La máquina de corte por láser CNC es una máquina herramienta que utiliza el láser como herramienta de corte para procesar piezas de trabajo. El hardware principal incluye la bancada de la máquina, el travesaño, la mesa de trabajo, el láser, el cabezal de corte, el estabilizador, el enfriador, el armario de control eléctrico, la fuente de gas (oxígeno, nitrógeno, aire), etc.
El sistema incluye el sistema eléctrico, el sistema mecánico, el sistema de paso de aire, el sistema óptico, el sistema hidráulico, el sistema de lubricación, el sistema de refrigeración, etc.
En este artículo, se ha realizado un análisis estático y modal por elementos finitos de un importante componente del CNC. máquina de corte por láser - la viga del eje Y. Se utilizó el método de elementos finitos tridimensionales para analizar la deformación de la viga del eje Y en diversas condiciones de trabajo típicas, extraer la ley de deformación, establecer un modelo tridimensional basado en el software SolidWorks y realizar el análisis de elementos finitos de la viga utilizando el módulo de simulación.
Sobre esta base, se realizó un análisis modal de la viga del eje Y para resolver las frecuencias naturales de los cinco primeros órdenes y los modos de vibración correspondientes, verificar la viabilidad de la estructura de diseño y proporcionar una base teórica para la estructura de tamaño y el diseño de optimización de los equipos mecánicos.
La máquina de corte por láser CNC es un equipo ideal para chapa metálica ampliamente utilizado en industrias como armarios de distribución, ordenadores, maquinaria textil, instrumentos y contadores, automóviles, ascensores y maquinaria para cereales, tanto a escala nacional como internacional.
El láser pertenece al procesamiento sin troquel, con una gran flexibilidad de procesamiento, que puede acortar el ciclo de desarrollo de nuevos productos en la industria. industria de la chapa, mejorar la precisión y la intercambiabilidad de los productos, y es especialmente adecuado para la elaboración de lotes pequeños con múltiples variedades.
La deformación y la vibración de la viga del eje Y en el trabajo real afectarán directamente a la precisión de procesamiento del cabezal de corte láser.
Para garantizar la practicidad y precisión de procesamiento del equipo, la estructura real se discretiza en mallas de elementos utilizando el método de los elementos finitos. Cada elemento tiene una forma simple y está conectado mediante nodos. La incógnita en cada elemento es el desplazamiento del nodo. La matriz de rigidez de cada elemento individual se combina para formar la matriz de rigidez global de todo el modelo. La tensión de cada elemento se calcula mediante el cambio de desplazamiento en el nodo.
Principio de funcionamiento y estructura del haz de la máquina de corte por láser CNC
En corte por láser ha experimentado más de 60 años de desarrollo desde su creación en 1960. Ha experimentado varios cambios importantes, desde el YAG (láser de cristal) al CO2 (láser de dióxido de carbono), y ahora al láser de fibra.
El principio de funcionamiento de una máquina de corte por láser es que el rayo láser generado por el láser emite a través de la lente para enfocar un pequeño punto en el punto focal. El punto calienta el material y el rayo láser se desplaza a lo largo del material para completar el proceso de corte.
CNC máquinas de corte por láser utilizan una estructura de pórtico. La silla deslizante se desplaza a lo largo del raíl guía en dirección X sobre la bancada, mientras que el travesaño está equipado con un raíl guía lineal horizontal (en dirección Y). El componente del eje Z está conectado al carril guía en dirección Y a través de un deslizador, y el cabezal de corte láser se instala en la placa de deslizamiento del eje Z. La bancada se fija en la cimentación y puede considerarse un cuerpo rígido.
Debido a la gran relación longitud-diámetro y a la flexibilidad del travesaño del eje Y, es propenso a la deformación, por lo que se convierte en uno de los componentes centrales que afectan al precisión del corte por láser máquinas.
