Comandos de torno CNC FANUC (Código G/M): Una Guía Completa
En esta entrada de blog, un ingeniero mecánico experimentado comparte consejos y técnicas para dominar los comandos de torno CNC Fanuc. Descubra cómo optimizar sus habilidades de programación CNC, aumentar la productividad y llevar sus proyectos de mecanizado al siguiente nivel.
Los valores de X (U) y Z (W) representan las coordenadas del hipotético punto de intersección entre las líneas adyacentes AD y DE dentro del sistema de coordenadas de la pieza, donde X y Z son los valores de coordenadas absolutas, y U y W son los valores de coordenadas incrementales. El valor C significa la distancia relativa al punto de inicio del chaflán. El valor R indica el radio del arco de chaflán.
G02: Interpolación de arcos en el sentido de las agujas del reloj
G02X__Z__R__F__ G02X__Z__ I__K__ F__
R representa el radio del arco. Cuando el ángulo central del arco oscila entre 0° y 180°, R toma un valor positivo; para un ángulo central entre 180° y 360°, R toma un valor negativo. I y K denotan las coordenadas incrementales del centro del arco respecto a los ejes X y Z desde el punto inicial del arco, es decir, las coordenadas del centro restan las coordenadas del punto inicial (I está representado por el valor del radio). Cuando I y K son cero, pueden omitirse.
G03: Interpolación de arco en sentido antihorario
G03 X__Z__R__F__ G03X__Z__ I__K__ F__
Idéntico a G02.
G04: Pausa
G04 X1.5; o G04 P1500; P sin punto decimal.
G07.1 (G107): Interpolación cilíndrica
G07.1IPr (Efectiva); G07.1IP0 (Anulación);
G10▲: Entrada de datos programable
G10 P __X__ Z__R__ Q__
G11: Anulación de la entrada de datos programables
G12.1 (G112): Instrucción en Coordenadas Polares
G13.1▲: Anulación de coordenadas polares
G17: Selección del plano XY
G18▲: Selección del plano XZ
G19: Selección del plano YZ
G20: Entrada en pulgadas
G21: Entrada Milimétrica
G22: Activar detección de carrera almacenada
G23: Desactivar la detección de carrera almacenada
G27: Comprobación del retorno del punto de referencia
G27 X(U) Z(W)
Se comprueba el retorno de la herramienta a las coordenadas X, Z especificadas en el programa, mediante el comando G00. Si el retorno es correcto, se enciende el indicador luminoso. Sin embargo, las discrepancias dan lugar a alarmas del sistema en la máquina herramienta.
G28: Retorno automático al punto de referencia
G28 X(U) Z(W); X y Z son los puntos pasados durante el proceso de retorno.
G29: Vuelta al punto de referencia
G29 X(U) Z(W)
Desde el punto de referencia, pasando por el punto medio hasta las posiciones X y Z especificadas, el punto medio es el punto designado por G28, por lo tanto, este comando sólo puede aparecer después de G28.
G30: Retorno al punto de consigna
G30 P2/P3/P4 X Z
P2, P3, P4 representan respectivamente los puntos de referencia 2º, 3º y 4º, mientras que X y Z son los puntos intermedios.
Significado: La herramienta pasa por los puntos intermedios para alcanzar las posiciones de los puntos de referencia 2º, 3º y 4º.
G31: Función de salto
G32: Roscado de paso igual
G32X(U)_Z(W)_F_Q_
G32 Z(W) F; (Rosca cilíndrica)
G32 X(U) F; (Rosca frontal)
G32 X(U) Z(W) F; (Rosca cónica)
Nota:
1. Al programar, los segmentos de entrada y salida deben incorporarse al programa de torneado de roscas.
2. Para el mecanizado de roscas cónicas, cuando el ángulo α es menor o igual a 45 grados, el avance de la rosca se especifica en la dirección del eje Z; cuando el ángulo α es mayor de 45 grados y menor o igual a 90 grados, el avance de la rosca se especifica en la dirección del eje X.
