Schmieden vs. Walzen: Die Unterschiede werden erklärt
Haben Sie sich jemals gefragt, wie der Stahl in Ihrem Auto oder die Rohre in Ihrem Haus hergestellt werden? Dieser Artikel taucht ein in die faszinierende Welt des Schmiedens und Walzens, zwei wesentliche Metallverarbeitungsverfahren. Lernen Sie die wichtigsten Unterschiede und Vorteile kennen und erfahren Sie, welches Verfahren für Ihre Bedürfnisse am besten geeignet ist.
Schmieden und Walzen sind zwei der gängigsten Metallverarbeitungsverfahren, die in der Fertigungsindustrie eingesetzt werden. Bei beiden Verfahren wird Druck auf Metall ausgeübt, um eine gewünschte Form zu erzeugen, aber jedes Verfahren hat seine eigenen Vor- und Nachteile.
In diesem Artikel gehen wir auf die Unterschiede zwischen Schmieden und Walzen ein, einschließlich der Arten der beiden Verfahren, ihrer jeweiligen Vor- und Nachteile und der Auswirkungen auf die mechanischen Eigenschaften des Endprodukts.
Wir befassen uns auch mit den verschiedenen Arten des Schmiedens und Walzen, wie z. B. Längs-, Quer- und Schrägwalzen, sowie Freiformschmieden, Gesenkschmieden und Gesenkschmieden ohne Flamme.
Egal, ob Sie ein erfahrener Branchenexperte oder einfach nur neugierig auf den Herstellungsprozess sind, dieser Artikel bietet einen umfassenden Überblick über Schmieden und Walzen, einschließlich der Faktoren, die bestimmen, welche Methode für eine bestimmte Anwendung am besten geeignet ist.
Ganz gleich, ob Sie die Qualität Ihrer Stahlerzeugnisse verbessern, Ihren Fertigungsprozess optimieren oder einfach nur Ihr Wissen über die Branche erweitern möchten, lesen Sie weiter, um die Unterschiede zwischen Schmieden und Walzen zu erfahren und wie sie sich auf Ihr Endergebnis auswirken können.
Rollender
Was ist Rolling?
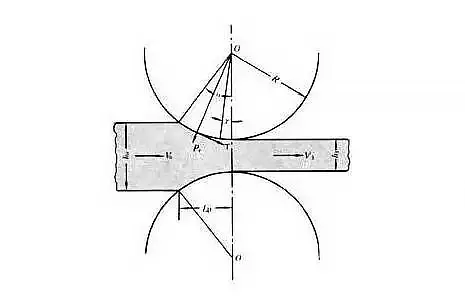
Ein Druckverarbeitungsverfahren, bei dem ein Metallrohling durch den Spalt zwischen einem Paar rotierender Walzen mit unterschiedlichen Formen geführt wird, wodurch sich der Querschnitt des Materials verringert und seine Länge durch den Druck der Walzen vergrößert. Dieses Verfahren ist die am häufigsten verwendete Produktionstechnik für Stahl und wird hauptsächlich zur Herstellung von Profilen, Platten und Rohren verwendet.
Arten des Walzens
Je nach der Bewegung der gewalzten Teile kann das Walzen in Längswalzen, Querwalzen und Schrägwalzen unterteilt werden.
LLängswalzen
Das Längswalzen ist ein Verfahren, bei dem das Metall zwischen zwei Walzen hindurchläuft, die sich in entgegengesetzter Richtung drehen und zwischen denen eine plastische Verformung stattfindet.
Querwalzen
Die Bewegungsrichtung des gewalzten Teils nach der Verformung entspricht der Richtung der Walzachse.
Schrägrollen
Das Walzstück bewegt sich spiralförmig, das Walzstück und die Walzachse stehen nicht in einem bestimmten Winkel.
Vorteile
Der Walzprozess kann die Qualität des Stahls verbessern, indem er die Gussstruktur des Stahls zerstört. StahlbarrenDadurch wird das Korn des Stahls verfeinert und Gefügefehler werden beseitigt. Dies führt zu einem dichteren Stahlgefüge und verbesserten mechanischen Eigenschaften, insbesondere in Walzrichtung.