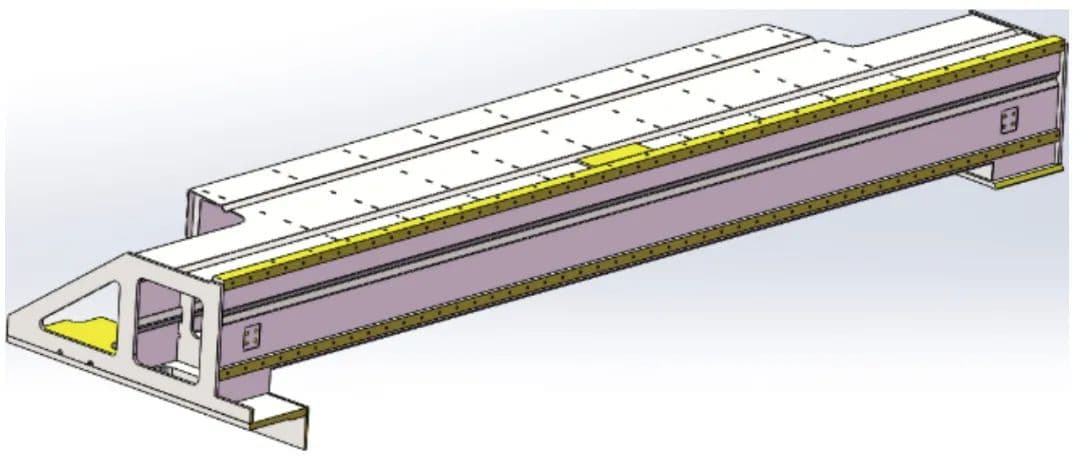
La estructura del eje Y se muestra en la figura 1, donde el travesaño cumple una función de soporte, lo que requiere que el material tenga una buena rigidez y tenacidad, como se muestra en la tabla 1.
Establecimiento de un modelo de cálculo de elementos finitos para el travesaño del eje Y
Antes de analizar el modelo, se simplifica el travesaño del eje Y basándose en las características de la estructura principal y la carga de trabajo de la máquina de corte por láser. Después de la simplificación, se establece un modelo sólido simplificado de análisis de elementos finitos del travesaño del eje Y, como se muestra en la Figura 2.
(1) La estructura general de la máquina de corte láser CNC es simétrica, y las fuerzas de soporte están básicamente equilibradas. El travesaño del eje Y está hecho de 2.5 mm de grosor placa de acero doblada con una placa de montaje del carril guía de 20 mm de espesor, y se somete a un tratamiento de recocido y envejecimiento por vibración. La estructura es relativamente simétrica en el plano Y/Z, y la fuerza externa se ejerce principalmente en el plano Y/Z, y la deformación se produce principalmente en el plano Y/Z.
(2) Las dimensiones de los chaflanes y los orificios roscados en relación con el travesaño del eje Y son pequeñas y pueden ignorarse. Componentes como la placa amortiguadora y la placa de transición de conexión contribuyen a aumentar la rigidez del travesaño. Ignorarlos no afectará a los requisitos reales en ingeniería.
(3) Cuando la máquina de corte está en funcionamiento, el travesaño del eje Y soporta principalmente los efectos de la fuerza concentrada y la fuerza de inercia.
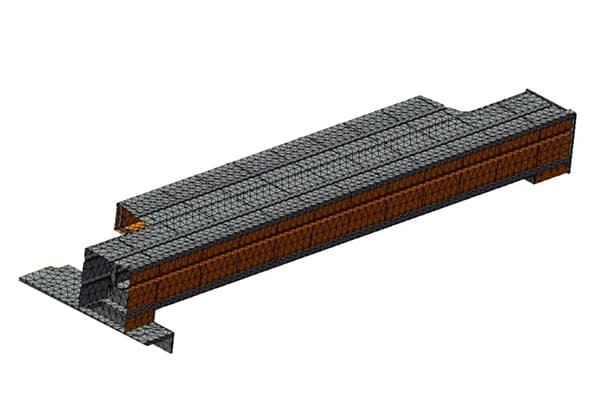
El modelo sólido se crea con SolidWorks y se simplifica antes de importarlo a Simulation para el mallado. Dada la complejidad de la estructura, la malla se ajusta manualmente tras el mallado automático. La figura 3 muestra la estructura real de la malla después del mallado, con un total de 35.388 elementos y 55.241 nodos.
