Definition of chemical heat treatment
Chemical heat treatment is a process that involves heating metal or alloy workpieces in an appropriate active medium for insulation, causing one or more elements to penetrate the surface layer and alter its chemical composition, structure, and performance.

Chemical heat treatment, also known as “surface diffusion” or “thermal diffusion” treatment, involves placing metal materials or parts in a solid, liquid, or gas medium containing one or more chemical elements.
The materials are then heated to a specific temperature in a furnace, allowing these elements to enter the metal surface through the decomposition, adsorption, solid solution, and combination reaction of medium pyrolysates on the metal surface. The elements gradually penetrate into the metal material through thermal diffusion, forming a penetration layer rich in one or more alloy elements on the metal surface.
Chemical heat treatment technology plays a significant role in modern industry due to its ability to greatly improve the performance requirements of workpieces.
By creating a hard surface and tough internal surface, it can enhance various mechanical properties, including high strength, high hardness, high wear resistance, anti-seizure performance, anti-fatigue performance, and special corrosion resistance. It can also improve the physical and chemical properties of the workpiece surface, such as high temperature oxidation resistance.
It is important to note that the workpiece must maintain its original plastic and ductile properties to enhance the durability of machine parts under complex working conditions. As a result, chemical heat treatment is widely used to achieve specific requirements for a wide range of industrial applications.
The main characteristics of chemical heat treatment include:
- Solid diffusion infiltration that not only alters the chemical composition of the surface layer of the workpiece, but also modifies its structure.
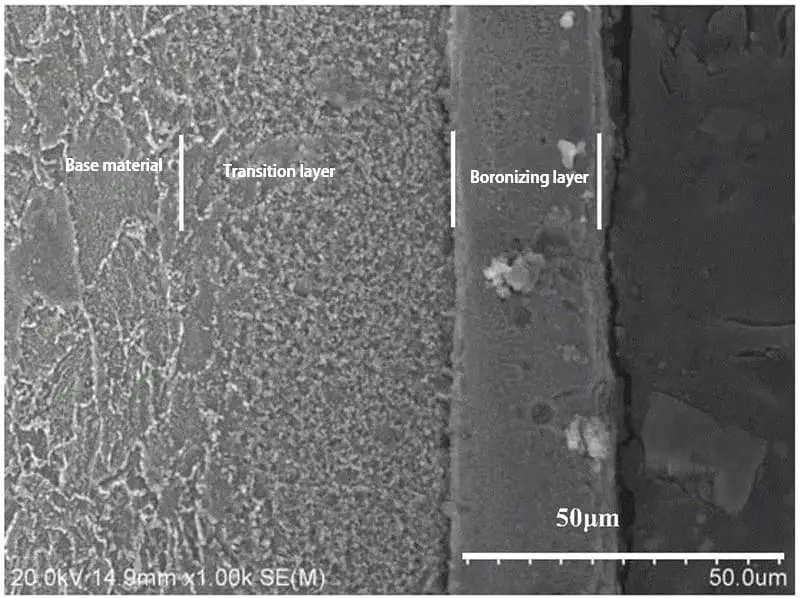
- The presence of a diffusion layer between the infiltration layer and the matrix, which can provide properties that are challenging to achieve with a single material or enhance the performance of the workpiece further.
- Chemical heat treatment is driven by a concentration gradient.
- The structure of the infiltration layer formed by chemical heat treatment adheres to the phase diagram.
- Its structure is continuous and classified as a metallurgical combination.
Classification of chemical heat treatment

1. Classification according to the type of infiltrated elements
This can be divided into several methods, including carburizing, nitriding, boronizing, aluminizing, sulfurizing, carbonitriding, carbon-chromium composite carburizing, and more.
2. Classification according to the type and order of the elements infiltrated
1. Single element infiltration
Such as carburizing (unit carburizing), boronizing (unit boronizing), etc.
2. Binary penetration.
The process of infiltrating two elements simultaneously is known as dual penetration.
When carbon and nitrogen are infiltrated simultaneously, it is referred to as carbonitriding (also known as carbonitriding for short). Similarly, the process of simultaneous infiltration of boron and aluminum is called boron aluminizing (also known as boron aluminizing for short).

3. Multi element penetration.
Multi-element penetration refers to the simultaneous infiltration of more than two elements.
Specifically, when carbon, nitrogen, and boron infiltrate a material at the same time, it is referred to as carbonitriding.
4. Binary composite infiltration.
Infiltrating a material with two elements is referred to as two element composite infiltration.
For instance, if tungsten and carbon are infiltrated sequentially, the process is known as tungsten-carbon binary composite infiltration.
5. Multi element composite infiltration.
Multi-element composite infiltration involves the sequential infiltration of more than two elements.
For example, the ternary composite infiltration of nitrogen, carbon, and sulfur is a type of multi-element composite infiltration.
3. Classification according to the state of active medium penetrating elements
1. Solid method
Including powder filling method, paste (slurry) method, electric cyclone method, etc.

