Вы когда-нибудь задумывались, почему одни металлы идеально подходят для вашего проекта, а другие не подходят? В этой статье мы рассмотрим ключевые факторы выбора подходящего металлического материала для ваших нужд. Приготовьтесь открыть для себя практические советы и идеи, которые помогут вам принимать взвешенные решения и добиваться оптимальных результатов в ваших машиностроительных проектах.
При выборе материалов и производственных процессов очень важно оценить, удовлетворяют ли характеристики материала требованиям условий работы, возможен ли производственный процесс с использованием этого материала и рентабельны ли производство и использование материала или деталей. Эта оценка должна проводиться с трех точек зрения: пригодности, осуществимости и экономической эффективности.
Принцип применимости
Принцип пригодности требует, чтобы выбранные материалы были способны выдерживать условия работы и удовлетворять требованиям удовлетворительного использования. Убедиться в том, что материалы соответствуют требованиям эксплуатации, - важнейший шаг в процессе выбора материала.
Требования к использованию материалов отражаются в их внутренних характеристиках качества, таких как химический состав, структура, механические свойства, физические свойства и химические свойства.
При выборе материалов важно учитывать условия нагрузки на детали, условия использования материалов и требования к их эксплуатационным характеристикам.
Условия нагрузки деталей означают размер и напряженное состояние нагрузки. Условия эксплуатации материалов относятся к среде, в которой используются материалы, включая среду, рабочую температуру и трение. Требования к эксплуатационным характеристикам материалов относятся к их сроку службы и различным обобщенным допустимым напряжениям, деформациям и т. д.
Только при тщательном рассмотрении этих трех аспектов материалы могут соответствовать эксплуатационным требованиям.
Технологический принцип
После того как материалы выбраны, можно определить технологию обработки. Однако важно помнить, что процесс обработки может изменить свойства материалов. Кроме того, такие факторы, как форма, структура, размер партии и условия производства деталей, также играют важную роль в определении технологии обработки материалов.
Принцип осуществимости требует учитывать технологичность материалов при их выборе, а материалы с хорошей технологичностью следует предпочесть, чтобы минимизировать сложность и стоимость производства. Каждый производственный процесс имеет свои уникальные характеристики, преимущества и недостатки.
Когда детали из одного и того же материала изготавливаются с помощью различных процессов, сложность и стоимость могут быть разными, как и требуемые характеристики обработки материала. Например, ковка может оказаться нецелесообразной для деталей с сложные формы и больших размеров. В таких случаях можно использовать литье или сварку, но материал должен обладать хорошими характеристиками для литья или сварки, а конструкция должна соответствовать требованиям для литья или сварки.
В другом примере, при изготовлении ключей и штифтов методом холодной вытяжки, необходимо учитывать удлинение материалов и влияние деформационного упрочнения на их механические свойства.
Экономический принцип
Помимо соблюдения требований к использованию и обработке материалов, важно также учитывать их экономическую эффективность.
Принцип экономической эффективности подразумевает выбор материалов, обеспечивающих высокое соотношение эффективности и цены. Под характеристиками материалов понимаются их эксплуатационные качества, которые в общем случае могут быть представлены сроком службы и уровнем безопасности. Цена материалов в основном определяется их стоимостью, которая включает в себя как затраты на производство, так и затраты на использование.
На стоимость материалов влияют различные факторы, включая стоимость сырья, коэффициент использования сырья, стоимость формирования материала, стоимость обработки, стоимость установки и ввода в эксплуатацию, стоимость обслуживания, стоимость управления и другие.
Этапы, методы и основы выбора материала и процесса формования
Выбор материалов и производственных процессов осуществляется следующим образом:
Выбирайте материалы в зависимости от условий и требований эксплуатации.
На основе выбранных материалов выберите подходящий технологический процесс, учитывая такие факторы, как стоимость материалов, их технологические свойства, сложность деталей, размер партии деталей, существующие производственные условия и технические требования.
1. Этапы и методы выбора материалов и процессов их формования
Для оценки условий эксплуатации деталей необходимо определить конкретную нагрузку, напряженное состояние, температуру, коррозию и условия износа, которые будут испытывать детали во время использования.
