "Folgen" und "Pusten", um die normale Funktion des Folgens und Blasens zu testen, und klicken Sie dann auf "Start", um den Schneidevorgang zu beginnen, sobald Sie die Sicherheit gewährleistet haben.
Bitte achten Sie darauf, dass Sie sich nicht verbrennen, wenn Sie prüfen, ob die zugeschnittenen Musterteile den Anforderungen entsprechen.
Anmerkungen:
Das Bedienpersonal kann die Qualität des Werkstücks verbessern und die Effizienz steigern, indem es durch mehrere Tests die optimalen Parameter (wie Geschwindigkeit, Luftdruck und Brennweite) ermittelt.
Es wird empfohlen, die ermittelten Parameter zu speichern und die Brennweite in den Namen aufzunehmen, um bei der Bearbeitung ähnlicher Materialien darauf zurückgreifen zu können.
Die Betriebssoftware verfügt über leistungsstarke Funktionen, die es dem fähigen Personal ermöglichen, unter Wahrung der Sicherheit Selbsterkundungen durchzuführen und so ihre Arbeit effizienter zu gestalten.
Faktoren, die die Schnittprinzipien beeinflussen
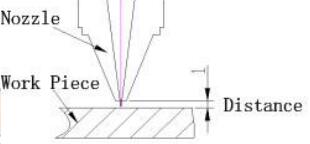
Der Abstand von der Düse zum Werkstück ist wie in Abbildung 4-15 dargestellt;
Abbildung 4-15 Schematisches Abstandsdiagramm von Düse und Werkstück
Ein zu geringer Abstand führt zu einer Kollision von Blech und Düse, ein zu großer Abstand führt zu einer Gasdiffusion, die viele Rückstände an der Schnittfläche verursacht.
Der Abstand von der Düse zum Werkstück ist einstellbar in und der Abstand zwischen 0,5 und 1,5 mm wird empfohlen.
Schnittgeschwindigkeit
Die Vorschubgeschwindigkeit kann durch Beobachtung der Schneidfunken bestimmt werden. Beim normalen Schneiden breiten sich die Funken nach unten aus, und wenn die Geschwindigkeit zu hoch ist, werden die Funken eingeschlossen.
Wenn die Funken eher konzentriert als gestreut auftreten, ist die Vorschubgeschwindigkeit zu niedrig.
Wie in Abbildung 4-16 dargestellt, wird bei einer angemessenen Schnittgeschwindigkeit eine stabile Linie auf der Schnittfläche erzeugt, und in der unteren Hälfte entstehen keine Rückstände.
Abbildung 4-16 Schematischer Schnitt und Funkenflugdiagramm
Einfluss einer zu hohen Geschwindigkeit auf die Schnittqualität:
Kann zu Schnittfehlern mit Funkenbildung führen.
Einige Bereiche können abgeschnitten werden, andere nicht.
Der Schnittbereich ist grob.
Viele Rückstände. Sie ist in Abbildung 4-17 dargestellt.
Abbildung 4-17 Schneideffekt-Diagramm
Einfluss einer zu niedrigen Drehzahl auf die Schnittqualität:
Kann zu übermäßig aufgeschmolzenem Blech und einer raueren Bruchfläche beim Schneiden führen.
Die Schnittfuge wird breiter, um die Schnittpräzision zu verringern, und die kleinen abgerundeten Ecken oder scharfen Ecken können geschmolzen werden.
Eine niedrige Schnittleistung beeinflusst die Produktionskapazität.
Gas und Druck
Die Art des beim Laserschneiden verwendeten Hilfsgases hängt von dem zu schneidenden Material ab.
Die Hauptfunktionen des Hilfsgases bestehen darin, die Verbrennung zu unterstützen, die Wärme abzuführen, die beim Schneiden entstehenden geschmolzenen Ablagerungen wegzublasen und zu verhindern, dass Rückstände in die Düse gelangen und die Fokussierlinse beschädigen.
Wenn der Schneiddruck nicht ausreicht, kann die Schnittgeschwindigkeit nicht erhöht werden, was die Produktionseffizienz beeinträchtigt, zu mehr Rückständen führt und die Qualität des Schnitts verschlechtert.
Ist der Druck des Hilfsgases zu hoch, entsteht bei Profilen aus Kohlenstoffstahl eine breite Schnittfuge und ein grober Schnitt. Außerdem werden die teilweise geschnittenen Abschnitte geschmolzen und die Schnittqualität wird beeinträchtigt.
Wenn der Gasdruck während der Perforation zu niedrig ist, hat der Laser Schwierigkeiten, das Blech zu durchdringen, was zu einer längeren Perforationszeit führt und die Produktionsrate verringert.
Ein hoher Gasdruck kann Funkenflug verursachen, die Schutzscheibe beschädigen, die Durchbruchstelle überschmelzen und das Loch zu groß werden lassen, was die Schnittqualität beeinträchtigt.
Im Allgemeinen wird Stickstoff zum Schneiden von rostfreiem Stahl und Sauerstoff zum Schneiden von Kohlenstoffstahl verwendet. Bei dickerem rostfreiem Stahl sollte der Stickstoffdruck erhöht und bei dickerem Kohlenstoffstahl der Sauerstoffdruck gesenkt werden.
Daher sollten die Auswahl des Hilfsgases und die Druckeinstellung für das Laserschneiden auf der Grundlage der spezifischen Bedingungen angepasst werden, und andere Parameter sollten angepasst werden, um optimale Schneidergebnisse zu gewährleisten.
Leistung beim Laserschneiden
Die Laserleistung hat auch einen Einfluss auf die Qualität des Laserschneidens, und 100% der Schneidleistung wird verwendet, um eine schnelle Schnittgeschwindigkeit und Arbeitseffizienz zu gewährleisten.
Einführung in den Fernbedienungsgriff
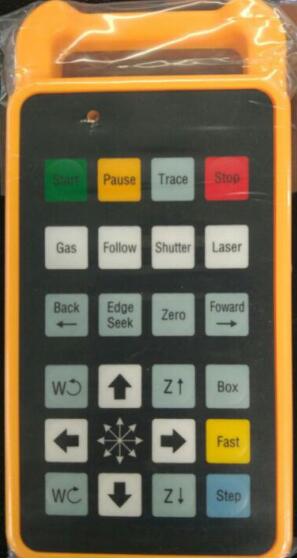
Für eine bequemere Steuerung der Maschine wird der Fernbedienungsgriff wie in Abbildung 4-18 gezeigt unterstützt, die Tastenfunktionen werden nacheinander wie folgt vorgestellt.
Abbildung 4-18 Handgriff der Fernbedienung
Start: Beginnen Sie mit der Arbeit.
Pause: Wenn die Maschine in Betrieb oder im Trockenlauf ist, kann diese Taste verwendet werden, um den Betrieb anzuhalten. Klicken Sie auf Start, um den Betrieb der Maschine fortzusetzen.
Spurensuche: Ähnlich wie beim Trockenschnitt funktioniert die Taste auf der Softwareschnittstelle, mit der die Maschine im Trockenlauf ohne Lasergenerationsschnitt betrieben werden kann.
Halt! Wenn die Maschine in Betrieb ist oder trocken läuft, kann diese Taste verwendet werden, um den Vorgang zu stoppen. Klicken Sie auf Start, um den Vorgang fortzusetzen und die Maschine erneut zu starten.
Gas: Sie ähnelt der Funktion der Puff-Taste in der Software-Oberfläche, mit der geprüft werden kann, ob die Luft normal geblasen wird.
Folgen: Bitte vergewissern Sie sich, dass es Metallmaterial Unter dem Laserkopf befindet sich eine Taste, mit der Sie folgende Funktionen des Laserschneidkopfes öffnen können.
Verschluss: Sie ähnelt den Funktionen der Auslösetaste in der Software.
Laser: Wenn die richtige Leistung in der Software-Schnittstelle eingestellt ist, kann die Taste für die Lasererzeugung angeklickt werden. Sie wird hauptsächlich zum Dimmen verwendet.
Zurück: Klicken Sie auf die Taste , um nach dem Anhalten der Maschine ein Stück zurückzufahren. Klicken Sie dann auf Start, und die Maschine kann sich von der Position aus weiter zurückbewegen.
Suche nach der Kante: beziehen sich auf die automatische Kantenverfolgung. Wenn das Blech beim Schneiden geneigt wird, kann das Steuerungssystem den Versatzwinkel berechnen, um das Material effektiv zu nutzen; wenn der Vorgang falsch ist, kann der Laserschneidkopf beschädigt werden, daher wird empfohlen, nach der richtigen Einstellung in der Software zu arbeiten. Drücken Sie zuerst die Schnell-Taste und klicken Sie dann auf Kantensuche beim Schneiden von Rohren, um die mittlere Position des Rohrs zu suchen.