3. Q representa el ángulo inicial del hilo, sin punto decimal, y la unidad es 0,001°.
G34: Rosca de paso variable
G34 X(U) Z(W) F K ; (Rosca cónica)
K representa el incremento (valor positivo) o decremento (valor negativo) del paso por revolución, el resto es igual que G32.
G40: Anulación de la compensación del radio de la punta
G41: Desplazamiento a la izquierda del radio de la punta de la herramienta
G41(G42)G01(G00) X Z F G40 G01(G00) X Z F
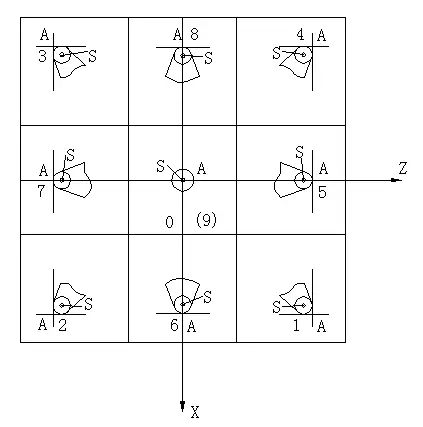
Para el portaherramientas delantero, el círculo exterior es G42 con el número de posición 3, y el orificio de mandrinado es G41 con el número de posición 2. La siguiente figura muestra el número de posición para el portaherramientas delantero, con las posiciones 2 y 3, y 1 y 4 invertidas en el portaherramientas trasero, mientras que el resto permanece igual.
G42: Desplazamiento a la derecha del radio de la punta de la herramienta
G50: Ajuste del sistema de coordenadas o límite de velocidad máxima
G50 X Z o G50 S
G50.3: Preajuste del sistema de coordenadas de la pieza
G50.2: Anulación de giro de polígono
G51: Giro de polígonos
G52: Sistema local de coordenadas
G52 X20 Z20: Los valores X\Z representan la posición del origen del sistema de coordenadas local dentro del sistema de coordenadas de la pieza original.
Si G52 X0 Z0: esto cancela el sistema de coordenadas local, restaurando el origen del sistema de coordenadas original.
G53: Selección del sistema de coordenadas de la máquina herramienta
Deseleccione el sistema de coordenadas de la pieza y seleccione el sistema de coordenadas de la máquina herramienta.
(G90) G53 X_ Y_ Z_: es válido en el comando absoluto (G90), pero inválido en el comando incremental (G91).
Nota:
(1) El desplazamiento del diámetro de la herramienta, el desplazamiento de la longitud de la herramienta y el desplazamiento de la posición de la herramienta deben cancelarse antes de asignar su comando G53. De lo contrario, la máquina herramienta se desplazará según los valores de offset asignados.
(2) Antes de ejecutar el comando G53, manualmente o mediante el comando G28, devolver la máquina herramienta al origen. Esto se debe a que el sistema de coordenadas de la máquina herramienta debe ajustarse antes de emitir el comando G53.
G54▲: Selección del sistema de coordenadas de la pieza 1
G54; Encendido por defecto.
G55-59: Selección de los sistemas de coordenadas de la pieza 2-6
G65: Llamada no modal de macroprograma
La clase A utiliza el sistema FANUC 0TD, mientras que la clase B utiliza el sistema FANUC 0I.
Las variables locales son #1-#33, las variables compartidas son #100-#149, #500-#549, y las variables de sistema son #1000 y superiores.
Los programas de macros terminan en M99 y pueden invocarse con M98 o "G65 P(número de programa)L(recuento)".
El formato de los programas de clase A es G65 H(a)P(b)Q(c)R(d), donde a es el código H, b es la variable de resultado, y c, d son dos variables de operación.
Comando de operación de macroprograma clase B.