Darüber hinaus können hohe Temperaturen und Druck beim Walzen Blasen, Risse oder Lockerungen, die sich beim Gießen gebildet haben, zusammenschweißen.
Benachteiligungen
Delamination nach dem Walzen: Die nicht-metallisch Einschlüsse (hauptsächlich Sulfide, Oxide und Silikate) im Inneren des Stahls werden zu dünnen Schichten komprimiert, was zu einer Delaminierung führt. Dadurch werden die Zugeigenschaften des Stahls in Dickenrichtung stark herabgesetzt, und es kann während des Schrumpfens der Schweißnaht zu Rissen zwischen den Lagen kommen. Die durch das Schrumpfen der Schweißnaht hervorgerufene Dehnung kann oft ein Mehrfaches der Streckgrenzendehnung betragen und ist damit wesentlich höher als die durch die Belastung verursachte Dehnung.
Eigenspannungen durch ungleichmäßige Abkühlung: Eigenspannung ist Eigenspannung das sich ohne äußere Kraft im Gleichgewicht befindet. Warmgewalzte Stahlerzeugnisse mit verschiedenen Querschnitten haben diese Art von Eigenspannungdie tendenziell mit der Größe des Trägerquerschnitts zunimmt. Obwohl sich die Eigenspannung selbst ausgleicht, kann sie sich dennoch auf die Leistung des Stahlbauteils auswirken, wenn es äußeren Kräften ausgesetzt ist, und seine Verformung, Stabilität und Ermüdungsfestigkeit beeinträchtigen.
Ungenaue Abmessungen: Warmgewalzte Stahlerzeugnisse sind in Bezug auf Dicke und Kantenbreite schwer zu kontrollieren. Thermische Ausdehnung und Kontraktion während des Abkühlungsprozesses können zu einem Unterschied zwischen der ursprünglichen und der endgültigen Länge und Dicke führen. Je größer der Unterschied ist, desto dicker ist der Stahl und desto offensichtlicher ist die Diskrepanz. Daher ist es nicht möglich, Breite, Dicke, Länge, Winkel und Kantenlinien von großen Stahlbauteilen allzu genau zu bestimmen.
Schmieden & Pressen
Schmieden ist eine Verarbeitungsmethode, bei der Schmiede- und Pressmaschinen Druck auf Metallblöcke ausüben, was zu einer plastischen Verformung und zur Herstellung von Schmiedestücken mit spezifischen mechanischen Eigenschaften und Formen führt.
Dieser Prozess eliminiert Gussfehler und optimiert das Mikrogefüge des Metalls während des Schmelzprozesses. Die erhaltene Integrität der Metallfließlinien führt zu besseren mechanischen Eigenschaften von Schmiedestücken im Vergleich zu Gussstücken aus demselben Material.
Schmiedestücke werden häufig für wichtige Teile mit hoher Belastung und rauen Betriebsbedingungen sowie für einfache Formen verwendet, die auch aus gewalzten Blechen, Profilen oder geschweißten Teilen hergestellt werden können.
Arten des Schmiedens
Das Schmieden kann in drei Kategorien eingeteilt werden: Freies Schmieden, Gesenkschmieden und Gesenkschmieden ohne Flamme.
Freies Schmieden: Bei dieser Art des Schmiedens wird das Metall zwischen dem oberen und unteren Eisen, auch Amboss genannt, entweder durch Schlag oder Druck verformt, um die gewünschte Form zu erhalten. Es kann weiter unterteilt werden in manuelles Schmieden und mechanisches Schmieden.
Gesenkschmieden: Diese Art des Schmiedens wird unterschieden in Freiformschmieden und Freiformschmieden ohne Gesenk. Der Metallrohling wird in einem Schmiedegesenk mit einer bestimmten Form komprimiert und verformt, um Schmiedeteile herzustellen. Dazu gehören u. a. das Kaltstauchen, das Walzschmieden, das Radialschmieden und das Fließpressen.
