Forja vs. Laminación: Explicación de las diferencias
¿Alguna vez se ha preguntado cómo se fabrica el acero de su coche o las tuberías de su casa? Este artículo se adentra en el fascinante mundo de la forja y el laminado, dos técnicas esenciales de procesamiento de metales. Conozca las principales diferencias, ventajas y qué método se adapta mejor a sus necesidades.
La forja y el laminado son dos de las técnicas de procesamiento de metales más utilizadas en la industria manufacturera. Ambos métodos consisten en aplicar presión al metal para crear la forma deseada, pero cada uno tiene sus propias ventajas e inconvenientes.
En este artículo exploramos las diferencias entre forja y laminado, incluidos los tipos de cada técnica, sus respectivas ventajas e inconvenientes y el impacto en las propiedades mecánicas del producto final.
También profundizamos en los distintos tipos de forja y laminado, como el laminado longitudinal, transversal y oblicuo, así como la forja libre, la forja en matriz y la forja en matriz sin flash.
Tanto si es un profesional experimentado del sector como si simplemente siente curiosidad por el proceso de fabricación, este artículo le ofrece una visión completa de la forja y el laminado, incluidos los factores que determinan qué método es mejor para una aplicación concreta.
Así pues, si desea mejorar la calidad de sus productos de acero, optimizar su proceso de fabricación o simplemente ampliar sus conocimientos sobre el sector, siga leyendo para descubrir las diferencias entre forja y laminación y cómo pueden repercutir en su cuenta de resultados.
Rodando
¿Qué es rodar?
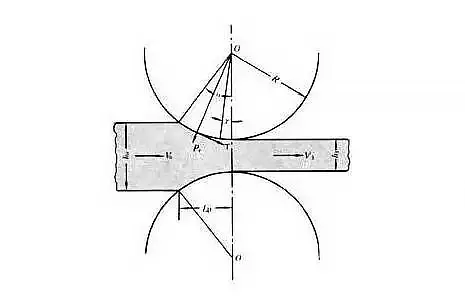
Método de procesado por presión en el que se hace pasar una pieza metálica en bruto a través del hueco entre un par de rodillos giratorios con diversas formas, haciendo que la sección transversal del material disminuya y su longitud aumente como resultado de la compresión de los rodillos. Este método es la técnica de producción más utilizada para el acero y se emplea principalmente para fabricar perfiles, chapas y tubos.
Tipos de laminado
Según el movimiento de las piezas laminadas, el laminado puede dividirse en laminado longitudinal, laminado transversal y laminado oblicuo.
Lrodadura ongitudinal
El laminado longitudinal es un proceso en el que el metal pasa entre dos rodillos que giran en sentidos opuestos y produce una deformación plástica entre ellos.
Laminado transversal
La dirección de movimiento de la pieza laminada tras la deformación coincide con la dirección del eje de laminación.
Balanceo oblicuo
La pieza de rodadura se mueve en espiral, la pieza de rodadura y el eje de rodadura no tienen un ángulo especial.
Ventajas
El proceso de laminación puede mejorar la calidad del acero al destruir la estructura de fundición del lingote de aceroEl resultado es un acero más denso y con mejores propiedades mecánicas, sobre todo en la dirección de laminación. Esto da lugar a una estructura de acero más densa y a mejores propiedades mecánicas, sobre todo en la dirección de laminación.
Además, la temperatura y la presión elevadas durante el laminado pueden soldar las burbujas, grietas o holguras que se hayan formado durante la fundición.
Desventajas
Delaminación tras el laminado: En no metálico Las inclusiones (principalmente sulfuros, óxidos y silicatos) en el interior del acero se comprimen en finas láminas, dando lugar al fenómeno de delaminación. Esto disminuye en gran medida las propiedades de tracción del acero en la dirección del espesor y puede provocar desgarros entre capas durante la contracción de la soldadura. La deformación inducida por la contracción de la soldadura puede ser a menudo varias veces superior a la deformación del límite elástico, mucho mayor que la deformación causada por la carga.
Tensiones residuales debidas a un enfriamiento desigual: La tensión residual es tensión interna que está en autoequilibrio sin fuerza externa. Los productos de acero laminados en caliente de diversas secciones transversales tienen este tipo de tensión residualque tiende a aumentar con el tamaño de la sección transversal de la viga. Aunque la tensión residual es de autoequilibrio, puede influir en el comportamiento del componente de acero cuando se somete a fuerzas externas, afectando a su deformación, estabilidad y resistencia a la fatiga.