Asignación
#i=#j
Función de suelo
#i=FUP[#j]
Adición
#i=#j+#k
Logaritmo natural
#i=LN[#j]
Resta
#i=#j-#k
Función exponencial
#i=EXP[#j]
Multiplicación
#i=#j*#k
O
#iOR#j
División
#i=#j/#k
Exclusivo o
#iXOR#j
Seno
#i=SIN[#j]
Y
#iY#j
Seno inverso
#i=ASIN[#j]
Conversión de BCD a BIN
#i=BIN[#j]
Coseno
#i=CON[#j]
Conversión BIN a BCD
#i=BCD[#j]
Coseno inverso
#i=ACON[#j]
Es igual a
EQ
Tangente
#i=TAN[#j]
No es igual a
NE
Tangente inversa
#i=ATAN[#j]/[#k]
Mayor que
GT
Raíz cuadrada
#i=SQRT[#j]
Mayor o igual que
GE
Valor absoluto
#i=ABS[#j]
Menos de
LT
Redondeo
#i=ROUND[#j]
Inferior o igual a
LE
Techo
#i=FIX[#j]
Comando de control: GOTO n - Salto incondicional
IF [expresión de condición] GOTO n - Sentencia de salto condicional
WHILE [expresión de condición] DO m (m=1, 2, 3...) - Comando de bucle
...
FIN m;
G66: Invocación modal de macroprogramas
G67: Cancelación de Invocación Modal de Macro Programa
G70: Compuesto de torneado fino cilíndrico interior y exterior Ciclo fijo
Formato de programación: G70 P(ns) Q(nf)
Dónde:
ns representa el número de segmento de programa de inicio del proceso de mecanizado de precisión;
nf significa el número de segmento del programa final del proceso de mecanizado de precisión;
Notas:
(1) El comando G70 no puede utilizarse de forma independiente; debe combinarse con los comandos G71, G72, G73 para completar el ciclo fijo de mecanizado de precisión, es decir, después de desbastar la pieza con los comandos G71, G72, G73, se utiliza G70 para especificar el ciclo fijo de mecanizado de precisión, eliminando la sobremedida dejada por el desbastado.
(2) En este caso, los comandos F, S, T de los segmentos de programa G71, G72, G73 no son válidos; sólo son efectivos los comandos F, S, T de los segmentos de programa ns~nf. Cuando no se especifican los comandos F, S, T en los segmentos de programa ns~nf, son efectivos los F, S, T del ciclo de torneado en bruto.
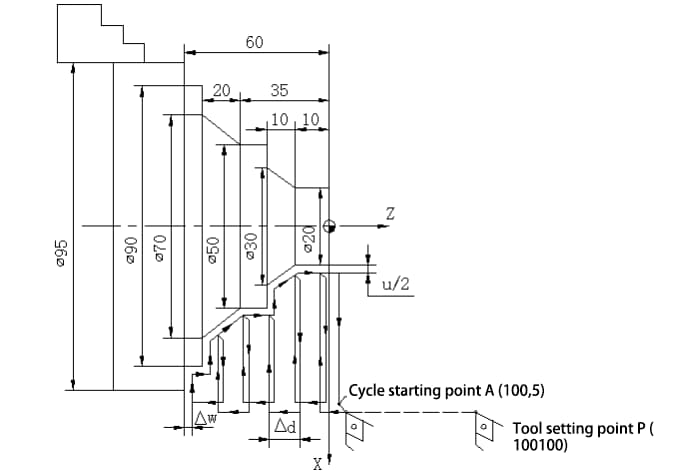
G71: Compuesto de torneado fino cilíndrico interior y exterior Ciclo fijo
Formato de programación: G71U (△d) R(e);
G71 P(ns) Q(nf) U (△u) W(△w) F S T ;
Dónde:
ns: Se refiere al número de programa de inicio del segmento de mecanizado de precisión;
nf: Se refiere al número de programa final del segmento de mecanizado de precisión;
△u: Representa la tolerancia dejada para el mecanizado de precisión en la dirección radial (dirección del eje X) (valor del diámetro);
△w: Representa la tolerancia dejada para el mecanizado de precisión en la dirección axial (dirección del eje Z);
△d: Representa la profundidad de corte por tiempo (valor del radio);
e es la cantidad de retracción radial durante la retracción de la herramienta
F: Representa la velocidad de avance durante el desbaste; S: Representa la velocidad del cabezal durante el desbaste;
T: Representa el número de herramienta utilizado durante el desbaste.Notas:
(1) Cuando la instrucción anterior se utiliza para el mecanizado del contorno interior de la pieza, △u debe ser un valor negativo.