Flammenloses Gesenkschmieden und geschlossenes Stauchschmieden: Bei dieser Art des Schmiedens gibt es keinen Grat, was zu einer hohen Materialausnutzung führt. Komplexe Schmiedestücke können in einem oder mehreren Arbeitsgängen fertiggestellt werden, und die krafttragende Fläche des Schmiedestücks wird reduziert, wodurch die erforderliche Belastung verringert wird. Es ist jedoch zu beachten, dass die Rohlinge nicht vollständig eingeengt werden können, so dass das Volumen der Rohlinge genau kontrolliert werden muss, die Position der Gesenkformen muss überwacht werden, und es sollten Anstrengungen unternommen werden, um den Werkzeugverschleiß zu verringern.
Eigenschaften
Im Vergleich zu Gussteilen kann das Schmieden die Struktur und mechanische Eigenschaften von Metall. Während des Schmiedeprozesses verformt und rekristallisiert die Warmumformung das Gussgefüge, wodurch sich grobe Dendriten und säulenförmige Körner in ein feineres und gleichmäßigeres gleichachsiges rekristallisiertes Gefüge verwandeln.
Beim Schmieden werden auch Verunreinigungen wie Seigerungen, Porosität und Schlackeneinschlüsse verdichtet und verschweißt, was zu einem festeren Gefüge und verbesserter Plastizität und mechanischen Eigenschaften führt.
Die mechanischen Eigenschaften von Gussstücken sind im Allgemeinen geringer als die des gleichen Materials in Schmiedestücken. Außerdem gewährleistet das Schmiedeverfahren die Kontinuität des Fasergewebes des Metalls, wodurch die Form der Schmiedestücke und die Integrität des Metallflusses erhalten bleiben.
Durch Präzisionsgesenkschmieden, Kaltfließpressen und Temperaturfließpressen können Schmiedestücke mit hervorragenden mechanischen Eigenschaften und langer Lebensdauer hergestellt werden, die von Gussstücken nicht übertroffen werden.
Forging gegenRolling
(1) Die mechanischen Eigenschaften von Schmiedestücken in axialer und radialer Richtung sind im Vergleich zu gewalzten Erzeugnissen gleichmäßiger.
Das bedeutet, dass Schmiedestücke einen viel höheren Grad an Isotropie aufweisen, was im Vergleich zu gewalzten Produkten zu einer längeren Lebensdauer führt.
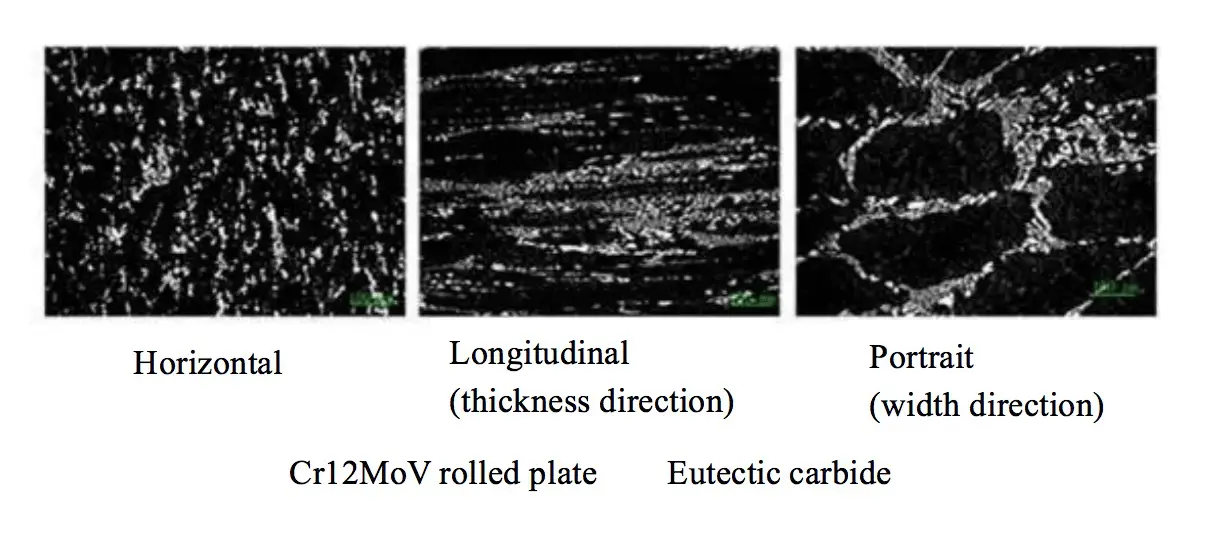
Die nachstehende Abbildung zeigt das metallographische Diagramm der eutektischen Karbide in verschiedenen Richtungen eines gewalzten Cr12MoV-Blechs.