Dimensiones inexactas: Los productos de acero laminados en caliente son difíciles de controlar en cuanto a grosor y anchura de los bordes. La dilatación y contracción térmicas durante el proceso de enfriamiento pueden provocar una diferencia entre la longitud y el grosor iniciales y finales. Cuanto mayor es la diferencia, más grueso es el acero y más evidente es la discrepancia. Por lo tanto, no es posible ser demasiado preciso sobre la anchura, el grosor, la longitud, los ángulos y las líneas de borde de los grandes componentes de acero.
Forja y prensado
La forja es un método de transformación que utiliza maquinaria de forja y prensado para aplicar presión a los tochos de metal, lo que provoca una deformación plástica y la creación de piezas forjadas con propiedades mecánicas y formas específicas.
Este proceso elimina defectos de fundición y optimiza la microestructura del metal durante el proceso de fundición. La integridad preservada de las líneas de flujo del metal da lugar a mejores propiedades mecánicas en las piezas forjadas en comparación con las piezas fundidas del mismo material.
Las piezas forjadas se utilizan habitualmente para piezas importantes con cargas elevadas y condiciones de funcionamiento duras, así como para formas sencillas que también pueden crearse a partir de chapa laminada, perfil o piezas soldadas.
Tipos de forja
La forja puede dividirse en tres categorías: forja libre, forja en matriz y forja en matriz sin flash.
Forja libre: Este tipo de forja utiliza el impacto o la presión para deformar el metal entre el hierro superior e inferior, también conocido como yunque, para obtener la forma deseada. Puede dividirse a su vez en forja manual y forja mecánica.
Forja de matrices: Este tipo de forja se divide en forja con matriz abierta y forja sin flash. La pieza en bruto de metal se comprime y deforma en una matriz de forja con una forma específica para producir piezas forjadas. Incluye el estampado en frío, el forjado con rodillos, el forjado radial y la extrusión, entre otros.
Forja con matriz sin flash y forja con recalcado cerrado: En este tipo de forja no hay rebabas, lo que se traduce en un alto índice de utilización del material. Las piezas forjadas complejas pueden completarse en uno o varios procesos, y se reduce el área que soporta la fuerza de la pieza forjada, reduciendo así la carga requerida. Sin embargo, es importante tener en cuenta que las piezas en bruto no pueden restringirse completamente, por lo que el volumen de las piezas en bruto debe controlarse con precisión, la posición de los matrices de forja debe controlarse, y deben realizarse esfuerzos para reducir el desgaste de las matrices.
Características
En comparación con las piezas de fundición, la forja puede mejorar la estructura y propiedades mecánicas del metal. Durante el proceso de forja, el trabajo en caliente deforma y recristaliza la estructura de fundición, haciendo que las dendritas gruesas y los granos columnares se transformen en una estructura recristalizada equiaxial más fina y uniforme.
El proceso de forja también compacta y suelda impurezas como la segregación, la porosidad y las inclusiones de escoria, lo que da lugar a una estructura más ajustada y mejora la plasticidad y las propiedades mecánicas.
Las propiedades mecánicas de las piezas fundidas suelen ser inferiores a las del mismo material en las piezas forjadas. Además, el proceso de forja garantiza la continuidad del tejido fibroso del metal, preservando la consistencia de la forma de las piezas forjadas y la integridad del flujo metálico.
Los procesos de forja de precisión, extrusión en frío y extrusión a temperatura pueden producir piezas forjadas con excelentes propiedades mecánicas y una larga vida útil, incomparable a la de las piezas de fundición.
Forging vsRolling
(1) Las propiedades mecánicas de las piezas forjadas en las direcciones axial y radial son más consistentes en comparación con los productos laminados.
Esto significa que las piezas forjadas tienen un grado mucho mayor de isotropía, lo que se traduce en una vida útil más larga en comparación con los productos laminados.