Null: Es ist mit der "Home Ref" in der Software-Schnittstelle, nach der Einstellung der Stopp-Position des Laserschneidkopfes, klicken Sie auf die Taste, um den Laserkopf in die vorherige Position zurückkehren, wenn der Laserschneidkopf bewegt wird (dh die Stopp-Position des Laserschneidens).
Vorwärts: Klicken Sie auf die Taste, um nach dem Anhalten der Maschine ein Stück weiterzufahren. Klicken Sie dann auf "Start". Die Maschine kann sich von der Position aus weiter vorwärts bewegen.
Bereich Bewegungskontrolle: steuern die Seitwärtsbewegung der X-Achse, die Vorwärts- und Rückwärtsbewegung der Y-Achse, die Aufwärts- und Abwärtsbewegung des Laserschneidkopfes und die Drehung der Rotationsachse im oder gegen den Uhrzeigersinn.
Box: Die Funktion ist dieselbe wie die der Schaltfläche "Rahmen" in der Software-Oberfläche, und sie soll einen Kreis entlang des Grafikrahmens bedienen, um den Arbeitsbereich zu definieren.
Schnell: Drücken Sie zunächst die Taste und klicken Sie dann auf eine bestimmte Taste im Bewegungssteuerungsbereich, um die Achse schnell zu bewegen. Die Bewegungsgeschwindigkeit ist die zusätzliche Geschwindigkeit bei schnellen Bewegungen, z. B. im Bewegungssteuerungsbereich der Software-Schnittstelle:
Schritt: Drücken Sie zuerst die Taste und klicken Sie dann auf eine bestimmte Taste im Bewegungssteuerungsbereich, um die Achse schrittweise zu bewegen. Die Schritt-für-Schritt-Distanz ist die addierte Distanz bei schrittweiser Bewegung z. B. im Bewegungssteuerungsbereich der Softwareoberfläche:
Anmerkungen:
Während der Bearbeitung des Geräts muss das Bedienpersonal den Bediengriff die ganze Zeit in der Hand halten und darf ihn nicht zur Seite legen, damit das Bedienpersonal in Notsituationen die Taste für "Pause" oder "Stopp" drücken kann und unnötige Schäden für das Bedienpersonal und das Gerät vermieden werden.
Kapitel V Einführung in die Rohrleitungsbearbeitung
Datensatz des Rotationszentrums
Ähnlich wie beim Schneiden von Blechen ist beim Schneiden von Rohren eine Kalibrierung erforderlich. Nach Abschluss der Kalibrierung muss jedoch der automatische Kantenabtastvorgang durchgeführt werden, der durch Klicken auf "Edge Seek" (Kantensuche) auf dem Fernbedienungsgriff abgeschlossen werden kann.
Klicken Sie nach Abschluss des automatischen Abtastvorgangs auf "Save Rotate Center" in der Software, um die Mittelposition zu speichern (siehe Abbildung 5-1).
Abbildung 5-1 Rotation Center Record
Öffnen der Grafiken
Klicken Sie auf ÖFFNEN, um das zu öffnende Diagramm auszuwählen, und wählen Sie die 3D-Dateien von Cyp tube supports in Form von IGS. Beim Öffnen des Diagramms muss die richtige Zugrichtung und die Außenwandkonturlinie ausgewählt werden, wie in Abbildung 5-2 gezeigt.
Abbildung 5-2 Richtige Zugrichtung wählen
Angemessene Auswahl der Halteposition
Klicken Sie auf der Registerkarte Home auf Home ref und wählen Sie im Dialogfeld eine geeignete Stopp-Position aus. Es wird empfohlen, das am weitesten entfernte oder das nächstgelegene Ende auszuwählen, wie in Abbildung 5-3 gezeigt.
Abbildung 5-3 Auswahl einer geeigneten Stopp-Position
Andere Operationen
Andere Vorgänge sind ähnlich wie die des Teils von Blechverarbeitung und beachten Sie bitte Abschnitt 4.4.
Für die Installation und Inbetriebnahme wird dringend empfohlen, dass das Betriebspersonal zur Einweisung ins Werk kommt oder den Kundendienst unseres Unternehmens um Unterstützung in Ihrem Werk bittet.
Kapitel VI Grundlegende Steuerungsfunktionen und Programmierung des RC-Roboters
Anhänger unterrichten
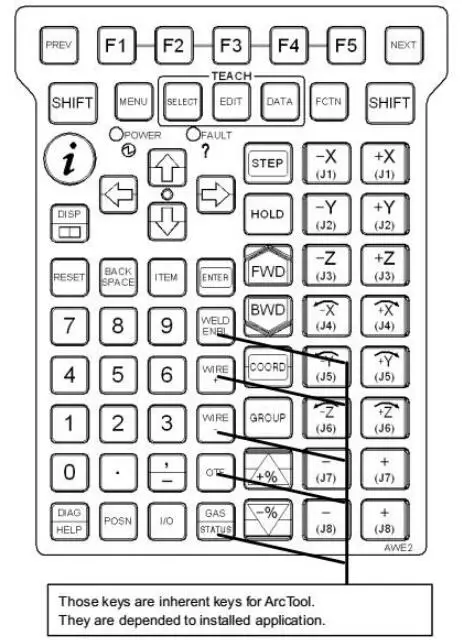
Schlüssel des Lehranhängers
Abbildung 6-1 Schalter des Teach-Pendants
Bild 6-2 Schlüsselschalter des Teach-Pendants
F1, F2, F3, F4, F5: Die Funktionstaste wird zur Auswahl des Funktionstastenmenüs in der letzten Zeile des Bildes verwendet.
WEITER: Die Seitentaste wird verwendet, um im Funktionstastenmenü zur nächsten Seite zu wechseln.
MENU: Die Menütaste dient zur Anzeige des Bildmenüs.
FCTN: Die Hilfstaste dient zur Anzeige der Hilfsmenüs.
SELECT: Mit der Übersichtstaste wird das Übersichtsbild des Programms angezeigt.
EDIT: Mit der Edit-Taste wird das Bearbeitungsbild des Programms angezeigt.
DATEN: Die Taste Data dient zur Anzeige des Datenbildes.
WERKZEUG: Die Tasten WERKZEUG1 und WERKZEUG2 werden verwendet, um die Bilder von Werkzeug 1 und Werkzeug 2 anzuzeigen.
SET UP: Die Einstellungstaste wird verwendet, um das Einstellungsbild anzuzeigen.
STATUS: Die Taste für die Statusanzeige wird verwendet, um das Statusbild anzuzeigen.
E/A: Eingabe/Ausgabe wird zur Anzeige des E/A-Bildes verwendet.
POSN: Die Taste für die Positionsanzeige wird verwendet, um die aktuelle Position des Bildes anzuzeigen.
DISP: Verschiebt das Bild des Operationsobjekts.
DIAG/HELP: Wechselt zum Bild der Eingabeaufforderung, wenn Sie allein drücken. Wechseln Sie zum Alarmbild, wenn Sie mit SHIFT drücken.
COORD: Arten der manuellen Koordinatensystemumschaltung, folgende Schalter können nacheinander betätigt werden: Gelenk, Hand, Welt, Werkzeug, Benutzer, Gelenk.
FWD/BWD: Bei gleichzeitigem Drücken von SHIFT kann das Programm gestartet werden (vorwärts/rückwärts).
HOLD: Wird verwendet, um die Ausführung eines Programms zu unterbrechen.
STEP: Es wird verwendet, um die Umschaltung von intermittierendem Betrieb und Dauerbetrieb im Betrieb zu testen.
PREV: Die Return-Taste wird verwendet, um den Status der Rückkehr zum Anzugszustand anzuzeigen.
Unter bestimmten Bedingungen kehrt es nicht zur Statusanzeige des vorherigen Anzugszustands zurück, wie in der Bedienung angegeben.
BACKSPACE: Die Abbruchtaste wird verwendet, um ein Zeichen oder eine Ziffer vor der Cursorposition zu löschen.
Statusanzeige des Programmierhandgeräts
Abbildung 6-3 Statusanzeige des Teach-Pendants
Verarbeitung: Sie zeigt an, dass der Roboter einen bestimmten Vorgang durchführt.
Einzelne Sektion: zeigt an, dass sich das Gerät in der Betriebsart Einzelbetrieb befindet. Pause: Zeigt an, dass die HOLD-Taste gedrückt ist oder ein HOLD-Signal anliegt. Abnormal: zeigt an, dass ein abnormaler Zustand vorliegt.
Implementierung: zeigt an, dass sich das Programm im Implementierungsstatus befindet. I/0: Es handelt sich um die inhärente LED des Anwendungsprogramms.
Laufen: Es handelt sich um die dem Anwendungsprogramm innewohnende LED.
