Ever wondered why some metals are perfect for your project while others fall short? In this article, we explore the key factors in selecting the right metal material for your needs. Get ready to uncover practical tips and insights that will help you make informed decisions and achieve optimal results in your mechanical engineering projects.
When choosing materials and manufacturing processes, it’s crucial to evaluate if the material’s performance satisfies the needs of the working conditions, if the manufacturing process is feasible with this material, and if the production and utilization of the material or parts are cost-effective. This evaluation should be conducted from three perspectives: suitability, feasibility, and cost-effectiveness.
Applicability principle
The principle of suitability requires that the chosen materials must be able to handle the working conditions and fulfill the requirements of satisfactory use. Ensuring that the materials meet the use requirements is a crucial step in the material selection process.
The use requirements of materials are reflected in their internal quality specifications, such as chemical composition, structure, mechanical properties, physical properties, and chemical properties.
When selecting materials, it’s important to take into account the load conditions of the parts, the use environment of the materials, and the performance requirements of the materials.
The load conditions of parts refer to the size and stress state of the load. The use environment of materials refers to the surroundings in which the materials are used, including the medium, working temperature, and friction. The service performance requirements of materials refer to their service life and various generalized allowable stresses, deformations, etc.
Only by thoroughly considering these three aspects can the materials meet the performance requirements.
Technological principle
Once materials have been selected, the processing technology can generally be determined. However, it’s important to keep in mind that the processing process can alter the properties of materials. Additionally, factors such as the shape, structure, batch size, and production conditions of the parts also play a significant role in determining the material processing technology.
The principle of feasibility requires considering the processability of the materials when selecting them, and materials with good processability should be preferred to minimize the manufacturing difficulty and cost. Each manufacturing process has its own unique characteristics, advantages, and disadvantages.
When parts made of the same material are manufactured using different processes, the difficulty and cost can vary, as can the required material processing performance. For example, forging may not be feasible for parts with complex shapes and large sizes. In such cases, casting or welding may be used, but the material must have good casting or welding performance and the structure must meet the requirements for casting or welding.
In another example, when manufacturing keys and pins through cold drawing, the elongation of the materials and the impact of deformation strengthening on their mechanical properties should be considered.
Economic principle
In addition to meeting the requirements of material use and processing, it’s also important to consider the cost-effectiveness of the materials.
The principle of cost-effectiveness refers to selecting materials that offer a high performance-to-price ratio. The performance of the materials refers to their use performance, which can generally be represented by their service life and level of safety. The price of materials is mainly determined by their cost, which includes both the production cost and the use cost.
The cost of materials is influenced by various factors, including the cost of raw materials, raw material utilization rate, material forming cost, processing cost, installation and commissioning cost, maintenance cost, management cost, and others.
Steps, methods and basis of material and forming process selection
The steps for selecting materials and manufacturing processes are as follows:
Choose materials based on the use conditions and requirements.
Based on the selected materials, choose an appropriate manufacturing process, taking into account factors such as the cost of the materials, the processing properties of the materials, the complexity of the parts, the batch size of the parts, the existing production conditions, and technical requirements.
1. Steps and methods for selecting materials and their forming processes
To evaluate the service conditions of parts, the specific load, stress state, temperature, corrosion, and wear conditions that the parts will experience during use must be determined.
For parts used in normal temperature conditions, the main requirement is for the materials to have adequate mechanical properties. However, for parts used under different conditions, the materials must have specific physical and chemical properties.
If the parts will be used at high temperatures, the materials must have high temperature strength and resistance to oxidation. Parts used in chemical equipment must have high resistance to corrosion. Some instrument parts require materials with electromagnetic properties. For welding structures used in extremely cold areas, requirements for low temperature toughness must be considered.
When used in humid areas, requirements for atmospheric corrosion resistance must be included. The following are the general steps for material selection:
Through analysis or testing, along with the results of failure analysis of similar materials, determine various generalized allowable stress indicators, such as allowable strength, allowable strain, allowable deformation, and service time.
Identify the main and secondary generalized allowable stress indicators and use the most important indicators as the primary basis for material selection.