(2) Cuando se utiliza G71 para el desbaste, sólo son efectivas las funciones F, S, T incluidas en el segmento de programa G71. Las funciones F, S, T incluidas en el segmento de programa ns~nf no son efectivas para el ciclo de desbaste, aunque se especifiquen. La compensación de la herramienta puede realizarse, y la compensación del radio de la punta de la herramienta puede programarse antes de G70, normalmente incorporada en el movimiento de aproximación al punto inicial. Por ejemplo G42G00X55Z2; G70P10Q20; G40G00X100Z50;
(3) Esta instrucción es aplicable cuando hay un incremento o decremento monotónico en la coordenada Z, y la coordenada X también cambia monotónicamente. El segmento de programa Ns debe avanzar a lo largo del eje X, y los valores Z no deben aparecer.
G72: Ciclo fijo de torneado de extremos de materiales compuestos
Formato de programación: G72W (△d) R(e);
G72 P(ns) Q(nf) U (△u) W(△w) F S T ;
2. d: Cantidad de retroceso en dirección Z, sin signo; los demás parámetros son los mismos que G71. El segmento de programa Ns debe avanzar en la dirección Z y no puede contener un valor X. Cuando el comando anterior se utiliza para el mecanizado de contorno interno de la pieza, △u debe ser un valor negativo.
Ejemplo: Como se muestra en la figura, su lista de programas es:
O4534;
N10 G50 X100.0 Z100.0;
N20 M03 S1000;
N30 G00 X100.0 Z5.0 M08;
N35 G72W3R0.5
N40 G72 P50 Q120 U0.5 W0.2 D3.0 F300;
N50 G00 Z-60.0;
N60 G01 Z-55.0 F200;
N70 X70.0;
N80 X50.0 Z-35.0;
N90 W15.0;
N100 X30;
N110 X20.0 W10.0;
N120 Z5.0;
N130 G00 X100.0 Z100.0 M09;
N140 M05;
N150 M30;
G73: Ciclo de duplicación de contornos
Formato de programación: G73 U(△i) W(△k) R (d);
G73 P(ns) Q(nf) U (△u) W(△w) F S T ;
d: Representa el número de ciclos en el torneado en bruto (recuento de capas);
△i: Durante el torneado en bruto, la sobremedida total a eliminar en la dirección del eje X (cantidad de retirada de la herramienta) y la dirección, valor del radio. Es decir: el tamaño bruto menos el tamaño más pequeño de la pieza dividido por 2. El agujero es un valor negativo.
△k: Durante el torneado en desbaste, la sobremedida total a eliminar en la dirección del eje Z (cantidad de retirada de la herramienta) y la dirección; △k es generalmente cero. El resto es igual que el comando G71.
G74: Ciclo de ranurado frontal / Perforación Ciclo
m - El número de repeticiones de mecanizado de precisión, puede estar entre 1 y 99, este es un valor modal.
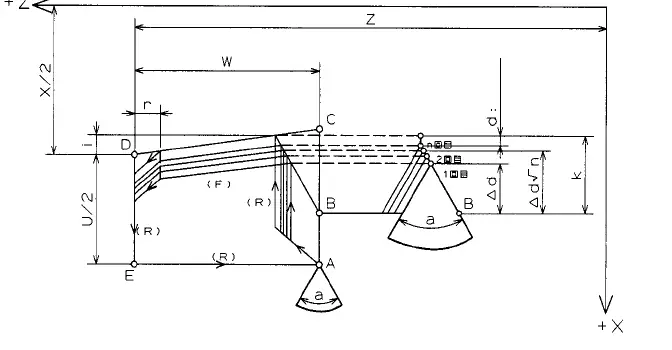
r - Cantidad de chaflán al final de la rosca (la distancia de retirada oblicua de la herramienta en la dirección Z), es de 0,0 a 9,9 veces el paso de rosca, la unidad es 0,1S, representado por dos dígitos de 00-99.