Testlauf: Es handelt sich um die dem Anwendungsprogramm innewohnende LED.
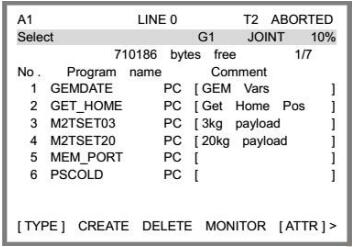
Zusammensetzung des Programms
Abbildung 6-4 Übersichtsbild des Programms
Abbildung 6-5 Programmbearbeitungsbildschirm
Name des Programms
Verschiedene Programme werden durch unterschiedliche Programmnamen unterschieden, die 1-8 Byte lang sein können und eindeutig sein müssen.
Als Programmnamen können Ziffern, englische Groß- und Kleinbuchstaben sowie Unterstriche verwendet werden, während Symbole wie @, ¥, % und # nicht unterstützt werden.
Die Programme müssen so benannt werden, dass der Zweck und die Funktionen der Programme erkennbar sind.
Das Programm für den Laser mit festem Feuer kann z. B. "DIANSHE" (das chinesische phonetische Alphabet für "festes Feuer") heißen, so dass die allgemeine Funktion dieses Programms bei der künftigen Nutzung schnell bekannt ist.
Die folgenden Namen dürfen nicht als Programmnamen verwendet werden:
Mit RSR angenommene Programme müssen in der Form "RSRnnnn" benannt werden, wobei sich "nnnn" auf 4 Ziffern bezieht, z. B. RSR0001. Andernfalls wird das Programm nicht ausgeführt.
Art der Maßnahmen
Der Roboter kann 4 Arten von Aktionen durchführen: 1. J-Gelenkaktion: eine Art von Gelenkaktion, die keine Bahn- oder Haltungskontrolle beinhaltet. 2. L lineare Aktion: eine Art von linearer Aktion, die eine Drehbewegung beinhaltet und eine Bahn- oder Haltungskontrolle durchführt. 3. C zirkuläre Aktion. 4. A C Zirkularbewegung.
Gemeinsame Aktion J
Action ist die grundlegende Bewegungsmethode, um den Roboter an einen bestimmten Ort zu bewegen.
Der Roboter beschleunigt in allen Achsen gleichzeitig, bewegt sich mit der Lerngeschwindigkeit und hält dann nach dem Abbremsen an.
Die Bewegungspfade sind in der Regel nichtlinear, die Art der Aktion wird beim Einlernen des Endpunkts aufgezeichnet, und die Körperhaltung des Werkzeugs ist bei der Bewegung unkontrolliert.
Abbildung 6-6 Gemeinsame Aktion
1: J P[1] 100% FEIN
2: J P[2] 70% FEIN
Lineare Aktion L
Lineare Aktion, als eine Art Bewegungsmethode, bedeutet, dass der Bewegungspfad vom Startpunkt der Aktion bis zum Endpunkt der Aktion in einem linearen Modus gesteuert wird, und die Art der Aktion wird aufgezeichnet, wenn der Endpunkt eingelernt wird.
Die Haltungen des Werkzeugs in der Bewegung werden kontrolliert, nachdem die Haltungen am Startpunkt und am Zielpunkt aufgeteilt wurden.
Abbildung 6-7 Lineare Aktion
1: J P[1] 100% FEIN
2: L P[2] 500mm/sec FINE
Zirkuläre Aktion C
Die Kreisbewegung als eine Art von Bewegungsmethode bedeutet, dass der Bewegungspfad des Werkzeugmittelpunkts in einem kreisförmigen Modus vom Startpunkt der Aktion bis zum Endpunkt durch den Pfadpunkt gesteuert wird.
Es bietet Unterricht für den Wegpunkt und den Zielpunkt in einer Anweisung und steuert die Haltungen des Werkzeugs in der Bewegung nach der Aufteilung der Haltungen am Startpunkt, Wegpunkt und Zielpunkt.
Abbildung 6-8 Kreisförmige Aktion
1:J P[1] 100% FEIN
2:C P[2]
P[3] 500mm/sec FINE
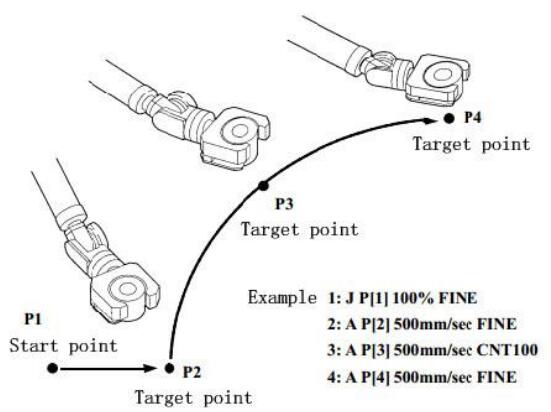
C kreisförmige Handlung A
Bei der Anweisung für eine Kreisbewegung müssen zwei Positionen, d. h. der Wegpunkt und der Endpunkt, in einer Zeile eingelernt werden, während bei der Anweisung für eine C-Kreisbewegung nur eine Position in einer Zeile eingelernt werden muss, und eine Kreisbewegung wird ausgeführt, wenn die durch drei fortlaufende C-Kreisbewegungsanweisungen erzeugten Kreisbögen miteinander verbunden werden.
Abbildung 6-9 C Kreisförmige Aktion
1: J P[1] 100% FEIN
2: A P[2] 500mm/sec FINE
3: A P[3] 500mm/sec CNT100
4: A P[4] 500mm/sec FINE
Einrichtung des Programms
Erstellung des Programms
Drücken Sie SELECT, wählen Sie F2 "Erstellen" und dann erscheint ein Programmaufzeichnungsbild.
Abbildung 6-10 Programmaufzeichnungsbild
Klicken Sie auf RSR und geben Sie dann einen neuen Dateinamen ein. Mit den Tasten "Nach oben" und "Nach unten" können Sie zwischen Groß- und Kleinbuchstaben wählen. Drücken Sie ENTER, nachdem Sie den Programmnamen eingegeben haben.
Abbildung 6-11 Programmerstellung
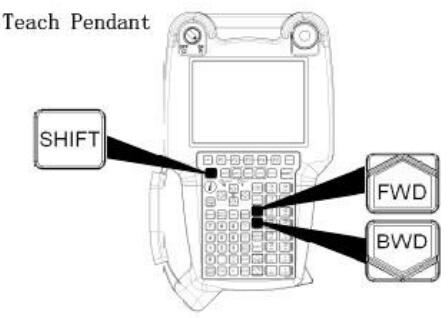
Programmausführung
Das Programm kann auf die folgenden drei Arten gestartet werden: Drücken Sie SHIFT+FWD/SHIFT+BWD auf dem TP
Drücken Sie die Starttaste auf dem Bedienfeld
Peripheriegeräte
Abbildung 6-12 TP-Betrieb für Programmstart
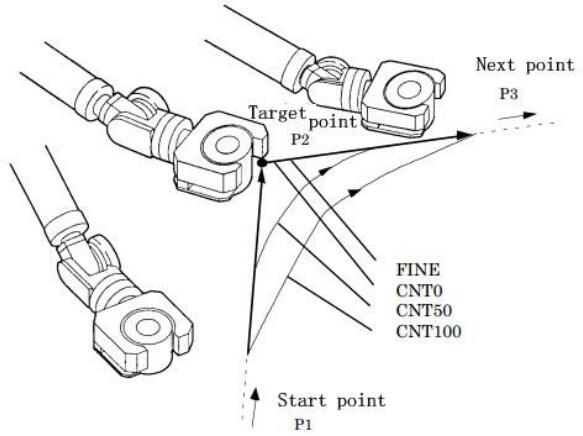
Art der Positionierung
Typ FINE-Positionierung: Bei der FINE-Positionierung hält der Roboter an der Zielposition an (wird positioniert), bevor er sich zur nächsten Zielposition bewegt.
CNT-Positionierungsart: Bei der CNT-Positionierungsart bewegt sich der Roboter nahe an die Zielposition heran, hält aber nicht an ihr an. Stattdessen wird er die nächste Zielposition anfahren.
Der Annäherungsgrad des Roboters an die Zielposition wird durch eine Zahl von 0 bis 100 definiert.
Im Fall von 0 handelt der Roboter in der Position, die der Zielposition am nächsten liegt, wird aber nicht an der Zielposition positioniert, bevor er die nächste Aktion startet.
Im Fall von 100 wird der Roboter in der Nähe der Zielposition nicht abbremsen.
Stattdessen werden Aktionen zum nächsten Punkt über den Punkt gestartet, der am weitesten von der Zielposition entfernt ist.