(2) Was den Grad der Umwandlung betrifft, so ist der Verformungsgrad beim Schmieden viel größer als beim Walzen, was bedeutet, dass das Schmieden beim Brechen von eutektischem Karbid effektiver ist als das Walzen.
(3) In Bezug auf die Verarbeitungskosten ist das Schmieden wesentlich teurer als das Walzen.
Für Schlüsselteile, stark belastete oder stoßbeanspruchte Werkstücke und Werkstücke mit komplizierte Formen oder strenge Anforderungen, muss geschmiedet werden.
(4) Geschmiedete Teile haben vollständige Metallfließlinien.
Mechanische Bearbeitungen nach dem Walzen zerstören die Integrität der Metallfließlinien und verkürzen die Lebensdauer des Werkstücks erheblich.
Die Abbildung unten zeigt die Metallflusslinien von Guss-, Bearbeitungs- und Schmiedeteilen.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich jemals gefragt, wie die Maschinen, die unsere Welt gestalten, hergestellt werden? Dieser Blog nimmt Sie mit auf eine Reise durch die wichtigsten Hersteller von Stanzmaschinen. Sie erfahren etwas über...
Haben Sie sich jemals gefragt, wie komplizierte Metallteile mit Präzision hergestellt werden? Dieser Artikel erforscht die faszinierende Welt der Gewindeschneid- und Bördelwerkzeuge und enthüllt die Geheimnisse ihrer Konstruktion...
Haben Sie sich jemals gefragt, wie man die Verformung beim Bördeln von Bohrungen berechnet? Das Verständnis der Bördelkoeffizienten ist entscheidend für die Präzision in der Metallbearbeitung. Dieser Artikel befasst sich mit den Schlüsselfaktoren, die diese...
Haben Sie sich schon einmal gefragt, wie die Schmiedeausrüstung für verschiedene Anwendungen ausgewählt wird? In diesem Blogbeitrag gehen wir auf die wichtigsten Faktoren ein, die die Auswahl von Schmiedehämmern, Spindelpressen,...
Faltenbildung beim Metallstanzen kann die Qualität von Stanzteilen beeinträchtigen, lässt sich aber durch bestimmte Verfahren kontrollieren. Dieser Artikel befasst sich mit Faktoren wie Streckungstiefe, Niederhalterkraft und...
Warum ist die genaue Messung der Überlappung bei der Herstellung von Stanzteilen so wichtig? Dieser Artikel befasst sich mit der entscheidenden Rolle der Überlappung beim Stanzen von Metall, wobei ein Gleichgewicht zwischen Materialeffizienz und Teileintegrität hergestellt wird....
Stellen Sie sich vor, Sie revolutionieren die Produktionseffizienz mit Maschinen, die in ihrer Präzision fast lebendig wirken. Hochgeschwindigkeits-Stanzanlagen verändern die Art und Weise, wie wir produzieren, und bieten unübertroffene Geschwindigkeit und Genauigkeit. Dieser Artikel...
Stellen Sie sich vor, Ihre Schmiedemaschine vibriert so stark, dass der Betrieb gestört und die Ausrüstung beschädigt wird. Warum passiert das, und wie können Sie es verhindern? Dieser Artikel befasst sich mit den Ursachen von...
Stellen Sie sich den Schreckmoment vor, wenn der Schlitten einer hydraulischen Presse unerwartet herunterfällt. Dieser Artikel befasst sich mit wichtigen Sicherheitsmaßnahmen zur Vermeidung solcher Vorfälle, die die Stabilität und Zuverlässigkeit von hydraulischen Pressen gewährleisten....