Ejemplo de nombre
Análisis de aplicaciones
Malla utilizada
rejilla estándar
Transición automática
cerrar
Incluye anillo automático de malla
cerrar
Punto de Jacobi
cuatro puntos
Inspección de Jacobi de la cáscara
abra
Tamaño de la célula
41,9985 mm
Tolerancia
2,09992mm
Calidad de la red
alta
Número total de nodos
55241
Número total de unidades
35388
Tiempo para completar la cuadrícula (hora: minuto: segundo)
00:00:41
Figura 3: Malla de elementos finitos del travesaño
El travesaño del eje Y está fijado y conectado a la placa de transición mediante pernos M10, que se mueven junto con la silla deslizante en la dirección del eje X. Según las propiedades mecánicas de la carga y su distribución en la estructura, la carga puede dividirse en las siguientes categorías:
(1) Carga concentrada. Esta carga está causada por el peso del componente del eje Z sobre el travesaño, y su punto de aplicación varía con la posición del componente del eje Z sobre el travesaño. Por lo tanto, el peso del componente del eje Z puede tratarse como una carga concentrada, y pueden analizarse varias posiciones de la sección transversal. La carga concentrada que actúa sobre el travesaño del eje Y es F_concentrada = m_Zg = 80 × 10 = 800N.
(2) Carga distribuida. Esta carga se debe principalmente al peso del eje Y. El centro de masa del travesaño está siempre a 0,5L, por lo que el peso puede cargarse como una carga distribuida. La carga distribuida que actúa sobre el travesaño del eje Y es F_distribuida = m_Yg = 181,91 × 10 = 1819,1N.
(3) Carga de inercia. Los movimientos de la máquina de corte láser CNC en las tres direcciones son controlados por el motor. Cuando se pone en marcha el motor, el travesaño del eje Y producirá una aceleración en el eje X, y el componente del eje Z producirá cargas de inercia en las direcciones de los ejes Y y Z. La fórmula para calcular la carga de inercia es F_inertia = m(Y+Z)ax = (181,91+80) × 15 = 3928,65N.
Basándose en las condiciones anteriores, se establece un modelo mecánico del travesaño del eje Y, como se muestra en la figura 4. La carga concentrada se aplica a la posición central cuando está cargada. La fuerza de inercia de la aceleración del eje X sobre el eje Y se carga como carga superficial. Según el principio de traslación de fuerzas, el peso del componente del eje Z se simplifica como una fuerza y un momento que actúan sobre el centro del travesaño.
Figura 4: Diagrama esquemático de la carga que actúa sobre el travesaño.
Análisis de la deformación del travesaño del eje Y
El análisis de elementos finitos del travesaño del eje Y se realizó mediante Simulation para obtener la distribución de la deformación dentro del rango de funcionamiento de la máquina de corte por láser, que se utilizó para verificar la calidad del conformado en las dos condiciones de trabajo siguientes:
Ajustes de distribución de la carga. El análisis de elementos finitos se realizó en tres posiciones dentro de la longitud total L: 0,5L, 0,25L y 0,125L.
Análisis de impacto por aceleración. La deformación lateral (en la dirección Z) causada por la fuerza de inercia a lo largo del eje Y durante el arranque es despreciable. La fuerza de inercia a lo largo del eje Z se ha tratado como una carga concentrada. Por lo tanto, la atención se centra principalmente en el efecto de la fuerza de inercia causada por la aceleración de arranque a lo largo del eje X sobre la deformación del travesaño del eje Y, para obtener la deformación del travesaño del eje Y en las peores condiciones de trabajo.
Los resultados de los cálculos se presentan tanto en forma de tabla como de mapa de curvas de nivel, como se muestra en la Tabla 2 y en la Figura 5.
Tabla 2: Valores máximos de deformación (mm) del travesaño con carga concentrada en diferentes posiciones.
Posición
0.125L
0.25L
0.5L
Deformación máxima
6.893e-002
7.097e-002
7.178e-002
Figura 5: Deformación total del travesaño con la fuerza aplicada en diferentes posiciones.