Abbildung 6-13 Vergleich der Positionierungsarten
Kapitel VII Betriebshinweise, Wartung, Service und Fehlerbehebung
Allgemeine Hinweise
In der vorangegangenen Einleitung haben wir bereits auf die wichtigsten Punkte hingewiesen, die zu beachten sind. Bitte lesen Sie sorgfältig.
Im Folgenden sind weitere Punkte aufgeführt, die zu beachten sind:
Das Bedienpersonal muss sich strikt an die Sicherheitsvorschriften für den Betrieb der Laserschneidmaschine halten.
Das Bedienpersonal sollte alle mit der Maschine gelieferten Handbücher gründlich durchlesen oder sich vom Kundendienst unseres Unternehmens schulen lassen, um sich mit dem Aufbau und der Leistung des Geräts vertraut zu machen und die Kenntnisse des Betriebssystems zu beherrschen.
Die Schutzausrüstung muss den Vorschriften entsprechend getragen werden, und in der Nähe des Laserstrahls muss eine den Normen entsprechende Schutzbrille getragen werden.
Das Material sollte nicht verarbeitet werden, bevor nicht festgestellt wurde, ob es folgenden Verfahren unterzogen werden kann Laserstrahlung oder Hitze, um die mögliche Gefahr von Rauch und Dampf zu vermeiden.
Sobald die Maschine in Betrieb ist, darf das Bedienungspersonal seinen Arbeitsplatz nicht verlassen oder andere Personen auffordern, die Maschine eigenmächtig zu bedienen.
Feuerlöscher sollten leicht zugänglich sein.
Der Laser und das optische Tor sollten ausgeschaltet werden, wenn sie nicht benutzt werden.
Entflammbare Materialien wie Papier oder Stoff sollten nicht ungeschützt in die Nähe des Laserstrahls gebracht werden.
Wenn während der Verarbeitung eine Anomalie auftritt, muss die Maschine abgeschaltet und die Störung sofort behoben oder dem Vorgesetzten gemeldet werden.
Halten Sie den Laser, das Drehbankbett und den umliegenden Bereich sauber, geordnet und fettfrei und stapeln Sie Werkstücke, Bleche und Abfälle vorschriftsmäßig.
Bei der Verwendung von Gasflaschen sollten diese nicht auf Kabeln, Wasserrohren oder Gasleitungen abgestellt werden, um ein Austreten von Strom, Wasser oder Gas zu verhindern.
Gasflaschen sollten in Übereinstimmung mit den Gasflaschenvorschriften verwendet und transportiert werden.
Gasflaschen sollten nicht der Sonne ausgesetzt oder in der Nähe von Wärmequellen aufgestellt werden.
Um das Flaschenventil zu öffnen, muss das Bedienungspersonal seitlich der Flaschenöffnung stehen.
Es ist strengstens untersagt, die Wasserkühlmaschine einzuschalten, wenn kein Wasser vorhanden ist oder der Wasserstand zu niedrig ist, um das Wasserkühlsystem vor Schäden zu schützen.
Es ist strengstens untersagt, auf die Wasserein- und -auslassleitung der Wasserkühlmaschine zu drücken oder zu treten, um die Wasserkreisläufe reibungslos zu halten.
Das Produkt erzeugt eine Laserwellenlänge von 1064 nm, die Hautverbrennungen und schwere Schäden an der Netzhaut verursachen kann, wenn sie über einen längeren Zeitraum der Laserstrahlung ausgesetzt oder beobachtet wird. Das Bedienpersonal muss eine 1064nm-Schutzbrille tragen.
Beim Schneiden bestimmter Bleche kann es zu einer starken Rauchentwicklung kommen, weshalb der Luftkanal des Ventilators ins Freie verlegt oder zusätzliche Luftreinigungsgeräte installiert werden sollten. Das Bedienpersonal sollte außerdem Staubmasken tragen, um Berufskrankheiten zu vermeiden.
Wenn die Maschine längere Zeit bei einer Temperatur unter 0 °C nicht benutzt wird, sollte das Kühlwasser im Wasserkühler, im Laser und in den Wasserleitungen abgelassen werden, um Schäden an den Geräten und den Leitungen durch Einfrieren bei niedrigen Temperaturen zu vermeiden.
Die Schutzgläser im Laserschneidkopf sollten täglich überprüft werden.
Bei der Demontage der Kollimationslinse oder der Fokussierlinse sollte der Vorgang aufgezeichnet werden, und es sollte besonders auf die Einbaurichtung der Linse geachtet werden, die nicht falsch eingebaut werden darf.
Einführung in die Temperatureinstellungen von Wasserkühlmaschinen
Die von uns hergestellten Kaltwassersätze können die Wassertemperatur automatisch an Temperatur und Luftfeuchtigkeit anpassen, so dass im Allgemeinen keine Änderungen der Einstellungen erforderlich sind.
Bei Laserquellen mit einer Leistung von 1000 W oder weniger wird empfohlen, vor dem Einschalten der Laserquelle für eine bestimmte Zeit (etwa 10-20 Minuten) Wasser zuzuführen. Dies hat die folgenden Vorteile:
Wenn die Temperatur niedrig ist, kann die Wassertemperatur während des Umlaufs ansteigen, was für den normalen Betrieb der Laserquelle von Vorteil ist. Bei hoher Luftfeuchtigkeit kann die anfängliche Wasserzufuhr im Inneren des Geräts kondensieren, aber der Wasserkühler stellt sich automatisch auf die richtige Wassertemperatur ein, nachdem er eine bestimmte Zeit lang zirkuliert hat, wodurch die Kondensation beseitigt wird.
Laserquellen mit einer Leistung von mehr als 1000 W verfügen über eingebaute Entfeuchtungsvorrichtungen, die die Feuchtigkeit im Inneren der Laserquelle reduzieren und den Taupunkt senken.
Die Hersteller aller Laserquellen verlangen, dass die Laserquelle zuerst eingeschaltet wird und dass Wasser zugeführt wird, nachdem das Entfeuchtungsgerät eine Zeit lang in Betrieb war.
Tests verschiedener derzeit in Betrieb befindlicher Wasserkühlmaschinen haben ergeben, dass bei automatischer Temperaturregelung die Wassertemperatur von Wasser mit niedriger Temperatur etwa 5℃ über dem Taupunkt liegt, während die von Wasser mit hoher Temperatur etwa 10℃ über dem Taupunkt liegt.
Wenn Ihre Wasserkühlmaschine nicht mit der Standardkonfiguration unseres Unternehmens konfiguriert ist oder Sie die Wassertemperatur aus besonderen Gründen selbst einstellen müssen, empfehlen wir, die Wassertemperatur von Wasser mit niedriger Temperatur etwa 5℃ höher als den Taupunkt und die von Wasser mit hoher Temperatur etwa 10℃ höher als den Taupunkt einzustellen.
Was ist der Taupunkt und wie hängt er mit Temperatur und Luftfeuchtigkeit zusammen?
Unter Taubildung versteht man das Phänomen der Kondensation auf der Oberfläche eines Objekts, wenn die Oberflächentemperatur des Objekts niedriger ist als die Temperatur der Umgebungsluft.
(Zum Beispiel ist Tau auf der Außenseite einer Getränkeflasche, die aus dem Kühlschrank genommen wurde, ein Beispiel für Betauung. Tritt Tau im Inneren der Laserquelle oder am Faserpigtail auf, kann dies zu irreparablen Schäden führen).
Der Taupunkt ist die Temperatur, bei der sich Tau zu bilden beginnt, und hängt sowohl von der Temperatur als auch von der Luftfeuchtigkeit ab. Die Beziehung ist in der Tabelle auf der nächsten Seite dargestellt.
Wenn beispielsweise die Temperatur 25℃ und die Luftfeuchtigkeit 50% beträgt, würde der Taupunkt laut Tabelle 14℃ betragen. Das bedeutet, dass in einer Umgebung mit einer Temperatur von 25℃ und einer Luftfeuchtigkeit von 50% die Wassertemperatur des Kaltwassersatzes über 14℃ liegen sollte, um Taubildung an den zu kühlenden Geräten zu verhindern.
In diesem Fall empfehlen wir, die Wassertemperatur des Niedrigtemperaturwassers auf 19℃ und die des Hochtemperaturwassers auf 24℃ einzustellen, wenn Sie diese selbst einstellen müssen.
Der Taupunkt kann sich jedoch leicht ändern, und bei Unachtsamkeit bei der Einstellung der Wassertemperatur kann sich Tau bilden. Daher wird empfohlen, die Wasserkühlmaschine im automatischen Temperaturregelungsmodus zu verwenden, d. h. keine Einstellungen an der Wasserkühlmaschine zu ändern.
Die besten Bedingungen für den Betrieb der Maschine sind eine Umgebung mit konstanter Temperatur und Luftfeuchtigkeit.
