
Топ-10 лучших производителей и брендов теплообменников в 2024 году
Вы когда-нибудь задумывались, кто является ведущими игроками в отрасли теплообменников? В этой статье блога мы погрузимся в мир производства теплообменников и изучим...
Что, если бы вы могли повысить прочность и долговечность металлических деталей с помощью только поверхностной обработки? Химическая термообработка достигает этого путем введения элементов в поверхность металла, что значительно повышает его твердость, износостойкость и коррозионную стойкость. В этой статье рассказывается о различных методах химико-термической обработки, их преимуществах и промышленных применениях. Вы узнаете, как эти процессы могут продлить срок службы и улучшить эксплуатационные характеристики металлических деталей, что делает их незаменимыми в производстве и машиностроении.

Химико-термическая обработка - это процесс, при котором заготовки из металла или сплава нагреваются в соответствующей активной среде для изоляции, в результате чего один или несколько элементов проникают в поверхностный слой и изменяют его химический состав, структуру и характеристики.

Химическая термообработка, также известная как "поверхностная диффузия" или "термодиффузия", включает в себя размещение металлические материалы или частей в твердой, жидкой или газовой среде, содержащей один или несколько химических элементов.
Затем материалы нагреваются до определенной температуры в печи, что позволяет этим элементам проникнуть на поверхность металла в результате разложения, адсорбции, твердого раствора и комбинированной реакции средних пиролизатов на поверхности металла. Элементы постепенно проникают в металлический материал за счет термической диффузии, образуя на поверхности металла слой, насыщенный одним или несколькими элементами сплава.
Технология химико-термической обработки играет важную роль в современной промышленности благодаря своей способности значительно улучшать эксплуатационные характеристики заготовок.
Создавая твердую поверхность и жесткую внутреннюю поверхность, она может улучшить различные механические свойства, включая высокую прочность, высокую твердость, высокую износостойкость, противозадирные свойства, противоусталостные свойства и особую коррозионную стойкость. Она также может улучшить физические и химические свойства поверхности заготовки, например, стойкость к высокотемпературному окислению.
Важно отметить, что заготовка должна сохранять свои первоначальные пластические и вязкие свойства для повышения долговечности деталей машин в сложных условиях работы. Поэтому химико-термическая обработка широко используется для достижения специфических требований в самых разных областях промышленности.
Основные характеристики химико-термической обработки включают:

Это можно разделить на несколько методов, включая науглероживание, азотированиеБорирование, алюминирование, сульфирование, карбонитрирование, науглероживание композитов и многое другое.
1. Одноэлементная инфильтрация
Например, науглероживание (единичное науглероживание), борирование (единичное борирование) и т.д.
2. Бинарное проникновение.
Процесс одновременного проникновения в два элемента называется двойным проникновением.
При одновременной инфильтрации углерода и азота этот процесс называется карбонитрированием (также сокращенно карбонитрированием). Аналогично, процесс одновременной инфильтрации бора и алюминия называется алюминированием бора (также сокращенно - алюминирование бора).

3. Многоэлементное проникновение.
Многоэлементное проникновение означает одновременное проникновение более двух элементов.
В частности, когда углерод, азот и бор проникают в материал одновременно, это называется карбонитрированием.
4. Бинарный композитный инфильтрат.
Просачивание материала с двумя элементами называется двухэлементной композитной инфильтрацией.
Например, если вольфрам и углерод инфильтрируются последовательно, процесс известен как инфильтрация бинарного композита вольфрам-углерод.
5. Многоэлементная композитная инфильтрация.
Многоэлементная композитная инфильтрация предполагает последовательную инфильтрацию более чем двух элементов.
Например, тройная композитная инфильтрация азота, углерода и серы является разновидностью многоэлементной композитной инфильтрации.
1. Твердый метод
Включая метод наполнения порошком, метод пасты (суспензии), метод электрического циклона и т.д.

2. Жидкий метод
В том числе метод соляной ванны, метод электролитической соляной ванны, метод электролиза водного раствора и т.д.

3. Газовый метод
В том числе вакуумный метод, метод твердого газа, метод непрямого газа, метод мобильной ионной печи и т.д.