Based on the main performance indicators, select several materials that meet the requirements.
Choose the materials and their forming process based on the forming process of the materials, the complexity of the parts, the production batch of the parts, existing production conditions, and technical conditions.
Consider factors such as material cost, forming technology, material performance, and reliability of use to select the most suitable material using an optimization method.
If necessary, test the materials and put them into production for verification or adjustment.
Please note that these are just general guidelines for material selection and the process can be time-consuming and complex.
For important parts and new materials, a significant number of basic tests and trial production processes are required to ensure material safety during selection. For less important and small batch parts, materials are typically selected based on the use experience of similar materials under the same working conditions, and the brand and specification of materials are determined, followed by arranging the forming process.
If the parts are damaged normally, the original materials and forming process can be used. If the damage is due to abnormal early damage, the cause of failure must be determined and appropriate measures taken. If it is a result of the material or its production process, new materials or a new molding process may be considered.
2. Material selection basis
(1) Load conditions
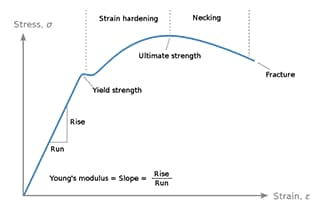
Engineering materials are exposed to various forces during operation, such as tensile stress, compressive stress, shear stress, cutting stress, torque, and impact force, among others.
The mechanical properties and modes of failure of materials are closely tied to the load conditions they are subjected to.
In engineering, it is crucial for machinery and structures to function safely and reliably while meeting their movement requirements.
For instance, the spindle of a machine tool must be able to operate normally without breaking or excessive deformation under stress. Another example is that when a jack lifts a load, the screw must remain straight and balanced without bending suddenly.
The safe and reliable operation of engineering components depends on their meeting the requirements of strength, stiffness, and stability.
There are specific conditions for each of these aspects of materials in material mechanics that must be considered when analyzing stress conditions or selecting materials.
When selecting materials based on stress conditions, it is important to consider not only the mechanical properties of the materials, but also the relevant knowledge of material mechanics to make a scientifically informed choice.
Table 1 Stress, Failure Forms and Required Mechanical Properties of Several Common Parts
Most materials are typically used at room temperature, however, there are also materials that are used at high or low temperatures.
Because of these varying service temperatures, the required properties of the materials also vary greatly.
As the temperature decreases, the toughness and plasticity of steel materials decrease continuously. At a certain point, there is a significant decrease in toughness and plasticity, referred to as the ductile-brittle transition temperature.
When used below the ductile-brittle transition temperature, materials are susceptible to brittle fracture under low stress, which can result in harm. Thus, when selecting steel for low temperature use, materials with a ductile-brittle transition temperature lower than the working conditions should be chosen.
The alloying of various low temperature steels is aimed at reducing carbon content and improving their low temperature toughness.
As temperature increases, the properties of steel materials undergo several changes, including a decrease in strength and hardness, an increase and then decrease in plasticity and toughness, and oxidation or corrosion at high temperatures.
These changes impact the material’s performance and may render it unusable. For example, the service temperature for carbon steel and cast iron should not exceed 480 ℃, while the service temperature for alloy steel should not exceed 1150 ℃.
The corrosion rate is measured as the loss of metal material per unit area in a specific amount of time, or as the depth of corrosion in the metal material over time.
Industry commonly uses a corrosion resistance rating system of 6 categories and 10 grades, ranging from Class I with complete corrosion resistance to Class VI with no corrosion resistance, as shown in Table 2.
Table 2 Classification and Rating Criteria for Corrosion Resistance of Metallic Materials
Corrosion resistance classification
Corrosion resistance classification
Corrosion rate, mm/d
I
Complete corrosion resistance
1
<0.001
Ⅱ
Very corrosion resistant
23
0.001~0.005 0.005~0.01
III
Corrosion resistance
45
0.01~0.05 0.05~0.1
IV
Corrosion resistance
67
0.1~0.5 0.5~1.0
V
Poor corrosion resistance
89
1.0~5.0 5.0~10.0
VI
Non corrosion resistance
10
>10.0
Most engineering materials operate in atmospheric environments and suffer from atmospheric corrosion, which is a common issue.