α - Ángulo de la punta de la rosca (ángulo del diente de la rosca), puede seleccionar una de las seis opciones siguientes: 80°, 60°, 55°, 30°, 29° y 0°, determinado por dos dígitos. Se trata de un valor modal.
△d min - Cantidad mínima de retroceso de la herramienta durante el corte, especificada como valor de radio, en micrómetros, sin decimales.
d - Sobremedida de mecanizado de precisión, representada como un valor modal con valor decimal del radio, en milímetros.
i - La diferencia de radio entre los puntos inicial y final de la rosca. Cuando i es cero, indica un corte de rosca recto estándar.
k - Profundidad de la rosca. Para roscas exteriores, k se calcula como 649,5P, para roscas interiores, k se calcula como 541,3P, especificado como valor del radio en micrómetros, sin decimales.
△d - La primera profundidad de corte, especificada como valor de radio, en micrómetros, sin decimales.
X, Z - En la programación en valor absoluto, representan las coordenadas del punto final de roscado bajo el sistema de coordenadas de la pieza. En la programación incremental, representan los valores de coordenadas incrementales del punto final de corte en relación con el punto inicial del ciclo, representados por U y W.
R indica la mitad de la diferencia entre la coordenada X en el punto inicial y la coordenada X en el punto final del corte de la superficie cónica. Puede ser negativo, donde negativo indica un cono regular y positivo indica un cono invertido. Sin R, se trata de un corte cilíndrico. Velocidad de corte: G00 - G01 - G01 - G00.
G92: Ciclo de corte de hilo
G92 X(U) Z(W) F R;
R = (X punto inicial - X punto final) / 2. R no es modal y debe incluirse en todas las frases.
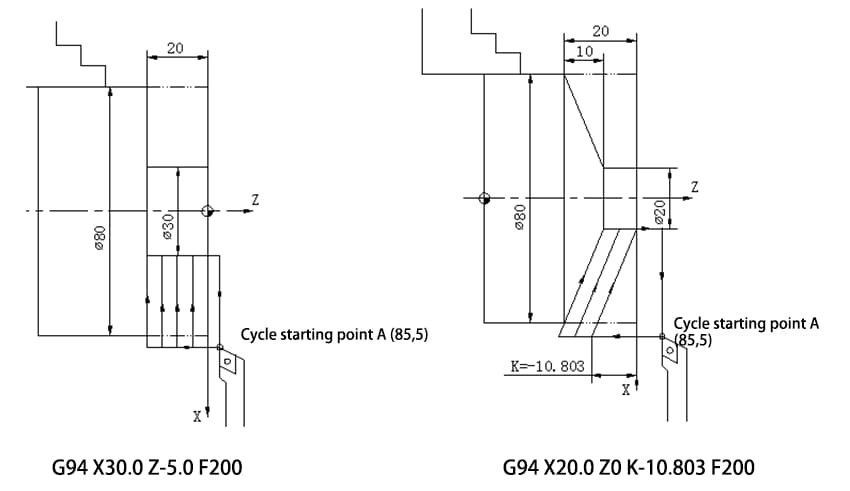
G94: Ciclo de corte de la cara final
Formato del comando: G94 X(U) Z(W) F;
Formato de comandos de corte de extremos cónicos: G94 X(U) Z(W) K F
Donde, X, Z representan el valor absoluto de las coordenadas del punto final del segmento de corte;
U, W representan el valor de incremento de coordenadas del punto final del segmento de corte en relación con el punto de inicio del ciclo; F representa la velocidad de avance. K representa la diferencia de valores de coordenadas Z entre los puntos inicial y final del segmento de corte (normalmente un valor negativo), es decir, K=punto inicial Z - punto final Z.