Wenn die Umgebung, in der sich das Gerät befindet, eine Temperatur unter 0℃ aufweist, wird empfohlen, die Wasserkühlmaschine kontinuierlich zu betreiben.
Andernfalls sollte das Wasser im Wasserkühler, in der Laserquelle, im Laserschneidkopf und in den Rohrleitungen nach dem Abschalten des Geräts vollständig abgelassen werden, um die Komponenten vor Schäden durch Einfrieren zu schützen.
Die Wasserkühlung und die Laserquelle können mit Temperaturkontrollgeräten ausgestattet werden, während das Wasser im Laserschneidkopf und in der Rohrleitung, die nur schwer mit Temperaturkontrollgeräten ausgestattet werden können, abgelassen werden sollte.
Vergleichstabelle von Umgebungstemperatur, relativer Luftfeuchtigkeit und Taupunkt
Relative Luftfeuchtigkeit Ψ (%)
95
90
85
80
75
70
65
60
55
50
45
40
35
30
Temperatur in der Umgebung Ta (℃)
Taupunkt Td (℃)
10
9.2
8.4
7.6
6.7
5.8
4.8
3.6
2.5
1.5
0
-1.3
-0.3
-5
-7
11
10.2
9.4
8.6
7.7
6.7
5.8
4.8
3.5
2.5
1
-0.5
-2
-4
-6.5
12
11.2
10.9
9.5
8.7
7.7
6.7
5.5
4.4
3.3
2
0.5
-1
-3
-5
13
12.2
11.4
10.5
9.6
8.7
7.7
6.6
5.3
4.1
2.8
1.4
-0.2
-2
-4.5
14
13.2
12.4
11.5
10.6
9.6
8.6
7.5
6.4
5.1
3.5
2.2
0.7
-1
-3.2
15
14.2
13.4
12.5
11.6
10.6
9.6
8.4
7.3
6
4.6
3.1
1.5
-0.3
-2.3
16
15.2
14.3
13.4
12.6
11.6
10.6
9.5
8.3
7
5.6
4
2.4
0.5
-1.3
17
16.2
15.3
14.5
13.5
12.5
11.5
10.2
9.2
8
6.5
5
3.2
1.5
-0.5
18
17.2
16.4
15.4
14.5
13.5
12.5
11.3
10.2
9
7.4
5.8
4
2.3
0.2
19
18.2
17.3
16.5
15.4
14.5
13.4
12.2
11
9.8
8.4
6.8
5
3.2
1
20
19.2
18.3
17.4
16.5
15.4
14.4
13.2
12
10.7
9.4
7.8
6
4
2
21
20.2
19.3
18.4
17.4
16.4
15.3
14.2
12.9
11.7
10.2
8.6
7
5
2.8
22
21.2
20.3
19.4
18.4
17.3
16.3
15.2
13.8
12.5
11
9.5
7.8
5.8
3.5
23
22.2
21.3
20.4
19.4
18.4
17.3
16.2
14.8
13.5
12
10.4
8.7
6.8
4.4
24
23.1
22.3
21.4
20.4
19.3
18.2
17
15.8
14.5
13
11.4
9.7
7.7
5.3
25
23.9
23.2
22.3
21.3
20.3
19.1
18
16.8
15.4
14
12.3
10.5
8.6
6.2
26
25.1
24.2
23.3
22.3
21.2
20.1
19
17.7
16.3
14.8
13.2
11.4
9.4
7
27
26.1
25.2
24.3
23.2
22.2
21.1
19.9
18.7
17.3
15.8
14
12.2
10.3
8
28
27.1
26.2
25.2
24.2
23.1
22
20.9
19.6
18.1
16.7
15
13.2
11.2
8.8
29
28.1
27.2
26.2
25.2
24.1
23
21.3
20.5
19.2
17.6
15.9
14
12
9.7
30
29.1
28.2
27.2
26.2
25.1
23.9
22.8
21.4
20
18.5
16.8
15
12.9
10.5
31
30.1
29.2
28.2
26.9
26
24.8
23.7
22.4
20.9
19.4
17.8
15.9
13.7
11.4
32
31.1
30.1
29.2
28.1
27
25.8
24.6
23.3
21.9
20.3
18.6
16.8
14.7
12.2
33
32.1
31.1
30.1
29
28
26.8
25.6
24.2
22.9
21.3
19.6
17.6
15.6
13
34
33.1
32.1
31.1
29.5
29
27.7
26.5
25.2
23.8
22.2
20.5
18.6
16.5
13.9
35
34.1
33.1
32.1
31
29.9
28.7
27.5
26.2
24.6
23.1
21.4
19.5
17.4
14.9
36
35.18
34.05
33.1
32
30.9
29.7
28.4
27
25.7
24
22.2
20.3
18.1
15.7
37
36.2
35.2
34.05
33
31.8
30.7
29.5
27.9
26.5
24.9
23.2
21.2
19.2
16.6
38
36.95
36
35.06
33.9
32.7
31.5
30.3
28.9
27.4
25.8
23.9
22
19.9
17.5
39
36.8
36.2
34.9
33.8
32.5
31.2
29.8
28.3
26.6
24.9
23
20.8
18.1
40
36.8
35.8
34.7
33.5
32.1
30.7
29.2
27.6
25.8
23.8
21.6
19.2
Wartung und Instandhaltung
Um den normalen Betrieb der Laserschneidmaschine zu gewährleisten, ist eine tägliche Wartung erforderlich.
Da die gesamte Werkzeugmaschine aus äußerst präzisen Bauteilen besteht, muss bei der routinemäßigen Wartung darauf geachtet werden, dass alle Verfahren für den Betrieb und die Wartung der einzelnen Teile strikt eingehalten werden.
Darüber hinaus muss die Wartung von ausgewiesenem Personal durchgeführt werden, und eine grobe Handhabung ist verboten, um Schäden an den Komponenten zu vermeiden.
Allgemeine Normen
Um die Qualität der Werkzeugmaschine aufrechtzuerhalten, ist es notwendig, den am besten geeigneten Schmierstoff für eine professionelle Schmierung zu verwenden, um Betriebsprobleme und deren Folgen zu vermeiden.
Vor der Inbetriebnahme muss die Werkzeugmaschine gemäß den Schmieranweisungen gründlich geschmiert werden.
Wenn die Werkzeugmaschine über einen längeren Zeitraum nicht benutzt wurde (z. B. während des Seetransports), muss der Schmierzustand der gesamten Werkzeugmaschine überprüft werden.
Die Öleinfüll- und -auslassöffnung darf nicht über die vorgesehene Zeit hinaus geöffnet werden und muss sauber gehalten werden.
Zum Abwischen der Ölnuten und Schmierstellen sollten nur Lappen ohne Fasern verwendet werden. Watte, Kerosin oder Benzin sollten nicht verwendet werden.
Stattdessen sollte ein dünnes, flüssiges ("Jet-Schmieröl") Hauptwellenschmieröl verwendet werden.
Synthetisch Schmieröl darf nicht mit Mineralöl oder synthetischem Öl anderer Hersteller gemischt werden, auch nicht mit synthetischem Öl anderer Hersteller mit den gleichen Eigenschaften.
Altöl sollte nur abgelassen werden, wenn sich die Turbine im Warmlaufzustand befindet.
Besondere Aufmerksamkeit sollte der sicheren Entsorgung von Altöl gewidmet werden.
Reinigung: Das gesamte Gerät sollte in bestimmten Abständen gründlich gereinigt werden. Verschmutzungen können geschrubbt oder mit einem Industriestaubsauger entfernt werden.
Sicherheitshinweis: Die Werkzeugmaschine sollte während der Wartung mit dem Hauptschalter ausgeschaltet werden, und die Sicherheitsvorschriften müssen strikt eingehalten werden, um Unfälle zu vermeiden.
Nachfolgend finden Sie eine Liste gängiger Ersatzteile für die Wartung, die der Benutzer vorbereiten sollte:
Aceton: 500ml Flasche mit 99,5% Reinheit und weniger als 0,3% Wasser.
Pledget: 5 Pakete.
Alkohol: 500ml mit einem Reinheitsgrad von mehr als 99,5%.
Linsenpapier: 5 Bücher.
Luftballon aufblasen: 1.
Tropfnadel: 1 (für medizinische Zwecke).
Organisches Glas: 200x300x20.
Tintenstein (rot): 1 Stück.
Wattestäbchen: 2 Packungen.
Multimeter: 1.
Routing, Wartung und Service von Peripheriegeräten
Bitte beachten Sie die entsprechenden Bedienungsanleitungen für die Wartung der Wasserkühlmaschine, der Laserquelle und anderer Peripheriegeräte; die folgenden Angaben sind nur eine allgemeine Beschreibung.