2. Liquid method
Including salt bath method, electrolytic salt bath method, aqueous solution electrolysis method, etc.

3. Gas method
Including vacuum method, solid gas method, indirect gas method, mobile ion furnace method, etc.

4. Ion bombardment method
It includes ion bombardment carburizing, ion bombardment nitriding, ion bombardment metallizing, etc.
4. Classification according to the change characteristics of surface chemical composition
Diffusion infiltration can be classified into four categories:
- Infiltration of various non-metallic elements.
- Infiltration of various metal elements.
- Simultaneous infiltration of both metal and non-metal elements.
- Diffusion to eliminate impurity elements, among others.
5. Classification according to the phase structure formed by the infiltrating elements and the elements in the steel
There are two mechanisms involved in the process of surface modification of steel. The first mechanism is the formation of solid solutions by the infiltrating elements dissolving in the lattice of solvent elements. Carburizing, carbonitriding, and similar processes fall under this category.
The second mechanism is reaction diffusion, which has two subtypes.
The first subtype involves the infiltrating elements reacting with the elements present in steel to form ordered phases, also known as metal compounds. Nitriding, commonly referred to as nitriding, is an example of this subtype.
The second subtype occurs when the solubility of the infiltrating elements in the solvent element lattice is very low. In this case, the infiltrating elements react with the elements present in steel to form compound phases. Boronizing is an example of this subtype.
6. Classify according to the effect/purpose of infiltration elements on surface properties of steel parts
- Enhance the hardness, strength, fatigue strength, and wear resistance of the workpiece surface by employing techniques like carburizing, nitriding, carbonitriding, and others.
- Boost the hardness and wear resistance of the workpiece surface through methods such as boronizing, vanadizing, niobium, and others.
- Lower the friction coefficient and improve the anti-seizure and scratch resistance of the workpiece surface by utilizing techniques like sulfurizing, oxynitriding, and sulfur-nitrogen penetration treatment.
- Improve the corrosion resistance of the workpiece surface by employing techniques such as siliconizing, chromizing, nitriding, and others.
- Enhance the high-temperature oxidation resistance of the workpiece surface through methods like aluminizing, chromizing, siliconizing, and others.
7. Classification according to the structure state of steel during chemical heat treatment
Table 1 Classification table formed according to the structure state of steel
| Austenitic state chemical heat treatment | Chemical heat treatment in ferrite state |
| Carburization | Nitriding |
| Carbonitriding | Nitrocarbonization |
| Boronizing, boroaluminizing, borosiliconizing, borozirconizing, boron carbon composite carburizing, boron carbon ammonia composite carburizing, etc | Oxynitriding, Oxynitrocarburizing |
| Chromizing, chromizing aluminizing, chromizing siliconizing, chromizing nitriding, chromizing titanizing | Sulphurization |
| Aluminizing, aluminum nickel penetration, aluminum rare earth penetration, etc | Oxynitriding, Oxynitrocarburizing |
| Siliconizing | Zincizing |
| Vanadium, niobium, titanium, etc |
Table 1 shows that the chemical heat treatment temperature of steel in the ferrite state is generally below 600℃, which is referred to as low-temperature chemical heat treatment.
On the other hand, the chemical heat treatment temperature of steel in the austenitic state is typically above 600℃, which is known as high-temperature chemical heat treatment.
Low-temperature chemical heat treatment processes offer several advantages, including lower treatment temperature, energy efficiency, minimal distortion of the workpiece, improved corrosion resistance and anti-seizure properties, increased hardness, and better wear and anti-friction performance.
Moreover, as seen in Table 1, the chemical heat treatment of steel is typically named after the infiltration of different elements, such as carburizing, nitriding, carbonitriding, and so on.
Characteristics of chemical heat treatment
Compared to surface hardening methods such as surface quenching and surface deformation strengthening, it exhibits the following characteristics.

- By introducing different elements, the chemical composition and structure of the workpiece surface can be effectively modified to achieve diverse surface properties, thereby meeting the performance requirements of the workpiece under different operating conditions.
- The depth of the carburizing layer in typical chemical heat treatment can be adjusted based on the technical specifications of the workpiece, and the composition, structure, and performance of the carburizing layer gradually vary from the surface to the interior. The carburizing layer and the matrix are metallurgically bonded, resulting in a strong bond and preventing surface layer peeling.
- Chemical heat treatment is usually not restricted by the geometric shape of the workpiece. Regardless of the shape, the shell and inner cavity can obtain the necessary penetration layer or local penetration layer. In contrast, surface hardening, rolling, cold pressing, cold rolling, and other cold work hardening treatments are limited by the workpiece’s shape.
- The vast majority of chemical heat treatments have small deformation of the workpiece, high precision, good dimensional stability, and other advantages. Processes like nitriding, soft nitriding, ion nitriding, and others allow the workpiece to maintain high accuracy, low surface roughness, and good dimensional stability.
- Chemical heat treatment can comprehensively improve the surface properties of the workpiece. Most chemical heat treatments can enhance the corrosion resistance, oxidation resistance, friction reduction, anti-seizure, corrosion resistance, and other properties of the workpiece surface layer while improving surface mechanical properties.
- General chemical heat treatment has a more significant effect on enhancing the quality of mechanical products, unlocking the potential of materials, and extending the service life. Therefore, it can conserve precious metal materials, lower expenses, and boost economic benefits.
- Most chemical heat treatment is a complex physical, chemical, and metallurgical process. It must be heated in a specific active medium through physical and chemical reactions at the interface and metallurgical diffusion from the exterior to the interior. As a result, the process is complicated, the treatment cycle is lengthy, and equipment requirements are high.
Conclusion
This article primarily focuses on defining, classifying, and highlighting the characteristics of chemical heat treatment.
By providing this fundamental information, it is hoped that readers will gain a deeper understanding of the subject.