Для деталей, используемых в условиях нормальной температуры, основным требованием является наличие у материалов соответствующих механических свойств. Однако для деталей, используемых в других условиях, материалы должны обладать особыми физическими и химическими свойствами.
Если детали будут использоваться при высоких температурах, материалы должны обладать высокой термостойкостью и устойчивостью к окислению. Детали, используемые в химическом оборудовании, должны обладать высокой устойчивостью к коррозии. Для некоторых деталей приборов требуются материалы с электромагнитными свойствами. Для сварочных конструкций, используемых в экстремально холодных зонах, необходимо учитывать требования к низкотемпературной вязкости.
При использовании в помещениях с повышенной влажностью необходимо учитывать требования к устойчивости к атмосферной коррозии. Ниже описаны общие шаги по выбору материала:
Посредством анализа или испытаний, а также результатов анализа отказов аналогичных материалов, определяют различные обобщенные показатели допустимого напряжения, такие как допустимая прочность, допустимая деформация, допустимая деформация и время службы.
Определите основные и второстепенные обобщенные показатели допустимых напряжений и используйте наиболее важные показатели в качестве основной базы для выбора материала.
Исходя из основных показателей, выберите несколько материалов, отвечающих требованиям.
Выбирайте материалы и процесс их формования, исходя из процесса формования материалов, сложности деталей, серийности производства деталей, существующих условий производства и технических условий.
Учитывайте такие факторы, как стоимость материалов, технология формования, характеристики материала и надежность использования, чтобы выбрать наиболее подходящий материал с помощью метода оптимизации.
При необходимости протестируйте материалы и запустите их в производство для проверки или корректировки.
Обратите внимание, что это лишь общие рекомендации по выбору материала, а сам процесс может быть длительным и сложным.
Для важных деталей и новые материалыДля обеспечения безопасности материала при выборе требуется значительное количество базовых испытаний и пробных производственных процессов. Для менее важных и мелкосерийные деталиМатериалы обычно выбираются на основе опыта использования аналогичных материалов в тех же условиях работы, определяется марка и спецификация материалов, после чего организуется процесс формовки.
Если детали повреждены нормально, можно использовать оригинальные материалы и процесс формовки. Если повреждение вызвано аномальным ранним повреждением, необходимо определить причину отказа и принять соответствующие меры. Если причиной является материал или процесс его производства, можно рассмотреть возможность применения новых материалов или нового процесса формования.
2. Основа для выбора материала
(1) Условия нагрузки
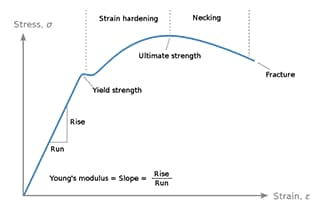
В процессе эксплуатации инженерные материалы подвергаются воздействию различных сил, таких как растягивающее напряжение, сжимающее напряжение, напряжение сдвига, напряжение резания, крутящий момент, ударная сила и др.
Механические свойства и режимы разрушения материалов тесно связаны с условиями нагружения, которым они подвергаются.
В машиностроении очень важно, чтобы машины и конструкции работали безопасно и надежно, отвечая при этом требованиям к их перемещению.
Например, шпиндель станка должен нормально работать без поломок и чрезмерных деформаций под нагрузкой. Другой пример: когда домкрат поднимает груз, винт должен оставаться прямым и сбалансированным без резкого изгиба.
Безопасная и надежная работа инженерных компонентов зависит от их соответствия требованиям прочности, жесткости и устойчивости.
Для каждого из этих аспектов механики материалов существуют свои специфические условия, которые необходимо учитывать при анализе условий напряжений или выборе материалов.
При выборе материалов в зависимости от напряженного состояния важно учитывать не только механические свойства материалов, но и соответствующие знания по механике материалов, чтобы сделать научно обоснованный выбор.
