Comprobación de la precisión de la cizalla de guillotina: Guía paso a paso
¿Sus cizallas de guillotina producen cortes desiguales? Esta guía explica los pasos esenciales para garantizar que sus cizallas funcionan con precisión. Aprenderá a medir la precisión geométrica, comprobar la alineación de la cuchilla y verificar la precisión de posicionamiento. Siguiendo estos pasos, conseguirá cortes precisos en todo momento. Siga leyendo para mejorar sus operaciones de cizallado y mantener un rendimiento óptimo.
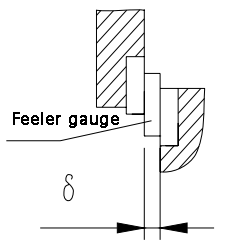
Ajuste el ángulo de corte a cero, desplace el portaherramientas hacia abajo hasta que las cuchillas superior e inferior coincidan 1-2 mm en toda la longitud y, a continuación, apague el motor principal.
Mida la holgura del borde a 50 mm de la cara final de la hoja y, a continuación, cada 150 mm a lo largo de la hoja. Calcule el error tomando la diferencia entre las holguras máxima y mínima.
Tolerancia: 0,05 mm.
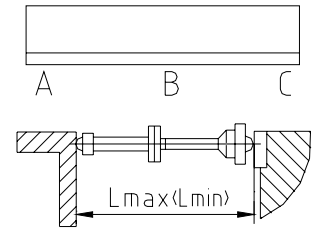
Paralelismo entre la hoja inferior y el tapón
Método y diagrama de inspección
Ajuste el tope en sus posiciones máxima y mínima y mida la distancia entre el tope y la hoja inferior en varios puntos, tomando al menos tres mediciones por metro. El error se calcula como el valor máximo dentro de cualquier longitud de 1.000 mm.
Nota: El valor del error en el punto B sólo puede ser mayor.
Tolerancia (mm): 0.2/1000.
Precisión de posicionamiento del material de retención trasero
Método y diagrama de inspección
A lo largo de toda la carrera del tope trasero se fijarán uniformemente tres posiciones objetivo, posicionadas a partir de un punto de referencia fijo basado en el avance positivo (o negativo) del ciclo lineal o escalonado.
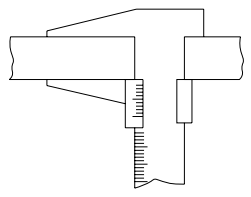
La distancia real del tope trasero debe medirse con un micrómetro interior, y el error debe calcularse como la diferencia máxima entre la posición ajustada y la posición real.
Tolerancia (mm): ±0.10
Precisión de posicionamiento repetido del tope trasero
Método y diagrama de inspección
Coloque el tope trasero en una posición determinada, avance desde el punto de referencia hasta la posición objetivo y fije el indicador en la base magnética del medidor en la posición objetivo. El error se calcula como la diferencia entre los valores de error máximo y mínimo.
Tolerancia (mm): 0.05
Comprobación de la precisión del trabajo
Rectitud de la probeta
Método y diagrama de inspección
Coloque la pieza de prueba en la plataforma y coloque una regla de inspección de 1.000 mm de longitud contra su superficie de cizallamiento. Mida la separación entre ellas con una galga de espesores y calcule el error como el valor máximo de separación.
Tolerancia (mm): 0.2/1000
Paralelismo de la probeta
Método y diagrama de inspección
Mida la anchura de la probeta en varios puntos (al menos tres por metro) con un calibre de pie de rey. El error debe calcularse como la máxima diferencia de lectura dentro de cualquier longitud de 1000 mm.
Tolerancia (mm): 0.2/1000
Nota: Requisitos de las piezas de ensayo para la inspección de la precisión de trabajo:
La longitud de la probeta (Lmax) debe ser la anchura máxima de cizallamiento de la placa de cizallamiento.
La anchura (b) de la probeta debe ser 15 veces el espesor de la chapa cizallada, pero no inferior a 80 mm.
El espesor de la probeta debe ser la mitad del espesor máximo de cizalladura de la placa de cizalladura.
El número de probetas no debe ser inferior a dos.
El extremo de la chapa cortada debe ser equivalente a 10 veces el espesor de la chapa sin inspeccionar. Las rebabas locales y otros defectos de la sección cortada pueden eliminarse o apartarse durante la medición.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez se ha preguntado cómo se cortan con tanta precisión esas enormes planchas de acero? Adéntrese en el mundo de las cizallas hidráulicas, los héroes anónimos de la industria metalúrgica: ....
¿Cómo puede asegurarse de que su cizalla de guillotina funcione de forma segura y dure más? Este artículo explora las prácticas de mantenimiento esenciales para las cizallas de guillotina, desde las comprobaciones diarias hasta las revisiones anuales. Aprenderá...
La cizalla para chapa, como su nombre indica, es una máquina utilizada para cortar chapa. La selección del material se basa en la chapa general Q235. Si se corta chapa Q345, entonces...
¿Alguna vez se ha preguntado cómo maximizar la eficacia y la seguridad de su cizalla? Esta guía profundiza en los consejos esenciales para manejar y mantener estas potentes herramientas. Desde la elección del...
¿Alguna vez se ha preguntado cómo se cortan con precisión grandes planchas de metal con el mínimo esfuerzo? En este artículo, exploramos el fascinante mundo de las cizallas de guillotina hidráulicas. Aprenderá sobre...
¿Alguna vez se ha preguntado cómo consiguen las fábricas cortes de metal precisos con el mínimo esfuerzo? La entalladora es una herramienta versátil que permite cortar chapas metálicas en distintos ángulos. Este artículo...
¿Se ha enfrentado alguna vez al reto de cambiar las cuchillas de una cizalla de guillotina hidráulica? Esta guía detallada le guía a través del proceso, garantizando seguridad y precisión en cada paso. Desde el desmontaje inicial...
¿Se ha preguntado alguna vez cómo se consigue la precisión de corte en la maquinaria pesada? Este artículo desvela los secretos que se esconden tras el funcionamiento y el ajuste de la cizalla guillotina. Aprenda a garantizar...
Después de desembalar, el usuario debe comprobar que la máquina coincide con la lista de embalaje y prestar atención para asegurarse de que: a. La máquina herramienta no se ha dañado durante la manipulación. b. No...