Los accesorios de tubería curvados se utilizan ampliamente en una variedad de productos de la industria mecánica y la construcción de capacidad de campos petrolíferos, como la fabricación de contenedores químicos, la instalación de tuberías de suministro de agua y la fabricación de recipientes a presión para calderas.
Sin embargo, tanto el curvado en frío como el curvado en caliente pueden dar lugar a diversos defectos de distinto grado debido a condiciones de proceso u operaciones inadecuadas. Estos defectos afectan directamente a la seguridad y a la calidad del aspecto del producto final.
Por ejemplo, los tubos murales refrigerados por agua y los tubos de convección de las calderas son erosionados por el agua y el vapor por un lado y enjuagados y corroídos por los gases de combustión por el otro. Además, la gama de cambios de presión y temperatura es bastante amplia.
Si hay defectos en los accesorios de tubería, afectará al funcionamiento seguro de toda la unidad. Los recipientes a presión, debido a su funcionamiento presurizado, tendrán una resistencia a la presión reducida si los accesorios de tubería son defectuosos, lo que afectará a su seguridad.
Por lo tanto, es especialmente importante identificar las causas de los distintos tipos de defectos y adoptar las medidas preventivas correspondientes.
1. Defectos comunes de los tubos curvados
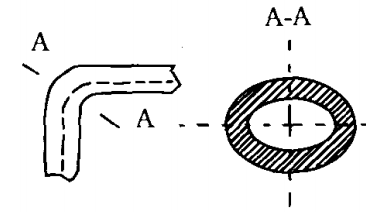
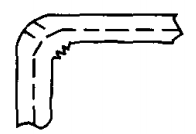
Los defectos comunes de los tubos curvados incluyen principalmente las siguientes formas: aplanamiento severo en el arco (elíptico), adelgazamiento severo de la pared exterior del arco, rotura en el lado exterior del arco y arrugamiento en el lado interior del arco, como se muestra en la figura 1.
Estos defectos no se producen necesariamente de forma simultánea, y las formas y ubicaciones en que se producen pueden variar con el radio del tubo curvado.
Sin embargo, deben tomarse las medidas correspondientes para prevenirlos antes de doblarlos.
(a) La sección curva de la tubería se está aplanando
(b) Adelgazamiento excesivo de la pared exterior del tubo del arco.
(c) Fractura por flexión lateral curva
(d) El interior del arco comienza a arrugarse.
Figura 1: Tipos de defectos habituales en el curvado de tubos
Desde el punto de vista del proceso, se sabe que cuando un tubo con un diámetro exterior D y un espesor de pared S se somete a un par externo M que provoca su flexión, el lado exterior de la capa neutra de la pared del tubo se adelgaza debido a la tensión de tracción, mientras que el lado interior se engrosa debido a la tensión de compresión (véase la figura 2a).
Al mismo tiempo, las fuerzas combinadas deforman la sección transversal del codo en una forma elíptica aproximada (véase la figura 2b). Bajo la influencia de la tensión de compresión, la pared interior del tubo puede volverse inestable y arrugarse (véase la figura 2c).
En general, para radios de curvatura ≥3D, se pueden conseguir tubos curvados satisfactorios. Sin embargo, cuando el radio de curvatura <2D, especialmente cuando R/D o S/D disminuyen (es decir, el radio de curvatura R es pequeño, el diámetro del tubo es mayor y la pared es más delgada), es probable que se produzcan los defectos mencionados.
Además, durante el proceso de funcionamiento, la instalación incorrecta del molde y otros factores también pueden provocar diversas tipos de defectos en los tubos doblados.
(a) Las condiciones de tensión durante la flexión del tubo.
(b) Deformación de la sección transversal durante curvado de tubos.
(c) La cara interior se arruga al doblar el tubo.
Figura 2: Esfuerzos y deformaciones en la flexión pura de un tubo
2. Causas
A continuación realizamos un análisis detallado de las causas de los defectos que se producen durante el curvado de tubos de radio pequeño:
2.1 Aplanamiento severo en el arco
Durante la flexión del tubo, las fuerzas combinadas F1 y F2 hacen que el área de la sección transversal en el arco tienda hacia una forma elíptica.
Para un tubo de la misma especificación, cuanto menor sea el radio de curvatura, mayores serán estas fuerzas y más evidente será el aplastamiento. Si el tubo se dobla sin mandril, el aplastamiento es más acusado.
Si se utiliza un mandril, pero su diámetro es demasiado pequeño o está muy desgastado, lo que provoca una gran separación entre el mandril y la pared interior del tubo, la cara exterior del arco también puede aplastarse fácilmente.
Aunque la separación entre el mandril y la pared del tubo sea razonable, si el mandril se instala demasiado pronto, la pared del tubo no quedará bien sujeta, y el lado exterior del arco también se aplanará.