Таблица 1 Напряжения, формы разрушения и требуемые механические свойства некоторых распространенных деталей
Усталостная прочность, твердость и износостойкость контактов
Коленчатый вал
Напряжение изгиба Напряжение кручения
Циклический шок
Трение в журнале
Хрупкое разрушение, усталостное разрушение, эрозия и износ
Усталостная прочность, твердость, сопротивление ударной усталости и всесторонние механические свойства
Шатун
Растягивающее и сжимающее напряжение
Циклический шок
Хрупкое разрушение
Усталостная прочность при сжатии, сопротивление ударной усталости
(2) Температура эксплуатации материалов
Большинство материалов обычно используется при комнатной температуре, однако есть и такие, которые применяются при высоких или низких температурах.
Из-за различных температур эксплуатации требуемые свойства материалов также сильно различаются.
С понижением температуры вязкость и пластичность стальных материалов постоянно уменьшаются. В определенный момент происходит значительное снижение вязкости и пластичности, называемое температурой перехода вязкость-хрупкость.
При использовании материалов ниже температуры перехода вязкость-хрупкость они подвержены хрупкому разрушению под действием небольших напряжений, что может привести к повреждению. Таким образом, при выборе стали для использования при низких температурах следует выбирать материалы с температурой перехода вязкость-хрупкость ниже, чем в рабочих условиях.
Легирование различных низкотемпературных сталей направлено на снижение содержание углерода и улучшает их низкотемпературную вязкость.
С повышением температуры свойства стальных материалов претерпевают ряд изменений, включая снижение прочность и твердость, увеличение, а затем уменьшение пластичности и вязкости, а также окисление или коррозия при высоких температурах.
Эти изменения влияют на характеристики материала и могут привести его в негодность. Например, рабочая температура для углеродистой стали и чугуна не должна превышать 480 ℃, в то время как рабочая температура для легированная сталь не должна превышать 1150 ℃.
Скорость коррозии измеряется как потеря металлического материала на единицу площади за определенное время или как глубина коррозии в металлическом материале с течением времени.
В промышленности обычно используется система оценки коррозионной стойкости, включающая 6 категорий и 10 классов, от класса I с полной коррозионной стойкостью до класса VI с отсутствием коррозионной стойкости, как показано в таблице 2.
Большинство инженерных материалов работают в атмосферных условиях и подвержены атмосферной коррозии, что является распространенной проблемой.
Влажность, температура, солнечный свет, дождевая вода и содержание агрессивных газов в атмосфере сильно влияют на коррозию этих материалов.
Углеродистая сталь в обычных сплавах имеет скорость коррозии 10^-605 м/сутки в промышленной атмосфере, но ее можно использовать после окраски или нанесения других защитных слоев.
Низколегированная сталь, содержащая такие элементы, как медь, фосфор, никель и хром, обладает значительно повышенной устойчивостью к атмосферной коррозии и может использоваться без покраски.
Такие материалы, как алюминий, медь, свинец и цинк, обладают хорошей устойчивостью к атмосферной коррозии.
(4) Износостойкость
Ниже перечислены факторы, влияющие на износостойкость материалов:
① Свойства материалаВ их число входят твердость, вязкость, способность подвергаться закалке, теплопроводность, химическая стабильность, состояние поверхности и т.д.
② Условия трения: включая характеристики абразивного материала в процессе трения, давление, температуру, скорость трения, свойства смазочных материалов и наличие коррозионных условий.
Как правило, материалы с высокой твердостью менее восприимчивы к проникновению или истиранию шлифовальными предметами, а также имеют высокий предел усталости, что приводит к высокой износостойкости. Кроме того, высокая твердость гарантирует, что даже при проникновении в материал или его истирании он не разрушится, что еще больше повышает его износостойкость.
Таким образом, твердость является основным аспектом износостойкости. Важно отметить, что твердость материалов может меняться в процессе эксплуатации. Например, металлы, подвергающиеся закалке, становятся тверже при трении, а металлы, размягчающиеся под действием тепла, могут размягчаться при трении.
3. Основа для выбора процесса формования материала
Как правило, после определения материала изделия определяется тип процесса формования.
Например, если изделие изготовлено из чугуна, следует использовать литье; если из листовой металлЕсли речь идет о деталях из ABS-пластика, то следует выбрать штамповку; если о керамических деталях, то необходимо выбрать подходящий процесс формования керамики.
Однако важно помнить, что процесс формовки также может влиять на характеристики материала, поэтому при выборе процесса формовки необходимо учитывать конечные требования к характеристикам материала.