1) Wartung und Instandhaltung von Wasserkühlmaschinen
Die Wartungs- und Serviceinformationen für die Wasserkühlmaschine wurden bereits früher gegeben und werden hier nicht wiederholt. Es ist wichtig, die Routinewartung für alle Typen von Wasserkühlmaschinen gemäß den entsprechenden Wartungsanweisungen durchzuführen. Die folgenden Wartungsanweisungen für eine bestimmte Wasserkühlmaschine können als Referenz verwendet werden.
Erfüllungsperiode
Inhalt der Wartung
Ziel der Instandhaltung
Jeden Tag
1. Prüfen Sie, ob die Temperatur der Wasserkühlmaschine normal eingestellt ist (Solltemperatur 20±1℃).
Sicherstellen, dass die Temperatur des Kühlwassers für den Laser normal ist
2. Prüfen, ob die Abdichtung des Wasserkreislaufs der Wasserkühlmaschine, die Wassertemperatur und der Wasserdruck den Anforderungen entsprechen
Sicherstellung des normalen Betriebs der Geräte und Verhinderung von Wasseraustritt
3. Halten Sie die Arbeitsumgebung der Wasserkühlmaschine trocken, sauber und zugig
Sorgt für einen ausgezeichneten Betrieb der Wasserkühlmaschine
Jeden Monat
1. Der Schmutz auf der Oberfläche der Wasserkühlmaschine ist mit einem milden Reinigungsmittel oder einer hochwertigen Seife anstelle von Benzol, Säuren, Scheuerpulver, Stahlbürste oder heißem Wasser zu beseitigen.
Halten Sie die Oberfläche der Wasserkühlmaschine sauber
2. Prüfen Sie, ob der Verflüssiger durch Schmutz verstopft ist, und entfernen Sie den Schmutz am Verflüssiger mit Druckluft oder einer Bürste.
Sicherstellung des normalen Betriebs des Verflüssigers
3. Reinigen Sie das Luftfilternetz: 3.1 Öffnen Sie die Abdeckung des Geräts, an der sich das Luftfilternetz befindet, ziehen Sie es nach oben und nehmen Sie es heraus. 3.2 Der Staub auf dem Filternetz kann mit Staubsauger, Luftpistole und Pinsel entfernt werden. Wenn das Filternetz nach der Reinigung feucht ist, muss es vor dem Wiedereinbau geschüttelt werden, um es zu trocknen. 3.3 Reinigungsintervall: einmal alle zwei Wochen. Bitte machen Sie die Reinigung gelegentlich im Falle von schwerem Schmutz.
Verhindern Sie, dass eine schlechte Wärmeableitung zu einer schlechten Kühlung führt und die Wasserpumpe und der Kompressor ausbrennen
4. Prüfen Sie die Wasserqualität des Wassertanks und führen Sie Folgemaßnahmen durch
Nur eine gute Wasserqualität kann den normalen Betrieb des Lasers gewährleisten
5. Prüfen Sie, ob in der Rohrleitung der Wasserkühlmaschine ein Wasserleck vorhanden ist.
Vergewissern Sie sich, dass die Wasserkühlmaschine frei von Wasserleckagen ist.
Alle 3 Monate
1. Überprüfen Sie die elektrischen Komponenten (z. B. Schalter und Anschlussklemmen) und wischen Sie sie mit einem Tuch ab.
Halten Sie die Oberfläche der elektrischen Teile der Wasserkühlmaschine sauber, um die Lebensdauer zu verlängern.
2. Ersetzen Sie das zirkulierende Wasser (destilliertes Wasser) und waschen Sie den Wassertank und das Metallfilternetz. Bei einem ROFIN-Laser kann das Kühlwasser nach Zugabe von Korrosionsschutzmittel halbjährlich ausgetauscht werden; bei einem PRC-Laser kann das Kühlwasser nach Zugabe von Propylenglykol halbjährlich ausgetauscht werden.
Sicherstellung des normalen Betriebs des Lasers
★★★ Anmerkungen: Im Falle einer längeren Unterbrechung sind folgende Maßnahmen zu treffen: a. Stellen Sie die Wasserkühlmaschine und die Wasserleitungen an einem staubfreien Ort auf. b. Ziehen Sie das Netzkabel aus der Steckdose und wischen Sie es sauber; c. Waschen Sie das Gehäuse des Geräts: Achten Sie beim Waschen des Geräteinneren darauf, dass kein Wasser auf die elektronischen Bauteile spritzt; d. Lassen Sie das gesamte Wasser im Laser, Schneidkopf und Wasserkühler ab.
2) Wartung und Instandhaltung von Laser und Faserpigtail
Damit Ihre Laserschneidmaschine normal funktioniert und qualitativ hochwertige Schnitte erzeugt, ist es wichtig, die Laserquelle, das Kernstück der Maschine, regelmäßig zu überprüfen und zu warten. Die Laserquelle erfordert nur minimale Wartung. Zu den täglichen Aufgaben gehört die Überwachung des Kühlwassers und der Spannung auf Anomalien. Sollten Sie Probleme feststellen, wenden Sie sich bitte an den Hersteller, um Hilfe zu erhalten.
Pflege und Wartung des Objektivs
Um das untere Zentriermodul Ihrer Laserschneidmaschine frei von Rauch- und Staubverschmutzung zu halten, empfiehlt es sich, die Schutzlinse einmal täglich vor Arbeitsbeginn zu reinigen. Lösen Sie dazu die Schrauben der Schutzlinsenschublade vollständig, ziehen Sie die Schublade vorsichtig mit Daumen und Zeigefinger heraus, während Sie beide Seiten des Schubladenkastens festhalten und darauf achten, dass Sie die Dichtungsringe oben und unten an der Schublade nicht verlieren.
Decken Sie dann die Öffnung der Schublade mit einem gummierten Papier ab, um die Fokuslinse vor Staub zu schützen. Die Schutzlinse ist ein flacher Spiegel und die Dichtungsringe und die Linse können durch Drücken auf die Linse entfernt werden. Achten Sie beim Einbau darauf, dass Sie die Linse einsetzen, bevor Sie die Dichtungsringe wieder eindrücken.
Die Kollimationslinse und die Fokussierlinse befinden sich im Inneren des Faserschneidkopfs. Wenn sie demontiert werden müssen, sollten Sie die Demontagereihenfolge aufzeichnen, um einen korrekten Wiedereinbau sicherzustellen.
(1) Richtlinien für die Verwendung von Linsen
Um Kratzer oder Korrosion zu vermeiden, berühren Sie die optischen Oberflächen der Fokuslinse, der Schutzlinse und des QBH-Kopfes nicht mit bloßen Händen.
Wenn sich Fett oder Staub auf den Linsenoberflächen befinden, müssen diese sofort gereinigt werden, da dies ihre Leistung erheblich beeinträchtigen kann.
Das Waschen der optischen Linsenoberflächen mit Wasser oder Reinigungsmitteln ist strengstens untersagt, da die Linsenoberflächen eine spezielle Membranschicht aufweisen, die durch das Waschen beschädigt werden kann.
Lagern Sie die Linsen nicht an einem feuchten Ort, da dies zur Alterung der Linsenoberflächen führen kann.
Wenden Sie beim Einsetzen oder Auswechseln des Reflektors, der Fokuslinse oder der Schutzlinse keinen übermäßigen Druck an, da dies zu Verformungen führen und die Qualität des Lichtstrahls beeinträchtigen kann.
(2) Verfahren zum Einsetzen oder Auswechseln optischer Linsen
Tragen Sie saubere Kleidung, waschen Sie Ihre Hände mit Seife oder Reinigungsmittel und tragen Sie leichte, dünne und saubere weiße Handschuhe, bevor Sie die Linsen einbauen oder austauschen.
Berühren Sie die Linsen mit keinem Teil Ihrer Hand.
Halten Sie die Gläser von der Seite und vermeiden Sie direkten Kontakt mit den Beschichtungsflächen.
Blasen Sie beim Zusammensetzen der Linsen nicht mit dem Mund darauf. Legen Sie die Brillengläser auf einen sauberen Tisch und legen Sie mehrere Stücke professionelles Brillenpapier darunter, um sie ruhig zu halten.
Behandeln Sie die Linsen vorsichtig, damit sie nicht gequetscht werden oder herunterfallen, und wenden Sie keine Gewalt auf die Beschichtungsflächen an.
Vergewissern Sie sich, dass die Sockel, auf denen die Linsen angebracht sind, sauber und frei von Staub und Schmutz sind, indem Sie eine saubere Luftpistole verwenden.
Vermeiden Sie beim Einsetzen der Linsen in die Sockel eine übermäßige Kraftanwendung, um Verformungen und eine Beeinträchtigung der Qualität des Lichtstrahls zu vermeiden.