The atmosphere’s humidity, temperature, sunlight, rainwater, and content of corrosive gases greatly impact the corrosion of these materials.
In common alloys, carbon steel has a corrosion rate of 10^-605 m/d in industrial atmospheres, but it can be used after being painted or treated with other protective layers.
Low alloy steel containing elements such as copper, phosphorus, nickel, and chromium has greatly improved atmospheric corrosion resistance and can be used without being painted.
Materials such as aluminum, copper, lead, and zinc have good atmospheric corrosion resistance.
(4) Wear resistance
The following are the factors affecting the wear resistance of materials:
① Material properties: including hardness, toughness, ability to undergo work hardening, thermal conductivity, chemical stability, surface state, etc.
② Friction conditions: including the characteristics of the abrasive material in the friction, the pressure, temperature, speed of friction, the properties of lubricants, and the presence of corrosive conditions.
In general, materials with high hardness are less susceptible to penetration or abrasion by grinding objects, and have a high fatigue limit, resulting in high wear resistance. Additionally, high toughness ensures that even if the material is penetrated or abraded, it will not break apart, further improving its wear resistance.
Therefore, hardness is the primary aspect of wear resistance. It is important to note that the hardness of materials can change during use. For instance, metals that undergo work hardening become harder during friction, while metals that can be softened by heat may soften during friction.
3. Basis for selection of material forming process
Generally, once the material of a product is determined, the type of forming process is typically identified.
For instance, if the product is made of cast iron, casting should be used; if it’s made of sheet metal, stamping should be the choice; if it’s made of ABS plastic, injection molding is the way to go; and if it’s ceramic parts, the appropriate ceramic forming process should be selected.
However, it’s important to keep in mind that the forming process can also affect the material’s performance, so the final performance requirements of the material must be taken into account when selecting the forming process.
Performance of Product Materials
① Mechanical Properties of Materials
For example, steel gear parts can be cast when their mechanical properties are not critical, but when high mechanical properties are required, pressure processing should be used.
② Service Performance of Materials
For example, when manufacturing flywheel parts for cars and automobile engines, steel die forging should be used instead of open die forging. This is because the high speed of cars and the requirement for smooth driving means that exposed fibers in flywheel forgings could lead to corrosion and affect performance. Closed die forging is preferred over open die forging as it eliminates the flash and prevents cutting off and exposing the fiber structure of the forgings.
③ Technological Properties of Materials
Technological properties include casting properties, forging properties, welding properties, heat treatment properties, and cutting properties. For instance, nonferrous metal materials with poor weldability should be connected using argon arc welding instead of manual arc welding. PTFE, being a thermoplastic material with poor fluidity, is not suitable for injection molding and should only be molded through pressing and sintering.
④ Special Properties of Materials
Special properties include wear resistance, corrosion resistance, heat resistance, conductivity, or insulation. For example, the impeller and shell of an acid-resistant pump should be made of stainless steel and cast. If plastic is used, injection molding is an option. If both heat resistance and corrosion resistance are required, ceramics should be used and molded through the grouting process.
(2) Production Batch of Parts
For mass production of products, the forming process with high precision and productivity should be selected to ensure accuracy and efficiency. Although the equipment required for these molding processes may have a relatively high manufacturing cost, this investment can be offset by the reduction in material consumption per product.
For mass production of forgings, the recommended forming processes include die forging, cold rolling, cold drawing, and cold extrusion.
For mass production of non-ferrous alloy castings, metal mold casting, die casting, and low pressure casting are the recommended molding processes.
For mass production of MC nylon parts, the injection molding process is the preferred choice.
For small batch production, forming processes with lower precision and productivity, such as manual molding, free forging, manual welding, and processes that involve cutting, may be selected.
(3) Shape Complexity and Accuracy Requirements of Parts
For metal parts with complex shapes, particularly those with intricate inner cavities, the casting process is often selected, such as for box, pump body, cylinder block, valve body, shell, and bed components.
Engineering plastic parts with complex shapes are typically produced using the injection molding process.
Ceramic parts with complex shapes can be produced using either the injection molding or casting process.