Характеристики материалов изделия
① Механические свойства материалов
Например, стальная шестерня Детали можно отливать, если их механические свойства не критичны, но если требуются высокие механические свойства, следует использовать обработку давлением.
② Эксплуатационные характеристики материалов
Например, при производстве деталей маховика для автомобилей и автомобильных двигателей используется сталь штамповка следует использовать вместо открытой штамповки. Это связано с тем, что высокая скорость автомобилей и требование плавности хода означают, что открытые волокна в поковках маховика могут привести к коррозии и повлиять на эксплуатационные характеристики. Закрытая штамповка предпочтительнее открытой штамповки, поскольку она устраняет вспышку и предотвращает срезание и обнажение волокнистой структуры поковки.
③ Технологические свойства материалов
Технологические свойства включают в себя свойства литья, свойства ковки, свойства сварки, свойства термообработки и свойства резки. Например, материалы из цветных металлов с плохой свариваемостью следует соединять с помощью аргонодуговая сварка вместо ручной дуговой сварки. ПТФЭ, будучи термопластичным материалом с плохой текучестью, не подходит для литья под давлением и может быть изготовлен только методом прессования и спекания.
④ Специальные свойства материалов
К особым свойствам относятся износостойкость, коррозионная стойкость, жаропрочность, электропроводность или изоляция. Например, рабочее колесо и корпус кислотостойкого насоса должны быть изготовлены из нержавеющей стали и отлиты. Если используется пластик, можно использовать литье под давлением. Если требуется одновременно жаропрочность и коррозионная стойкость, следует использовать керамику и формовать ее в процессе цементации.
(2) Производственная партия деталей
Для массового производства изделий следует выбирать процесс формовки с высокой точностью и производительностью, чтобы обеспечить точность и эффективность. Хотя оборудование, необходимое для этих процессов формовки, может иметь относительно высокую стоимость изготовления, эти инвестиции могут быть компенсированы снижением расхода материалов на одно изделие.
Для массового производства поковок рекомендуется процессы формования К ним относятся штамповка, холодная прокатка, холодное волочение и холодное выдавливание.
Для массового производства отливок из цветных сплавов, литья в металлические формы, литья под давлением и низких литьё под давлением рекомендуемые процессы формовки.
Для массового производства нейлоновых деталей MC предпочтительным является процесс литья под давлением.
Для мелкосерийного производства могут быть выбраны процессы формовки с более низкой точностью и производительностью, такие как ручная формовка, свободная ковка, ручная сварка и процессы, связанные с резкой.
(3) Требования к сложности формы и точности деталей
Для металлических деталей сложной формы, особенно с замысловатыми внутренними полостями, используется процесс литья часто выбирается, например, для коробки, корпуса насоса, блока цилиндров, корпуса клапана, корпуса и деталей станины.
Инженерные пластиковые детали сложной формы обычно изготавливаются методом литья под давлением.
Керамические детали сложной формы могут быть изготовлены как методом литья под давлением, так и методом литья.
Для металлических деталей простой формы можно использовать обработку давлением или сварочное формование.
Инженерные пластиковые детали простой формы могут быть изготовлены с помощью процессов выдувного, экструзионного или литьевого формования.
Керамические детали простой формы обычно отливаются в форму.
Если изделие представляет собой отливку и точность размеров не является высоким требованием, можно использовать обычное песчаное литье. При высокой точности размеров можно использовать литье по выплавляемым моделям, литье по испарительным моделям, литье под давлением или литье под низким давлением в зависимости от материала отливки и размера партии.
При низких требованиях к точности размеров в ковке обычно используется свободная ковка. При высоких требованиях к точности выбирают штамповку или экструзионную формовку.
Если изделие пластиковое и требует низкой точности, предпочтительнее использовать формование с выдувом. При высоких требованиях к точности выбирается литье под давлением.
(4) Существующие производственные условия
Под существующими условиями производства подразумеваются текущие мощности оборудования, техническая компетентность персонала и возможность аутсорсинга продукции.