G96: Ejecución a velocidad lineal constante
M3S300; Velocidad inicial
G50S1000; Límite de velocidad máxima 1000
G96S100; Velocidad del cabezal 100m/min
…
G97▲: Anulación de la velocidad lineal constante, terminación de la velocidad.
G97 S300; Anulación de la velocidad lineal constante, la velocidad es de 300r/min.
G98: Avance por minuto
Unidad: mm/min Ejemplo: G98 G01 X20 F200
G99▲: Avance por revolución
Unidad: mm/rev Ejemplo: G99 G01 X20 F0.2;
M00: Todas las acciones se detienen.
M01: Parada de selección de programa
Debe pulsar: Seleccionar tecla de parada para que sea efectiva, equivalente a M00;
En este caso, los cuatro dígitos que siguen a la dirección P después de la llamada representan el número de subrutina, la llamada que sigue a la dirección L representa los tiempos de llamada. Cuando el tiempo de llamada es 1, puede omitirse, y el tiempo de llamada repetida permitido es hasta 999. Cuando los ocho dígitos siguen a la dirección P, los cuatro primeros representan los tiempos de llamada, y los cuatro últimos representan el número de subrutina. Cuando el tiempo de llamada es 1, puede omitirse.
Si M99 P100; representa volver al segmento de programa N100 del programa principal, si la subrutina realiza M99 L2, significa que la subrutina se ve obligada a ejecutarse dos veces, independientemente de cuántas veces lo solicite el programa principal.
T××××: Comando de herramienta
En T0101, los dos primeros dígitos representan el número de herramienta, mientras que los dos últimos dígitos denotan el número de compensación de la herramienta.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez se ha preguntado cómo se fabrican con precisión los engranajes helicoidales utilizando la tecnología moderna? Este artículo profundiza en el intrincado proceso de mecanizado de engranajes helicoidales con una máquina CNC de cuatro ejes. Cubre...
En este artículo exploraremos el mundo de los fabricantes japoneses de máquinas-herramienta, los héroes anónimos de muchas innovaciones industriales. Descubra sus tecnologías de vanguardia, su experiencia probada a lo largo del tiempo y sus...
¡Descubra el lenguaje secreto que da vida a las máquinas! En esta cautivadora entrada de blog, nos sumergiremos en el fascinante mundo de G-code y M-code, los comandos de programación esenciales que...
Imagine que su máquina herramienta CNC está desalineada: un pequeño error de cálculo podría provocar costosos errores. En este artículo se describen los métodos esenciales para alinear con precisión las herramientas de fresado CNC...
Imagine un mundo en el que la precisión y la eficiencia se combinan a la perfección en la fabricación. Este es el reino de las máquinas CNC, herramientas automatizadas guiadas por instrucciones digitales para dar forma a piezas complejas con una precisión milimétrica.....
Imagine una máquina capaz de dar forma al metal con precisión y mínima intervención humana, produciendo incansablemente piezas complejas para industrias como la aeroespacial y la automovilística. Esta es la esencia del CNC (Computer Numerical...
¿Qué ocurre cuando se avería una máquina herramienta CNC? Los intrincados sistemas de la maquinaria CNC, que son cruciales para la fabricación moderna, pueden ser desalentadores de reparar. Este artículo profundiza en los...
¿Alguna vez se ha preguntado cómo consiguen las fábricas modernas tanta precisión y eficacia? Este artículo explora el fascinante mundo de los sistemas de control numérico por ordenador (CNC) y revela cómo revolucionan la fabricación. Descubra las claves...
Imagine que la precisión de su máquina CNC pudiera supervisarse constantemente, garantizando que cada movimiento es exacto. Este es el papel de la regla de rejilla, que actúa como los "ojos" de la máquina....