Además, si no se presta atención durante la instalación del molde y las caras del molde de doblado y del molde de compresión (rueda) están desalineadas, el tubo en el arco también se aplanará.
2.2 Adelgazamiento excesivo en la cara exterior del arco
Cuando el radio de curvatura es pequeño, si la curvadora de tubos no dispone de un dispositivo de refuerzo del lado exterior y de un dispositivo de empuje de la cola, la resistencia del molde de compresión aumentará el esfuerzo de tracción en el lado exterior del arco, provocando el desplazamiento de la capa neutra hacia el interior.
Esto provoca un adelgazamiento de la cara exterior del tubo curvado, y cuanto mayor es la fuerza de compresión, mayor es la resistencia y mayor el adelgazamiento. Esto es especialmente cierto cuando el radio de curvatura relativo R/D y el espesor de pared relativo S/D son menores, lo que hace que el adelgazamiento sea más evidente.
Además de factores como el material del tubo y el radio de curvatura, otros como el sobredimensionamiento de la instalación del mandril y una lubricación deficiente también aumentarán el adelgazamiento de la cara exterior de la pared del tubo.
2.3 Fisuras en la cara exterior del arco
Las grietas o roturas en el lado exterior del arco durante el curvado de tubos pueden deberse a diversos factores.
Por ejemplo, un tratamiento térmico inadecuado del material del tubo, un tamaño de grano excesivo, una presión excesiva del molde de compresión (rueda) que provoque una gran resistencia a la flexión, un espacio demasiado pequeño entre el mandril y la pared interior del tubo que provoque una gran fricción, una lubricación deficiente, un exceso de fuerza de flexión provocando vibraciones en la máquina, y otros.
2.4 Arrugas en la cara interna del arco
Hay tres situaciones habituales en las que se producen arrugas en la cara interna del arco: arrugas en el punto tangente delantero, en el punto tangente trasero o en toda la cara interna del arco.
La formación de arrugas en el punto tangente delantero suele deberse a una preinstalación del mandril de tamaño insuficiente, en la que la pared del tubo en el punto tangente delantero no está bien sujeta durante el curvado.
La formación de arrugas en el punto tangente posterior suele deberse a que no se instaló un molde antiarrugas o a que el molde antiarrugas y el molde de doblado no estaban correctamente alineados en el punto tangente.
El arrugamiento completo suele producirse si el diámetro del mandril es demasiado pequeño, lo que crea un gran espacio entre el mandril y la pared del tubo, provocando un arrugamiento fácil.
También puede deberse a una presión insuficiente de la rueda de compresión, que impide que el tubo se alinee correctamente con el molde de doblado y el molde antiarrugas durante el doblado, lo que provoca inestabilidad y arrugas bajo tensión de compresión.
3. Políticas para prevenir los defectos de curvatura de los tubos
Para evitar o mitigar los defectos de curvado de los tubos y producir tubos que cumplan los requisitos, deben adoptarse las contramedidas adecuadas durante el proceso de plegado.
Dentro del rango admisible de la estructura de diseño del producto, debe utilizarse un radio de curvatura mayor en la medida de lo posible. Para los defectos comunes mencionados anteriormente, deben tomarse medidas específicas.
3.1 Para tubos con aplanamiento severo en el lado exterior del arco, al realizar el curvado sin mandril, el molde de compresión (rueda) puede diseñarse con una estructura de ranura antideformación para reducir el grado de aplanamiento durante el curvado.
Para el curvado con mandril, el desgaste del mandril debe comprobarse periódicamente para garantizar que la separación unilateral entre el mandril y la pared interior del tubo no sea superior a 0,5 mm. Además, el tamaño de preinstalación del mandril debe ser adecuado.
3.2 El adelgazamiento en el lado exterior del arco durante el curvado de tubos de radio pequeño es una característica del proceso de plegado y es inevitable.
Sin embargo, deben tomarse medidas para superar el adelgazamiento excesivo. Un método eficaz habitual es utilizar una dobladora con un reforzador lateral y un empujador trasero.
Durante el funcionamiento, el booster o empujador propulsa el tubo hacia delante, compensando cierta resistencia durante la flexión, mejorando la distribución de esfuerzos en la sección transversal del tubo y desplazando la capa neutra hacia el exterior, reduciendo así el adelgazamiento en el lado exterior del arco.
La velocidad del impulsor y el empujador se determina en función de las condiciones reales de curvado, de modo que coincida con la velocidad de curvado.
3.3 Para las situaciones en las que el tubo se agrieta en la curva exterior del arco, es esencial asegurarse primero de que el material del tubo se encuentra en un buen estado de tratamiento térmico.