(3) Schritte zur Reinigung des Objektivs
Die Reinigungsmethode ist je nach Objektiv unterschiedlich.
Bei Gläsern mit flacher Oberfläche und ohne Sockel verwenden Sie zum Reinigen Linsenpapier. Für Linsen mit gewölbter Oberfläche oder Basis verwenden Sie ein Wattestäbchen. Die Schritte sind wie folgt:
So reinigen Sie ein Objektiv mit Linsenpapier: Blasen Sie zunächst den Staub auf der Oberfläche des Objektivs mit einer sauberen Luftpistole ab. Reinigen Sie dann die Oberfläche mit Alkohol oder Linsenpapier. Wenn Sie Linsenpapier verwenden, legen Sie die helle, saubere Seite des Papiers auf die Oberfläche des Objektivs, fügen Sie 2-3 Tropfen hochreinen Alkohol oder Aceton hinzu und ziehen Sie das Linsenpapier waagerecht in Richtung des Bedieners heraus. Wiederholen Sie diesen Vorgang mehrere Male, bis die Linsenoberfläche sauber ist. Üben Sie keinen Druck auf das Linsenpapier aus, um Kratzer zu vermeiden. Wenn die Linsenoberfläche stark verschmutzt ist, falten Sie das Linsenpapier 2-3 Mal und wiederholen Sie den Vorgang, bis die Linsenoberfläche sauber ist. Es ist verboten, trockenes Linsenpapier über die Linsenoberfläche zu ziehen.
So reinigen Sie ein Brillenglas mit einem Wattestäbchen: Blasen Sie zunächst den Staub auf der Oberfläche mit einer Luftpistole ab und entfernen Sie dann den Schmutz mit einem sauberen Wattestäbchen. Verwenden Sie ein neues, mit hochreinem Alkohol oder Aceton getränktes Wattestäbchen, um die Linse in kreisenden Bewegungen von der Mitte der Linse zum Umfang hin zu reinigen. Tauschen Sie das Wattestäbchen gegen ein sauberes aus, wenn der Umfang gewaschen ist. Wiederholen Sie diesen Vorgang, bis die Linse sauber ist.
Beobachten Sie die gewaschene Linse, um sicherzustellen, dass sich kein Schmutz oder Flecken auf ihrer Oberfläche befinden. Setzen Sie die gewaschene Linse gemäß der oben beschriebenen Methode in den Sockel ein.
Verwenden Sie für diesen Vorgang keine gebrauchten Wattestäbchen. Wenn sich die Späne auf der Oberfläche der Linse nur schwer entfernen lassen, blasen Sie die Oberfläche mit einem Gummiluftgebläse ab. Reinigen Sie beide Seiten und prüfen Sie erneut, dass keine Rückstände wie Reinigungsmittel, Ablagerungen, Fremdkörper oder Verunreinigungen vorhanden sind.
Die Linse darf nach der Reinigung nicht der Luft ausgesetzt werden. Sie sollte sofort eingebaut oder in einem sauberen, verschlossenen Behälter zwischengelagert werden.
(4) Lagerung der optischen Linse
Eine ordnungsgemäße Lagerung der optischen Linsen kann ihre gute Qualität bewahren. Die Temperatur der Lagerungsumgebung sollte zwischen 10-30℃ liegen, und die Objektive sollten nicht in einer Gefrierkammer oder einer ähnlichen Umgebung gelagert werden, da dies zu Kondensation und Frost führen kann, die das Objektiv leicht beschädigen können. Die Temperatur der Lagerungsumgebung sollte 30℃ nicht überschreiten, da dies den Beschichtungsfilm auf der Objektivoberfläche beeinträchtigen kann.
Das Objektiv sollte in einer Box in einer vibrationsfreien Umgebung gelagert werden, da Vibrationen das Objektiv leicht verformen und seine Leistung beeinträchtigen können.
(5) Austausch von Quick-Wear-Komponenten
Die Düse an der Unterseite des Schneidkopfes kann durch raue Betriebsbedingungen kaputt gehen und kann abgeschraubt werden, um sie durch eine neue zu ersetzen. Nach dem Austausch muss sie wieder angeschraubt und eine weitere Kapazitätskalibrierung durchgeführt werden.
Wenn eine neue Keramikkörperbaugruppe ersetzt wird, müssen die beiden Messpfähle mit den Aufnahmebohrungen des Induktionssitzes ausgerichtet werden, der Keramikkörper sollte flach und aufrecht liegen, bevor die Schrauben angezogen werden. Spannen Ringe, und die Düse sollte geschraubt werden, wenn der Keramikkörper zusammengedrückt wird.
Die Nichteinhaltung dieser Installationsanforderungen kann die Teile des induktiven Sitzmoduls beschädigen und den normalen Betrieb des Systems beeinträchtigen.
Wartung und Service bei Langzeitparken
Wenn die Werkzeugmaschine über einen längeren Zeitraum nicht benutzt wird, wird empfohlen, alle beweglichen Teile der Werkzeugmaschine zu fetten und mit Korrosionsschutzpapier zu umwickeln.
Kontrollieren Sie regelmäßig, ob sich an anderen Teilen Rost gebildet hat, und führen Sie bei Bedarf eine Rostentfernung und Rostschutzbehandlung durch. Es können auch staubdichte Abdeckungen angebracht werden, um Rostbildung zu verhindern.
Zur Schmierung der Zahnstange reinigen Sie diese mit einem Rostschutz (z. B. WD-40) und dann gleichmäßig mit einem Handsprühfett (z. B. Dinosaur 192) einschmieren.
Verwenden Sie zum Schmieren der Linearführungsschiene eine Fettpresse (z. B. R-301), um Schmierfett auf Lithiumbasis (z. B. MP-3) in den zentralen Schmiersitz zu spritzen. Wenn die Linearführungsschiene nicht richtig geschmiert wird, erhöht sich die Reibung in den rollenden Teilen, was zu einer Verkürzung der Lebensdauer führt.
Als Schmierfett für die lineare Gleitschiene und die Kettenradkette wird ein Lithium-Basisfett empfohlen, z. B. Jinguan Lithium-Basisfett MP-3, das mit einer Fettpresse in den Gleitblock gespritzt werden sollte.
Beachten Sie, dass die Linearführung mit einem staubdichten Deckel verschlossen ist. Bevor Sie also mit einer Fettpresse Fett einspritzen, muss der Faltenbalg des staubdichten Deckels geöffnet werden.
Analyse und Inspektion der häufigsten Probleme
Alarmstellung
Name des Alarms
Alarmursache und Inspektionsmethode
Follower-Alarm
Kapazität vermindern
1. Die Düse wurde nicht installiert.
2. Keramischer Ring ist lose
3. Mit der Verbindung ist etwas nicht in Ordnung
Kapazität groß
Mit der Kalibrierung ist etwas nicht in Ordnung, sie soll erneut durchgeführt werden.
Servo-Alarm
1. Das Servo der Z-Achse ist nicht eingeschaltet
2. Es stimmt etwas mit dem Servoanschluss nicht. Bitte überprüfen Sie alle Servostecker.
Z+ Grenze erreicht
Z+Limit wird ausgelöst
Z- Kapazität groß
Z-Limit wird ausgelöst
Zeitüberschreitung bei der Kommunikation
1. Das Netzwerkkabel ist nicht richtig angeschlossen
2. Die IP der Höhenverstellvorrichtung wird zurückgesetzt.
3 Die Höhenverstellvorrichtung ist nicht eingeschaltet
Servo-Alarm
Alarm-Code: 910, 710, 720
1. Das Servo ist nicht eingeschaltet
2. Es stimmt etwas mit dem Servoanschluss nicht, bitte überprüfen Sie alle Servostecker.
Grenzwertalarm
Y+ Grenze
1. Der Grenzwert wird ausgelöst.
Y-Grenze
2. Die Grenze wird von etwas berührt
X+ Grenze
3. Mit dem Grenzwert stimmt etwas nicht, er muss ersetzt werden
X- Grenze
4. Mit der Pinnwand ist etwas nicht in Ordnung
Die Schnittwirkung wird plötzlich schlimmer.
1. Nach dem Materialaustausch wird keine Kalibrierung vorgenommen
2. Die Düse ist unklar oder beschädigt
3. Der unterstützte Gasdruck ist unzureichend
4. Das Objektiv ist verschmutzt oder beschädigt
Anhang: Parameterliste Schnittgeschwindigkeit
Nachverkaufsgarantie für Lasermaschinen
Um einen reibungslosen Ablauf des Kundendienstes zu gewährleisten, werden wir die folgenden Ankündigungen machen:
Allgemeine Grundsätze
Unser Unternehmen ist für die Instandhaltung von Anlagen verantwortlich, die unter die Garantiebedingungen fallen.