Análisis modal por elementos finitos del travesaño del eje Y
El análisis modal se refiere al proceso de resolución de valores y vectores propios, también conocido como extracción de modos. La frecuencia inherente y el modo de vibración del travesaño se obtuvieron mediante el análisis de frecuencia de simulación. El número de frecuencia se fijó en 5, que representa el modo de 5º orden. Se seleccionó el solucionador directo de matrices dispersas (sparse matrix solver) para acelerar la velocidad de resolución. Los parámetros de los cinco primeros modos se muestran en la Tabla 3. En la figura 6 se muestra el diagrama de deformación del modo de vibración de la viga transversal para cada modo con diferentes frecuencias.
Figura 6 Deformación de los modos de vibración del travesaño a diferentes frecuencias.
La deformación del travesaño del eje Y está relacionada con la posición de los componentes del eje Z. Cuanto más cerca estén los componentes del eje Z del centro del travesaño, mayor será la deformación. Cuanto más cerca estén los componentes del eje Z del centro del travesaño, mayor será la deformación. La deformación máxima se produce en la posición central y es inferior a 0,3 mm, lo que cumple los requisitos de ingeniería de controlar la deformación dentro de 2 mm.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
Conceptos básicos del diseño asistido por ordenador y la fabricación asistida por ordenador El diseño asistido por ordenador y la fabricación asistida por ordenador (CAD/CAM) es una disciplina de ingeniería de sistemas exhaustiva y técnicamente compleja que incorpora diversos campos como el [...]
Concepto de fabricación virtual La fabricación virtual (FV) es la realización fundamental del proceso de fabricación real en un ordenador. Utiliza tecnologías de simulación por ordenador y realidad virtual, con el apoyo de [...]
Un sistema de fabricación flexible (FMS) suele emplear principios de ingeniería de sistemas y tecnología de grupos. Conecta máquinas herramienta de control numérico por ordenador (CNC) (centros de procesamiento), máquinas de medición por coordenadas, sistemas de transporte de materiales, [...].
Al igual que la tecnología de fabricación desempeña hoy un papel crucial en diversos campos, la tecnología de nanofabricación ocupa una posición clave en el ámbito de la nanotecnología. La tecnología de nanofabricación engloba numerosos métodos, entre ellos la [...]
El mecanizado de ultraprecisión se refiere a los procesos de fabricación de precisión que alcanzan niveles extremadamente altos de precisión y calidad superficial. Su definición es relativa y cambia con los avances tecnológicos. Actualmente, esta técnica puede alcanzar [...]
En la actualidad, el mecanizado puede clasificarse en dos grupos en función del lote de producción: Entre estas dos categorías, la primera representa alrededor del 70-80% del valor de producción total del mecanizado [...]
Este artículo presenta principalmente varios métodos maduros de procesamiento especial. I. Mecanizado por descarga eléctrica (EDM) El EDM es un método de mecanizado de materiales conductores que utiliza el fenómeno de la corrosión eléctrica durante [...].
¿Qué es el mecanizado CNC? El control numérico (CN) se refiere al método de controlar el movimiento y las operaciones de procesamiento de las máquinas herramienta utilizando información digitalizada. Las máquinas herramienta de control numérico, a menudo abreviadas [...]
El mecanizado de corte sigue siendo el método más destacado de procesamiento mecánico y desempeña un papel importante en la fabricación mecánica. Con el avance de la tecnología de fabricación, la tecnología de mecanizado por corte experimentó un progreso sustancial hacia [...].
1. Qué es la tensión de soldadura La tensión de soldadura se refiere a la tensión generada durante el proceso de soldadura en los componentes soldados. Esta tensión está provocada por el proceso térmico de soldadura y [...]
Los materiales avanzados son aquellos que se han investigado o se están desarrollando recientemente y que poseen un rendimiento excepcional y funcionalidades especiales. Estos materiales son de suma importancia para el avance de la ciencia y la tecnología, [...].
La deformación en abombamiento es adecuada para varios tipos de piezas en bruto, como copas embutidas, tubos cortados y soldaduras cónicas laminadas. Clasificación según el medio de conformado por abombamiento Los métodos de conformado por abombamiento pueden clasificarse [...]