Например, при производстве продукции тяжелого машиностроения, если на площадке нет сталеплавильной печи большой мощности или тяжелого подъемно-транспортного оборудования, часто используется комбинированный процесс литья и сварки. При этом крупные детали делятся на более мелкие для отливки, а затем свариваются вместе для получения более крупных изделий.
Например, детали масляного поддона для токарного станка обычно изготавливаются путем штамповки тонких стальных листов на прессе. Если условия на месте не подходят для этого процесса, следует использовать альтернативные методы.
Например, если на месте нет тонких пластин или больших прессов, может понадобиться процесс литья. Если имеются тонкие пластины, но нет большого пресса, вместо штамповки можно использовать экономичный и целесообразный процесс прядильной формовки.
(5) Рассмотрение новых процессов, технологий и материалов
С ростом потребностей промышленного рынка пользователи предъявляют все более высокие требования к разнообразию продукции и повышению ее качества, что приводит к переходу от массового производства к многосерийному и мелкосерийному. Это расширяет сферу применения новых процессов, технологий и материалов.
Чтобы сократить производственный цикл и повысить качество продукции, необходимо рассмотреть возможность использования новых процессов, технологий и материалов, таких как точное литье, точная ковка, точная штамповка, холодное выдавливание, штамповка в жидкой форме, сверхпластичное формование, литье под давлением, порошковая металлургия, керамика и другие виды статического формования под давлением, формование композитных материалов и быстрое формование. Это позволит создавать детали практически чистой формы и значительно повысить качество продукции и экономическую выгоду.
Кроме того, для обоснованного выбора процесса формования важно иметь четкое представление о характеристиках и сфере применения различных процессов формования, а также о влиянии процесса формования на свойства материала.
Характеристики различных процессов формообразования заготовок из металлических материалов приведены в таблице 3.
Таблица 3 Характеристики различных процессов формования заготовок
Кастинг
Ковка
Штамповка деталей
Сварное соединение
Прокат
Характеристики формовки
Формирование в жидком состоянии
Твердая пластическая деформация
Твердая пластическая деформация
Соединение под кристаллизацией или в твердом состоянии
Твердая пластическая деформация
Требования к производительности материального процесса
Хорошая ликвидность и низкая усадка
Хорошая пластичность, устойчивость к небольшим деформациям
Хорошая пластичность, устойчивость к небольшим деформациям
Высокая прочность, хорошая пластичность, хорошая химическая стабильность в жидком состоянии
Хорошая пластичность, устойчивость к небольшим деформациям
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Почему одни металлы выдерживают экстремальные условия, а другие выходят из строя? Понимание характеристик металлических материалов - ключ к выбору правильного материала для вашего применения. В этой статье рассматриваются...
Как листовой металл превращается из сырого материала в сложнейшие компоненты наших повседневных устройств? Эта статья погружает в увлекательный мир производства листового металла, исследуя такие материалы, как SPCC,...
Вы когда-нибудь задумывались, что означают эти цифры на листовом металле? В этой статье мы погрузимся в мир калибров листового металла и разберемся в этом важном аспекте металлообработки.....
Вы когда-нибудь задумывались о захватывающем мире твердости металлов? В этой статье мы рассмотрим интригующие концепции и методы измерения и повышения твердости...
Вы когда-нибудь задумывались о том, как точно рассчитать вес стали или металла для ваших проектов? В этой статье мы исследуем увлекательный мир расчета веса стали...
Представьте себе материалы, которые могут произвести революцию в целых отраслях промышленности, сделав вещи прочнее, легче и умнее. В этой статье рассматриваются 50 инновационных материалов, которые должны изменить технологии и производство. От непревзойденной прочности графена...
Вы когда-нибудь задумывались о скрытом мире плотности металлов? В этой увлекательной статье блога мы отправимся в путешествие, чтобы разгадать тайны, скрывающиеся за весом различных...
Металлы делятся на черные и цветные, каждый из которых имеет уникальные свойства и применение. В этой статье мы рассмотрим характеристики, применение и интересные факты об этих металлах, от обычного железа до...
Вы когда-нибудь задумывались об огромном количестве металлов, из которых состоит наш мир? В этой увлекательной статье блога мы отправимся в путешествие, чтобы изучить различные типы...