For metal parts with simple shapes, pressure processing or welding forming processes can be used.
Engineering plastic parts with simple shapes can be produced using blow molding, extrusion molding, or molding processes.
Ceramic parts with simple shapes are usually molded.
If the product is a casting and dimensional accuracy is not a high requirement, ordinary sand casting can be used. For high dimensional accuracy, investment casting, evaporative pattern casting, pressure casting, or low pressure casting can be selected based on the casting material and batch size.
For low dimensional accuracy requirements in forging, free forging is commonly used. For high precision requirements, die forging or extrusion forming is selected.
If the product is plastic and requires low precision, hollow blow molding is preferred. For high precision requirements, injection molding is selected.
(4) Existing Production Conditions
The existing production conditions refer to the current equipment capacity, technical expertise of personnel, and the possibility of outsourcing products.
For instance, when producing heavy machinery products, if there is no large-capacity steelmaking furnace or heavy-duty lifting and transportation equipment on site, the combined process of casting and welding is often used. This involves dividing the large parts into smaller pieces for casting and then welding them together to form larger pieces.
As another example, the oil pan parts for a lathe are typically produced through stamping thin steel plates with a press. If the conditions on site are not suitable for this process, alternative methods should be used.
For instance, if there are no thin plates or large presses on site, the casting process may need to be used. If thin plates are available but there is no large press, an economical and feasible spinning forming process may be used as a substitute for stamping forming.
(5) Consideration of New Processes, Technologies, and Materials
With the growing demands of the industrial market, users have increasingly high requirements for product variety and quality upgrades, leading to a shift from mass production to multi-variety and small batch production. This expands the scope of application for new processes, technologies, and materials.
In order to shorten the production cycle and upgrade product types and quality, it is necessary to consider the use of new processes, technologies, and materials such as precision casting, precision forging, precision blanking, cold extrusion, liquid die forging, superplastic forming, injection molding, powder metallurgy, ceramics, and other static pressure forming, composite material forming, and rapid forming. This will allow for nearly net-shaped parts and significant improvement in product quality and economic benefits.
In addition, to make a reasonable selection of the molding process, it is important to have a clear understanding of the characteristics and application scope of various molding processes, as well as the impact of the molding process on material properties.
The characteristics of various blank forming processes of metal materials are shown in Table 3.
Table 3 Characteristics of various blank forming processes
Casting
Forging
Stamping parts
Weldment
Rolled stock
Molding characteristics
Forming under liquid state
Solid plastic deformation
Solid plastic deformation
Connection under crystallization or solid state
Solid plastic deformation
Requirements for material process performance
Good liquidity and low shrinkage
Good plasticity, small deformation resistance
Good plasticity, small deformation resistance
High strength, good plasticity, good chemical stability in liquid state
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Why do some metals withstand extreme environments while others fail? Understanding the performance of metal materials is key to selecting the right one for your application. This article explores the…
How does sheet metal evolve from raw material to intricate components in our everyday devices? This article dives into the fascinating world of sheet metal fabrication, exploring materials like SPCC,…
Have you ever wondered what those numbers on sheet metal mean? In this article, we'll dive into the world of sheet metal gauge and demystify this essential aspect of metalworking.…
Have you ever wondered about the fascinating world of metal hardness? In this blog post, we'll dive into the intriguing concepts and methods behind measuring and enhancing the hardness of…
Have you ever wondered how to accurately calculate the weight of steel or metal for your projects? In this blog post, we'll explore the fascinating world of steel weight calculation…
Imagine materials that can revolutionize entire industries—making things stronger, lighter, and smarter. This article explores 50 innovative materials that are set to transform technology and manufacturing. From graphene's unmatched strength…
Have you ever wondered about the hidden world of metal densities? In this riveting blog post, we'll embark on a journey to unravel the mysteries behind the weights of various…
Metals are categorized into ferrous and non-ferrous types, each with unique properties and uses. This article explores the characteristics, applications, and fascinating facts about these metals, from common iron to…
Have you ever wondered about the vast array of metals that make up our world? In this fascinating blog post, we'll embark on a journey to explore the different types…