Una vez excluidos los factores relacionados con el material del tubo, compruebe si el sujeción la presión del molde es demasiado alta y ajústela para que sea la correcta.
Compruebe si el diámetro de la varilla del núcleo es demasiado grande y, si es así, rectifíquelo, asegurándose de que la varilla del núcleo y la pared interior del tubo tienen una buena lubricación para reducir la resistencia a la flexión y la fricción. Al mismo tiempo, tome las medidas adecuadas para evitar las vibraciones de la máquina herramienta, etc.
3.4 En caso de arrugas en la cara interna del arco, deben tomarse medidas en función de la localización de las arrugas.
Si las arrugas se forman en el punto de corte delantero, ajuste la posición de la varilla de núcleo hacia delante, haciendo que el avance de la varilla de núcleo sea el adecuado para conseguir un apoyo razonable del tubo durante el doblado.
Si se forman arrugas en el punto de corte posterior, instale un bloque antiarrugas, asegúrese de su correcta posición de instalación y ajuste la presión del molde de sujeción (rueda) para que sea la adecuada.
Si hay arrugas en todo el lado interior del arco, además de ajustar el molde de sujeción (rueda) para que la presión sea la adecuada, compruebe también el diámetro de la varilla del núcleo: si es demasiado pequeño o está muy desgastado, sustitúyala.
4. Conclusión
En el proceso de curvado de tubos, pueden producirse diferentes tipos y grados de defectos debido a técnicas y operaciones inadecuadas.
Por lo tanto, hay que analizar específicamente las causas de los distintos tipos de defectos y tomar las medidas correspondientes en función de las diferentes situaciones.
Esto puede reducir o incluso eliminar la aparición de defectos, produciendo así tubos mejor curvados.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
Conceptos básicos del diseño asistido por ordenador y la fabricación asistida por ordenador El diseño asistido por ordenador y la fabricación asistida por ordenador (CAD/CAM) es una disciplina de ingeniería de sistemas exhaustiva y técnicamente compleja que incorpora diversos campos como el [...]
Concepto de fabricación virtual La fabricación virtual (FV) es la realización fundamental del proceso de fabricación real en un ordenador. Utiliza tecnologías de simulación por ordenador y realidad virtual, con el apoyo de [...]
Un sistema de fabricación flexible (FMS) suele emplear principios de ingeniería de sistemas y tecnología de grupos. Conecta máquinas herramienta de control numérico por ordenador (CNC) (centros de procesamiento), máquinas de medición por coordenadas, sistemas de transporte de materiales, [...].
Al igual que la tecnología de fabricación desempeña hoy un papel crucial en diversos campos, la tecnología de nanofabricación ocupa una posición clave en el ámbito de la nanotecnología. La tecnología de nanofabricación engloba numerosos métodos, entre ellos la [...]
El mecanizado de ultraprecisión se refiere a los procesos de fabricación de precisión que alcanzan niveles extremadamente altos de precisión y calidad superficial. Su definición es relativa y cambia con los avances tecnológicos. Actualmente, esta técnica puede alcanzar [...]
En la actualidad, el mecanizado puede clasificarse en dos grupos en función del lote de producción: Entre estas dos categorías, la primera representa alrededor del 70-80% del valor de producción total del mecanizado [...]
Este artículo presenta principalmente varios métodos maduros de procesamiento especial. I. Mecanizado por descarga eléctrica (EDM) El EDM es un método de mecanizado de materiales conductores que utiliza el fenómeno de la corrosión eléctrica durante [...].
¿Qué es el mecanizado CNC? El control numérico (CN) se refiere al método de controlar el movimiento y las operaciones de procesamiento de las máquinas herramienta utilizando información digitalizada. Las máquinas herramienta de control numérico, a menudo abreviadas [...]
El mecanizado de corte sigue siendo el método más destacado de procesamiento mecánico y desempeña un papel importante en la fabricación mecánica. Con el avance de la tecnología de fabricación, la tecnología de mecanizado por corte experimentó un progreso sustancial hacia [...].
1. Qué es la tensión de soldadura La tensión de soldadura se refiere a la tensión generada durante el proceso de soldadura en los componentes soldados. Esta tensión está provocada por el proceso térmico de soldadura y [...]
Los materiales avanzados son aquellos que se han investigado o se están desarrollando recientemente y que poseen un rendimiento excepcional y funcionalidades especiales. Estos materiales son de suma importancia para el avance de la ciencia y la tecnología, [...].
La deformación en abombamiento es adecuada para varios tipos de piezas en bruto, como copas embutidas, tubos cortados y soldaduras cónicas laminadas. Clasificación según el medio de conformado por abombamiento Los métodos de conformado por abombamiento pueden clasificarse [...]