4. Метод ионной бомбардировки
К ним относятся науглероживание ионной бомбардировкой, азотирование ионной бомбардировкой, металлизация ионной бомбардировкой и т.д.
Диффузионную инфильтрацию можно разделить на четыре категории:
В процессе модификации поверхности стали участвуют два механизма. Первый механизм заключается в образовании твердых растворов путем растворения проникающих элементов в решетке элементов растворителя. К этому механизму относятся науглероживание, карбонитрирование и другие подобные процессы.
Второй механизм - реакционная диффузия, которая имеет два подтипа.
В первом подтипе проникающие элементы вступают в реакцию с элементами, присутствующими в стали, образуя упорядоченные фазы, также известные как соединения металлов. Примером этого подтипа является азотирование, обычно называемое азотированием.
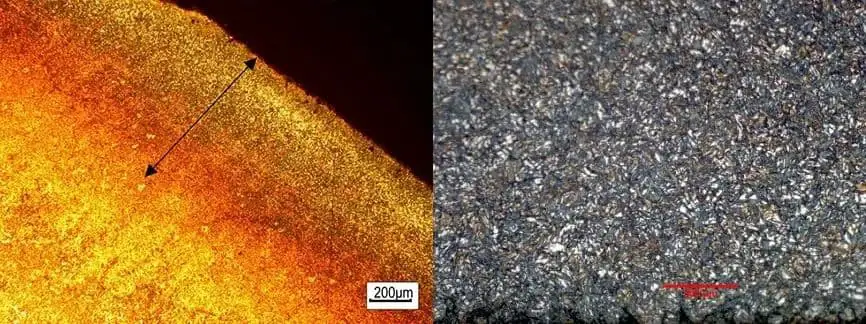
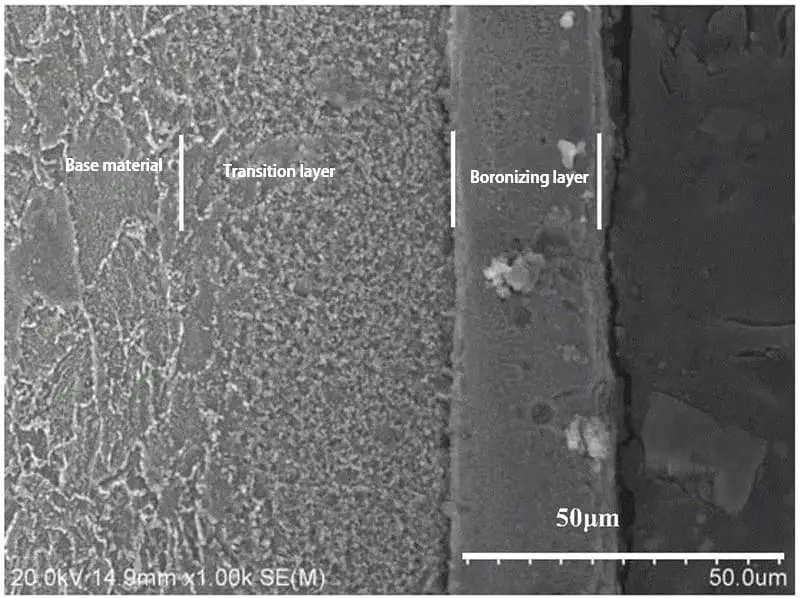
Второй подтип возникает, когда растворимость проникающих элементов в решетке элементов растворителя очень низкая. В этом случае проникающие элементы вступают в реакцию с элементами, присутствующими в стали, образуя составные фазы. Примером этого подтипа является борирование.
Таблица 1 Классификационная таблица, сформированная в соответствии с состоянием структуры стали
| Химическая термическая обработка в аустенитном состоянии | Химико-термическая обработка в ферритном состоянии |
| Карбюризация | Азотирование |
| Карбонитрирование | Нитрокарбонизация |
| Боронирование, бороалюминирование, боросилицирование, бороцирконирование, науглероживание композита бора, науглероживание композита бора с аммиаком и т.д. | Оксинитрирование, оксинитрокарбюризация |
| Хромирование, хромирование алюминия, хромирование кремния, хромирование азотирования, хромирование титанирования | Сульфуризация |
| Алюминирование, проникновение никеля в алюминий, проникновение редкоземельных металлов в алюминий и т.д. | Оксинитрирование, оксинитрокарбюризация |
| Силиконирование | Цинкование |
| Ванадий, ниобий, титани т.д. |
В таблице 1 показано, что температура химико-термической обработки стали в ферритном состоянии обычно ниже 600℃, что называется низкотемпературной химико-термической обработкой.
С другой стороны, температура химико-термической обработки стали в аустенитном состоянии обычно превышает 600℃, что известно как высокотемпературная химико-термическая обработка.
Низкотемпературные процессы химико-термической обработки обладают рядом преимуществ, включая более низкую температуру обработки, энергоэффективность, минимальное искажение заготовки, повышенную коррозионную стойкость и антизадирные свойства, повышенную твердость, а также лучшие износостойкие и антифрикционные характеристики.
Кроме того, как видно из таблицы 1, химико-термическая обработка стали обычно называется в соответствии с инфильтрацией различных элементов, например науглероживание, азотирование, карбонитрирование и так далее.
По сравнению с методы упрочнения поверхности таких как поверхностное закаливание и поверхностное деформационное упрочнение, он обладает следующими характеристиками.

Эта статья посвящена определению, классификации и характеристикам химико-термической обработки.
Предоставляя эту фундаментальную информацию, мы надеемся, что читатели смогут глубже понять предмет.

Как основатель компании MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.