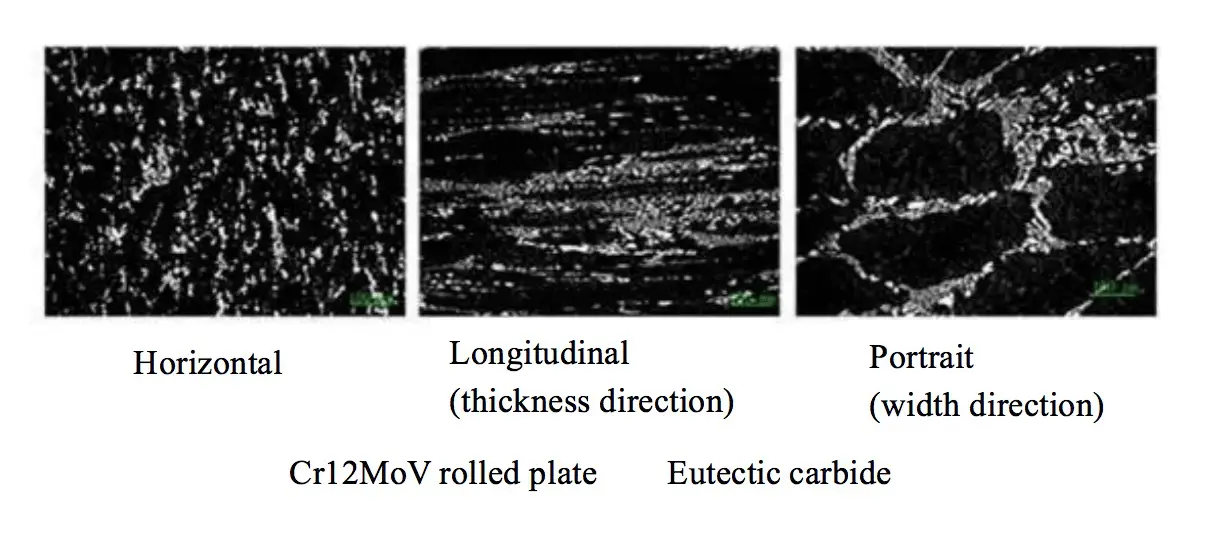
La figura siguiente ilustra el diagrama metalográfico de carburos eutécticos en diferentes direcciones de una chapa laminada de Cr12MoV.
(2) En cuanto al grado de transformación, el grado de deformación del forjado es mucho mayor que el del laminado, lo que significa que el forjado es más eficaz que el laminado para romper el carburo eutéctico.
(3) En términos de coste de procesamiento, la forja es mucho más cara que el laminado.
Para piezas clave, piezas sometidas a grandes cargas o impactos y piezas con formas complejas o requisitos estrictos, debe recurrirse a la forja.
(4) Las piezas forjadas tienen líneas de flujo metálicas completas.
El trabajo mecánico tras el laminado destruye la integridad de las líneas de flujo del metal, lo que acorta considerablemente la vida útil de la pieza.
La siguiente imagen muestra las líneas de flujo de metal de las piezas de fundición, mecanizado y forja.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez se ha preguntado cómo se fabrican las máquinas que dan forma a nuestro mundo? Este blog le lleva de viaje por los principales fabricantes de punzonadoras. Aprenderá sobre...
¿Alguna vez se ha preguntado cómo se fabrican con precisión piezas metálicas complejas? Este artículo explora el fascinante mundo de los peines de roscar y rebordear, revelando los secretos de su diseño...
¿Alguna vez se ha preguntado cómo calcular la deformación en el rebordeado de agujeros? Comprender los coeficientes de rebordeado es crucial para la precisión en el mecanizado de metales. Este artículo profundiza en los factores clave que influyen en estos...
¿Se ha preguntado alguna vez cómo se seleccionan los equipos de forja para las distintas aplicaciones? En esta entrada del blog, exploraremos los factores clave que influyen en la elección de martillos de forja, prensas de husillo,...
Las arrugas en la estampación metálica pueden mermar la calidad de las piezas estampadas, pero pueden controlarse mediante prácticas específicas. En este artículo se analizan factores como la profundidad de estiramiento, la...
¿Por qué es importante medir con precisión el solapamiento en la fabricación de piezas estampadas? Este artículo profundiza en el papel crucial del solapamiento en la estampación metálica, equilibrando la eficiencia del material con la integridad de la pieza....
Imagine revolucionar la eficiencia de la producción con máquinas que parecen casi vivas en su precisión. Las líneas de producción de estampación de alta velocidad están transformando nuestra forma de fabricar, ya que ofrecen una velocidad y una precisión inigualables. Este artículo...
Imagine que su maquinaria de forja vibra tan intensamente que interrumpe las operaciones y daña los equipos. ¿Por qué ocurre esto y cómo puede evitarse? Este artículo profundiza en las causas de...
Imagínese el momento de infarto en que el bloque deslizante de una prensa hidráulica se cae inesperadamente. Este artículo explora medidas de seguridad cruciales para prevenir este tipo de incidentes, garantizando la estabilidad y fiabilidad de las prensas hidráulicas.....