Es liegt in der Verantwortung des Benutzers, die Unversehrtheit und Unabhängigkeit der Maschine während des Betriebs aufrechtzuerhalten. Unser Unternehmen kann in den folgenden Situationen weder direkt noch indirekt oder gemeinschaftlich haftbar gemacht werden:
Verwendung des Geräts in einer Umgebung, für die es nicht ausgelegt ist
Modifizierung des Geräts ohne Genehmigung, einschließlich Hinzufügen oder Entfernen von Teilen oder Verwendung von Teilen anderer Marken
Beschädigung der Maschine durch unsachgemäße Bedienung oder Wartung, Nichtbeachtung der mitgelieferten Anweisungen
Schäden, die durch Bewegung oder Transport entstanden sind.
Unser Unternehmen behält sich das Recht vor, die technischen Daten und die Bezeichnung des Produkts ohne vorherige Mitteilung an den Kunden zu ändern, sofern dies keine Auswirkungen auf die Leistung der Maschine hat.
Bitte beachten Sie, dass unser Unternehmen nur für die Qualität und Leistung der von uns verkauften Maschine verantwortlich ist und wir nicht für indirekte Verpflichtungen oder Verantwortlichkeiten einstehen.
Detaillierte Grundsätze
Gerätegarantie: 3 Jahre
Die Gerätegarantie beträgt 3 Jahre, gerechnet ab dem auf dem Typenschild des Geräts angegebenen Produktionsdatum. Die Einzelheiten der Garantie sind wie folgt:
Lasermodul-Garantie:
Garantie für Fasermodule: 2 Jahre (3 Jahre für 2KW und mehr).
CO2-Schläuche:
Garantie für RF-Röhren: 1 Jahr.
Garantie für Glasröhren:
RECI-Röhre: 10 Monate.
40W-Röhre: 4 Monate.
Hinweis: Die Garantie für das Lasermodul wird ab dem auf dem Etikett des Lasermoduls angegebenen Produktionsdatum berechnet.
Ausschluss von der Garantie:
Verschleißteile, wie z. B. Glasspiegel, Riemen, Schalter, Gasdüsen, Füße/Räder, Schlüssel/Druckplatten, fallen nicht unter die Garantie.
Garantie für Peripheriegeräte (falls zutreffend):
Die Garantie für Peripheriegeräte beträgt 1 Jahr, gerechnet ab dem auf dem Geräteschild angegebenen Produktionsdatum. Diese Geräte werden von den Geräteherstellern gewartet, mit Unterstützung unseres Unternehmens.
Zu den Peripheriegeräten gehören Kaltwassersätze, Ventilatoren, Luftpumpen, Wasserpumpen usw. (sofern die Maschine über solche verfügt).
Zubehör Reparatur- und Versandkosten
Innerhalb der Gewährleistungsfrist:
Für die kostenlose Reparatur oder den Ersatz von Zubehörteilen muss der Käufer die Versandkosten von seinem Standort zu unserem Unternehmen tragen, wenn eine Prüfung, Reparatur oder ein Ersatz erforderlich ist.
Wenn sich nach der Prüfung herausstellt, dass der Fehler auf die Qualität der Teile zurückzuführen ist (ausgenommen menschliche Faktoren und Umweltbedingungen usw.), wird das Teil kostenlos repariert oder ersetzt, und unser Unternehmen übernimmt die Kosten für die Rücksendung. Wenn der Fehler nicht auf die Qualität der Teile zurückzuführen ist, muss der Käufer die Reparaturkosten und die Kosten für den Versand in beide Richtungen tragen.
Hinweis: Reparierte Teile müssen an unser Werk zurückgeschickt werden. Wenn der Käufer Ersatzteile schuldet, wird unser Unternehmen die Garantiebedingungen der Maschine nichtig machen.
Außerhalb der Gewährleistungsfrist:
Der Käufer muss für die Reparatur und den Hin- und Rückversand aufkommen.
Richtlinien für den Tür-zu-Tür-Service
Wir bieten weltweit Haus-zu-Haus-Dienste an. Die Gebührenstandards und Serviceverfahren sind wie folgt:
(A) Entgeltstandards:
Visagebühren für Techniker und Reisekosten im Inland, einschließlich Transportkosten, die bei der Bearbeitung der Dokumente anfallen;
Schulungs- und Wartungsgebühren: $200/Tag/Person, abhängig von der Ankunfts- und Abflugzeit des Flugzeugs im Land des Kunden;
Internationale Hin- und Rückflugtickets (müssen vom Käufer reserviert und bezahlt werden, und die E-Ticket-Informationen müssen unserem Unternehmen zur Verfügung gestellt werden);
Unterkunft im Ausland (vom Käufer zu organisieren und zu bezahlen).
(B) Verfahren für die Ausbildung/Wartung in Übersee:
Unser Unternehmen berechnet die in den Punkten 1 und 2 oben aufgeführten Gebühren und informiert den Käufer. Nach der Zahlung veranlassen wir, dass der Techniker ein Visum beantragt.
Sobald das Visum erteilt ist, informieren wir den Käufer, der unter Punkt 3 die Angaben zum Hin- und Rückflugticket machen und unter Punkt 4 die Unterkunft organisieren muss.
Der Käufer kann eine Verlängerung der Schulung und Wartung nur mit Zustimmung unseres Unternehmens beantragen. Der Käufer muss die "Gebühren für den erweiterten Schulungs- und Wartungsservice" vor Beginn des erweiterten Services bezahlen.
Nachtrag
Unser Unternehmen behält sich das Recht vor, das Handbuch zu interpretieren, und wir bemühen uns nach Kräften, seine Genauigkeit zu gewährleisten. Aufgrund der begrenzten Kenntnisse des Verfassers kann es jedoch zu Fehlern oder Auslassungen in dem Handbuch kommen. Wir übernehmen keine Verantwortung für Folgen, die sich aus diesen Fehlern oder Auslassungen ergeben. Die unsachgemäße Verwendung des Handbuchs oder des Produkts kann zu direkten, indirekten, besonderen, zufälligen oder Folgeschäden oder -verantwortlichkeiten führen, für die unser Unternehmen nicht verantwortlich gemacht werden kann. Wir freuen uns über Rückmeldungen und Korrekturen von erfahrenen Anwendern und Fachkollegen.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Stellen Sie sich vor, Sie könnten mühelos und punktgenau komplizierte Designs in Metalloberflächen ätzen. Das ist die Magie von Metall-Lasergravierern, einer Technologie, die die Metallbearbeitung verändert. In diesem Artikel erfahren Sie mehr über die Prinzipien,...
Stellen Sie sich eine Maschine vor, die Metall mit der Präzision eines Chirurgen-Skalpells durchtrennen kann. Metalllaserschneidmaschinen bieten diese Fähigkeit und verändern die Art und Weise, wie die Industrie mit Metallen arbeitet. Dieser Artikel...
Stellen Sie sich vor, Sie könnten mühelos dicke Bleche mit der Präzision eines Skalpells durchtrennen. In diesem Blogbeitrag werden die Grundlagen des Laserschneidens von Blechen erläutert, einer revolutionären Methode, die...
Haben Sie jemals die frustrierenden Wellen auf lasergeschnittenen Blechen bemerkt? Diese Unregelmäßigkeiten können die Präzision beeinträchtigen und die Kosten erhöhen. Dieser Artikel befasst sich mit den kritischen Faktoren, die zu Schneidrippeln führen...
Haben Sie sich jemals gefragt, warum lasergeschnittene Bleche manchmal nicht perfekt sind? Dieser Artikel befasst sich mit häufigen Problemen beim Laserschneiden, wie Graten an Werkstücken und unvollständigen Schnitten, und bietet praktische Lösungen. Von...
Stellen Sie sich eine Zukunft vor, in der die Laserschneidtechnologie die Fertigungsindustrie revolutioniert und die Effizienz und Präzision wie nie zuvor steigert. In diesem Artikel wird untersucht, wie die Fortschritte beim Laserschneiden Sektoren von der...
Wird die Zukunft des Metallschneidens durch Hochleistungslaserschneider revolutioniert? Da die Industrie eine schnellere, präzisere und dickere Materialbearbeitung fordert, werden Hochleistungslaserschneidmaschinen immer...
Das Schneiden ultradünner Metallfolien ist eine präzise und anspruchsvolle Aufgabe, die in Bereichen wie Luft- und Raumfahrt, Kommunikation und 5G-Technologie von entscheidender Bedeutung ist. Herkömmliche Methoden verursachen oft Probleme wie Grate und Verformungen, was zu einer...
Wie hat sich die Blechindustrie durch die Laserschneidetechnik verändert? Dieses revolutionäre Verfahren ersetzt traditionelle Methoden und bietet unvergleichliche Präzision, Effizienz und Vielseitigkeit. In diesem Artikel erfahren wir, wie...